Электроды по нержавейке: маркировка элементов для сварки. Электрод по нержавейке
Особенности электродов для сварки изделий из нержавеющей стали
Нержавеющая сталь – материал, который используется для изготовления различных деталей. Какие электроды по нержавейке использовать и как осуществить сварку этого материала знают опытные сварщики, которым приходилось с ним работать. В этой статье мы рассмотрим можно ли сварить нержавейку и какие электроды для сварки нержавеющей стали используются.
Содержание статьи

Особенности нержавейки
Методика работы с нержавеющей сталью не схожа с обычной. Это обусловлено тем, что нержавейка более устойчива к коррозийным процессам, именно поэтому практически все изделия, выполненные из нержавейки, находятся под давлением и с водой. Многие начинающие сварщики сталкиваются с тем, что после того, как шов застывает на нем образуются течи. Для того, чтобы понять, как заварить поврежденный участок в домашних условиях, необходимо знать физические свойства металла.
Главная характеристика нержавеющей стали — высокий коэффициент расширения, именно поэтому при нагреве дистанция между молекулами становится больше, чем у других металлов. Когда она остывает, изделие начинает стягиваться до своих исходных параметров. Посторонний материал, который входит в состав шва и имеет коэффициент расширения намного ниже, будет постоянно рваться, в итоге будут появляться микротрещины, из-за которых и будет происходить течь. Очень важно подобрать сварочные электроды для нержавеющей стали, благодаря которым будет налажен контакт между основным и присадочным металлом.
Многие пользователи постоянно задаются вопросом: можно ли заварить нержавейку, ведь характерной чертой этого материала считается низкий температурный режим плавления. Мощный нагрев от электрической дуги приводит к перегреву участка соединения и все легирующие элементы, обеспечивающие защиту от ржавления, тут же выгорают и лишаются своих свойств.
Совет! Чтобы не допустить такой ситуации необходимо максимально точно подобрать режимы работы сварки и вести шов в шахматном порядке, дабы не допустить местного перегрева.
Еще одна трудность, которая может возникнуть, в процессе сварки деталей из нержавеющей стали, — это реакция углерода на попадание кислорода в сварочную ванну. Если такое случится, то неизбежно начнет образовываться газ на поверхности кристаллизующегося шва и в итоге появятся крупные поры. В такой ситуации заварить нержавейку вы никак не сможете. Для того, чтобы не допустить такого негативного процесса, очень важно позаботиться о защите сварочной ванны от влияния внешней среды. Для этого применяется специальный защитный газ или обмазка электродов.
Оборудование
Для создания надежного и прочного соединения очень часто применяются инверторы. Работают такие аппараты от напряжения 220 В. Сами они — достаточно компактные и удобные.
За счет того, что электрический ток преобразуется в несколько ступеней, с выходом высокочастотного переменного напряжения, присадочный материал вплавляется намного лучше, что способствует формированию более ровных и качественных швов.
Благодаря своей невысокой цене они занимают лидирующие позиции среди сварочного оборудования.
Сварка нержавеющей стали может выполняться любой моделью выпускаемых сегодня инверторов. Для выполнения сварочной работы дома может использоваться самый простой аппарат инверторного типа.

Можно даже использовать самодельный агрегат, главное, чтобы его технические и эксплуатационные характеристики соответствовали магазинным аналогам.
Очень важно для инвертора задать верные и точные настройки, которые будут подходить для толщины конкретного изделия. Непосредственно перед началом работы свариваемое изделие должно быть хорошо очищено от загрязнений, масла и т.д.
Если вам необходимо сваривать инвертором тонкий металл (1-2мм), то делать зазор не нужно. Наоборот, необходимо вплотную свети концы соединения один к одному, и выполнить прихватки. Если толщина окончаний соединений превышает 4 мм, то нужно разделать кромки под углом 45 градусов. Так вы обеспечите хорошее проплавление и заполнение присадочным металлом зоны соприкосновения. Разделку можно осуществить посредством «болгарки» или напильника. Также необходимо сделать зазор в 1-2 мм между пластинами, только так раскаленный металл сможет стекать до самого основания шва.
Сварка нержавейки инвертором позволяет создать надежное и прочное соединение.
Учитывая физико-термические свойства металла наиболее пригодными будут следующие режимы и диаметры электродов.
| Толщина металла, мм | Диаметр электрода, мм | Напряжение, V | Сила тока, A |
| 1,5 | 2 | 13 | 40-60 |
| 3 | 3 | 15 | 75- 85 |
| 4 | 3 | 16 | 90-100 |
| 6 | 4 | 18 | 140-150 |
Применяемые электроды

Многие пользователи задаются вопросом: можно ли варить нержавейку простым электродом? Все дело в том, что такой способ сварки возможен, но при малейших недочетах работы возможен негативный исход. Это обусловлено разностью материалов, соединенных в участке сварки (нержавеющая сталь основного металла и стержень электрода из низкоуглеродистой нелегированной стали), которая приводит к внутреннему напряжению в зоне непосредственно возле шва. Когда поверхность будет остывать, вы можете слышать щелчки, которые являются знаком образования микротрещин. Именно поэтому сварка нержавейки обычным электродом чревата тем, что шов будет течь и не подойдет для отопительной системы, расширительных баков и емкостей под давлением. А также подобное соединение очень быстро поржавеет. Именно поэтому, отвечая на вопрос: можно ли варить нержавейку обычным электродом, специалисты дают говорят, что такой способ возможен, однако обязательно стоит учесть все вышеописанные моменты.
Для того, чтобы разобраться какие электроды для сварки нержавейки нужны, сколько их должно быть и какая марка является наиболее подходящей, надо не забывать о тепловом коэффициенте металла. Важно подобрать стержни электродов, состав которых будет таким же, что и у свариваемых изделий.
Таким образом вы сможете обеспечить хорошее взаимодействие основного и присадочного материалов без образования дефектов.
Очень часто для сварки нержавейки используются плавящиеся штучные электроды, именно поэтому материал изготовления должен обладать рядом свойств:
- в первую очередь, он должен быть устойчивым к термической ползучести,
- во-вторых температурное расширение должно быть невысоким,
- еще один немаловажный показатель – это повышенная упругость,
- и последняя характеристика – это высокая износоустойчивость и теплопроводность.
Выбор электродов для сварки нержавеющей стали зависит от ее маркировки.
Таким образом, исходя из этого критерия, многие специалисты используют электроды для сварки нержавейки следующих марок:
| Название | Сфера применения |
| ОЗЛ-8 и ЦЛ-11 | для нержавейки, которая применяется в пищевой промышленности; |
| ЭА400/10У, НЖ-13, ЦТ-15 | (редко) – подходят для нержавеющих сталей, характеризующихся повышенной устойчивостью к коррозии; |
| ОЗЛ-6 | для жаропрочных сплавов, в химический состав которых входит нержавеющая сталь; |
| КТИ-7А, ЦТ-28 | для нержавейки, из которой изготавливаются различные инструменты; |
| АНЖР-1, АНЖР-2, ЭА395/9Всегда хотели научиться рисовать? Видите, что у вашего ребенка есть способности к рисованию? Тогда курсы изобразительного искусства – это то, что вам нужно. Здесь помогут вам развить свои творческие способности и расскажут о существующих техниках рисования. | для нержавейки другого назначения. |
Электроды по нержавеющей стали АНЖР-1 и АНЖР-2 используются в том случае, когда непосредственно перед сваркой не нужно прогревать изделия, а также по окончании работы их не придется обрабатывать термическим составом.
 сила токов для электродов
сила токов для электродовЕсли вы используете штучные электроды, которые специально предназначены для сварки нержавеющей стали, то здесь стоит быть очень осторожным, поскольку слой остывающего шлака, который образуется в процессе сварки, может просто отскакивать с поверхности шва.
Попадание частиц горячего шлака на кожу может стать причиной ожога.
Самыми популярными электродами, которые применяются для соединения изделий из нержавейки, являются электроды с маркировкой ЦЛ-11. Внешняя сторона их покрыта составом, выполненным из карбонатов и соединений фтора. Они нашли активное применение и при сварке сталей хромоникелевой группы (12Х118Н10Т и 9Т, 08Х18Н12Б и Т). Применяя электроды данной марки вы значительно снизите риск образования межкристаллитной коррозии у таких сплавов.
 технические характеристики электродов
технические характеристики электродовЭлектроды этой марки обладают рядом достоинств:
- расплавленный металл разбрызгивается в минимальных количествах,
- при соблюдении технологии, шов получается ровный, прочный и хорошо вязкий,
- готовое соединение очень пластичное,
- риск появления трещин в сварном шве сведен к минимуму.
Так же очень популярны электроды ОЗЛ-6 и НЖ-13. Первые наиболее пригодны в случае, когда сварка производится в окислительной среде и при высоких температурных режимах (до 1000 °С). Электроды с маркировкой НЖ-13 хорошо зарекомендовали себя при сварочных работах, связанных с изделиями пищевой нержавеющей стали и сплавов, относящихся к хромоникелевой и хромоникелемолибденовой категориям.
Преимущества электродов ОЗЛ-6:
- разбрызгивается очень маленькое количество расплавленного металла,
- образующееся соединение является жароустойчивым,
- шов не подвластен появлению коррозии.
В отличие от изделий марки ЦЛ-11, электроды ОЗЛ-6 запрещено использовать для формирования сварных швов, которые размещены в вертикальном положении.
Помимо электродов известных отечественных производителей, опытные сварщики применяют изделия для сварки нержавейки ESAB.

