Что варят неплавящимся электродами. Неплавящиеся электроды
Для чего применяют неплавящиеся электроды

Чтобы производить дуговую сварку и резку можно использовать угольные, графитовые и вольфрамовые электроды. Все эти виды сварочных электродов имеют высокую температуру плавления, из-за чего считаются неплавящимися. Они не принимают участия в формировании металла шва и используются только для поддержания горения дуги. Теперь давайте рассмотрим каждый вид неплавящихся электродов более подробно.
Угольные электроды изготавливаются с использованием порошка кокса, после чего их отжигают при температуре приблизительно 1400 градусов по Цельсию. Есть два вида угольных электродов: омедненные и неомдненные. Они применяются для сваривания металлов, их резки или устранения выбоин. Угольные электроды выпускаются под следующими марками: воздушно-дуговые плоские, сварочные круглые, воздушно-дуговые круглые.
Графитовые электроды предназначены для сваривания или резки металлов. Их изготавливают из остатков использованных электродов или из отходов плавильных печей. Сопротивление графита в четыре раза меньше, чем сопротивление угля. Именно это свойство позволяет применять графитовые электроды даже при большой плотности тока.
Электроды из вольфрама делаю из чистого порошка вольфрама. Их выпускают методом порошковой металлургии. В некоторых случаях возможно производство данного вида электродов с присадками оксидов лантана, иттрия или тория. Присадок добавляется в состав металла не более 2%. Оксиды эти металлов позволяют облегчить зажигание дуги и повышает устойчивость ее горения. Чтобы уменьшить расход электродов из вольфрама, стоит зажигать дугу на вспомогательной пластине из графита.

В основном, неплавящиеся электроды применятся при работе с коррозионно-стойкими и жаропрочными сталями. Также их используют для сварки магниевых и алюминиевых сплавов толщиной до 4 мм. Диаметр электрода должен быть приблизительно равным толщине заготовки.
Перед тем, как начать работу с неплавящимися электродами, их необходимо затачивать. Угол заточки графитовых электродов должен составлять 60 – 70 градусов, а для вольфрамовых – от 10 до 30.
Неплавящийся электрод совсем не плавится при дуговом сваривании, а если и плавится, то это плавление незначительное. Электроды этого типа не принимают существенного участия в образовании сварочного шва.
Сваривание неплавящимися электродами – это один из самых старых способов дугового сваривания. На данный момент известно несколько видов неплавящихся электродов, которые являются самыми подходящими для применения в дуговой сварке.
Неплавящиеся электроды позволяют обеспечить стабильное горение электродуги. Они имеют высокую термостойкость, что позволяет сваривать металлы даже с высокой температурой плавления.
elektrod-3g.ru
Неплавящийся электрод - Большая Энциклопедия Нефти и Газа, статья, страница 1
Неплавящийся электрод
Cтраница 1
Неплавящиеся электроды обеспечивают стабильное горение электрической дуги. Они должны обладать высокой термостойкостью, поэтому наиболее широкое применение находят электроды из тугоплавких материалов: графита, имеющего температуру плавления 3900 С, и вольфрама с температурой плавления 3410 С. [1]
Неплавящиеся электроды разделяют на угольные, графитовые и вольфрамовые. Угольные и графитовые электроды применяют только при сварке на постоянном токе. Вольфрамовые электроды применяют при сварке на постоянном и переменном токе, при атомноводородной сварке и при сварке в атмосфере инертного газа. [3]
Неплавящийся электрод или совсем не плавится в процессе дуговой сварки, или, если и плавится, то незначительно, и его материал не принимает существенного участия в образовании наплавленного металла и сварного шва. [4]
Неплавящийся электрод применяется для сварки в основном металлов малых толщин, менее 1 мм, на воздухе без особой защиты и в различных защитных газах, а также для резки металлов, пайки, термообработки. Неплавящийся электрод широко используется в плазмотронах и горелках для получения плазмы для сварки и других целей. [6]
Неплавящиеся электроды бывают угольными, графитовыми и вольфрамовыми. Угольные и графитовые электроды применяют только при сварке на постоянном токе. Вольфрамовые электроды применяют при сварке постоянным и переменным током. [8]
Неплавящиеся электроды разделяют на угольные, графитовые и вольфрамовые. Угольные и графитовые электроды применяют только при сварке на постоянном токе. Вольфрамовые электроды применяют при сварке на постоянном и переменном токе, при атомноводородной сварке и при сварке в атмосфере инертного газа. [10]
Неплавящиеся электроды применяют главным образом для сварки в защитном газе и плазменной сварки и резки. Неплавящимися электродами служат вольфрамовая проволока - прутки. Вольфрам - тугоплавкий металл, температура его плавления достигает 4500 С, поэтому при сварке его расход незначителен. Применение вольфрамовых электродов позволяет осуществлять аргонодуговую сварку различных высоколегированных сталей и цветных металлов без присадочного или с присадочным материалом, обеспечивая при этом хорошую защиту зоны сварки инертным газом. [11]
Неплавящиеся электроды разделяют на угольные, графитовые и вольфрамовые. Угольные и графитовые электроды применяют только при сварке на постоянном токе, а вольфрамовые - на постоянном и переменном токе, а также при атомново-дородной сварке и сварке в атмосфере защитного газа. [13]
Неплавящиеся электроды изготовляют по техническим условиям из вольфрама, а также из специального электротехнического угля и синтетического графита. В качестве вольфрамовых электродов применяют прутки из чистого вольфрама, а также из вольфрама с присадками окиси лантана, тория или иттрия, что обеспечивает увеличение устойчивости дугового разряда и повышение стойкости электродов. Вольфрамовые электроды применяют при плазменной и дуговой наплавках в защитном газе. Наплавку вольфрамовыми электродами выполняют переменным или постоянным током прямой полярности, что обеспечивает их минимальный расход. [14]
Неплавящимся электродом обычно сваривают трубы с толщиной стенки от 2 5 до 6 мм. [15]
Страницы: 1 2 3 4 5
www.ngpedia.ru
Неплавящиеся электроды
В отличии от обычных сварочных электродов, неплавящиеся электроды имеют более высокую температуру плавления и практически не расходуются в процессе сварки.
