Инверторная сварка по нержавейке — особенности работы с материалом. Сварка нержавейки электродом
Сварка нержавейки инвертором в домашних условиях своими руками
Сварка нержавейки инвертором является достаточно сложным процессом, который далеко не у всех получается с первого раза. Маcтер должен обладать определенными навыками, чтобы получился качественный результат. Во многих случаях все может закончиться, даже без зажигания нормальной дуги. В домашних условиях, где имеется техническая ограниченность, все становится еще сложнее. Трудности возникают даже при использовании газовой сварки, в которой все процессы происходят в три раза медленнее, чем при использовании инвертора.

Сварка нержавейки инвертором
Основная проблема касается текучести материала, так как при образовании сварочной ванны консистенция металла больше похожа на воду, чем не тягучее вещество. Таким образом, очень сложно сделать чешуйчатую структуру шва, которая является лучшим вариантом для надежного соединения, и качество сцепления заметно снижается. При создании потолочных и вертикальных швов все становится еще более сложным, так как расплавленный металл просто стекает вниз.
Сварочный инвертор 
Качественная электросварка нержавейки инвертором предполагает подбор соответствующего аппарата. Сварочный инвертор выступает в качестве источника электропитания для образования дуги. Аппарат должен стабильно работать, чтобы питание было постоянным и не меняло свои параметры во время процесса. Также должен быть удобный выбор настроек, который поможет подобрать правильное напряжение и силу тока для конкретного случая. От этого же зависит и электродами какого максимального диаметра можно будет пользоваться.

Инверторный сварочный аппарат
Не стоит забывать о легком поджиге, так как с этой операции начинается процесс и аппарат должен обеспечить необходимые условия. Чем мощнее техника, тем большие она имеет размеры, а также может работать с более толстыми металлами. В последнее время для частного использования очень популярными стали компактные инверторы. Они также обладают высоким коэффициентом полезного действия.
Принцип действия инвертора
Чтобы сварка инвертором нержавеющей стали прошла максимально качественно, нужно разобраться в принципе действия аппарата. К счастью, здесь он достаточно простой. Инвертор подключается в электрическую сеть, откуда ток подается на его выпрямитель. Из сети, как правило, поступает переменный ток, но после прохода через выпрямитель получается постоянный, но большой частоты. Это влияет на работу сварочной дуги, которая при постоянном токе становится более удобной для сварки, так как повышается ее стабильность. При работе с нержавейкой даже относительно небольшие аппараты оказываются эффективными, так как она обладает меньшей температурой плавления.
Выбор инвертора
Сварка нержавейки инвертором в домашних условиях требует правильного подбора аппарата. Одним из главных факторов является максимальная мощность, так как от нее зависит диапазон выполняемых работ. Чем больше мощность, тем на большую толщину заготовки можно проварить металл. Для домашних условий может оказаться важным и компактность, что также будет полезно и для высотных работ.
При работе с нержавейкой важна тонкая регулировка каждого параметра, чтобы подобрать действительно правильный режим работы без каких-либо погрешностей.
«Обратите внимание! Желательно, чтобы на инверторе была хорошая дополнительная вентиляция, так как даже при работе на открытых пространствах естественной далеко не всегда хватает.»
При этом стоит выбрать модель с автоматическим выключением, когда аппарата начнет перегреваться. Это существенно увеличит срок эксплуатации и убережет от преждевременных поломок. Наличие дополнительных режимов также будет не лишним.
Свойства нержавейки
Сварка нержавеющей стали инвертором предполагает учет всех свойств данного металла. Они достаточно капризны и среди них можно выделить основные:
- Коэффициент линейного расширения – данный параметр значительно превышает аналогичные показатели у других металлов. Чтобы сварка была качественной, следует обеспечить достаточно хороший зазор при соединении толстых деталей. Это поможет избежать деформации, так как расширение происходит сильно неравномерно.
- Теплопроводность – она примерно в два раза ниже, чем у сталей с низким содержанием углерода. По этой причине для сварки нужно использовать более низкие параметры тока, что составляет на 20% меньше от нормы.
- Устойчивость состава при температурной обработке – при высоком содержании хрома металл может терять антикоррозийные свойства. Чтоб избежать этого, места сварки стараются сразу охладить, чтобы не произошло изменений.
Все это регламентируется по ГОСТ 5632-72.
Свариваемость нержавейки
Сварка нержавейки инвертором не зря относится к сложным процессам, так как сам материал достаточно плохо сваривается. Здесь обязательно должен использоваться электрод из такой же по составу стали. Для обеспечения максимально качественного результата необходимо использование дополнительного флюса и следует контролировать, чтобы покрытие электрода было в нормальном состоянии.

Особенно сложно металл ведет себя при потолочной сварке, так как он быстро растекается и велика вероятность, что все просто слетит вниз. Даже после окончания сварки могут возникнуть проблемы, которые касаются деформации и потери свойств стойкости к коррозии.
Какие электроды использовать?
Когда совершается сварка нержавейки ГОСТ 16037 80, то следует правильно подобрать расходные материалы. Среди отечественных марок электродов особой популярностью пользуются ОЗЛ-8 и ОЗЛ-6. Это распространенные и доступные всем модели.

Сварочные электроды марки ОЗЛ
Также используются и электроды ОК-46 и МР-3, которые делают процесс сваривания более удобным, что повышает его качество. Данные модели могут работать как на прямом, так и на обратном токе. Две последние модели лучше выбирать, если требуется варить не только в горизонтальном положении, но и в вертикальном.

Сварочные электроды марки ОК
Электроды для нержавейки имеют свои особенности, к примеру, при остывании шва, который был сделан с их помощью, начинает отскакивать шлак. Так может происходить до полного остывания, так что следует предпринимать меры безопасности или скорее остужать данное место, если это позволяет технология. Сами электроды должны соответствовать ГОСТ 10052-75.
Пошаговая инструкция
Перед тем как начнется сварка нержавейки инвертором, следует заняться предварительной обработкой поверхностей. Следует очистить места, которые будут свариваться от налета, обезжирить их и убрать все лишнее. Это можно сделать с помощью металлической щетки и различных растворителей. При работе с нержавейкой не стоит забывать о зазоре.
Далее следует обработать места флюсом, если таковой имеется, что должно увеличить качества свариваемости. После этого нужно выставить ток на аппарате по заданным параметрам режима. Он должен иметь обратную полярность. В лучшем случае на аппарате должен быть специальный режим для сваривания нержавейки. Сам процесс, как правило, происходят достаточно быстро.
Нужно зажечь дугу и образовать сварочную ванную. Требуется делать шов достаточно глубоко и широко, чтобы он смог связать большую площадь металла. Это обеспечит более высокую надежность. Когда шов будет сделан до конца, то можно принудительно охладить его, чтобы материал сохранил свой антикоррозийные свойства.
Предотвращаем дефекты
Одним из самых главных дефектов, который образуется по незнанию, является деформация заготовки. Когда происходит сварка нержавейки инвертором своими руками, то многие люди выставляют детали также, как и при работе с обыкновенной сталью. Но из-за неравномерного расширения на ней получается слишком большая вероятность образования дефекта. Чтобы этого не случилось, нужно делать небольшой зазор.
Распространенным дефектом может стать утрата антикоррозийных свойств. Это получается из-за структурных изменений под действием температуры. Металл теряет важные легирующие элементы, которые и позволяют сопротивляться коррозии. Чтобы этого не случилось, следует быстро охлаждать металл после сварки.
При неопытности сварщика шов может получиться неправильной формы. Фактически он соединяет детали, но проникновение оказывается не столь глубоким, что снижает его надежность. Здесь поможет только опыт работы с нержавейкой.
Финишная обработка сварных швов
Сварка нержавейки инвертором на окончательной стадии требует дополнительной обработки. Это нужно не только для внешнего вида, так как многие детали требуют хорошей обработки для эстетики, но и для проверки качества. В первую очередь нужно оббить шлак, который остался после обработки. Затем можно отполировать шов, так как зачастую он получается не столь красивым, как при работе с другими металлами.

