Электродуговая сварка чугуна в домашних условиях. Сварка чугуна электродом в домашних условиях инвертором
Сварка чугуна инвертором
Для получения особо прочных и качественных соединений чугуна, рекомендуется соединять одинаковые металлы по своим характеристикам и однородности состава. Для обеспечения качественного сварного шва без растрескивания и отбеливания участков на месте проведения сварочных работ, для их выполнения применяют инвертор.
Лучшим способом для сварки и обеспечения качественного соединения считается сварка, выполняемая при прогреве чугуна и последующем охлаждением. При ручной дуговой сварке изделий из этого металла, применяют сварочный инвертор наряду с трансформаторно-выпрямительным оборудованием. При выполнение сварных работ по чугуну при помощи инвертора особое внимание следует уделить выбору электродов для сварки.
1.Чугунные электроды, изготавливаемые из прутков литого чугуна с тонким покрытием, имеющие свою длину до полуметра, наилучшим образом подходят для мощных инверторов с функцией наплавления.
2.При использовании электродов с покрытием из ванадия или карбидных соединений, способствует получению сварного шва ферритного типа, при использование этого вида сварочных электродов требуется дополнительный прогрев металла до 300С.
3. Особым видом, по мнению специалистов, считаются стальные электроды с покрытием из графита. Так как это самый проблемный вид электродов для выполнения сварки чугуна. Не смотря на его относительно дешевую себестоимость, придется приложить значительные усилия для получения сварного шва. Так как сам шов получается неоднородным и имеет в своем составе достаточно высокое количество цементита, а это в свою очередь может привести образованию трещин при термическом воздействии. По этому этот способ применяют на практике крайне не часто.
4. При использовании электродов, в основе которых лежит медь, получается шов с медным сплавом. Для достижения оптимального количества меди в сплаве при использовании инвертора, используется медный стержень и порошок, подсыпаемый по мере необходимости в процессе работы.
5. К одной из наиболее больших групп электродов для инверторной сварки чугуна, относятся электроды на никелевой основе. Данный вид позволяет получить прочные соединения, которые с легкостью можно обрабатывать механическим методом. Необходимо по завершении работ осуществить проковку. Нужно отметить, что при данном виде сварки проковка выполняется очень легко и быстро, по сравнению с другими видами работ.
3g-svarka.ru
Проведение сварки чугуна инвертором в домашних условиях: как пользоваться обычными электродами
Чугун в бытовых условиях применяют очень часто: начиная с батарей и других элементов сантехники, заканчивая компонентами заборов, запчастями машин, станков, коллекторов, промышленного оборудования. Сложности возникают, когда дело доходит до варки этого металла. Сварка чугуна электродами — задача непростая. Если при обработке других видов стали не требуется особой подготовки, то наварить швы на чугунные детали без навыков невозможно.
Содержание материала
Особенности работы с чугуном
Рабочие со стажем определят свариваемость металла всего лишь по единому разрезу. Если структура является мелкодисперсной, а оттенок близок к серому, то такой чугун сваривать намного проще, чем темные крупнозернистые породы. Если говорить о соединении деталей, находящихся длительное время в масле, или тех, что постоянно подвергались окислениям в воде, грунте либо других средах, то такие сварочные материалы не являются подходящими. Следует принимать во внимание, что чугун принадлежит к материалам с ограниченной свариваемостью, и учитывать ряд его особенностей:
- металл относится к жидкотекучим, потому единственным допустимым рабочим положением является нижнее;
- при несоблюдении температурных режимов и перекаливании металла углерод выгорит, образуются поры;
- отсутствие необходимой температуры и минимальная пластичность — главные причины напряжений в местах соединения швов;
- расплавленным чугуном могут создаваться окислы с температурой плавления выше, чем у исходного материала.
Главный недостаток, с которым сталкиваются молодые мастера, — когда детали остывают, в местах сварки образовываются трещинки. Предотвратить такие последствия возможно только при строгом соблюдении технологии холодного сваривания.