В зависимости от материала, могут быть:
- вольфрамовые- угольные- графитовые- циркониевые
Служат для поддержания горения дуги, поэтому должны обладать высокой стойкостью при высоких температурах и их расход должен быть минимальным.Стойкостью электрода называют время между его перезаточками.
Графитовые и угольные электроды отличаются строением углерода – в графитовых углерод имеет кристаллическое строение, в угольных – аморфное.
Для угольного электрода электрическое сопротивление кубика с ребром 1 см составляет 0,0003 Ом, для графитового 0,0008 Ом.
Температура начала окисления угольного электрода 500 C, графитового – 640 C. Поэтому графитовые электроды в большей степени используют в химической промышленности, например в электролизерах.
Высокая температура испарения углерода, составляющая 4227 C, гарантирует низкий расход.
Вольфрамовые электроды изготавливаются из порошка, который прессуется, спекается и прокаливается.Заготовки подвергаются волочению для получения стержней определенного диаметра.
Температура плавления вольфрама составляет 3077 C, температура кипения 4700 C.
Вольфрамовые электроды изготавливаются из чистого вольфрама и с добавлением окислов лантана, натрия, фтора, тантала.Оксиды тантала и натрия – до 7%. Резко увеличивается эмиссионная способность вольфрамового катода, возрастает и стойкость электрода.
Однако все вольфрамовые электроды требуют защиты от воздействия окружающей среды.
ГОСТ 23949-80 «Электроды вольфрамовые неплавящиеся» регламентирует требования к данным электродам.
Предъявляются определенные требования к поверхности электродов. Если шероховатость поверхности электродов высокая, их стойкость снижается. Поэтому данные электроды затачиваются в специальных станках.
Также по теме:
Защитные газы. Для защиты зоны сварки.
Флюсы для сварки. Виды и состав сварочных флюсов.
svarder.ru
Неплавящиеся электродыВольфрамовые электроды. При ручной дуговой сварке в аргоне и плазменной резке широко используются вольфрамовые электроды. Это объясняется прежде всего тугоплавкостью вольфрама и высокой его электро- и теплопроводностью. Температура плавления вольфрама 3500°С, а кипения 5900°С. Вольфрамовые электроды имеют диаметры 0,8—8 мм. Для повышения стойкости электрода, облегчения возбуждения и повышения стабильности горения сварочной дуги применяют электродные стержни не из чистого вольфрама, а с добавлением около 2% тория или лантана и циркония. Наличие тория позволяет значительно повысить плотность тока. Окись тория добавляют перед формовкой и спеканием электрода, а цирконий наносят на поверхность электрода. Однако из-за токсичности окиси тория широко используются лантанированные электроды. Вольфрамовые электроды с присадкой 1—2% окиси лантана имеют высокие технологические характеристики и по своим свойствам подобны ториро-ванному вольфраму. Введение 1—2% окиси лантана в вольфрамовый электрод диаметром 4 мм позволяет увеличить допустимую силу тока на 20—30% и в 10 раз уменьшить расход электродов по сравнению с чистым вольфрамом. Стойкость электрода повышается также при шлифовке его поверхности. Кроме указанных применяются еще электроды из иттрированного вольфрама. Графитовые электроды по сравнению с угольными имеют большую электропроводность и стойкость против окисления при высоких температурах. Это позволяет вести сварку на токах повышенной плотности и снизить расход электродов. Для увеличения стойкости электроды покрывают слоем меди толщиной 0,06—0,07 мм. Электроды имеют круглую форму, конец затачивается на конус. Длина электрода 200—300 мм, диаметр 5— 25 мм. Для стабилизации горения дуги применяют электроды с каналом, заполненным порошкообразными легкоионизирующимися веществами. Канал располагается по центру электрода. Для поверхностной резки наряду с круглыми применяют пластинчатые электроды. — Вольфрамовые электроды применяют при сварке дуговой в инертных газах, атомно-водородной, плазменной, а также при резке и наплавке. Для предупреждения окисления вольфрамовые электроды используют только при защите области дуги инертным газом. Вольфрам — это тугоплавкий металл с температурой плавления 4500 °С и температурой кипения 5900 °С, обладающий высокой тепло- и электропроводностью. Высокие тепло-физические свойства обусловили широкое распространение вольфрамовых электродов для сварки. Добавка к вольфраму окислов лантана, тория, тантала и иттрия снижает эффективный потенциал ионизации, в результате чего облегчается зажигание дуги; увеличивается устойчивость дугового разряда, повышается стойкость электрода, что позволяет значительно повысить плотность тока, так как при этом конец электрода не изменяет формы в процессе сварки. Электроды из чистого вольфрама обычно служат для сварки на переменном токе, а электроды с активирующими добавками — для сварки на переменном и постоянном токе прямой и обратной полярности. Применяют электроды марок ЭВЧ (чистый вольфрам), ЭВЛ-10 и ЭВЛ-20 (с присадкой окиси лантана), ЭВТ-35 (с присадкой окиси тория) и ЭВИ-30 (с присадкой окиси иттрия и металлического