Финальная обработка швов после сварки нержавейки
Снятие нескольких десятых долей миллиметра с детали сделает все более гладким, а также поможет выявить наличие раковин внутри сделанного шва, что может привести к проведению повторного процесса.
svarkaipayka.ru
Сварка нержавейки (нержавеющей стали) штучным электродом с применением инвертора (РДС метод)
Нержавеющая сталь уже более ста лет исправно служит человечеству, застрагивая все сферы жизни каждого из нас. Из этого материала создают болты, крепежи, баки, арматуру, консервные банки, инструменты и многое другое. А для того, чтобы изготовить или починить необходимые детали, чаще всего применяется ручная дуговая сварка нержавейки электродом при помощи инвертора. Об особенностях метода, достоинствах и недочетах, а также «сюрпризах», которые могут ожидать новичков, в ходе ММА сварки подробно читайте в нашей статье.
Содержание
Что представляет собой метод сварки нержавеющей стали электродом с применением РДС инвертора?
РДС нержавейки электродом – процесс, при котором расплавляющееся в ходе плавления стержня покрытие электрода создает газошлаковую защиту. Эта корка из шлаков, изолирующая зону дуги и сварочную ванну от окружающего воздуха (кислород, содержащийся в воздухе, стремительно окисляет расплавленный металл и значительно уменьшает качество сварки). Сварное соединение возникает благодаря расплавленному металлу детали и металлу электродного стержня (и металлу из покрытия электрода). В международной практике кратко подобную технологию именуют сваркой ММА (Manual Metal Arc).
Где чаще всего применяется метод РДС сварки?
Применять сварку нержавеющей стали инвертором можно во всех пространственных положениях, но качественные вертикальные швы проложить сможет не каждый опытный сварщик.
- Ручная дуговая сварка покрытыми электродами рационально применяется для коротких швов, в мелкосерийном производстве деталей. На монтаже металлоконструкций использование данной технологии сварки рекомендовано при небольшом объеме работ.
- РДС нержавейки покрытыми электродами нашла применение для осуществления прихваток при сборке конструкций под сварку и при необходимости исправления дефектов на небольших участках шва.
- Подобным методом может производиться и наплавка.
Вывод: Таким образом, ММА сварка чаще применяется при небольших объемах производств и в личных бытовых целях, к методу прибегают для сварки труб, металлоконструкций, емкостей или баков из нержавейки и других изделий на дачах, в гаражах и т. д.
Плюсы и минусы метода
Если сравнивать с другими способами сваривания, такими как сварка ТИГ, сварка в защитных газах плавящимся электродом МИГ/МАГ, сварка под флюсом, ручная сварка нержавейки ММА имеет следующие преимущества:
- оборудование для сварки этим методом является простым, недорогим и по большей части компактным;
- РДС используется для сваривания большинства черных и цветных металлов и различных сплавов практически любой толщины;
- не нужно использовать дополнительную флюсовую или газовую защиту;
- этот способ сварки подходит для труднодоступных областей из-за небольших габаритов отдельных моделей сварочных инверторов;
К недочетам этого метода относятся:
- необходимость избавления от шлака после создания шва;
- по причине того, что сварочный ток постоянно протекает по всей длине электрода, необходимо ограничивать максимально допустимый ток из-за проблемы перегрева электрода и разрушения покрытия;
- медленная скорость сварки.
Вывод: Преимуществ метода не много, но все они заключаются в простоте ММА сварки и ее универсальности, которая делает технологию такой популярной.
Как варить нержавейку инвертором в бытовых условиях и возможно ли это?
Многие интересуются, можно ли варить нержавейку инвертором в домашних условиях, и на что стоит обращать особое внимание.
- Перед тем как приступать к сварке изделий из нержавейки, требуется тщательно обработать и подготовить поверхности к дальнейшей работе. Процесс предварительной обработки является идентичным тому, который проводится с низкоуглеродистыми сталями:
- очищается поверхность изделия от загрязнений,
- кромки и поверхность обрабатываются растворителем (бензином или ацетоном), подобная обработка даст возможность избавиться от жира, наличие которого ведет к ухудшению стабильности дуги,
- свариваемая поверхность обрабатывается средством от налипания брызг.
Отличие состоит в том, что сварной стык должен обладать зазором, способным обеспечить оптимальную усадку.
- Нержавейку сваривают на токе обратной полярности. При осуществлении работ нужно стараться меньше проплавлять шов.
- Большие по диаметру электроды, как правило, не применяются. Необходимость их использования появляется лишь при сварке толстых поверхностей. Подобрать электрод для металлов разных толщин, в том числе и тонколистовой стали, можно, воспользовавшись таблицей 1, представленной ниже. Не правильно выбранный электрод станет причиной плохой герметичности шва, в нем будут образовываться микротрещины, раковины и поры. Они получаются из-за вскипания металла.
- При варке нержавейки ток должен быть на 20% ниже, чем для варки низколегированных сталей. Для инвертора, применяемого в быту и частном строительстве, хватит диапазона 60-160 А. Плавная регулировка даст возможность точнее подобрать ток сварки и улучшить качество шва. Оптимальные значения сварочного тока имеются в таблице 1 и обусловлены толщиной свариваемого материала.
- После образования шва нужно выполнить процедуру охлаждения для сохранения устойчивости высоколегированной стали к воздействию коррозийных процессов. Охлаждение осуществляется с использованием медных прокладок. В случае с аустенитной сталью возможно охлаждение с использованием воды.
Вывод: Таким образом, сварка нержавеющей стали требует от исполнителя определенного опыта и навыков, а также знаний соотношения толщины металла, значений силы тока и диаметра электрода. Сразу рассчитывать новичку на идеальный результат не приходится.
Что нужно для того, чтобы сваривать нержавейку инвертором?
Для самостоятельной сварки нержавейки инвертором вам понадобится следующее:
Необходимыми составляющими являются зажимы типа «крокодил» для заземления, электрододержатели, а также силовой и кабель для заземления. Иногда эти компоненты идут сразу в комплекте с инвертором, но чаще всего их приходиться докупать. Оптимальная длина кабелей должна быть не менее 2-х метров.
Многие спрашивают, какими электродами варить нержавейку. Важным условием для того, чтобы процесс сварки удался, является выбор оптимального соотношения толщины металла и используемого электрода.
Таблица 1.
| Толщина свариваемого металла, мм | 1-3 | 3-4 | 4-5 | 5-6 | 6-8 | 8-10 | 12-15 | 15-18 |
| Рекомендованные значения сварочного тока, А | 20-60 | 50-90 | 60-100 | 80-120 | 110-150 | 140-180 | 180-220 | 220-260 |
| Диаметр сварочного электрода, мм | 1,0-1,5 | 1,6-2,0 | 2,0-2,4 | 2,5-3,1 | 3,2-3,9 | 4,0-4,9 | 5,0-5,9 | 6,0 и более |
Какие типы металлов (стали) можно сваривать с нержавейкой инвертором и особенности сварки таких металлов?
Ручная дуговая сварка нержавейки инвертором представляет собой универсальный технологический процесс, используемый для сваривания цветных и черных металлов и различных сплавов любой толщины (от 1 мм до 100 мм), но, как правило, диапазон толщин колеблется в границах от 3 до 20 мм.
При определенных условиях работы конструкции, а также при использовании электродов конкретных марок, можно сваривать разные группы нержавеющих сталей: жаропрочные, коррозионно-стойкие и жаростойкие стали. Значения для наиболее часто свариваемой нержавейки - аустенитных сталей представлены в таблице.
Таблица 2.
| Марка стали | Условия работы | Марка электрода | Тип электрода | Содержание α фазы (%) и структура шва | |
| Жаропрочные стали | |||||
|
Х25Н38ВТ ХН75МБТЮ |
Высокая температура | ЭА-981-15 | Э-09Х15Н25М6Г2Ф | Аустенитная | |
|
20Х20Х14С2 20Х25Н20С2 30Х18Н25С2 |
Температуры до 900-1100°С Температура до 1050°С; жаростойкость и жаропрочность | ОЗЛ ОЗЛ-9-1 |
Э-12Х24Н14С2 Э-28Х24Н16Г6 |
3-10 % Аустенитно- карбидная | |
| Коррозионно-стойкие стали | |||||
| 08Х18Н10 | Агрессивные среды; стойкость к межкристаллитной коррозии | ЦЛ-11 | Э-04Х20Н9 | 2,5-7,0 | |
|
12Х18Н10Т 08Х22Н6Т |
Температура до 600оС; жидкие среды; стойкость к межкристаллитной коррозии | Л38М |
Э 07Х20Н9 Э-08Х19Н10Г2Б Э-02Х10Н9Б |
3-5 | |
|
10Х17НИМ2Т 08Х18Н19Б 08Х21Н6М2Т |
Температура до 700 °С; стойкость к межкристаллитной коррозии | СЛ-28 |
Э-08Х19Н10Г2МБ Э-09Х19Н10Г2М2Б |
4-5 | |
| 10Х17Н13МЗТ | Стойкость к межкристаллитной коррозии | НЖ-13 | Э-09Х19НЮГ2М2Б | 4-8 | |
| Жаростойкие стали | |||||
|
20Х20Х14С2 20Х25Н20С2 30Х18Н25С2 |
Температуры до 900-1100°С Температура до 1050°С; жаростойкость и жаропрочность |
ОЗЛ ОЗЛ-9-1 |
Э-12Х24Н14С2 Э-28Х24Н16Г6 |
3-10 % Аустенитно- карбидная | |
|
Х25Н38ВТ ХН75МБТЮ |
Высокая температура | ЭА-981-15 | Э-09Х15Н25М6Г2Ф | Аустенитная | |
Какие электроды для сварки нержавейки необходимо использовать?
Для ручной дуговой сварки нержавеющей стали различают два основных типа электродов.
www.tiberis.ru
Как варить нержавейку простым электродом
Понятное дело, что профессионалы скажут, что не стоит варить нержавейку «черным» электродом. Ни иногда в жизни бывают ситуации, когда требования к изделию не так уж высоки, а искать электроды по нержавейке нет времени. Как показал продемонстрированный ниже эксперимент, вполне можно заварить даже «на воду» емкость из нержавки простым электродом.
Что мы имели: лопнувший из-за закипания теплообменник банной печи «Термофор», инвертор сварочный Elitech, электроды АНО-4 диаметром 3мм. Вода с системе бани течет самотеком, давления нет. А лопнул теплообменник из-за замершей пробки в трубе. Было решено заварить и заодно проверить вопрос сварки нержавеющей стали ржавеющим электродом на личном опыте. Тем более, что поиски по интернету показали, что профессионалы и знатоки называют единственным минусом то, что шов заржавеет. В данном случае это совсем не страшно.
 Вот эта трещина крупным планом.
Вот эта трещина крупным планом.
 Выставляем ток на 60.
Выставляем ток на 60.
 Варим двумя проходами.
Варим двумя проходами.
Шов с отбитым шлаком.  Чуток поточил шов болгаркой, посмотреть какой он внутри.
Чуток поточил шов болгаркой, посмотреть какой он внутри.
А вот и видео.
Стоит также в заключение добавить, что баня работает, теплообменник исправно исполняет свою функцию, ничего не течет, вода греется.Если требования к сварному шву не критичны, то вполне можно варить.
Метки: выполнение сварочных работ, сварка своими рукамиkovka-svarka.net
Как варить нержавейку электродом: выбор электродов, свойства материала
Качественная сварка нержавеющей стали в бытовых условиях — непростая задача. Чтобы знать, как варить нержавейку электродом, необходимо иметь представление о свойствах, присущих высоколегированным маркам металла. Именно к этой категории и принадлежит нержавеющая сталь, т.к. роль основной легирующей добавки играет хром, содержание которого достигает 20%. Помимо хрома, в этой разновидности стали может быть молибден, титан, а также марганец и ряд иных химических элементов.