Самые популярные марки электродов эсаб, которыми можно варить нержавейку: ОК 61.30; ОК 61.35; ОК 63.30; ОК 67.45.
Также достаточно часто используются сварочные электроды по нержавейке ЦЛ-11 Монолит.
Для того, чтобы получилось надежное и качественное соединение, важно подобрать правильные электроды для нержавейки. Помните, что сварочные электроды по нержавейке должны обладать всеми необходимыми свойствами, а сама работа должна выполняться в полном соответствии с требованиями, иначе качество шва будет под сомнением.
[Всего голосов: 0 Средний: 0/5]
svarkaed.ru
нюансы сварки, виды электродов и маркировка
Нержавеющая сталь неслучайно пользуется большой популярностью в самых различных сферах хозяйственной деятельности. Этот материал ценится в первую очередь тем, что не реагирует с влагой, а это исключает возникновение коррозии металла. Нельзя не отметить и превосходные эстетические свойства нержавейки, которые передаются и всем изделиям, изготовленным из этого популярного материала.
Но в процессе изготовления различных металлоконструкций из нержавеющей стали возникают трудности: металл обладает недостаточной свариваемостью, поэтому для создания надежных соединений специалисты должны применять электроды, подходящие именно для нержавейки.
Особенности нержавеющей стали
В отличие от ряда других популярных металлов, нержавейка обладает рядом особенностей, которые могут проявиться при соединении элементов из этого металла. Всё это нужно обязательно принимать во внимание, приступая к изготовлению различных конструкций и изделий из этого материала. По сравнению со многими другими видами сталей, нержавейка обладает меньшей теплопроводностью. Из-за этого приходится тратить больше времени на прогрев зоны сварки или использовать для работы ток большей величины.
Во время сварки элементов достаточно большой толщины из нержавейки зазор между ними должен быть немного больше, чем при соединении элементов из других видов стали. Это единственный способ, позволяющий свести к минимуму количество микротрещин, которые могут появиться после проведения сварочных работ.
Во время соединения элементов из нержавейки путем их сваривания сварочные стержни нагреваются до очень высоких температур. Происходит это из-за того, что металл обладает высоким сопротивлением к сварочным процессам. Для уменьшения подобного проявления специалисты рекомендуют применять для сварки специальные электроды, предназначенные для нержавеющей стали.
Особенности сварки нержавеющей стали
Сварка элементов из нержавейки требует знания ряда особенностей, касающихся правильного проведения этих работ:
- Соединение заготовок толщиной до 1,5 мм выполняется по технологии в защитных инертных газах, предусматривающей использование вольфрамовых неплавящихся электродов. В этом случае сварку можно выполнять вручную или же в автоматическом или полуавтоматическом режиме.
- При работе с заготовками толщиной от 1,5 до 3 мм используется короткодуговая сварка.
- Для сваривания заготовок толщиной более 3 мм применяют метод электродуговой сварки, предусматривающий струйный перенос металла с электрода.
Пару слов хотелось бы сказать об аргонной сварке, которая имеет ряд важных нюансов. Во время сварки нужно следить за тем, чтобы вольфрам случайно не попал в сварочную ванну. Иначе это негативно повлияет на прочностные показатели сварочного шва. Этого можно избежать, если розжиг осуществлять бесконтактным способом, либо сперва зажечь дугу на графитовой или угольной пластине, а затем продолжить работу на подготовленных к соединению деталях из нержавеющей стали.
Марки и виды электродов
Электроды для нержавейки отличаются между собой различными характеристиками, в том числе и маркой. Чаще всего профессиональные сварщики для сварочных работ используют элементы следующих марок: ЦЛ-11, ОЗЛ-6 и НЖ-13.
ЦЛ-11
Расходные элементы, выпускаемые под этой маркой, предназначены для сваривания элементов из нержавейки с высоким содержанием никеля и хрома. В качестве примера можно привести стали марки 08Х18Н12Т или 08Х18Н12Б. Именно наличие в составе нержавейки двух вышеназванных металлов и обеспечивает ей такое ценное качество, как высокая антикоррозионная стойкость. По этой причине при сварке заготовок из стали этой марки к созданию сварочного шва необходимо подходить с особым вниманием.
Сварка проводится вручную при температурном режиме от +450 градусов с использованием постоянного тока. Покрытие электрода содержит фтористые компоненты и карбонат. При помощи электродов можно сваривать заготовки в любом положении, за исключением вертикального.
Для сварочных швов, выполняемых при помощи электродов этой марки, характерен ряд достоинств:
- сварка заготовок не сопровождается образованием брызг металла от сварочного стержня;
- сварочный шов имеет аккуратный вид и лишён неровностей;
- шов надежно защищен от процессов кристаллизации коррозии;
- высокая ударная вязкость;
- пластичность;
- прочность шва.
ОЗЛ-6
Электроды для сварки нержавейки этой марки предназначены для сваривания изделий и конструкций из нержавейки, которым в процессе эксплуатации предстоит испытывать воздействие температур до +1000 градусов. По своим положительным свойствам эти электроды не отличаются от предыдущего вида. Для сварки используется только постоянный ток.
НЖ-13
Выпускаемые под этой маркой электроды для нержавейки предназначены для сваривания заготовок из пищевой стали. За годы их использования неоднократно удалось убедиться, что этот расходный материал прекрасно подходит для соединения не только сплавов с содержанием хрома и никеля, но и тех, которые имеют в составе в качестве одной из составляющих молибден.
Другие марки
Помимо уже рассмотренных марок электродов для нержавейки, существует и ряд других, которые часто используются при сварочных работах:
- ЗИО-8. Предназначены для сваривания заготовок из жаростойких нержавеющих сталей. Имеют стандартную обмазку, сваривание можно выполнять при постоянном токе и обратной полярности. Допускается использовать любой из доступных способов соединения — вертикальный, верхний или нижний.
- ЭФ400/10У. Эти электроды применяют для соединения деталей из нержавейки аустенитного класса. Изделия из этого металла рассчитаны на эксплуатацию в условиях агрессивных сред жидкого типа при температуре до +350 градусов.
- НИИ-48Г. Электроды универсального назначения. Могут использоваться для соединения ответственных конструкций из специальных низколегированных сталей. В них используется обычная обмазка, сварка может проводиться постоянным током при обратной полярности. В процессе сварки электроду можно придавать любое положение.