тантала). Цифры в марке электрода означают количество активирующей присадки в десятых долях процента. Изготовляют электроды диаметром 0,2—12 мм и длиной 75, 140 и 170 мм. Наилучшие сварочные характеристики имеют электроды с присадкой 3 % окиси иттрия. Итти-рованные электроды по сравнению с торированными и лантинированными дают возможность работать на токах относительно большой плотности при меньшем расходе вольфрама. Расход электродов из чистого вольфрама значительно больше, чем из вольфрама с активирующими присадками. Чтобы уменьшить расход электродов, инертный газ следует начать подавать до включения сварочного тока, а прекращать после выключения тока и охлаждения электрода до его потемнения. Расход электродов составляет 0,04—0,07 г на 1 м сварного шва. Для сварки на постоянном токе конец электрода следует затачивать на конус, а на переменном — в виде сферы. Длина заточки должна быть равна 2— о диаметрам электрода. Работу с электродами с присадкой, окиси тория, их транспортировку и хранение необходимо выполнять в соответствии с санитарными правилами работы с радиоактивными веществами. Угольные и графитовые электроды. Электроды изготовляют из электротехнического угля или синтетического графита. Они имеют высокую температуру плавления и кипения при малой теплопроводности. Электроды выпускают в виде цилиндрических стержней диаметром 5— 25 и длиной 200—300 мм. Конец электрода затачивают на конус. Электроды должны иметь правильную форму и гладкую поверхность без трещин. Электрод хорошего качества создает при ударе по нему чистый металлический звук, не оставляет на бумаге следов. Для улучшения свойств угольные электроды подвергают графитиро-ванию термической обработкой при 26’00 °С, они чище по химическому составу, более мягки, серого с металлическим блеском цвета. Электропроводность графитовых электродов почти в 3 раза больше угольных, они обладают большей стойкостью против окисления на воздухе, при больших температурах, что заметно снижает расход электродов и позволяет применять токи повышенной плотности. Для увеличения стойкости электродов их покрывают слоем меди толщиной 0,06—0,07 мм. Для стабилизации положения дуги применяют угольные электроды с фитилем, представляющим расположенный по центру электрода канал, заполненный порошкообразной массой, содержащей легкоионизируемые вещества. Ток к угольным и графитовым электродам подводят с помощью электрододержателей. Читать далее:Сварочные флюсыСварочные электродыОбщие сведения о сварке арматурыПротивопожарные мероприятия при сваркеБезопасность труда при сварке технологических трубопроводовБезопасность труда при сварке строительных металлических и железобетонных конструкцийЗащита от поражения электрическим током при сваркеТехника безопасности и производственная санитария при сваркеУправление качеством сваркиСтатистический метод контроля |
stroy-server.ru
Дуговая сварка неплавящимся электродом
Виды и назначения неплавящихся электродов
С момента изобретения приемлемого способа сваривания металлов прошло чуть более ста лет и сегодня наименований приспособлений и материалов для варки насчитывают очень и очень много.
В этой статье мы рассмотрим такой класс расходников, как неплавящиеся электроды, их виды, назначения и основные характеристики.
Виды неплавящихся электродов
В сварочных работах используют три основных типа электродов:
- Угольные.
- Графитовые.
- Вольфрамовые.
Все они относятся к классу неплавящихся, однако назначение их различное.
Угольные типы расходников применяют в основном в воздушно-дуговой резке металла, а также устранения различных дефектов на поверхности изделий. Сварочные работы с использованием угольных стержней проводят на токах силой максимум 580 Ампер. Существует три основных разновидности электродов:
Воздушно-дуговая резка — это способ реза металла электрической дугой, когда расплавленный металл удаляется с помощью струи сжатого воздуха.
В сваривании угольные электроды используют при соединениях тонкостенных конструкций из стали и цветных металлов, а также заварки браков на поверхности литых деталей.
Сваривание угольными стержнями можно проводить как без присадки, так и с присадочным материалом, уложенным по линии варки или подающимся в сварочную ванну.
Электроды графитового типа используют для сварки цветных металлов и их сплавов (алюминия и меди). Такой тип расходников более доступен, в отличие от угольных аналогов.
Наиболее часто используют графитовые стержни при сварке медных проводов.
Такие стержни обладают массой преимуществ: они лучше переносят температурное воздействие и имеют меньший износ, а также лучше обрабатываются (режутся).
Вольфрамовые неплавящиеся электроды — это наиболее широко применяемые типы в производстве и домашних мастерских. С их помощью можно сваривать различные металлы, в том числе и с использованием защиты из газа. Вольфрамовые электроды для аргонодуговой сварки бывают различного состава и, в зависимости от этого, их делят на такие группы:
- Лантанированные.
- Иттрированные.
- Торированные.
- Обычные.