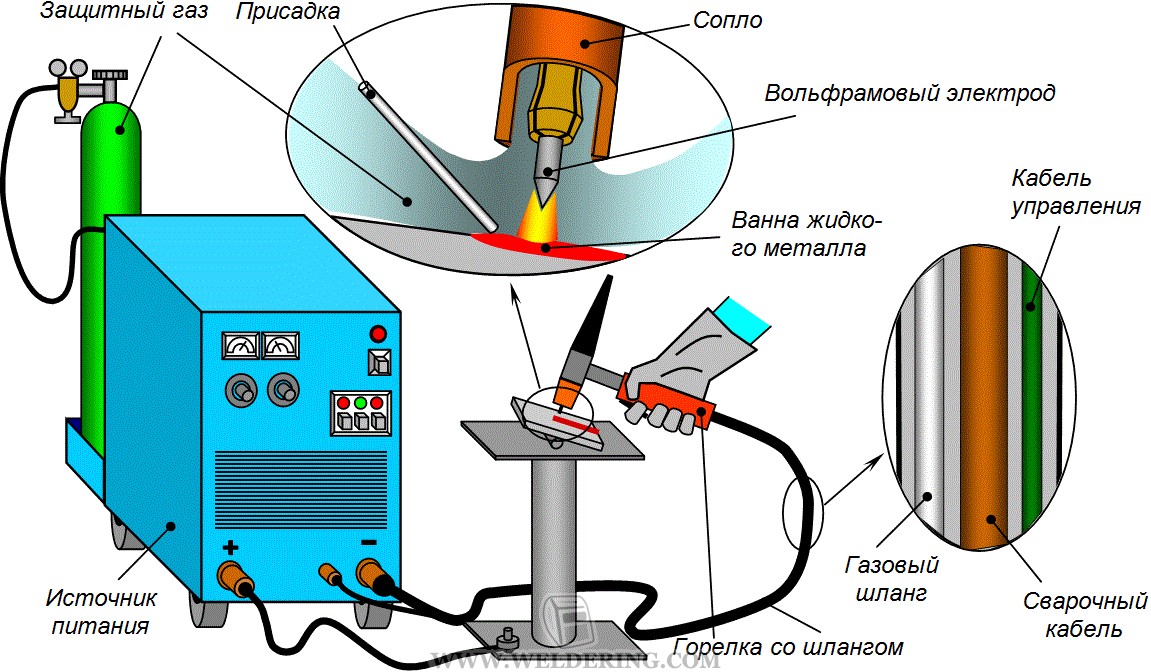
Схема сварки нержавейки.
Что влияет на сварку элементов из нержавейки?
Если вы собрались сваривать нержавейку электродом, то необходимо учесть ряд свойств материала, которые будут оказывать непосредственное влияние на сварочный процесс:
- Коэффициент нелинейного расширения. Он несколько больше, нежели у иных металлов. Поэтому соблюдайте чуть больший зазор при сваривании, особенно если приходится работать с толстыми деталями, в противном случае не исключены деформации.
- Теплопроводность. Она ниже, чем у низколегированных марок стали примерно в 2 раза. Из-за этого сваривание деталей производится при силе тока, которая на 20% ниже, чем при работе с обычной сталью.
- Потеря антикоррозионных свойств (или межкристаллическая коррозия). В ходе сварочных работ на металлических зернах начинает образовываться карбид железа и хрома, из-за которых металл подвергается коррозии. Чтобы предотвратить подобное явление, обычно оперативно охлаждают зону сварки.
Вернуться к оглавлению
Выбор электродов