- ОЛЗ-17У. Применяют для сваривания электродуговым методом заготовок из нержавейки, предназначенных для эксплуатации в средах, содержащих фосфорную или серную кислоту. Сварка может проводиться в любом положении за исключением вертикального. Соединение деталей выполняется при токе постоянной величины и обратной полярности. Во время сварки с использованием электродов этой марки необходимо особое внимание уделить чистоте сварных кромок. Следует быть очень аккуратным при соединении деталей большой толщины, в отношении которых необходимо выполнить двустороннюю разделку сварных кромок.
- ЭА. Эти электроды выпускаются производителями в большом количестве вариаций. Большинство из них предназначено для сваривания ответственных конструкций, выполненных из высокопрочных легированных сталей. После сваривания заготовок с помощью электродов этой марки проводить дополнительную обработку сварочного шва не требуется. Рекомендуемый способ соединения — короткодуговая сварка.
Довольно часто профессиональные сварщики для проведения сварочных работ применяют электроды для нержавейки, выпускаемые шведской компанией ESAB:
- ОК 61.30. Материал универсального назначения с невысоким содержанием углерода. Допускается легкий поджиг, сварочный шов имеет ровную поверхность, трудностей при отделении шлака от металла не возникает. Все электроды имеют рудно-кислую обмазку. Сварку можно проводить током постоянной или переменной величины обязательно при прямой полярности. Во время работы электрод можно держать в любом положении, за исключением вертикального.
- ОК 61.35. Предназначены для соединения ответственных конструкций, эксплуатация которых будет проходить в диапазоне температур от -196 до +400 градусов. Могут использоваться для соединения элементов трубопроводов разного назначения. Имеют стандартную обмазку, сварку разрешается проводить при токе постоянной величины и прямой полярности.
- ОК 67.45. Предназначены не только для сваривания заготовок из нержавейки, но и в качестве расходного материала для наплавки металлов с ограниченной свариваемостью. Во время сварочных работ используются для создания первого слоя, после чего на него наплавляют металлы, обладающие повышенной износостойкостью. Созданный при помощи электродов этой марки шов хорошо противостоит воздействию силы трения и высоким температурам, прост в обработке.
- ОК 63.30. Относятся к категории электродов универсального назначения. Можно применять для сваривания деталей из нержавейки любых марок.
Прежде чем использовать для сварки нержавейки любой из вышеописанных электродов, их нужно прокалить. Однако вначале следует выяснить допустимый температурный режим для электродов выбранной марки.
Полезные советы
Чтобы сварка деталей из нержавейки прошла без каких-либо трудностей, во время работы следует учитывать рекомендации от профессионалов:
- Если во время сварочных работ температура поднялась до отметки +500 градусов Цельсия и выше, то вполне возможно, что на месте будущего сварного шва появятся трещины кристаллизационного типа. Этого допускать нельзя, иначе соединение получится менее прочным и надежным.
- Во время сваривания деталей из нержавейки при температуре от +350 до +500 градусов Цельсия сплав становится менее пластичным, а это может сделать металл более хрупким.
- Для создания качественного сварного шва подготовленные к соединению детали из нержавейки обязательно нужно нагреть до температуры +1200 градусов, а затем охладить естественным путем. Остужать их нужно не менее 3 часов.
- Сварочный шов получается максимально прочным и надежным, когда сварка проходит за минимальный срок. Следует избегать длительного нагрева изделий из нержавейки. При использовании послойного способа сварки новый слой наносят, только когда предыдущий охладится до +100 градусов.
- Иногда перед нанесением основного слоя приходится прихватывать две заготовки. В этом случае нужно по возможности сделать так, чтобы зазор между ними был как можно меньше. Следует стремиться к тому, чтобы прихватки получились максимально длинными.
Стоимость электродов
Цена на электроды для нержавейки формируется под влиянием нескольких факторов, среди которых одним из основных является фирма-производитель. Среди предлагаемых разновидностей расходных материалов наиболее демократичные цены имеют электроды, предназначенные для соединения заготовок из стали с низким содержанием углерода.
Из продукции зарубежных производителей этому требованию отвечают электроды таких марок, как WT, ESAB, E3, W. L. На отечественном рынке также можно найти немало достойных продуктов, которые не только более доступные по цене, но и обладают всеми характеристиками зарубежных электродов — ЭВЧ, ЭВЛ, ЭВИ, ЭВТ.
Из нержавейки изготавливается множество различных изделий и конструкций, хотя этот процесс является довольно сложным. Во многом это связано с низкой свариваемостью этого металла. Чтобы этот нюанс как можно меньше проявил себя не только во время сварочных работ, но и в процессе эксплуатации изделий, необходимо использовать подходящие для этого металла электроды.
Каждый тип электродов, которые сегодня можно приобрести на рынке, предназначен для сварки определенного вида изделий, что обязательно нужно учитывать при выборе этого расходного материала. Профессиональным сварщикам хорошо известно, что означает маркировка электродов, а вот у любителей с этим могут возникнуть проблемы. Поэтому специалисты советуют очень внимательно изучить перед покупкой все характеристики электродов конкретной марки, чтобы впоследствии не пожалеть о низком качестве выполненных сварочных работ.
tokar.guru
Электроды по нержавейке - рекомендации по выбору
Нержавеющие стали — это легированный металл, в основу которого добавляют хром, что способствует повышенной стойкости к коррозии. Но такой состав требует и особенных технологий при обработке, в частности сваривании. Именно для этого производители выпускают специальные электроды по нержавейке.
В этой статье мы разберем причины применения специальных материалов для варки нержавеющей стали и какими электродами варить нержавейку. А также рекомендации по их использованию в сварочном процессе.
Особенности сварки нержавеющих сталей
Главная проблема стальных изделий — это появление коррозии вследствие окисления. В дальнейшем этот процесс приводит к нарушению структуры и разрушению конструкций из такого материала.