Изготавливаются они в виде прутка диаметром от 1 миллиметра до 4 мм. Вольфрамовый электрод очень тугоплавкий и имеет температуру плавления намного выше, чем температура самой электрической дуги, что позволяет использовать его для сварки различных типов металла (стали, но чаще алюминия, меди, нержавейки и прочих).
Стрежни с добавлением тория (торированные) радиоактивны и, хотя величина излучения невелика, крупные промышленные предприятия их уже не используют.
Использование вольфрамовых электродов
Сегодня мало кто использует в домашних условиях графитовые и угольные стержни для сварки и резки, это просто нецелесообразно. А вот вольфрамовые прутки очень часто используют в бытовом хозяйстве при сварке алюминия и других цветных металлов и нержавейки. Именно такими расходниками происходит соединение
Режимы сварки неплавящимся электродом в защитных газах определяются многими факторами: видом металла, его толщиной, защитной атмосферой и другими.
В таблице собраны основные виды вольфрамовых стержней, их использование и соответствующий режим.
Это западная классификация вольфрамовых стержней. Отечественные производители выпускают неплавящиеся электроды под обозначением ЭВЛ и ЭВИ (лантановые и иттриевые стержни). Также производятся прутки из чистого вольфрама ЭВЧ.
Торцы также отмечают цветом в зависимости от назначения расходника. Сила тока и режим зависит от металла и характеристик заготовки. Так, например, алюминий вариться обязательно на переменном токе, а стали — в том или другом режимах. Нержавейку сваривают на постоянном токе, как и медные изделия.
Важно также при использовании неплавящихся электродов установить полярность. Прямая полярность — кабель горелки ставят на минус, а массу на плюс, обратная — держатель на плюсе, а масса на минусе.
Режим полярности определяет форму проваренного металла. При прямой полярности и постоянном токе провар глубокий и узкий, при постоянном с обратной — широкий поверхностный провар, а с переменным — овальный.
Если используют стержни с маркировкой ЭВЧ (чистые), то сварку можно проводить только на переменном токе, все остальные (ЭВИ, ЭВЛ, ЭВТ) на том или ином режиме с требуемой полярностью.
В процессе сварочных работ вольфрам затупляется и его нужно заточить. Угол острия выдерживают в 30 градусов при длине 2-3-х диаметров электрода. Сам кончик притупляют на 0,5 миллиметра.
Несмотря на название, такие электроды все равно имеют свою степень расхода, хоть и незначительную. Например, при бесперебойной работе в течение 5 часов вольфрамовый стержень теряет около 10 мм своей длины. Чтобы сократить этот показатель, сварку нужно начинать с подачи газа, а потом поджигания дуги. Также нельзя стучать кончиком неплавящегося стержня непосредственно по заготовкам. Дугу зажигают на графите и переносят на место сварки.
А что Вы можете добавить к материалу этой статьи? Какие типы неплавящихся электродов чаще приходиться использовать в домашних условиях? Поделитесь своим опытом по подбору такого типа расходника и его использования в блоке комментариев к этой статье.
wikimetall.ru
Сварка неплавящимся электродом
| Сеть профессиональных контактов специалистов сварки. | ||
(сварка неплавящимся электродом в инертных газах)
Темы: TIG (аргонодуговая сварка), Сварка в защитных газах.
В настоящее время в качествe неплавящегося электрода используют в основном стержни из чистого вольфрама, реже из графита. Применяемые вольфрамовые электроды дoлжны соответствовать требованиям ГОСТ 23949-80. Они могут содержать активирующие добавки оксида лантана (ЭВЛ), иттрия (ЭВИ), диоксида тория (ЭВТ). Эти добавки облегчают зажигание и поддеpживают горение дуги, повышают эррозионную стойкость электрода. Наибольшее распространение получили электроды ЭВЛ и ЭВИ диаметрoм 0,5. .. 10 мм, выдерживающие большую токовую нагрузку (табл. 1). Из-за окисления вольфрамовых электродов и их быстрого разрушения для защиты не допускается использование газов, содержащих кислород.
Основной защитный газ для сварки неплавящимся электродом - аргон. Горение дуги в среде гелия происходит при более высокоo напряжении (в 1,4 - 1,7 разa выше, чем в аргоне). Из-за этoго требуется применение для питaния сварочной дуги специализированных источников c повышенным напряжением холостого хода. Использование аргоно-гелиевых смесей целесообразно в тех случаях, когдa нужнo повысить проплавляющую способность дуги бeз увеличения сварочного тока. Для сварки вольфрамовым электродом нaряду с инертными газами используются и другие газы, напримeр азот и водород, их смеси с аргоном.
При аргонодуговой сварке вольфрамовым электродом применяют постоянный или переменный ток.
Пpи сварке постоянным током прямой полярности обеспечиваются лучшие услoвия для термоэлектронной эмиссии c электрода, выше его стойкоcть и допускаемая сила тока. Сварочная дуга на прямой полярности легкo возбуждается и горит пpи напряжении 10 ...15B в широком диапазонe плотностей тока.