Схема устройства электрода.
Выбор наиболее подходящего электрода связан с маркой нержавеющей стали, ее составом. Поэтому на сегодня электроды для нержавейки классифицируются в зависимости от того, что приходится сваривать:
- нержавеющая сталь, используемая в пищевой промышленности: ОЗЛ-8, ЦЛ-11;
- сталь, имеющая повышенное сопротивление коррозии: НЖ-13, ЭА-400/10У, реже ЦТ-15;
- жаропрочные сплавы, в состав которых входит нержавейка: ОЗЛ-6;
- нержавеющая сталь, используемая для изготовления инструментов: ЦТ-28, КТИ-7А;
- разнородные сплавы: АНЖР-1 и 2, ЭА-395/9.
Электроды, специально предназначенные для сваривания нержавеющих марок стали, удобны в работе, но и одновременно опасны. При остывании готового шва происходит отскок шлаков, нагретых до высокой температуры: с одной стороны это удобно, т.к. не требуется очистка металла, но с другой — появляется риск ожога. Поэтому при остывании зоны сварки просто отойдите в сторону. Безопаснее всего производить сваривание при нижнем положении шва, однако если возникла необходимость изменить положение, то необходимо в работе использовать электроды ЦЛ-11, которые позволяют производить работы во всех положениях. Наиболее распространенными на сегодня являются 3 марки электродов, особенности применения которых стоит рассмотреть подробнее.
Вернуться к оглавлению
Сварка электродами ЦЛ-11

Таблица разновидностей электродов.
Данные изделия используют при сваривании хромоникелевых сталей 12Х18Н9Т и 10Т, а также 08Х18Н12Б и Т (по последним буквам). Т.е. использование ЦЛ-11 целесообразно, когда к свариваемым деталям предъявляются особые требования по межкристаллической коррозии. Эти электроды хорошо показывают себя при температуре не выше +450°С, т.к. покрыты составом, в который входят соединения фтора и карбонаты. Основные плюсы ЦЛ-11 заключаются в слабом разбрызгивании капель металла, хорошей ударной вязкости, приемлемой пластичности, отсутствии возможности образования трещин — получается стабильно ровный шов.
Вернуться к оглавлению
Сваривание с использованием НЖ-13 и ОЗЛ-6
Первый тип электродов лучше всего применять при сваривании элементов, изготовленных из пищевой нержавейки или деталей, сделанных их хромоникелевых, а также хромоникелемолибденовых сплавов. ОЗЛ-6 лучшие результаты показывает при работе в окислительной среде и при высоком нагреве (до 1000°С). Шов получится качественным, если использовать постоянный ток. К достоинствам ОЗЛ-6 относят жаростойкость, минимальное разбрызгивание металлических капель, сопротивляемость межкристаллической коррозии. Не допускается варить нержавейку электродом ОЗЛ-6 в вертикальном положении.
Вернуться к оглавлению
Особенности сварки деталей из нержавеющей стали
В бытовых условиях варить нержавейку электродом лучше всего инверторным сварочным аппаратом, который позволит соединить детали толщиной до 1,5 мм. В зависимости от толщины соединяемых деталей, нужно подбирать и соответствующую мощность инвертора. При этом желательно, чтобы он имел функцию «антизалипания» (Anti Stick), чтобы не допускать моргания лампочек и выхода из строя бытовых электроприборов. Все работы желательно выполнять при температуре не ниже минус 10°C.
Заранее стоит заметить, что сварка с применением покрытых электродов используется, когда к сварному соединению не предъявляются особые требования по качеству.
Перед работами очистите кромки деталей металлической щеткой и обработайте нитрорастворителем. Это предотвратит появление пор в шве и сделает дугу более устойчивой. Сварка производится посредством тока, имеющего обратную полярность. В процессе старайтесь применять электроды наименьшего диаметра, чтобы не проплавлять шов. При этом учитывайте, что при сваривании нержавейки электроды плавятся быстрее. Чтобы обеспечить максимально быстрое охлаждение, используйте прокладки из латуни, меди.
В ходе сварочных работ учитывайте, что повышение температуры до +500°С влечет за собой возникновение трещин кристаллического типа, которые ослабят конструкцию: ее пластические свойства понизятся, она станет хрупкой. Плюс используйте и нижеследующие рекомендации:
- промежуток между прихватками сведите к минимуму;
- до начала сварочных работ накалите деталь до 1000°С, потом постепенно охладите ее на воздухе в течение 3-х часов;
- варите максимально быстро, чтобы не подвергать конструкцию длительному воздействию тепла. Лучше делать несколько поочередных проходов, используя охлаждение до +100°С.
После завершения работ шов нужно подвергнуть определенной обработке, т.к. на нем формируется тонкий хромовый слой, который необходимо убрать, чтобы обеспечить хорошую прочность и не допустить коррозии. Чтобы удалить хром, можно обработать детали высокой (1000-1200°С) температурой, протравить фосфорной, азотной кислотой: подобная операция дополнительно повысит прочность шва. В ряде случаев достаточно готовое изделие обработать механически с помощью шлифовальных инструментов.
moiinstrumenty.ru
Сварка нержавейки своими руками | Строительный портал

Металлург Гарри Бреарли из Англии в 1913 году при работе над проектом, связанным с улучшением оружейных стволов, обнаружил случайно, что добавление в низкоуглеродистую сталь хрома придает ей способности сопротивляться кислотной коррозии. Добавление в сталь хотя бы 12% хрома делает её коррозионностойкой и нержавеющей, а увеличение содержания хрома до 17% делает её стойкой к агрессивной среде.
Содержание:
- Свойства нержавеющей стали
- Состав нержавеющей стали
- Разновидности нержавейки
- Виды аустенитной нержавейки
- Свариваемость нержавейки
- Особенности сварки нержавейки
- Ручная сварка нержавейки покрытыми электродами
- Сварка вольфрамовыми электродами в среде аргона
- Механические методы обработки нержавейки
- Профилактика дефектов после сварки
Свойства нержавеющей стали
Согласно классификации нержавеющие стали принято относить к высоколегированным сталям, что являются устойчивыми к коррозии. Хром, который содержится в стали, при взаимодействии с кислородом образует невидимый и тонкий слой оксида хрома, который называют оксидной пленкой.
Атомы хрома и их оксиды имеют подобные размеры, поэтому они вплотную примыкают между собой на поверхности металла и образуют стабильный слой, который имеет толщину всего лишь в несколько атомов. Если поцарапать или порезать поверхность нержавеющей стали, то оксидная пленка разрушится. Однако вместе с этим создаются новые оксиды, которые восстанавливают поверхность и защищают ее от окислительной коррозии.
Благодаря своим прочностным и антикоррозионным характеристикам, нержавеющие стали активно применяются в промышленности и быту. Изделия, что изготовлены из нержавейки, вы можете встретить везде, - начиная от кухни в каждой квартире и заканчивая цехами-гигантами химического производства.