Технологии соединения деталей
Существует три широко известные методики соединения чугунных деталей. Речь идет о таких работах:
Также рекомендуем прочитать:
- Горячая сварка. Ее считают самой распространенной и правильной. Суть в том, что перед началом использования электрода заготовка должна прогреться до 600 градусов, давая возможность избегать появления соединений с завышенной температурой, перекалок и напряженностей в местах сваривания.
- Полухолодное сваривание. От первого способа отличается только температурой нагрева. В этом случае температура нагрева изделий не должна превышать 350 градусов.
- Холодная сварка. Нагрев заготовок исключается, но в пределах технологии есть многочисленные нюансы, без которых нельзя получить шов высокого качества. Сварка чугуна электродом в домашних условиях инвертором выполняется именно таким методом.
Как подготовить материал
Чугуну требуется предварительная подготовка перед началом сваривания. Сначала нужные места защищают, используя болгарку с кругом в виде лепестка либо другие подходящие насадки. Верхний слой защищают до уровня не окисленного металла, обезжиривая бензином или растворителем. Если нужно избавиться от трещин, металл чистят, пока не покажутся их окончания, строго в тех точках насверливают отверстия с диаметром 10 мм.
Говоря о том, как сварить чугунные детали, стоит выделить и некоторые особенности подготовительного этапа:
- Шпильки. Работы могут выполняться как послойно (опорные элементы не задействуются), так и со шпильками. Они полностью стальные. Размеры подпадают под строгий регламент, к примеру, их диаметр не должен занимать более 40% объема чугуна при максимальном расстоянии 6 диаметров и выступлении над основанием в 4−6 мм. На используемое количество влияют только величины соединений, но не более четверти от площади изломов.
- Проведение разделки кромок. Нельзя допускать острых краев в местах сопряжений металла, их следует сделать сферическими.
- Нужно пользоваться специальными электродами. Давая ответ на вопрос относительно того, как заварить чугун обычным электродом, нужно отметить, что это практически нереально. Специалисты советуют приобретать присадки, среди компонентов которых хром, медь, никель и другие лигатуры, упрощающие наплавление на чугун аргоном.
Сварочный процесс
После ознакомления с этапом предварительной подготовки сварки чугуна в домашних условиях необходимо должное внимание уделить описанию основных технологических моментов:
- придерживаться обратной полярности при подключении;
- выставлять мощность на минимум для заданной толщины электродов;
- один непрерывный шов может иметь длину до 50 мм;
- необходимо делать частые перерывы для исключения перегрева стали;
- первые и последние слои при многослойной варке обязательно подковывают молотком с незначительным усилием.
Итак, главные моменты рассмотрены, остается понять, как варить чугун инвертором. Есть два способа.
Применение шпилек и многослойности
После завершения фиксации шпилек можно приступать непосредственно к наварке швов полуавтоматом. Вокруг каждой из них послойно кладется металл, из которого и формируются заплатки. Не допускать нагрева свыше 80 градусов можно, придерживаясь шахматного порядка или выполняя действия по очереди с противоположных сторон изделий.
Завершающий момент для такого рода сварочных работ — нанесение верхнего соединительного шва из нержавеющей проволоки, предназначение которого — прочное объединение наваренной стали в пространстве, полученном вокруг шпилек.
Сначала следует убедиться в том, насколько правильно созданы фаски. После этого посредством специального электрода, выдерживая оптимальный температурный режим, начинают аккуратно наплавлять первый слой электросваркой. Он будет главным и определит качество дальнейших работ. Каждый из слоев еще в горячем состоянии должен тщательно проковываться молотком. Когда есть свободный доступ к обратной стороне изделий, то после нанесения первого слоя его нужно перевернуть, наплавить такой же шов, после чего завершить многослойную варку сверху, а потом снизу. После проковки швов поверхность поддается шлифовке.
pochini.guru
Как варить чугун инвертором — sovetskyfilm.ru
Для получения особо прочных и качественных соединений чугуна. рекомендуется соединять одинаковые металлы по своим характеристикам и однородности состава. Для обеспечения качественного сварного шва без растрескивания и отбеливания участков на месте проведения сварочных работ, для их выполнения применяют инвертор.