Сварный шов
Нержавейка стала прорывом в производстве. А сегодня из нее изготавливают различные изделия как бытового плана, так и промышленных масштабов.
Основной легирующий элемент — хром, который противостоит окислительным процессам. Также в состав входят многие другие антикоррозионные добавки, в том числе титан, молибден, никель и многие другие. Это сделало нержавейку стойкой к разрушению, но усложнило ее обработку, в частности, сварку. В чем возникает проблема? Ведь эти металлы плавятся, как и другие, под воздействием высоких температур?
Часто можно увидеть некачественные сварные швы на изделиях из нержавеющей стали. В местах соединения появляются пятна ржавчины, которые приводят к дальнейшему разрушению.
Основные элементы нержавейки: железо и хром. Когда они поддаются воздействию высокой температуры (порядка 5000°), то в свариваемой детали образуются такие элементы как карбиды. Такие соединения железа и хрома довольно тугоплавкие, но они поддаются ржавчине. К тому же, они более хрупкие, чем сама нержавейка.
Впоследствии сварный шов начинает окисляться, появляется коррозия и трещины. Дальнейшее использование детали приведет к разрушению соединения. Именно поэтому сварочный процесс деталей из нержавейки требует использования специфических технологий.
Технология сварки нержавеющей стали

Аргоновая сварка
Для качественного сварного соединения частей из нержавеющей стали были разработаны свои способы. Их несколько:
Аргоновая среда при сварочном процессе защищает плавление от доступа кислорода и не позволяет образовываться окислам металла. Но такой способ более дорогостоящий из-за применения специальных расходных материалов.
Более простой способ — это инверторная сварка нержавейки с использованием электродов для нержавеющей стали.
Как варить нержавейку электродом
Чаще всего работы с такими сталями делают при постоянном токе, используя электроды для сварки нержавейки.
Для образования качественного шва не нужно, чтобы он перегревался, то есть нужно по минимуму его проплавлять. Мощность должна быть приблизительно на 20% меньше, чем при работе с обычными сталями.
Как варить нержавейку электродами? Технологически процесс похож на обычное сваривание металлов.
- Подготовка деталей к сварке (зачистка и очищение).
- Подключение массы к материалам.
- Зажигание дуги (если есть горячий старт, то лучше воспользоваться им).
- Образование сварочной ванны и ведение шва. При этом держатель располагают под углом к поверхности в 30-60 градусов.
- После окончания нужно обеспечить быстрое остывание шва. Это делают либо обдувом с помощью воздуха, либо, если нержавейка хромоникелевая, используют воду.
- Затем нужно удалить шлак.
В процессе ведения шва нужно контролировать расстояние электрода от поверхности (контроль дуги). При слишком близком размещении кончика электрода шов всплывет и не соединяет детали, а если расстояние большое, то металл попросту не прогреется и не расплавиться.
Если вы новичок, то стоит потренировать правильность ведения шва: угол наклона электрода и его расстояние. Сварка нержавейки требует опыта.
Электроды для нержавейки
Каким электродам варить нержавейку? Они состоят из двух частей: стержня и обмазки. Для нержавеющих сталей в составе электродов большой процент никеля и хрома — основных легирующих элементов.
Обмазка — рутиловая. Она в своем составе имеет более 50% двуокиси метана. Это повышает щелочность расплава и не позволяет образовываться трещинам при варке.
Именно рутиловое покрытие позволяет сваривать нержавеющую сталь при переменном токе (то есть обычным инвертором ММА). При этом образуется меньше брызг, а электрическая дуга более стабильна.
Для сварки на постоянном токе можно использовать расходники, которые имеют покрытие из магния и карбонатов кальция.
Вольфрамовым электродом пользуются для сварочных работ в аргоновой среде.
Электроды ЭСАБ
Шведский концерн ESAB — это крупнейший мировой производитель сварочных материалов и оборудования. Предлагаемые ими электроды наиболее популярны среди потребителей.
Расходные материалы от компании ESAB производиться для сварки различных металлов, в том числе и нержавеющей стали.
Какие электроды выбрать от этих производителей.
- OK 46.00 ESAB — эти расходники отечественного производства позволяют проводить сваривание как на переменном, так и на постоянном токе, часто их называют универсальными или электродами для стали.
- OK 61.30 ESAB — такие применимы только для сварки нержавеющей стали (хромоникелевых антикоррозионных типов).
- ОК 67.45 — для соединения деталей из стали с низкими показателями сваривания.
- ОК 63.30 — такие электроды имеют в составе стержня низкий процент углерода.
- ОК 67.62, ОК 67.60 — более универсальные, они подходят для варки как нержавейки, так и обычных сталей.
И еще часто предлагают электроды от шведских производителей с маркировкой OK 68.81 или OK 68.82. Они используются, если невозможно установить марку и состав материала.
Расходники от эсаб для нержавеющей стали имеют намного больше видов. Маркировка начинается от OK 61.20 и до OK 69.63. Разница между ними в составе обмазки и стержня, что позволяет подобрать тот электрод, который наиболее подходит для конкретной нержавеющей стали и различных режимов и технологий.
Чтобы получить качественный сварочный шов при работе с нержавеющими сталями, можно применять как специальное оборудование (аргоновую сварку), так и обычные инверторы в режиме ММА. Но при этом обязательно использование специально предназначенных для этого электродов.
Сварка нержавейки характеризуется значительными особенностями, в том числе и правильными настройками в подаче тока.
Если вы решили научиться варить нержавеющую сталь, то лучше всего обратиться к профессионалу с опытом такой работы. Ничто не заменит советы специалиста, знающего все нюансы и тонкости.
Для обсуждения данного материала рекомендуем Вам перейти к комментариям. При наличии опыта, поделитесь им. Каким образом вы проводили сварочные работы по нержавейке, что использовали при этом. Насколько сложно выполнить процесс сварки такой стали в бытовых условиях. Ваши советы будут важны, так как (как было сказано выше) ничто не заменит накопленный опыт.
wikimetall.ru
Электроды для сварки нержавейки: советы по выбору, видео
Электроды для сварки нержавейки необходимы для правильного выполнения этого процесса.
Сварка нержавейки предполагает наличие электродов размером в 3-5 мм, а также навыков сварки.
В статье мы подробно расскажем, как правильно выбрать электроды, а также как работать с ними, а видео поможет вам разобраться в технологии этого процесса.