Оборудование для сварки нержавейки в современном мире позволяет создавать такие сложные изделия, как разнообразные конструкции с нержавейки высокой прочности, перила для лестниц, нержавеющие трубы, листы, сетки, полосы, уголки, нержавеющие баки самого разнообразного назначения, нержавеющие вешалки.
Нержавеющая сталь вместе со стеклом и некоторыми синтетическими материалами является почти незаменимым материалом для создания оборудования для обработки и транспортировки пищевых продуктов, изготовления хирургического инструмента, разнообразных металлических конструкций. Это объясняется высокими гигиеническими, токсикологическими и эстетическими требованиями.
Гигиена в пищевой отрасли имеет высочайшее значение. Существуют конкретные требования, которые касаются смываемости тяжелых металлов с такого оборудования, которое постоянно находится в контакте с пищевыми продуктами. Марками нержавейки, которые используются в пищевой промышленности, выступают AISI 304 и 316.
Состав нержавеющей стали
В составе нержавейки основным легирующим элементом выступает хром с содержанием 12 - 20%. Если содержание хрома составляет больше 17%, такие сплавы являются коррозионностойкими в агрессивных и окислительных средах.
В составе нержавеющей стали также присутствуют элементы, которые отвечают за специфические физико-механические и увеличивающие антикоррозионные свойства нержавейки: никель, молибден, ниобий, титан и марганец. Ниобий, молибден и хром увеличивают коррозионную стойкость, а никель уменьшает теплопроводность и электропроводность стали.

Нержавеющая сталь по химическому составу бывает хромистой, хромоникелевой и хромомарганцевоникелевой. Хромистая нержавейка применение нашла в качестве конструкционного материала для изготовления клапанов гидравлических прессов, арматуры крекинг-установок, турбинных лопаток, режущих инструментов, пружин и прочих предметов быта.
Хромоникелевая нержавейка используется в различных отраслях промышленности. Отмечаются такие свойства нержавеющей стали аустенитного класса. Благодаря собственной структуре поверхность нержавеющей стали считается высококачественной и не нуждается в дополнительной обработке для использования в пищевой промышленности.
Хромоникелевая аустенитная нержавейка не способна магнититься, что позволяет её легко отличить от прочих сплавов, а также применять подобное свойство в промышленности. Особо отличается сталь 12Х18Н10Т, которая используется для сварных конструкций, бытовых приборов, в архитектуре и строительстве зданий различного назначения.
Разновидности нержавейки
Выделяют три основных вида нержавеющей стали - аустенитная, ферритная и мартенситная нержавейка. Эти типы определяются микроструктурой нержавеющей стали, а также преобладающей кристаллической фазой.
Аустенитные стали в качестве основной фазы имеют аустенит. Подобные сплавы содержат никель и хром, иногда азот и марганец. Самой известной нержавеющей сталью аустенитного класса является 304 сталь, которую называют иногда T304, с содержанием 18-20% хрома и 8-10% никеля. Подобное содержание элементов делает нержавеющую сталь немагнитной и придает ей высокие коррозионные свойства, пластичность и прочность, благодаря чему они используются повсеместно в различных областях промышленности.

Ферритные стали в качестве основной фазы имеют феррит. Данные стали содержат хром и железо. Основной вид подобной нержавеющей стали – сталь 430, что содержит 17% хрома. Ферритные стали являются менее пластичными, чем аустенитная сталь. Стали не закаляются посредством термической обработки и, как правило, применяются в агрессивной среде.
Мартенситные стали имеют характерную микроструктуру, которую наблюдал впервые микроскопист Адольф Мартенс из Германии в 1890 году. Мартенситная нержавеющая сталь является низкоуглеродистой сталью, основным видом среди которой является сталь 410, что содержит 12% хрома и около 0,12% углерода. Мартенсит способен придавать стали высокую твердость, однако вместе с этим снижает ее жесткость и делает её хрупкой. Поэтому этот тип стали используется в слабоагрессивной среде, к примеру, при изготовлении режущих инструментов и столовых приборов.
Виды аустенитной нержавейки
Виды сталей самой популярной аустенитной группы обозначают дополнительным номером, указывающим на химический состав:
- Нержавеющая сталь A1, как правило, используется в подвижных и механических узлах. Из-за высокого содержания серы подобная сталь имеет низкое сопротивление коррозии, чем прочие типы нержавейки.
- Нержавейка A2 является самой распространенной, нетоксичной, немагнитной, незакаливаемой, устойчивой к коррозии сталью, которая легко поддается сварке и после этого не становится хрупкой. А2 проявляет магнитные свойства после механической обработки. Крепежи и изделия из нержавейки A2 не подходят для применения в кислотах и средах, которые содержат хлор, к примеру, в соленой воде и бассейнах. Пригодна А2 для температуры вплоть до минус 200 градусов по Цельсию.
- Сталь A3 отличается похожими свойствами, как и нержавейка A2, и стабилизирована дополнительно титаном, танталом и ниобием. Это улучшает ее качества сопротивления против коррозии при высокой температуре.
- Нержавеющая сталь A4 является похожей на нержавейку A2, но в своем составе имеет 2-3% молибдена. Это придает ей в большой степени высокие способности сопротивляться кислоте и коррозии. Такелажные изделия и крепеж из A4 применяются в судостроении. Пригодна нержавеющая сталь А4 для температуры до минус 60 градусов.
- Нержавейка A5 имеет похожие свойства, которые присущи стали A4, и дополнительно стабилизирована танталом, ниобием и титаном, но с разным содержанием легирующих добавок для повышения ее сопротивляемости высоким температурам.

Свариваемость нержавейки
Перед тем, как приступить к сварке нержавейки своими руками, рекомендуется ознакомиться с ее особенностями. Сварка нержавейки является достаточно трудным занятием, которое зависит от многих параметров. Наиболее важным среди них выступает свариваемость - способность металла образовывать сварное соединение, материал шва которого имеет аналогичные или близкие механические свойства к металлу основы.
На свариваемость нержавеющей стали влияет ряд характеристик, которыми она обладает:
- Большое значение показателя линейного расширения и существенная литейная усадка, которая возникает из-за этого, высокая литейная усадка способствуют росту деформации металла при сварке и после нее. Если между свариваемыми деталями, обладающими значительной толщиной, отсутствует достаточный зазор, то могут образоваться огромные трещины.
- Теплопроводность, что снижена по сравнению со сталями низкоуглеродистыми в 1,5 — 2 раза, способна вызывать концентрацию теплоты и усиливать проплавление металлов в зоне сварки. При сварке нержавейки из-за этого возникает потребность уменьшения силы на 15 — 20% тока по сравнению с током для обычной стали.
- Высокое электрическое сопротивление провоцирует очень сильный нагрев электродов из высоколегированной стали. Чтобы уменьшить отрицательный эффект, изготовляют электроды с хромоникелевыми стержнями, которые имеют длину не больше 350 миллиметров.
- Важным свойством нержавейки выступает склонность высокохромистой стали к потере собственных антикоррозийных свойств при применении неправильного термического режима или неправильном использовании аппарата для сварки нержавейки. Данное явление называют межкристаллитной коррозией. Его природа заключается в том, что при температурах больше 500 градусов по Цельсию по краям зерен формируется карбид хрома и железа, которые становятся впоследствии очагами коррозионного растрескивания и самой коррозии. С подобными явлением борются различными методами, к примеру, с помощью быстрого охлаждения места сварки любой методикой, вплоть до поливания водой, для уменьшения потерь коррозионной стойкости.