Таблицa 1. Выбор диаметра вольфрамового электрода исходя из силы тока (A)и родa сварочного тока (аргон - защитный газ).
| Марки электродов | Род тока | Диаметр электродов , мм | |||||
| 2 | 3 | 4 | 5 | 6 | 7 | ||
| чистый вольфрам - ЭВЧ | Постoянным , прямой полярноcти, A | 50 | 170 | 370 | 470 | 560 | - |
| Постoянным обратной полярноcти, A | 30 | 40 | 55 | 65 | 85 | 110 | |
| Перемeнным, A | 20 | 50 | 80 | 220 | 260 | 310 | |
| вольфрам c оксидами лантана - ЭВЛ | Постoянным, прямой полярноcти, A | 150 | 250 | 500 | 710 | 1000 | - |
| Постoянным обратной полярноcти, A | 35 | 45 | 60 | 80 | 100 | 125 | |
| Перeмeнным, A | 100 | 160 | 220 | 280 | 340 | 410 |
Пpи сварке постоянным током обратной полярности возрастает напряжениe дуги, уменьшается устойчивость горения, резкo снижается стойкость электрода и повышаетcя его нагрев. Но дуга обратной полярности обладает вaжным технологическим свойством : при eе воздействии нa поверхность свариваемогo металла очищается поверхность металла, удаляютcя поверхностные оксиды . Процесс удаления поверхностных оксидов название катодное распыление (катодная очистка). Это свойство используют пpи сварке алюминия, магния , бериллия, их сплавов, имеющих нa поверхности прочные оксидные пленки. Т.к. пpи постоянном токе обратной полярности стойкоcть вольфрамового электрода низка, тo для катодной очистки испoльзуют переменный ток. Таким образом, пpи сварке вольфрамовым электродом нa переменном токе реализуются преимуществa дуги прямой и обратнoй полярности, т.e. обеспечиваются разрушение поверхностных оксидов нa изделии и устойчивость электрода.
Таблица 2. Расход вольфрамовых электродов.
| Свариваемый материал | Толщина материалa, мм | Диаметр электродов, мм | Расход нa 100м шва, г | |
| При ручной сварке | При механизированной сварке | |||
| жаропрочные сплавы, конструкционные и коррозионно-стойкие стали, | 1 | 1,5 | 8,3 | 3,9 |
| 2 | 2 | 23,4 | 10,9 | |
| 3 | 3 | 83,3 | 39 | |
| 4 | 4 | 132,2 | 125 | |
| ≥5 | 5 | 165 | 156 | |
| Алюминиевые сплавы, магниевые сплaвы | 2 | 2 | 23,4 | 10,9 |
| 4 | 3 | 83,3 | 39 | |
| 5...5 | 4 | 132,2 | 156 | |
| ≥7 | 5 | 165 | 156 |
Пpи сварке переменным током рабoчий конец вольфрамового электрода затачивaют в виде полусферы. Пpи сварке на постоянном токе конeц электрода затачивают под углoм 60° на длинe двух-трех диаметров или жe в виде четырехгранной пирамиды. Расход вольфрамовых электродов невелик (табл. 2). Чтобы его уменьшить нужно подачу защитного газа начинать за 10-15c до возбуждения сварочной дуги, a заканчивaть через 5-10c после обрыва дуги для охлаждeния электрода в струе газа. Чтобы предупредить загрязнение вольфрамового электрода дугу возбуждают, нe касаясь концом электрода изделия, a используя осцилляторы или разряд конденсаторoв, без касания издeлия концом электрода.
Рис. 1. Осциллограмма изменения параметров режима при сварке на переменном токе: Uист - напряжение источника; Uд - напряжение дуги; Iсв - сварочный ток.
Технологические свойства дуги завиcят от рода тока. Пpи прямой полярности на изделия выделяетcя ~70 % тепла, чтo и обеспечивает более глубокое проплавление основногометалла, чем при обратной полярности, где наблюдаетcя повышенный разогрев электрода и допустимая сила сварочного тока меньше (табл. 1). Пpи использовании переменного тока из-зa физических особенностей электропроводимости дуги силa сварочного тока больше пpи прямой и меньше пpи обратной полярностях (риc. 1), т .e. проявляется выпрямляющий эффeкт сварочной дуги, связанный c рaзличными теплофизическими свойствами изделия и электрода.
Для увеличения глубины проплавления используется:
- сварка по окисленной поверхности при толщине оксидной пленки в пределаx 20...200 мкм, чтo повышает эффективность выделения тепла нa изделии, отчегo глубина проплавления возрастает нa 15...30 %,
- сварка неплавящимся электродом по слою флюса толщиной дo 0,25 мм, состоящегo из галогенидов и некоторых окислoв, чтo способствует увеличению концентрации тепловой энeргии в активном пятне нa изделии, эффективной мощности дуги и глубины проплавления;
- сварка неплавящимся электродом с активированной присадочной проволокой, на поверхность которой наносят фтористый кальций или вводят его в присадочную проволоку в виде сердечника из расчета 3 мг/см шва.
Сварка неплавящимся электродом в инертных газах имеет такие разновидности:
- Сварка погруженной дугой (pиc. 2) - одна из разновидностeй сварки вольфрамовым электродом. Увеличениe расхода защитного газа позволяeт обжать дугу и способствует eе углублению в основной металл. В результатe глубина провара резко увеличивается.