Особенности деталей и как их выбрать
Из нержавейки сегодня делают большую часть конструкций: это может быть оборудование, каркасы, агрегаты, сооружения и пр.
Широкое использование в производстве нержавеющей стали объясняется тем, что этот материал обладает очень высокими характеристиками: он устойчив к коррозии, воздействию влаги и ультрафиолета, перепадам температур и другим природным особенностям, что делает его идеально подходящим для создания наружных сооружений.
А благодаря эстетичному виду, материал используют для создания не только технических объектов, но и декоративных сооружений.
Единственная проблема нержавейки – она плохо сваривается, поэтому работать с нею самостоятельно не очень удобно.
Для сварки в домашних условиях вам понадобятся электроды, которые сделают этот процесс проще и более качественным.
Процесс сварки заключается в соединении частей нержавейки в единую прочную конструкцию.
Сварка нержавеющей стали имеет некоторые особенности, отличающие работу с ней от работы с черным металлом и прочими видами изделий.
Например, уровень теплопроводности у нержавейки почти в два раза ниже, чем у обычной стали, в которой содержание углерода минимально.
Благодаря этому в месте, где происходит сварка, материал плавится значительно сильнее, чем, например, при работе с черным металлом, следовательно, для работы с ним вам нужно использовать ток, имеющий более низкие переходные значения – как минимум на 15-20% ниже, чем у стандартной его силы.
Если вам нужно соединить несколько деталей из нержавейки, имеющих большой вес, то при соединении между ними должен оставаться зазор: он защитит конструкцию от образования микротрещин.
В ином случае качество сварки будет значительно ниже и конструкция не сможет простоять долго.
Поскольку у стали из нержавейки наблюдается высокая сопротивляемость к процессам сварки, сварочные стержни во время работы будут очень сильно нагреваться.
Видео:
Именно поэтому нужно использовать специализированные электроды, сделанные для нержавейки – определить, какая деталь подходит, можно по марке, где указано, для каких конкретно работ предназначен материал.
Не стоит забывать, что работа со сваркой в домашних условиях должна соответствовать всем профессиональным нормам, иначе качество работы и, следовательно, устойчивость стали к коррозии и другие ее защитные функции значительно снизятся.
В этом случае может возникнуть такое явление, как межкристальная коррозия, которая способствует быстрому разрушению конструкции.
При этом процессе на границах швов появляются карбиды железа и хрома. Они возникают из-за высоких температур обработки (5000+).
Именно из-за этих процессов на конструкции возникают ржавчина и трещины.
Бороться с подобными проблемами на нержавеющей стали будет сложно, гораздо проще провести процесс сварки правильно и предупредить их появление.
Все эти нюансы и обуславливают выбор электродов для нержавеющей стали. Существует несколько маркировок, которые пригодны для сварки нержавейки.
Нужные электроды должны отвечать ряду характеристик: иметь высокую сопротивляемость ползучести, низкие показатели расширения при воздействии температур, высокое число упругости, долговечность и хорошую проводимость тепла.
Электроды для работы с нержавейкой должны быть сделаны из вольфрама и иметь сечение от 3 до 5 мм.
Для сварочного процесса из нержавеющей стали подходят следующие типы электродов: ЦТ-15, ОЗЛ-8, ЗИО-8, ЭА400/10У, НЖ-13, АНВ-13, ЦЛ-51, ОЛЗ-17У, ЭА (892/21Б, 395/9, 902/14, 606/11, 981/15), НИИ-48Г, ЗИФ-8, ОЗЛ-6.
В России самая популярная марка, выпускающая сварочные электроды – компания «ESAB», однако, если вы решите приобрести электроды отечественного производства, то их качество будет не хуже, а стоить они в большинстве случаев будут меньше.
Электроды компании «ESAB» делятся на несколько разновидностей: ОК 61.30 – это электроды общетехнического универсального типа, их выпускают для хромо-никелированных, устойчивых к коррозии металлов.
Для наиболее сложных конструкций используют модельОК 61.35, для нержавейки с низкими показателями свариваемости выбирают марку ОК 67.45, а для стержней, в которых очень низкое содержание углерода, лучше всего подходит модель ОК 63.30.
Метод соединения деталей и цены электродов
Как уже было сказано, цена на электроды зависит, прежде всего, от фирмы-изготовителя, у которой вы приобретаете детали.
Однако часто можно значительно сэкономить на покупке электродов для нержавейки, учитывая некоторые нюансы.
Например, цена отечественных производителей будет более выгодной, чем у зарубежных аналогов.
Наиболее демократичная цена у электродов, которые необходимы для сварки стали с низким содержанием углеродов.
К таким деталям относятся марки WT, ESAB, E3. WL и российские аналоги: ЭВЧ, ЭВЛ, ЭВИ, ЭВТ и пр.
Подобные электроды не плавятся даже при воздействии очень высоких температур, обладают высокой износостойкостью и отличаются низким значением расширения во время воздействия температур, что положительно отличает их от других металлов, поэтому низкая цена в этом случае никак не влияет на качество изделия.
Помимо компании, цена также складывается из транспортных услуг, наценки, которую делают магазины и способа хранения материала.
Если вы хотите, чтобы цена на изделия была ниже, то покупайте электроды напрямую у производителя или в интернет-магазинах.
Цена в этом случае будет ниже за счет того, что в интернет-магазинах меньше сотрудников и отсутствует цена за аренду помещений – все это позволяет компаниям ставить стоимость электродов ниже, чем средняя по рынку цена.
Видео:
Естественно, качество сварки будет зависеть не только от того, насколько правильно выбраны электроды, но и от общей подготовки специалиста, который занимается сваркой.
Сварка в домашних условиях и на производстве будет значительно отличаться, а общим является только то, что и для того, и для другого процесса необходимы электроды.
Оптимальная технология для сварки – способ работы с атмосферой газов, с использованием вольфрамового стержня.
Такая технология используется для сварки нержавейки деталей, толщина которых более 1.5 мм.
Обычно этим способом соединяют корпусы, принадлежащие приборам или агрегатам, листы нержавейки и водопроводные трубы.
Существует три варианта работы: автоматический, полуавтоматический и ручной способ.
Когда толщина детали более 3 мм, то лучше всего подойдет способ электродуговой сварки, с использованием переноса электродных металлов струей.
Для листов нержавейки, толщина которых обычно от 1.5 до 3 мм, чаще всего используют короткодуговой способ сварки.
Если вам нужно соединить трубы из нержавейки, предназначенные под движение жидкости и газов под нагрузкой, то лучше всего использовать сварочные стержни, предназначенные для аргоновой среды и использовать в работе сварку инвертором.
Для сварки инвертором вам понадобится проволока, имеющая значительный уровень легирования, которая будет действовать как материал для присадки.
Видео:
Сварка инвертором производится с применением постоянного или переменного тока на положительной полярности. Сварка инвертором применяется чаще в домашних условиях.
Другой вариант – аргоновый способ сварки. Его используют для тонких листов из нержавеющей стали, поскольку эта технология позволяет создать наиболее прочный и качественный шов.
Если вам нужно сварить элементы тонкой стали, толщина которых от 2 до 60 мм, то лучше всего использовать способ сварки под флюсом.
Плазменный способ сварки наиболее распространенный и таким обычным способом можно соединить элементы из нержавеющей стали любой толщины.
Отличительная особенность работы с нержавейкой в том, что вольфрамовый электрод не требует создания колебательных движений, которые необходимы при соединении стандартных деталей из стали, не обладающих антикоррозийными свойствами.
Более того, подобная технология будет разрушительна для нержавейки, т.к. может разрушить защитную область сварки и спровоцирует окисление швов.
При работе с нержавеющей сталью, не допускайте, чтобы в рабочую область проникал вольфрам, который содержится на электродах, т.к. в этом случае получится некачественный шов, и конструкция не будет устойчивой.
Для того чтобы вольфрам не попал в ванну, нужно зажигать дугу, используя графитовую или угольную пластину, либо пользоваться способом бесконтактного розжига.
При проведении работ защищайте сваренный шов с помощью аргоновой струи, которая нагнетается из атмосферы.
Видео:
Это необязательный пункт работ, однако, если вы хотите, чтобы конструкция получилась надежной и устойчивой, то пренебрегать этим советом не стоит.
Перед тем как начинать сварку, обязательно посмотрите видео с этапами работ – оно очень поможет вам в работе, особенно если ранее вы никогда не занимались сварочными работами.
rezhemmetall.ru
Электроды по нержавейке
Использовать электроды по нержавейке необходимо для соединения разнообразных стальных конструкций. Оксид хрома образует на стали защитную пленку, которая придает ей нержавеющей стойкости и защищает от коррозии. В состав металла может входить никель, марганец и титан. Такую сталь широко используют в пищевой, химической и нефтехимической отраслях производства. Поэтому от правильно выбранного электрода будет зависеть прочность и долговечность всей конструкции.