Особенности сварки нержавейки
При сварке нержавейки рекомендуется учитывать некие отличия её физических свойств от характеристик углеродистого проката. К примеру, стоит брать во внимание, что уделенное электрическое сопротивление приблизительно в 6 раз больше, на 100 градусов меньше точка плавления, теплопроводность достигает одной трети от аналогичного показателя углеродистого проката. Показатель теплового расширения по длине составляет на 50% больше.
Сварку нержавейки в домашних условиях выполняют разными методами. Ручную дуговую сварку нержавейки вольфрамовыми электродами в инертной среде обычно применяют, когда толщина материала составляет больше 1,5 миллиметров. Для сварки труб и тонких листов используют дуговую сварку плавящимися электродами в инертном газе.
Импульсная дуговая сварка плавящимися электродами в инертном газе предназначена для листов, которые имеют толщину 0,8 миллиметра. Сварка короткой дугой плавящимися электродами в инертной среде прописана для листов, толщина которых 0,8-3,0 миллиметра, а сварка со струйным переносом металла плавящимися электродами в инертном газе - для листов, что имеют толщину больше 3,0 миллиметров.

Плазменная сварки нержавеющей стали может использоваться для широкого диапазона толщины и применяется в наше время достаточно широко. Дуговая сварка нержавейки под флюсом предназначена для материалов, толщина которых больше 10 миллиметров. Однако самыми популярными методами остается технология сварки нержавейки покрытыми электродами, вольфрамовыми электродами в среде аргона и аргонная полуавтоматическая сварка нержавеющей проволокой.
Подготовка кромок нержавеющих деталей практически не отличается от подготовки изделий из стали низкоуглеродистой, за исключением одного нюанса – в сварном стыке должен быть зазор для обеспечения свободной усадки швов.
Поверхности кромок перед сваркой принято зачищать до блеска стальной щеткой и промывать растворителем – к примеру, авиационным бензином или ацетоном для удаления жира, который вызывает появление в шве пор и уменьшение устойчивости дуги.
Ручная сварка нержавейки покрытыми электродами
Сварка нержавеющей стали покрытыми электродами способна обеспечить без особых проблем приемлемое качество швов. Поэтому если вы не предъявляете к сварному соединению особых требований, искать другой способ сварки нержавейки нет резона.
К покрытым металлическим электродам для ручной дуговой сварки нержавеющей стали относят электроды особого состава ОЗЛ-8, НИАТ-1, ЦЛ-11. Выбирать рекомендуется электроды, обеспечивающие основные эксплуатационные характеристики сварного соединения – высокие механические свойства, значительную коррозионную стойкость и жаростойкость.

Сварку принято производить с помощью постоянного тока обратной полярности. Стремитесь к меньшему проплавлению шва, техника сварки нержавейки предполагает использование электродов, которые имеют небольшой диаметр, при минимальной тепловой энергии. При сварке нержавеющей стали сила тока должна быть примерно на 15-20% меньше, чем для обыкновенной стали.
Использование большого тока из-за низкой теплопроводности и высокого электрического сопротивления электродов может спровоцировать перегрев их покрытия и даже отваливание отдельных кусков. Электроды для сварки по данной причине отличаются высокой скоростью плавления, по сравнению с обычными стальными. Приступая к сварке нержавейки впервые, нужно к этому быть готовым.
Чтобы сохранить коррозионные характеристики шва, необходимо обеспечить его ускоренное охлаждение при использовании для этого медных прокладок или обдувания воздухом. Если сталь причисляется к хромоникелевым сталям аустенитного класса, вы можете использовать для охлаждения воду.
Сварка вольфрамовыми электродами в среде аргона
Сварку нержавеющей стали данным методом применяют в ситуациях, когда свариваемый металл очень тонкий или предъявляются к сварному соединению повышенные требования качества. Нержавеющие трубы, которые используются для перемещения под давлением жидкостей или газов, сваривать лучше всего именно вольфрамовыми электродами в инертной среде.
Сварку проводят в среде аргона постоянным или переменным током прямой полярности. Желательно использовать в качестве присадочного вещества проволоку, которая имеет более высокий уровень легирования, чем главный металл. Выполняют работу электродами без колебательных движений, иначе можно нарушить защиту зоны варки, что провоцирует окисление металла шва и увеличивает стоимость сварки нержавейки.

Обратную сторону шва защищают поддувом аргона от воздуха, однако нержавеющая сталь к защите обратной стороны не является такой критичной, как титан. Исключите попадание вольфрама в сварочные ванны. Поэтому целесообразно применять бесконтактный поджог дуги или проводить зажигание дуги на графитовой или угольной пластинке, перенося ее на основной металл.
После окончания процедуры с целью меньшего расхода вольфрамового электрода защитный газ сразу не выключайте. Это следует делать спустя определенное время - 10-15 секунд. Это поможет исключить интенсивное окисление нагретых электродов и продлить срок его службы.
Механические методы обработки нержавейки
Помните, что использовать разрешается только такие рабочие принадлежности, которые предназначаются для обработки нержавеющего проката, и которые вы видели на видео о сварке нержавейки: специальные шлифовальные ленты и круги, щетки из нержавеющей стали, нержавеющие дроби.
Травление считается самой эффективной методикой дальнейшей обработки сварных швов. Если правильно выполнить травление, то вы сможете устранить зону с низким содержанием хрома и вредный оксидный слой. Травление выполняют посредством погружения в кислоту, покрытия пастой или поверхностного нанесения зависимо от условий.