Лучшим способом для сварки и обеспечения качественного соединения считается сварка. выполняемая при прогреве чугуна и последующем охлаждением. При ручной дуговой сварке изделий из этого металла, применяют сварочный инвертор наряду с трансформаторно-выпрямительным оборудованием. При выполнение сварных работ по чугуну при помощи инвертора особое внимание следует уделить выбору электродов для сварки.
1.Чугунные электроды. изготавливаемые из прутков литого чугуна с тонким покрытием, имеющие свою длину до полуметра, наилучшим образом подходят для мощных инверторов с функцией наплавления.
2.При использовании электродов с покрытием из ванадия или карбидных соединений, способствует получению сварного шва ферритного типа, при использование этого вида сварочных электродов требуется дополнительный прогрев металла до 300С.
3. Особым видом, по мнению специалистов, считаются стальные электроды с покрытием из графита. Так как это самый проблемный вид электродов для выполнения сварки чугуна. Не смотря на его относительно дешевую себестоимость, придется приложить значительные усилия для получения сварного шва. Так как сам шов получается неоднородным и имеет в своем составе достаточно высокое количество цементита, а это в свою очередь может привести образованию трещин при термическом воздействии. По этому этот способ применяют на практике крайне не часто.
4. При использовании электродов, в основе которых лежит медь, получается шов с медным сплавом. Для достижения оптимального количества меди в сплаве при использовании инвертора, используется медный стержень и порошок, подсыпаемый по мере необходимости в процессе работы.
5. К одной из наиболее больших групп электродов для инверторной сварки чугуна, относятся электроды на никелевой основе. Данный вид позволяет получить прочные соединения, которые с легкостью можно обрабатывать механическим методом. Необходимо по завершении работ осуществить проковку. Нужно отметить, что при данном виде сварки проковка выполняется очень легко и быстро, по сравнению с другими видами работ.
Чугун – сплав металла, который очень плохо варится. Причина кроется в углероде, из которого он состоит. Обычно углерод имеет вид графита или представляет собой карбид железа. Однако были найдены различные способы, при которых появилась возможность проводить сварочные работы с чугуном.

Конструкция сварочного инвертора.
В большинстве случаев сварка чугуна требуется при ремонте лопнувших чугунных деталей, когда необходимо избавиться от трещин и различных дефектов, которые возникают в процессе работы или во время литья.
Сложности сварочного процесса связаны с невысокой пластичностью чугуна. Это приводит к возникновению трещин, когда происходит усадка сварочного шва. Большие помехи создает сварочному процессу соединение кислорода и углерода, появляется окись углерода. Из-за него шов становится очень пористым. Сварка чугуна инвертором помогает решить очень многие проблемы.
Варить чугун можно самыми разными способами. Каждый из них обладает индивидуальными положительными свойствами. Основным параметром при выборе способа сварки является полученное качество сварки. Для деталей с мягким швом проводится сварка чугуна определенным видом сварки. Когда необходимо получить высокую твердость свариваемой поверхности, применяются совершенно другие материалы, чтобы варить чугунные детали.

Схема горячей сварки чугуна.
Сварка чугуна подразделяется на два вида:
Горячий вид применяется на предприятиях, которые имеют возможность нагреть чугунные изделия. Сварка чугуна при высоких температурах позволяет получить высокое качество шва. В бытовых условиях, небольших ремонтных мастерских горячую сварку использовать невозможно. Ее заменяет дуговая сварка.
Этот вид сварки не может существовать без применения электродов, которым нужен самый разный ток. Один электрод может работать только с переменным током, другой – только при подаче постоянного тока. Возникает вопрос: как варить чугун при таких обстоятельствах? С этой целью очень удобно использовать сварочный инвертор. Это устройство может превратить входящий ток в тот, который необходим конкретному электроду.
Сварка чугуна с помощью инвертора проводится с нагревом свариваемого участка и с последующим охлаждением. Когда невозможно нагреть деталь, сварку проводят без нее.
Типы электродов для работ

Таблица электродов для сварки.
- Прутки чугуна, имеющие тонкое покрытие. Ими можно варить чугун при подаче любого вида тока. Пруток покрывается специальным составом, в котором содержится очень много углерода. Сварочная дуга при этом работает намного стабильнее.