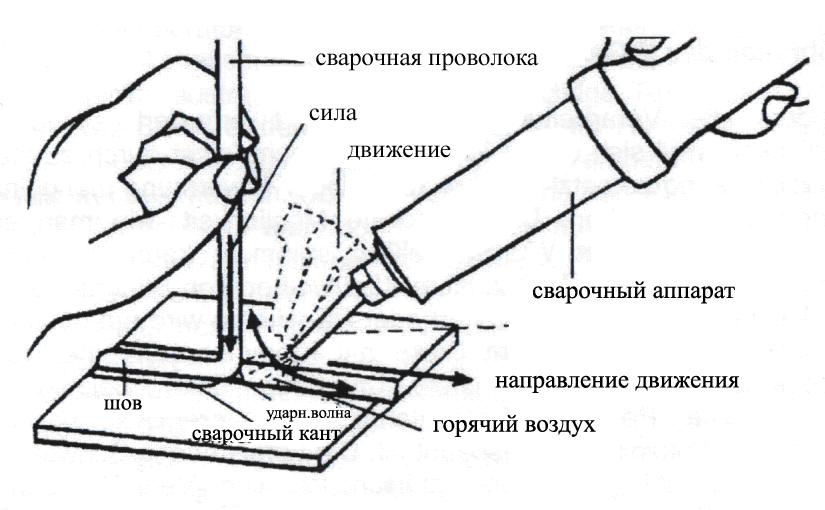
Схема сварки нержавейки.
Виды электродов для сварки нержавеющей стали
Какой бы агрессивной ни была окружающая рабочая среда, воздействующая на стальную конструкцию, решение все же есть. Современные производители находят все новые составы для покрытия электродов, чтобы они при расплавлении и окислительно-восстановительных реакциях в газовой среде образовывали прочные сварочные швы. Особенностью электродов для различных видов стали является содержимое шлака, которое образуется при сгорании его основы.

Схема устройства электрода.
Электроды по нержавейке должны легко зажигаться и устойчиво гореть при сварочной дуге, равномерно расплавляться и покрывать шов изделия и легко удаляться после варки.
Электроды для сварки нержавеющей стали бывают нескольких видов, но зарекомендовали себя только некоторые из них:
- ЦЛ-11-2, ЦЛ-11-2.5, ЦЛ-11-3, ЦЛ-11-4, ЦЛ-11-5;
- ЦТ-15;
- ОЗЛ6 (8).
Резкие перепады температуры или давления для нержавеющей стали, сваренной такими электродами, совсем не страшны.
Вернуться к оглавлению
Особенности электродов для сварки нержавейки
Каждый мастер сварочных работ однажды задавался вопросом о том, какими электродами варить нержавейку.
Их всех объединяет похожий состав покрытия, именуемый флооритно-кальциевый тип. Хромоникелевые стали 12Х18Н10Т, 12Х18Н9Т, 08Х18Н12Т, 08Х18Н12Б, имеющие высокие требования к качеству шва, свариваются именно такой маркой электродов. Все пространственные положения швов обрабатываются током, который имеет обратную полярность. На 1 кг наплавленного металла расходуют 1,5 кг ЦЛ-11. И ЦТ-15. Чаще всего применяют электроды данной марки для сварки основных узлов в машиностроительной, нефтяной и химической промышленности. Данный вид электродов имеет сопротивление в семь раз больше, чем у обычных.

Таблица разновидностей электродов.
Если толщина нержавеющего металла менее 0,8 мм, то лучше всего использовать капельный перенос покрытия электрода и импульсную сварку.
Часто в быту многие сварщики используют вольфрамовые электроды, а для создания защитной среды — аргон. Он повышает качественные показатели электрической дуги и, соответственно, стойкость шва.
Тонколистный металл и трубы можно с легкостью соединять с помощью вольфрамовых электродов. Сварочный ток находится в пределах от 80 А и до 130 А в зависимости от толщины металла.
Присадочная проволока, которую вы выбрали для сварки, по химическому составу должна быть похожа на нержавейку. Тогда и качество шва буде выше.
Вернуться к оглавлению
Этапы сварки нержавейки электродом
Работать с нержавеющей сталью должен профессионал. Это точная и трудоемкая работа, при которой нужно добиться такого результата, чтобы соединение вышло очень похожим на основной металл. Для начала нужно тщательно зачистить края нержавейки до гладкого состояния, а место соединения обезжирить ацетоном или растворителем.
В качестве сварочного аппарата используют инвертор. Он удобен в транспортировке, питается от сети. При помощи электрики образовывается дуга для сваривания металла.

Состав и механические свойства разных марок нержавеющей стали.
Мощность тока не должна превышать допустимые нормы. В противном случае электрод может быстро сгореть или шов будет неплотным.
Большое сопротивление при варке нержавеющей стали — это одна из отличительных сторон работы, включая постоянный ток, имеющий обратную полярность. Тепло электроды проводят плохо. Это и есть причина их мгновенного разрушения при использовании тока высокого значения. Чтобы шов был максимально прочным, нужно его охлаждать. Используют для этого обдув воздухом и прокладку из меди. Если в состав стали входит никель или хром, то для охлаждения подойдет вода.
Приступая к работе, нужно настроить ток и выбрать электроды по нержавейке. К металлу их подносят очень аккуратно, чтобы не было залипаний. Клемму массы подключают к материалу. Затем поджигают дугу. Под углом к поверхности металла подносят электрод и придерживают его на расстоянии нескольких миллиметров. Образовавшуюся окалину аккуратно убирают с помощью молотка и тщательно зачищают шлифовальными кругами или металлической щеткой. Но полностью удалить слой оксида сможет только раствор кислоты. Готовую конструкцию опускают в ванну с данным веществом и после удаления окалины шлифуют.
Важной особенностью при сварочных работах является контроль промежутка дуги. Шов будет выглядеть криво, если промежуток дуги слишком большой, и, наоборот, не успеет схватиться, если он маленький. Ведь с помощью дуги плавится нержавеющий металл.
Угол наклона электрода для нержавейки должен быть не большим и не маленьким.
Вернуться к оглавлению
Вольфрамовые электроды для сварки нержавейки
При работе с вольфрамовыми электродами используют постоянный источник тока. Эти навыки можно получить только тогда, когда имеется значительная практика работы с нержавейкой. Ведь сварка такого вида металла должна выполняться поэтапно, с соблюдением всех правил, написанных в инструкции. Качество шва не будет идеальным, если кромки деталей не прошли предварительную подготовку к сварке. Для тонких металлов, листов стали, различных конструкций из труб, которые предназначены для водопровода или отопления, подойдет аргонодуговая сварка с использованием неплавящегося электрода. При этом электродные покрытия и флюсы не применяют, а вот дополнительное наплавление металла вполне возможно. Шов при такой сварке получается очень качественный.
В проволоке для присадки должно быть больше легируемого элемента, чем в нержавейке. Работу выполняют точно, без колебаний, потому что возле шва может произойти окисление, и он потеряет прочность.
Важным моментом при работе с вольфрамовыми электродами является недопустимость попадания в ванну сварки вольфрама. Чтобы это предупредить, нужно произвести зажигание на угольном или графитовом листе. Как только работа подойдет к завершению, через 15 секунд нужно прекратить подачу аргона, тогда электрод прослужит дольше и не окислится.
Успех сварочных работ напрямую зависит от ваших знаний, умений и опыта.
expertsvarki.ru
Cварка нержавейки электродом

Сваривание деталей из нержавеющей стали — это сложный и трудоемкий высокотехнологичный процесс, который потребует от исполнителей соответствующей квалификации, применения специального оборудования и правильного выбора электродов. В расплавленном состоянии нержавеющая сталь становится жидкой, словно вода, что существенно усложняет формирование правильного валика шва. Используемые для подобной сварки электроды должны иметь состав сплава, максимально приближенный к составу основных металлов. Одной из особенностей такой сварки нержавеющей стали является невозможность выполнения данных работ в вертикальном и потолочном положении.