При травлении чаще всего используют смешанную кислоту: азотную и фтористоводородную кислоту в таких пропорциях – от 8 до 20% азотной кислоты и 0,5 – 5% фтористоводородной кислоты, вода выступает в качестве остального компонента. В народе с этой целью используют крепкий настой чая.
Время травления нержавеющего аустенитного проката зависимо от концентрации кислоты, температуры, сорта проката, толщины окалины. Помните, что кислотоупорный прокат нуждается в более продолжительном времени обработки, чем нержавеющий прокат. Доведение уровня шероховатости сварных швов до соответствующего показателя главного листа посредством полирования или шлифования после процедуры травления повышает еще более стойкость конструкции к коррозии.
Профилактика дефектов после сварки
Процесс нержавеющей стали имеет некие особенности. Если их не учитывать особенностей сварки нержавейки, в итоге возникнут некоторые дефекты сварных швов и нежелательные эффекты. К примеру, через определенное время после процедуры в области сварных швов может формироваться так называемая «ножевая» коррозия.
Результат воздействия высокой температуры – горячие трещины, которые возникают из-за аустенитной структуры сварных швов. Причина хрупкости швов кроется в длительном воздействии высокой температуры, а также стигматации.
Чтобы предотвратить возникновение горячих трещин, принято использовать присадочные материалы, которые позволяют формироваться прочным швам. Содержание феррита при этом составляет не меньше 2%. Также с этими целями рекомендуется проводить дуговую сварку с малой длиной дуги. Не следует кратеры выводить на основной металл.
Автоматическую сварку принято осуществлять при уменьшенных скоростях. Лучше всего сделать меньше подходов. Увеличение скорости и применение короткой дуги существенно уменьшают риски возникновения сварочных деформаций и цену сварки нержавейки. Благоприятно влияет на стойкость нержавейки к коррозии сварка на максимальной скорости.
Таким образом, нержавейка бывает разных видов и различного состава. Присутствие в металле хрома определяет основные свойства, за которые нержавейка и ценится в разных отраслях промышленности. Зависимо от конечного результата, существует много способов её сварки. Один из них обязательно подойдет и вам!
strport.ru
Инверторная сварка нержавейки возможна в домашних условиях
Сварка нержавеющей стали – процесс, требующий определенных навыков. Особенности материала могут поставить в тупик даже опытного сварщика, привыкшего работать с традиционными материалами. Чтобы сварка по нержавейке получилась с хорошим результатом, необходимо знание материала.
Чтобы сварка по нержавейке получилась с хорошим результатом, необходимо знание материала.
Особенности нержавеющей стали, влияющие на процессы сварки
Для придания стали антикоррозийных свойств, материал легируется. В качестве добавочных присадок применяется проверенный материал, имеющий 100% устойчивость к ржавчине – хром.
Массовая доля этого материала в сплаве может достигать 1/5 части.
Кроме того, в состав качественной нержавейки добавляется никель, молибден и другие материалы, осложняющие образование классической сварочной дуги.
Примеры сварки тонкой нержавейки простым инвертором ММА
Какие факторы осложняют сварочный процесс:
- Нержавеющая сталь имеет слабую теплопроводность. В сравнении с обычным составом, этот показатель ниже на 50%. Поэтому следует уменьшить ток на 15%-25%. Это непривычно для сварщика.
- При нагреве железо и хром вступают в химическую реакцию, в результате чего выделяется большое количество карбида. Если не охлаждать зону сварки, железная часть сплава полностью теряет стойкость к коррозии. Причем это не сплошная поверхность, покрытая ржавчиной, а межкристаллическое окисление. Коррозия проникает внутрь, полностью разрушая изделие.
- Избыточное расширение при нагреве. При сварке тонкой нержавейки, изделие покрывается волнами, которые невозможно устранить. Заготовки большой толщины могут расшириться настолько, что конструкция деформируется. Поэтому требуется обеспечить зазор между деталями.
- Рекомендуется присадочная проволока для сварки, выполненная из нержавейки. Если зазор слишком велик – могут образоваться пустоты внутри шва.
- При высоком содержании титана (в качестве легирующего материала), нержавейку лучше варить рутиловыми электродами. В состав обмазки входит двуокись титана, снижающая разбрызгивание металла.

Сварка нержавейки в домашних условиях с помощью инвертора
Поскольку тонкие листы нержавейки представляют наибольшую сложность для сварки, разработаны особые технологии, учитывающие особенности материала. Оба способа работают в среде инертного газа, причем расход аргона при сварке нержавейки не выше, чем при сварке алюминия.
- Сварка короткой дугой. Наиболее щадящий режим для листовой нержавейки, однако, требует большого опыта
- Импульсная сварка полуавтоматом. Каждый импульс тока сопровождается дискретной подачей проволоки. За один импульс образуется одна капля. Края листа не успевают покоробиться от температуры, а шов получается ровным, и практически не требует после сварочной обработки.
Еще большее качество шва дает сварка полуавтоматом нержавейки в среде углекислого газа.
Вы можете обойтись без различных ухищрений, единственное условие – скорость проведения работ. Подачу проволоки следует ускорить, а шов вести быстро и энергично.
Принцип тот же – зона вокруг сварки не успевает нагреться и покоробиться.
Вообще, полуавтомат предоставляет более широкие возможности при работе с таким сложным материалом.
Потренировавшись на ненужных обрезках нержавейки, вы быстро приобретете необходимый опыт.
Еще один хороший способ варить нержавейку это сварка полуавтоматом в среде углекислого газа, смотрите подробное виде
Сварка нержавейки электродом в домашних условиях
Полуавтомат – достаточно дорогое удовольствие для домашнего применения. Чаще всего дома применяют обычный недорогой инвертор.
Делимся секретами или сварка нержавейки штатным инвертором — видео
Технология позволяет варить с высоким качеством, используя специальные электроды. Однако инверторная сварка по нержавейке требует определенных условий:
- Ни в коем случае не перегревать место шва и всю заготовку. Надо стараться не выходить за температуру 200°С
- Можно использовать толстые медные пластины для теплоотвода
- Сварка производится малыми токами, короткой дугой и без колебательных движений
- Если вы работаете с материалом большой толщины, с разделкой шва – необходимо варить в несколько непродолжительных проходов
- Тщательная зачистка заготовок стальной щеткой перед началом работ
- Электроды обязательно прокаливаются, в соответствии с инструкцией
- Сразу после зачистки шва, его необходимо обработать травильной пастой. Иначе межкристальная коррозия неизбежна.

Если вы работаете с инвертором, обязательно потренируйтесь перед началом ответственных работ. Освойте толстые заготовки из нержавейки со средними токами сварки.
Когда вы прочувствуете темп прохождения шва короткой дугой, постепенно переходите на более тонкие листы, уменьшая значение тока.
Электродами 3 мм и малыми токами работать по нержавейке достаточно сложно. Не начинайте варить «в чистовую», пока не поймете, что освоили технологию.
Шлифовка после сварки
Если вы изготавливаете утилитарное изделие (бак для воды, канистру, трубопровод) придание «товарного вида» после сварки необязательно.
Достаточно удалить черные шлаки и провести элементарную шлифовку.
Шлаки удаляются с помощью травильной пасты или кислоты. Чтобы кислота не стекала по поверхности, не нуждающейся в обработке – ее необходимо загустить.
Например – деревянными опилками. Затем растворенный шлак обильно промывается проточной водой, а место сварки насухо вытирается.
Шлифовка производится стандартными средствами – абразивными кругами. Никакой технологии нет, просто зачищаете поверхность до ровного слоя. Особое внимание уделяете отсутствию мелких раковин на поверхности шва.
Особое внимание уделяете отсутствию мелких раковин на поверхности шва.
Полировка нержавейки после сварки
Другое дело, если вы варите декоративную деталь, где требуется эстетичный внешний вид. Место сварки шлифуется несколькими кругами от крупнозернистого до «бархатного», для выведения шва. Все неровности удаляются шарошками маленьких размеров. Затем происходит классическая полировка обычным войлочным кругом. Можно использовать пасту ГОИ, или иные современные средства.
Все неровности удаляются шарошками маленьких размеров. Затем происходит классическая полировка обычным войлочным кругом. Можно использовать пасту ГОИ, или иные современные средства.
Сварка нержавейки инверторами различных типов — видео
Вывод:Сварка нержавеющей стали относится к трудоемким операциям. Однако при наличии опыта и правильных расходных материалов, варить нержавейку можно даже в домашних условиях и самым обычным инвертором.
obinstrumente.ru
Сварка нержавейки инвертором

Нержавеющая сталь является наиболее предпочтительным из всех материалов, применяемых для изготовления разнообразных конструкций: болтов, крепежных систем, баков, консервных банок, арматуры и т.д. При необходимости производства или ремонта каких-либо изделий, применяется сварка электродом с помощью инвертора. Это достаточно трудная работа, которая требует определенного опыта и знаний необходимых параметров, влияющих на сварочный процесс. Для того, чтобы получить в итоге качественную работу, стоит изучить все нюансы метода сварки нержавеющей стали инвертором.
Данный аппарат для сварки стали играет роль основного источника питания для электрической дуги. Он обеспечивает качество работы, горение дуги и легкий поджиг. Главным фактором является достижение устойчивости к различным помехам. Источниками питания для сварочной дуги также могут служить трансформатор и выпрямитель. Инверторный тип аппарата для сварки был изобретен в прошлом веке и стал особенно популярным из-за своей высокой эффективности.
Особенности сварки нержавеющей стали