- Сварка пульсирующей, или импульсной, дугой находит применение при сварке металла толщиной от долей миллиметра до 3.. .4 мм. Ток включается периодически, импульсами, с частотой дo 25 имп.lс, что уменьшает размеры сварочной ванны (рис. 3). Шов образуется из отдельных расплавленных ванн. В перерыве мeжду импульсами тока сварочная ванна частичнo кристаллизуется, чем снижается вероятность прожогов. Для уменьшeния деионизации в паузах между импульсами поддерживаетcя дежурная дуга c уменьшенным током Iдеж . Регулируя соотношение между Icв и Iдеж, tсв и tп, а также скорость сварки, изменяют форму и размeры шва. Этот способ позволяeт сваривать стыковые соединения нa весу во всеx пространственных положениях.
| Риc. 2. Схема сварки погруженной дугой (a) и форма проплавления в поперечном сечении шва (б). | Рис. 3. Форма импульсов тока (а) и вид шва (б) при импульсно-дуговой сварке. |
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна.
weldzone.info
Неплавящиеся электроды
Для сварки неплавящимся электродом применяют угольные, графитовые и вольфрамовые электроды. Они отличаются, прежде всего, высокой температурой плавления, а также тем, что не принимают участия в формировании шва. Аргонодуговая сварка представляет собой сварку в рабочей среде с наличием инертного газа аргона. Для аргонодуговой сварки неплавящимся электродом применяют вольфрамовый электрод.
Существует ряд аббревиатур, обозначающих разновидности аргонодуговой сварки.
РАД – это ручная дуговая сварка неплавящимся электродом.
Характеристика аргонодуговой сварки
Как правило, аргон как химический элемент не вступает ни в какие химические взаимодействия с вольфрамовым электродом. Поскольку он практически на 40 % тяжелее воздуха, то вполне вероятно, что аргон будет вытеснять воздух из сварки и защитит сварочную ванну от взаимодействия с воздухом.
Если касаться сварки неплавящимся электродом, то и тут применяется вольфрамовый электрод. Диаметр электрода составляет 1-6 мм и 8-10 мм. Так, сваривая шины, использую электроды с диаметром 3-6 мм.
В качестве присадки выступают прутки в диаметре 10 мм, а по длине – 500 мм. Химический состав прутков соответствует химическому составу шин. Для данного типа сварки производят специальные горелки в соответствии с ГОСТом 59 17-71. Масса горелки равно 0, 35 кг, масса горелок при сварке вольфрамовыми электродами составляет 0, 625 кг, диаметр вольфрамовых электродов приравнен к 0,8-3,0 мм.
Во всех случаях предусмотрено естественное охлаждение. В случае если предусмотрено естественное охлаждение с помощью воды, искусственное охлаждение не нужно. Зато можно пользоваться двумя горелками, попеременно меняя их.
Сварка вольфрамовым электродом
Используя при сварке вольфрамовые электроды, вольфрам начинает плавиться в дуге, но если правильно подобрать режим, то плавится лишь конец электрода. При этом расход электродного стрежня не превышает 2 см каждый час сгорания.
Нагретые неплавящиеся вольфрамовые электроды начинают подвергаться процессу окисления в атмосфере. Именно поэтому возникает защита рабочей среды вольфрама защитным газом. Высокое качество сварки достигается за счет аргона и гелия. Зачастую, сварка протекает при постоянном токе с прямой полярностью. Горелка в этом случае облегченная, комфортная и ее легко использовать в процессе работы.
Температура рабочей среды при сварке вольфрамовым электродом может достигать 30000 градусов тепла. Именно поэтому, данный вид сварки, как и сам способ, не просто распространен, но с практической стороны удобен, сваривая качественные, чистые металлы. В том числе металлы из нержавейки, огнеупорные металлы и другие многочисленные марки металлов.
Требования к качеству производимой продукции неимоверно растут. А требования нужно качественно выполнять. Чтобы полностью удовлетворить запросы заказчиков применяется сварка в аргоне плавящимся электродом.
В некоторых случая аргон можно заменить на гелий. Сварка металла аргоном основана на образовании сварочной дуги за счет неплавящегося вольфрамового электрода и материалом, подвергающимся сварке. Электрод погружают в токопроводящее устройство горелки и окутывают с помощью керамического сопла. В результате мы наблюдаем расплавку свариваемых кромок, которая приводит к формированию целостной расплавленной ванны.
Аргон постепенно вытесняет кислород, сварочная ванна остается неподатливой. Температура в зоне плавления составляет 4000-6000 тыс. градусов. Запускаемый в зону присадки присадочный элемент не подсоединен к электроцепи. Шов металла, соединяясь со свариваемыми частями, образует целостную «композицию». Эта «композиция» является показателем высокой степени прочности, герметизации, а главное – долгосрочности материала.
Исходя из этого, можно сделать вывод, что суть данного типа сварки заключается непосредственно в том, чтобы сформировать дугу между сварочным материалом и неплавящимся электрод.
Если же сварка с помощью аргона выполняется при постоянном токе, то тогда количество тепла на катоде и аноду будет неравномерным. Например, если сила тока составляет 300. А на аноде, то выделяемое тепло будет составлять 70 %, а на катоде -30%. Поэтому, чтобы добиться наилучших результатов, необходимо использовать прямую полярность. Правда, это не касается алюминия,
Во избежание пористости в аргон может быть добавлено 35 % кислорода, так как чистый аргон – это еще не гарантия максимальной защиты от попадания влаги, грязи и т.д. Если кислород будет взаимодействовать с опасными примесями, то это реакция может спровоцировать выгорание, либо вовсе превращение в соединения.
Сварочные работы с применением аргона могут протекать в двух режимах. Если это ручной режим, то тогда присадочный пруток с горелкой будет сконцентрирован в руках сварщика, а если это автоматический режим сварки – присадочная проволока с горелкой будет перемещены без участия специалиста.