Электроды по нержавейке
Сложность выполнения сварки нержавейки состоит также в том, что после температурной обработки металл теряет антикоррозийные свойства, а это приводит к появлению ржавчины в соединительном шве. Чтобы исключить подобное электроды для нержавейки содержат многочисленные легирующие материалы, которые повышают антикоррозийные свойства соединения. Если же использовать дешевые электроды, которые не содержат в своем составе легирующих материалов, это приводит к ухудшению качества выполняемых работ. Наибольшую популярность при работе с нержавейкой получили сварочные аппараты, которые работают с постоянным током, тогда как при использовании переменного тока существенно страдает качество соединения.

В особенности сложно работать с тонкими элементами из нержавеющей стали, где требуется правильно подбирать используемые электроды и грамотно выполнять всю работу. В данном случае существует опасность прожига металлических элементов, что в последующем потребуется сложной наплавки.
Следует сказать, что, несмотря на сложность работы с нержавеющей сталью, этот материал нашел широкое применение в промышленности и быту. Объясняется подобная распространенность нержавейки ее отличными эксплуатационными характеристиками и прочностью. Сварочные работы могут выполняться при ремонте трубопроводов, сваривании металлокаркаса, соединении металлоконструкции и при различных ремонтных работах. Все требования к электродам для нержавеющей стали оговариваются в ГОСТе, что позволяет несколько упростить выбор.
Электроды по нержавейке маркировка
Наибольшей популярностью на рынке пользуются электроды от шведской компании ESAB, представленные в широком ассортименте и отличающиеся великолепным качеством исполнения.
- ОК61.30. Универсальные стержни для сварки нержавейки, которые отлично подходят для сплавов с добавками никеля и хрома. Полученный наплавленный сплав отличается устойчивостью к коррозии.
- ОК6135. Эта марка предназначена для сварки деталей из нержавейки, которые имеют повышенные требования к качеству материала. Наплавка получается особенно прочной, что позволяет выдерживать повышенные нагрузки. Можно использовать такие электроды для соединения различных нагруженных конструкций и ответственных сооружений.
- ОК67.45. Эта разновидность электродов отличается повышенными свойствами сваривания, поэтому их можно порекомендовать для использования в сложных условиях работы.
- ОК63.30. Стержни этой марки содержат минимум углерода, что позволяет использовать их для низкоуглеродистых стальных нержавеющих сплавов. Обеспечивают отличную прочность соединения.
- Из отечественных разновидностей электродов для сварки нержавеющей стали можно выделить следующие:
- ЦТ15. Обладают повышенной температурной устойчивостью, стойкостью к агрессивной химической среде и позволяют получить соединение отличного качества.
- ОЗЛ8. Данная разновидность стержней отличается длительным сроком эксплуатации, что позволяет сваривать детали с высокой прочностью. Соединение обладает отличными показателями антикоррозийной стойкости.
- ОЗЛ6. Универсальная разновидность, которая отлично подходит для чистой нержавеющей стали. Возможно также соединение нержавейки с черным металлом.
Химический состав стержней
Химический состав таких электродов включает различные металлы, углерод и водород с фосфором. Необходимо сказать, что выбирая такой наплавочный материал для сварки, необходимо учитывать химический состав самого стержня и соединяемого металла.

Свойства сварочные электроды по нержавейке напрямую зависят от их состава. Отметим повышенную прочность, пластичность и температурную устойчивость. При этом большинство таких стержней в расплавленном состоянии обладает повышенной текучестью, что следует учитывать при выполнении сварочных работ.
Какими электродами варить нержавейку?
Необходимо сказать, что от правильности выбора зависит качество соединения, его долговечность и отличные показатели антикоррозийной стойкости. Любое даже незначительное отклонение в химическом составе электродов и основного металла приведет к существенному ухудшению прочности соединения. Именно поэтому вопросам выбора следует уделить максимум внимания.
Одним из важнейших параметров является диаметр стержня, который зависит от толщины основного металла. Специалисты рекомендуют выбирать диаметр стержня равный толщине свариваемого металла. В то же время следует помнить, что при сваривании нержавейки толщиной в 3 миллиметра и менее следует соблюдать максимальную аккуратность, так как существует опасность проварить материалы даже при низких показателях рабочего потока.
Предпочтительно выбирать длинные электроды, которые позволят выполнить шов без прерывания сварки, а, следственно, такое соединение будет максимально прочным и долговечным. У распространенных в настоящее время марок стержней длина может колебаться от 5 до 10 сантиметров. В отдельных случаях для выполнения длинных швов можно использовать специальные электроды, размером в 45 сантиметров и более.
Как варить нержавейку электродом?
Одной из особенностей работы с нержавейкой является высокая температура плавления и повышенная скорость выполнения работ. Именно поэтому следует действовать предельно аккуратно и в то же время быстро. Для формирования правильного валика шва необходимо выработать специальную технику, в противном случае можно будет получить бесформенную массу из наплавленного металла. Для предупреждения появления холодных трещин рекомендуется до окончания сварки швов обязательно подогревать и поддерживать его высокую температуру. Для сварки необходимо использовать горелки и инверторы с возможностью регулировки температуры.