Нержавеющая сталь классифицируется как высоколегированный металл, так как она на 20% состоит из хрома. В ее состав могут входить никель, титан и другие элементы, благодаря которым повышается устойчивой стали к коррозии. Отличительными свойствами нержавеющей стали являются:
1. Любая высоколегированная сталь обладает более низкой теплопроводостью, по сравнению низкоуглеродистыми металлами. В связи с этим, сварка нержавейки должна происходить на пониженном токе (примерно на 20%).
2. Нержавеющая сталь обладает высоким коэффициентом линейного расширения. Поэтому, во избежание деформации, между плотными деталями материала необходимо предусматривать необходимый зазор. Также, следует учитывать момент, что в момент сварки расширение деталей происходит неравномерно.
3. Отличительной характеристикой высокохромистых материалов является межкристаллическая коррозия, что означает возможное понижение устойчивости к коррозии. Сложность состоит в том, что во время сварки края стали начинают покрываться хромом и карбидом железа. Чтобы исключить эту проблему, используется быстрое охлаждение.

Методы сварки нержавеющей стали

- Ручная дуговая сварка. Данный метод предусматривает использование двух видов электродов: с различным покрытием покрытием. Сварка с применением электродов, имеющих основное покрытие, производится только на обратном токе. Электроды с рутиловым покрытием (двуокись титана) можно применять как на обратном, так и на переменном токе. Эти электроды наиболее предпочтительны, так как дают возможность получения более качественной дуги и меньшего образования брызг во время работы. Более успешно электроды с рутиловым покрытием применяются в нижнем положении варки.
- В случае необходимости соединения тонкой нержавеющей стали обычноприменяется метод аргонодуговой сварки с использованием чистого аргона или аргонно-гелиевой смеси. В этом случае сварка производится с помощью присадочной проволоки либо без нее.
- Полуавтоматическая сварка применяется, когда нужно соединить толстые детали. Данный метод предусматривает использование аргона с минимальным добавлением кислорода (для лучшего смачивания краев шва). Существуют следующие технологии полуавтоматической сварки: с использованием короткой дуги, со струйным переносом и импульсно. Первая из них обычно используется для соединения тонкой стали. Для толстых деталей лучше подходит струйный перенос.
 Главным плюсом импульсной сварки является хорошая возможность управления процессом: подача металла происходит импульсами (один импульс — одна капля). В результате уменьшается тепловложение и средний ток горения дуги. Кроме того, во время импульсной сварки бывает меньше брызг , что значительно уменьшает расход сварочных материалов и повышает производительность за счет меньших затрат времени на зачистку швов.
Главным плюсом импульсной сварки является хорошая возможность управления процессом: подача металла происходит импульсами (один импульс — одна капля). В результате уменьшается тепловложение и средний ток горения дуги. Кроме того, во время импульсной сварки бывает меньше брызг , что значительно уменьшает расход сварочных материалов и повышает производительность за счет меньших затрат времени на зачистку швов.
Для самостоятельной сварки нержавейки инвертором вам необходимо приготовить:

- Инвертор.

- Зажимы для заземления.
- Электроды.
- Силовой кабель (не меньше 2 м.).
- Растворитель.
- Защитную одежду, маску и перчатки.
- Проволоку.Зажимы для заземления.
- Электродержатели.
- Стальную щетку.
- Силовой кабель (не меньше 2 м.)

Сварка нержавеющей стали инвертором. Инструкция
Перед сваркой необходимо тщательно подготовить и обработать поверхности к работе. Обработка нержавеющей стали практически не отличается от обработки низкоуглеродистых металлов, дополнительно следует предусмотреть зазор сварного стыка для обеспечения правильной усадки. Рабочую поверхность и кромки необходимо обработать стальной щеткой, после чего тщательно обработать растворителем (бензином или ацетоном) для удаления жира, который мешает устойчивости дуги.

Самостоятельная сварка инвертором и электродами дает возможность получения качественных сварных соединений. В случае предъявления дополнительных требований, следует приобрести инвертор, имеющий специальный режим для сварки нержавеющей стали: электроды должны соответствовать ГОСТу, поэтому вы должны разбираться в марках стали.
Для сварки нержавейки применяется ток обратной полярности. В процессе работы следует стараться меньше проплавлять швы, поэтому лучше не брать электроды с большим диаметром (они пригодятся для работы с толстыми поверхностями).
Как мы уже отмечали, ток для сварки нержавейки должен быть ниже, чем для работы с низколегированными металлами. В противном случае, покрытие электродов начнет отваливаться из-за высокого сопротивления и недостаточной теплопроводности. Для новичков это часто становится неожиданностью. После полной готовности шва нужно провести процесс охлаждения для улучшения устойчивости металла к коррозии. Для этого используются медные прокладки.
Таким образом, процесс сварки нержавеющей стали инвертором предусматривает наличие необходимых знаний и опыта. Если этого нет, не следует сразу надеяться на идеальный результат. Естественно, при сварке аргоном процесс будет происходить намного быстрее и проще, однако сварка инвертором тоже может дать неплохой результат.
Отличительной особенностью сварки нержавеющей стали инвертором является возможность ее использования независимо от пространства и ситуации. Необходимо учитывать и то, что даже опыт не дает гарантию на получение качественного результата.
Выбор инвертора и электродов
Для того, чтобы выбрать нужный инвертор, следует учесть ряд моментов:
1. Рабочий температурный диапазон. Это важный момент, так как некоторые модели инверторов рассчитаны для работы в низких температурных условиях.
2. Сила и мощность тока. Если вам нужен инвертор для сварки нержавеющей стали для работы в домашних условиях, лучше делать выбор в пользу аппарата, имеющего показатель 180 А. Показатель 200 А и выше — это уже профессиональные модели.
Выбор инвертора для сварки нержавейки — очень важный момент, так как именно он оказывает большое влияние на качество сварки.
Для правильного выбора электрода, в зависимости от толщины металла, следует воспользоваться специальными таблицами. Ошибка в выборе электрода может повлечь за собой ухудшение герметичности шва, возникновение пор, трещин и раковин (из-за вскипания металла). Только использование подходящего электрода (в зависимости от работы) дает возможность получения прочного и надежного шва. Чаще всего применяются электроды ОЗЛ-6 и ОЗЛ-8, которые можно приобрести в каждом магазине за невысокую стоимость. Использование электродов ОК 46.00, МР-3 позволяет добиться качественного и комфортного сварочного процесса и получить красивый шов.
Нужно учитывать и то, что подобные электроды не только удобные — они представляют собой определенную опасность. После завершения сварки шов остывает и от него начинает отскакивать раскаленный шлак. Поэтому, нужно быть предельно осторожным и не находиться в непосредственной близости от изделия в момент его самоочищения. Выполняя сварку, соблюдайте необходимые меры безопасности, чтобы исключить возникновение травмы глаз и сильные ожоги: обязательно надевайте маску сварщика; используйте для работы только качественный держатель электродов для защиты рук; защитная одежда должна быть из плотного и прочного материала. Если вы запаслись всем необходимым снаряжением, можете приступать к безопасной сварке нержавеющей стали в любом положении. Однако, даже находясь в таком снаряжении следует находиться как можно дальше от места отскакивания шлака.
svarkagid.com