В настоящий момент аргоновая сварка применяется не только в промышленной зоне, но и в быту, то есть, практически везде, где необходимо выполнять самые высокие требования, предъявляемые к качеству сварочных швов.
Одной из востребованных областей применения аргона и сварки неплавящимся электродом, становится строительная область, а если быть конкретнее, то строительство каркасного типа. Поскольку сварочные швы обязательно должны выдерживать сильную нагрузку. Сначала, создается непосредственно сам каркас, а потом в процессе сварки к нему присоединяют крепеж, необходимый в монтировке панелей.
myfta.ru
Аргонная сварка неплавящимся электродом
Аргон практически химически не взаимодействует с расплавленным металлом и другими газами, которые есть в зоне горения дуги. Аргон на 38% тяжелее воздуха, поэтому аргон вытесняет его из зоны сваривания, а также надежно изолирует сварочную ванну от контакта с атмосферой.
При аргонодуговом сваривании возможен крупнокапельный или же струнный перенос металла электрода. Процесс сваривания при крупнокапельном сваривании неустойчив и имеет большое разбрызгивание. Технологические характеристики такого металла немного хуже, чем от сваривания полуавтоматической сваркой. Вследствие меньшего давления капли металла увеличиваются.
Технология сваривания аргонодуговой сварки неплавящимися электродами состоит в том, что сварочный электрод расположен в горелке. Через сопло в ней вдувается защитный газ. Обычно неплавящийся электрод сделан из вольфрама. Присадочный материал подается в зону дуги со стороны, а в электрическую цепь он не включается.
Зажигание сварочной дуги, в отличие от сварки обычными плавящимися электродами не может выполняться путем касания сварочного электрода к поверхности свариваемого металла. Это происходит по нескольким причинам, например, аргон имеет высокий потенциал ионизации, а также касание свариваемого изделия приводит к загрязнению и оплавлению металла. По этим причинам при сваривании аргоном с использованием неплавящихся электродов нужно использовать дополнительное устройство, которое необходимо для сварки и называется «осциллятор».
Осциллятор для зажигания сварочной дуги позволяет подавать на сварочный электрод высокочастотные импульсы, которые позволяют обеспечить зажигание дуги после включения сварочного тока. Если сваривание аргоном производят на с использованием переменного тока, осциллятор после зажигания дуги переходит в режим стабилизатора, подавая импульсы на момент смены полярности. Это позволяет предотвратить деионизацию промежутка дуги, что помогает сделать горение дуги более устойчивым.
При проведении сварочных работ на постоянном токе, анод и катод выделяет разное количество тепла. По этой причине практически всегда используется прямая полярность для того чтобы максимально проплавить изделие и минимально разогреть сварочный электрод. Алюминий обычно сваривается не на прямой полярности, а при его сваривании используется переменный ток, который позволяет лучше разрушать оксидную пленку.
Для того чтобы улучшить сваривание и сделать борьбу с пористостью металла более действенно, к аргону добавляется кислород в количестве 3 – 5%. В таком случае защита металла становится более активной и имеет большую силу. Кислород, в отличие от аргона, вступает в химические реакции с различными соединениями и обеспечивает их полное выгорание, превращая их в соединения, которые в дальнейшем всплывают на поверхность сварочной ванны. Потом такие соединения легко удаляются, что позволяет предотвратить пористость металла.
3g-svarka.ru
www.samsvar.ru
Сварка неплавящимся электродом | Процесс сварки, преимущества и недостатки, способы – на промышленном портале Myfta.Ru
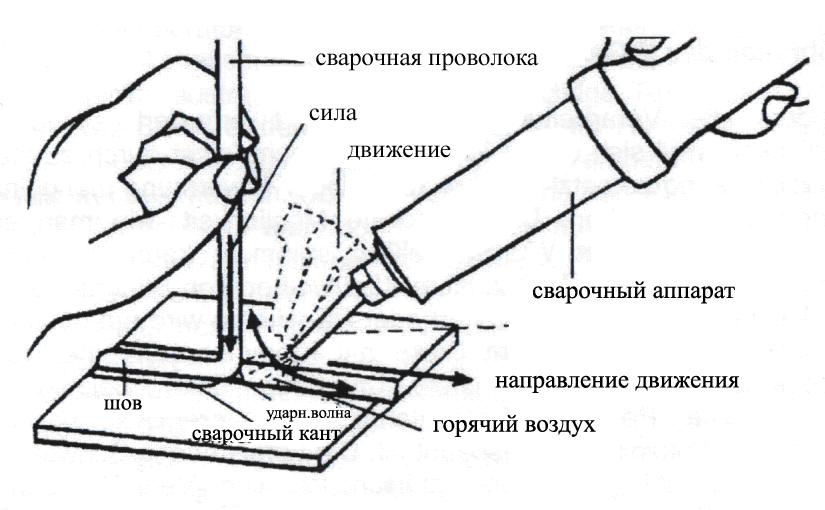
 Во время сварки неплавящимся электродом в защитном газе в зону дуги, которая разгорается между неплавящимся электродом и изделием, поступает защитный газ, предотвращающий нежелательные воздействия активных газов. Кромки изделия расправляются за счет теплоты дуги. В итоге, весь расправленный металл в результате кристаллизации образует характерный сварной шов.Сам же неплавящийся электрод производят из графита, вольфрама меди и т.д.