svarkagid.com
виды, правила выбора для стали, рекомендации
Во время выполнения сварки очень важно обеспечить качественное соединение. Причем помимо профессионализма сварщика, на это оказывает влияние то, каков сварочный аппарат для работ, а также качество электродов. И потому важно очень тщательно выбирать этот расходный материал.
Следует упомянуть и о том, что для сварки определенного металла должен применяться электрод соответствующей марки. Особую группу образуют электроды, предназначенные для сварки нержавеющей стали, которые отличаются определенными характеристиками.
Особенности сварки высоколегированной стали
Используя электроды для сварки высоколегированных сталей, очень важно получить прочный шов, который должен соотноситься по своим характеристикам со свариваемым материалом. Для соединения нержавеющей стали необходимо выбирать такой расходный материал, с помощью которого можно создать шов, который не только будет иметь красивый вид, аккуратное исполнение, но и будет способен противостоять разрыву и внешним факторам.
Последняя стадия производства электродов для нержавейки в обязательном порядке предусматривает проведение серьезных испытаний, чтобы убедиться, что они обладают необходимым химическим составом.
Проблему придания электродам исключительных характеристик, способных обеспечить эффективность их работы, решают путем использования для них в качестве материала хромоникелевых сплавов, особенностью которых является наличие способности эффективно противостоять коррозии уже в момент создания первого слоя шва. Сварка нержавеющей стали должна проводиться с применением специального оборудования, которое обеспечит хорошо направленный ток, или же аппарата, имеющего встроенный осциллятор.
Виды электродов
Попытаемся выяснить, какие электроды можно применять для сваривания нержавеющих сталей. Чаще всего среди подобных электродов, при помощи которых соединяют изделия из нержавеющей стали, используют такие разновидности этого расходного материала, как:
- ОЗЛ-6;
- ЦЛ-11;
- НЖ-13.
Чтобы оценить все их возможности и принять правильное решение, будет полезно вначале познакомиться с их характеристиками.
ЦЛ-11
Основное назначение подобных электродов заключается в соединении хромоникелевых сталей, которые эффективно противостоят коррозии. Эти электроды предлагаются следующих марок 08Х18Н12Б, 08Х18Н12Т, 12Х18Н9Т, 12Х18Н10Т. Иными словами, ЦЛ-11 лучше всего применять тогда, когда требуется создать сварной шов, который должен удовлетворять более строгим требованиям в плане стойкости к воздействию межкристаллической коррозии. Создавать соединение при помощи подобного расходного материала можно вне зависимости от положения. Исключением лишь является вертикальное, при котором используется постоянный ток.
Электроды ЦЛ-11 рассчитаны на соединение нержавеющей стали в условиях температуры, не превышающей 450 градусов Цельсия. Важной особенностью является наличие специального покрытия, содержащего карбонаты и фтористые соединения. Среди достоинств, которыми обладают подобные электроды, следует выделить устойчивость к межкристаллической коррозии, пластичность и высокую ударную вязкость создаваемых с их помощью слов. Также этот расходный материал позволяет избежать возникновения горячих трещин, сводит к минимуму возникновение брызг металла, а также позволяет сделать аккуратный и ровный шов.
ОЗЛ-6
Применяемые для сварки нержавеющих сталей электроды подобного типа рассчитаны на сварку в условиях высоких температур с применением литейного оборудования в окислительной среде. Сами работы можно выполнять вне зависимости от положения шва за исключением вертикального. При работе с этими электродами удается создать шов, способный перенести температуру до 1000 градусов Цельсия.
Этот расходный материал может применяться для ручной дуговой сварки жаростойких нержавеющих сталей, соединение которых выполняется посредством постоянного тока. Применяемое для них покрытие характеризуется наличием карбонатов и фтористых соединений. Если говорить о положительных качествах подобного расходного материала, то следует выделить повышенную жаростойкость металла шва, невосприимчивость к межкристаллической коррозии, высокие характеристики пластичности и ударной вязкости шва, низкий уровень разбрызгивания металла и аккуратное исполнение шва.
НЖ-13
Электроды этого типа предназначены для соединения изделий из пищевой нержавеющей стали при помощи ручной дуговой сварки, предусматривающей использование постоянного тока. В то же время они подходят и для сваривания современных нержавеющих сталей, в составе которых представлены хромоникелевомолибденовые или хромоникелевые сплавы.
Важность правильного выбора
Чтобы при работе с нержавейкой создаваемое соединение получилось достаточно качественным, следует еще до проведения работ выполнить расчеты компонентов, которые потребуется использовать для этого. Также необходимо определиться с подходящим сварочным оборудованием. Желательно иметь в наличии и специальную сварочную головку, при помощи которой можно соединять тонкостенные трубы из нержавейки. Так можно добиться высокой защиты при использовании кольцевой камеры.
Выбирая электрод, следует помнить о том, что он должен использоваться лишь для выполнения конкретных задач. Иными словами, не стоит соединять между собой изделия из цветного металла электродом, который изначально создавался для сваривания нержавеющей стали. Решив воспользоваться неподходящим типом электродов, вы не можете быть уверены в том, что созданный таким образом шов надолго останется прочным. Для принятия верного решения в отношении подходящего электрода для нержавеющих сталей рекомендуется вначале изучить прайс-лист предприятия-изготовителя или же ознакомиться с обучающим видео.
В то же время необходимо иметь в виду, что в продаже можно встретить электроды, у которых может присутствовать покрытие или же не быть его. Этот расходный материал может отличаться и по другим признакам: типу на плавящиеся и неплавящиеся, рабочему току, который может быть постоянным или переменным. По этой причине принимать решение в пользу того или иного электрода следует с учетом всех особенностей запланированных работ.
Технологические особенности
Сваривая изделия из нержавейки, следует помнить о том, что создаваемое соединение отличается хрупкостью и низкой устойчивостью к коррозии. Когда металл подвергается нагреву в температурном диапазоне 500-800 градусов, наблюдается выпад карбидов хрома, что приводит к разрушению заготовки во время ее использования.
Чтобы сталь смогла противостоять разрушающим процессам, необходимо провести мероприятия по уменьшению эффекта выпадения карбидов. Это позволит стабилизировать свойства металла на участке шва.
Принято выделять несколько методов соединения изделий из нержавейки:
- ручной;
- плазменный.
Использовать ручную сварку эффективно при условии, что свариваемый лист нержавейки имеет толщину 1,5 мм. Для более тонких заготовок следует применять ручную дуговую сварку, осуществляемую с помощью вольфрамовых электродов. Также здесь уместной будет и импульсная дуговая сварка, для которой в качестве расходного материала применяются плавящиеся электроды. Чтобы выполнить ручную дуговую сварку, можно применять такое сварочное оборудование, как инвертор. Есть сети немало видео, где рассказывается об особенностях выполнения сварки с помощью инверторного аппарата.
Задуматься об использовании плазменного метода можно вне зависимости от толщины, которую имеет нержавеющая сталь. В то же время часто применяют и плазменный метод дуговой сварки под флюсом, который получил наибольшее распространение в строительстве и промышленности. Когда изделия будут сварены, в обязательном порядке необходимо выполнить обработку металла, а помимо этого, усилить важные сварочные швы. Когда на нержавейке создается соединение, шов покрывается тонким слоем хрома, который не следует оставлять. Убрав его, можно повысить характеристики прочности соединения и решить проблему коррозии. Удалить подобный слой можно с помощью следующих методов:
- посредством воздействия высокой температурой, которая должна превышать значение в 1000 градусов Цельсия;
- за счет механической обработки, для которой используют шлифовальные материалы и инструменты;
- Помочь может и травление фосфорной или азотной кислотой. Эффект от этой процедуры будет заключаться не только в удалении слоя хрома, но и в придании шву повышенной прочности.
Несколько рекомендаций
Если вы планируете сваривать нержавеющую сталь, то вам будут полезны следующие рекомендации:
- особое внимание следует уделить работе по соединению заготовок, осуществляемой в температурном диапазоне 450- 500 градусов Цельсия. Подобная ситуация чревата риском образования кристаллизационных трещин, что негативным образом сказывается на прочности конструкции.
- Если сварка изделий из нержавейки выполняется долгое время в температурном диапазоне от + 360 до + 550 градусов Цельсия, то это может привести снижению пластических свойств изделия, что увеличивает его хрупкость.
- при возможности следует обеспечить минимальный шаг между прихватками, поскольку во время соединения нержавейки приходится использовать более длинные прихватки.
- еще до начала сварочных работ следует предварительно нагреть изделие до отметки 1000-1200 градусов Цельсия, после чего заготовке необходимо дать остыть на воздухе в течение 3 часов.
- чтобы получить качественный результат в процессе соединения нержавеющих сталей, следует выполнять эту операцию за минимальное время, стараясь свести к минимуму воздействие заготовки теплом. Если возникнет такая ситуация, то можно выполнить несколько проходов друг за другом, причем изделие необходимо охладить до + 100 градусов Цельсия.
Заключение
Сварка нержавеющих сталей отличается от соединения других металлов своими особенностями. Причем это касается не только использования определенного типа электродов, но и самого процесса выполнения сварки. Всем этим моментам необходимо уделить особое внимание, поскольку каждый из них может в итоге повлиять на качество создаваемого соединения. Главное, о чем следует помнить — нержавеющая сталь отличается достаточной хрупкостью, а поэтому необходимо стараться свести к минимуму длительность воздействия металлов теплом.
Оцените статью: Поделитесь с друзьями!stanok.guru