- Металлические стержни, покрытые слоем графита. Стоимость таких электродов невысока, но хромает качество сварочного шва. Наплавка металла получается неоднородной, очень сложно обрабатывать шов. Этими электродами сваривают только небольшие трещины декоративного литья.
- Стержни, имеющие медную основу. Сварочный шов состоит из сплава меди, углерода и железа. Высокое качество имеют маленькие швы, длина которых не превышает 6 см. Для такого метода требуется проводить после каждого прохода обязательную проковку шва. Этот способ не используется в местах, где нет свободного подхода.
- Стержень с никелевой основой. Этот вид позволяет получить отличный прочный шов, который можно обрабатывать. Такому шву также требуется проковка, но ее можно проводить без особых сложностей. Один-единственный минус есть у этого вида – они очень дорого стоят. Поэтому их продают в виде сплава железа, никеля и меди.
Сварка чугуна – это достаточно сложный процесс. Для него необходим точный выбор сварочного аппарата и соответствующих электродов.
Идеальным вариантом является метод, когда чугун прогревается перед сваркой и охлаждается после нее.
В результате получается очень надежный сварочный шов. Ручная дуговая сварка проводится с использованием сварочного инвертора. При этом применяются электроды, обрабатывающие зону шва.
Необходимый тип элемента во многом зависит от вида сварки. Правильно подобранный электрод позволяет быстро и с высоким качеством провести сварку чугуна. В результате получается шов высокого качества.
Основные методы сварки

Классификация способов сварки.
Когда применяется горячий метод, выполняется равномерный нагрев детали. Охлаждение шва должно быть медленным. При таком технологическом процессе происходит графитизация металла, не наблюдается отбеливание.
Полугорячий метод требует несколько иного подхода. В сварочную зону поступают графитизирующие вещества, при этом изделие нагревается до температуры, равной 450 градусам. Все зависит от сложности детали. Такой подход позволяет проводить замедленное охлаждение. Улучшаются условия для выделения графита. Чтобы провести подогрев, применяют газовое пламя.
Когда применяется холодный метод, подогрев детали не осуществляется. Сварка чугуна таким холодным способом подразделяется на несколько видов:
- стальными электродами;
- специальными электродами с покрытием из цветных сплавов;
- чугунными электродами.
Применение сварки всегда очень трудоемкое и сложное дело. Однако ее используют не только в металлургической промышленности, она нашла себе применение и в строении судов. В данном случае применяется угольный электрод, электрод из стали, газовый аппарат.

Варианты сварных соединений.
Для каждого металлургического процесса требуется конкретный способ сварки. Метод, которым будет пользоваться сварщик, зависит от вида шва и температуры детали. Чугун – это особый металл, имеющий собственные технологические показатели и особые свойства. Ему требуется особый подход, работа с ним должна выполняться с точным соблюдением технологии его обработки.
Техническая промышленность использует сегодня самые разные виды материалов. К каждому из них требуется индивидуальный подход. Эти материалы обладают высокой стойкостью. У них очень большой коэффициент прочности. Эти свойства позволяют работать с такими деталями без каких-либо их повреждений.
За счет добавления магния получается новый модифицированный материал. Его применяют при изготовлении деталей, у которых должна быть повышенная прочность. Данные изделия рассчитаны на длительную эксплуатацию.
Чем лучше проводить сварку чугуна?
Неплавящиеся электроды

Сварка чугуна в домашних условиях.