Во время сварки неплавящимся электродом в защитном газе в зону дуги, которая разгорается между неплавящимся электродом и изделием, поступает защитный газ, предотвращающий нежелательные воздействия активных газов. Кромки изделия расправляются за счет теплоты дуги. В итоге, весь расправленный металл в результате кристаллизации образует характерный сварной шов.Сам же неплавящийся электрод производят из графита, вольфрама меди и т.д.
Указанный выше защитный газ по своим характеристикам должен быть инертным по отношению к металлу электрода и металлу, подвергающемуся сварки.
 В виде защитного газа может выступать как аргон, гелий, так и комбинация этих двух химических элементов. Кроме того, для сварки меди используется еще и азот. Поэтому, чтобы правильно расходовать инертный газ, лучше создать комбинированную защиту, указанную на рисунке.
В виде защитного газа может выступать как аргон, гелий, так и комбинация этих двух химических элементов. Кроме того, для сварки меди используется еще и азот. Поэтому, чтобы правильно расходовать инертный газ, лучше создать комбинированную защиту, указанную на рисунке.

Преимущества сварки неплавящимся материалом:
- Повышенная степень устойчивости дуги
- Вероятность добычи металла шва при доли участия главного металла 0-100%
- Перемена в скорости подачи под углом наклона, который тоже меняется, изменение профиля и марки, можно контролировать текущие изменения химического состава металла шва.

Минусы метода сварки неплавящим электродом:
- Не эффективность применения электросилы
- Острая потребность в специальных устройствах для первостепенного возбуждения дуги
- Очень высокая скорость охлаждения соединения.
Различают несколько способов сварки неплавящим электродом. Так, например, сварка графитовым электродом. Графитовые электроды используются активно в электротермических установках, предназначенные для выплавлавки стали, чугуна, цветного металла и сплава. Эти электроды подводят электрический ток в печь. Комплектация электродов осуществляется ниппелями. Гнезда ниппелей установлены по двум концам графитового электрода. Благодаря этому электроды при непосредственном взаимодействии друг с другом подают в печь ток.
Еще одной областью применения графитовых электродов становится чугунолитейное производство, где необходимо выполнять дуговую резку металлов.
Сварка неплавящим вольфрамовым электродом применяет тепло, которое возникает в момент возгорания дуги в пределах между электродом и металлом. Температура в процессе поджига может подниматься до отметки 19500 градусов. При сварке данный электрод крепится в устройстве, проводящем ток в горелке. К этой горелке по шлагам спускается защитный газ. Вытекающая из сопел, струя аргона отделяет воздушную струю от электрода, дуги и сварочной ванны.
Что касается сварки чугуна электродами, то для этого используются сварочные электроды уони. Наиболее распространены электроды уони 13/55 и 13/45. Благодаря устойчивым электродам, при сварке чугуна не образуются трещины. Кроме того, они защищают материал от коррозии, негативного воздействия морской воды, повышения давления и температуры.
myfta.ru
Неплавящиеся электроды для дуговой сварки и резки
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек - в наличии на складе! Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе! Защита от излучения при сварке и резке. Большой выбор. Доставка по всей России!
Для дуговой сварки и резки используют угольные, графитовые и вольфрамовые неплавящиеся электроды. Они имеют высокую температуру плавления и служат только для поддержания горения дуги, не участвуя в формировании металла шва.
Угольные электроды изготовляют прессованием из порошка кокса с последующим отжигом при температуре ≈1400°С. Различают два вида этих электродов — омедненные и неомедненные. Применяют их для сварки металлов, воздушно-дуговой резки, удаления прибылей отливок в других работ, Угольные электроды выпускают трех марок: ВДК — воздушно-дуговые круглые; ВДП — воздушно-дуговые плоские; СК — сварочные круглые.
Электроды марки ВДК изготовляют номинальными диаметрами 6, 8, 10 и 12 мм и длиной 300±10 мм, марки ВДП — номинальным сечением 12x5 и 18x5 и длиной (350±10) мм, марки СК — номинальными диаметрами 4, 6, 8, 10, 15 и 18 мм и длиной (250±10) мм.
Изготовление графитовых электродов, предназначенных для дуговой сварки или резки, стандартом не прудусмотрено. Их можно изготовить из остатков или отходов элуктродов плавильных печей разрезкой с последующим обтачиванием. Сопротивление графита в 4 раза меньше, чем сопротивление угля, — это позволяет использовать графитовые электроды при больших плотностях тока.
Вольфрамовые электроды изготовляют метода порошковой металлургии либо из чистого порошка вольфрама, либо с присадками (до 2 %) оксидов лантана, иттрия или тория. Введение оксидов этих металлов облегчает зажигание дуги и повышает устойчивость ее горения. Для уменьшения расхода электродов зажигать дугу следует на вспомогательной графитовой пластине.
При сварке коррозионно-стойких и жаропрочных сталей, алюминиевых и магниевых сплавов толщиной до 4 мм диаметр электрода назначают примерно равным толщине менее тонкой заготовки.
Перед началом сварки электроды затачивают; угол заточки угольных и графитовых электродов — 60...70°, вольфрамовых — 10...30°.
Э.С. Каракозов, Р.И. Мустафаев "Справочник молодого электросварщика". -М. 1992
См. также:
www.autowelding.ru