Чтобы варить чугун, разрешается использовать любые типы неплавящихся электродов:
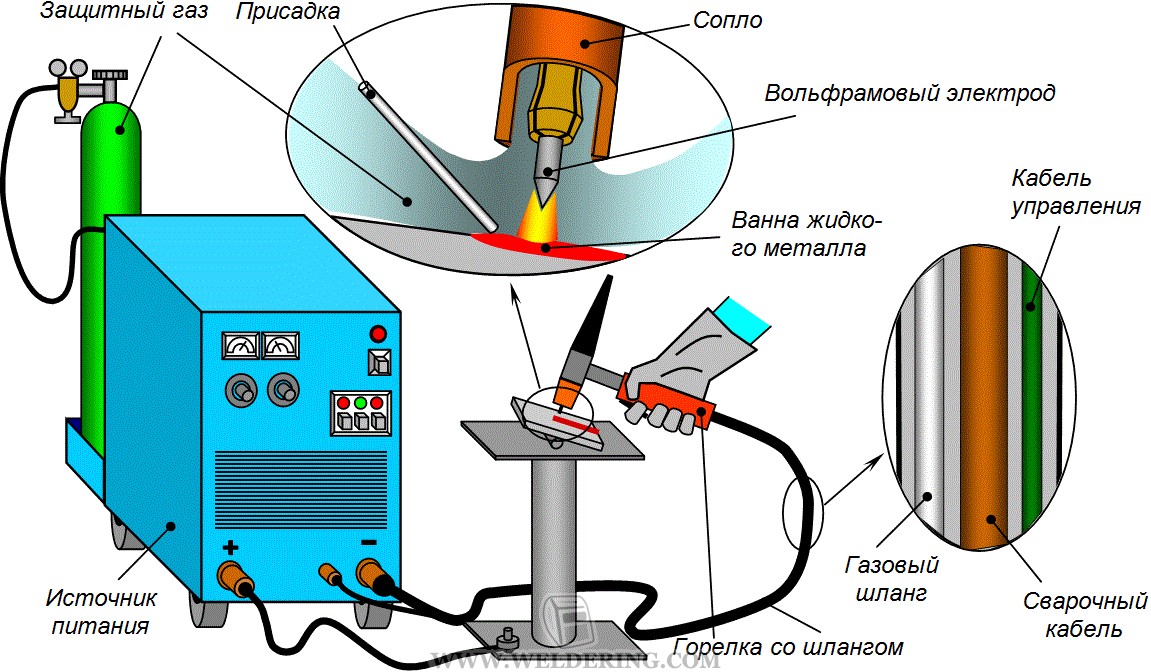
Присадкой для них являются чугунные стержни, особые присадочные прутки, состоящие из различных цветных металлов. Сварочную зону защищает флюс, в состав которого входит бура, иногда используют инертный аргон. Самой распространенной и популярной сегодня стала сварка типа AC TIG. Процесс происходит с использованием вольфрамового электрода, при подаче переменного тока. Защитной средой становится аргон и добавочные присадки из никеля.
Чугунные электроды
Особый материал, позволяющий исправить недостатки чугунного литья. Этот тип электродов создан из круглых прутков, которые покрыты особой обмазкой, состоящей из самого разного материала. В нее входит:

Холодная сварка давлением.
В некоторых случаях добавляют термит, который замедляет остывание сварочного шва. Сварочный процесс проходит при подаче постоянного тока, но допускается и использование переменного. Величина сварочного тока зависит от диаметра электрода. Чем больше диаметр, тем больше ток.
Холодная сварка чугунными электродами не дает однородности шва. Очень сложно получить скорость охлаждения сварочного шва и его околошовной зоны, без отбеливания. Поэтому такой вид сварки применяется очень редко. Намного лучше получается качество шва, когда детали подогреваются до температуры 300°C, иными словами, во время полугорячей сварки.
Особые электроды, предназначенные для проведения холодной сварки
Чтобы получить надежный сварочный шов способом холодной сварки, требуется применить специальные электроды с содержанием особых добавок никеля и сплавов меди. Железо образует вместе с никелем состав, который не реагирует с углеродом. Это позволяет избавиться от сектора отбеленного чугуна. Полученный наплавленный металл легко обрабатывается, так как он имеет низкую твердость. В полученном сварочном шве не возникают трещины, не образуются поры.
Медь тоже не реагирует с углеродом, однако она не образует общий раствор с железом. По этой причине наплавление может получиться неоднородным, в его состав может входить высокоуглеродистое железо, имеющее высокую твердость.
 Чугун относится к трудносвариваемым сплавам. Это обусловлено его склонностью к трещинообразованию при охлаждении после нагрева, образованию отбеленных зон с повышенной твердостью в результате выгорания кремния, резкому переходу из твердого состояния в жидкое. Поэтому выполняется преимущественно ремонтная сварка (устранение трещин и других дефектов), а возможна она только при условии использования специальных электродов и соблюдения некоторых рекомендаций.
Чугун относится к трудносвариваемым сплавам. Это обусловлено его склонностью к трещинообразованию при охлаждении после нагрева, образованию отбеленных зон с повышенной твердостью в результате выгорания кремния, резкому переходу из твердого состояния в жидкое. Поэтому выполняется преимущественно ремонтная сварка (устранение трещин и других дефектов), а возможна она только при условии использования специальных электродов и соблюдения некоторых рекомендаций.
Методы сварки чугуна
Варить сплав можно 2-мя методами:
- Горячий – выполняется предварительный подогрев детали до температуры 600-650 °C. Данный способ применяется только в промышленных условиях.
- Холодный – подходит для домашних условий. Главное – избегать перегрева и исключить быстрое охлаждение.
- Стальные малоуглеродистые (УОНИ-13/45, АНО-4). В этом случае для увеличения прочности сварного соединения устанавливаются шпильки.
- Специальные – ОЗЧ-2 и ОЗЧ-6 (с содержанием железного порошка в составе покрытия), МНЧ-2 (состоят из никеля, меди и железа). ОЗЖН-1, ОЗЧ-3 и ОЗЧ-4 содержат до 90 % никеля.
- Чугунные – ЦЧ-4. Этой маркой электродов можно варить даже чугун со сталью.
Можно самостоятельно изготовить железно-медные стержни – на обычные углеродистые (УОНИ-13/45 или АНО-4) наматывается по спирали медная (ни в коем случае не латунная, которая выделяет в атмосферу ядовитые вещества) проволока сечением до 2 мм.
Рекомендации по сварке чугунных изделий
Высокие требования выдвигаются к подготовке свариваемой поверхности:
- Дефекты удаляются механическим или ручным способом. Трещины рекомендуется разделать на всю глубину их залегания, а концы закруглить.
- Места сварки очищаются угловой шлифмашинкой от окалины и других посторонних включений.
- Масляные пятна с поверхности устраняются пламенем газокислородной горелки или с помощью растворителей.
Электросварка чугуна выполняется в нижнем положении из-за его повышенной жидкотекучести. Категорически запрещено принудительное охлаждение – ведет к образованию трещин. Варить нужно вразбежку отдельными валиками, не допуская перегрева. Чтобы предупредить вытекание металла, используются графитовые подложки.
Также применяется метод отжигающих валиков – при наложении 2-го и последующих первые швы прогреваются повторно и остывают медленнее, что позволяет снизить степень отбеливания и получить более мягкий сплав.
При охлаждении в сварном соединении возникают напряжения, которые можно частично снять путем проковки швов после сварки. Удары наносятся молотком весом до 1,5 кг с закругленным бойком непосредственно по шву. Поскольку чаще всего при ремонте чугунных изделий производится многопроходная сварка, проковке подвергаются все валики кроме первого – из-за ударов в нем могут образоваться трещины.
В случае протечки автомобильного коллектора или трещины в трубе из чугуна обращаются за помощью к сварщику. Но в отличие от низкоуглеродистых сталей, чугун сваривается гораздо хуже. Частыми дефектами выступают поры на поверхности шва, а после проведения сварочных работ можно услышать потрескивание изделия, которое свидетельствует об образовании микротрещин в околошовной зоне. В промышленных условиях этот металл, с высоким содержание углерода, соединяют с предварительной подготовкой изделия, подогревая материал индукционными токами, и обеспечивая его плавное остывание. Но как решить проблему в быту? Сварка чугуна электродом в домашних условиях осуществляется обычным инвертором. Получить качественное соединение возможно, правильно подготовив поверхность изделия и верно выбрав режимы сварки.

Как варить чугун дома
В домашних условиях сваривать чугун можно инвертором или трансформатором, работа которого дополнена преобразователем, выдающем на держатель постоянный ток. Это содействует качественному проплавлению основного металла, и уменьшает брызги при горении дуги.
Сварочный процесс, выполняемый в гараже или во дворе, можно провести двумя способами. Если требуется заварить трещину в коллекторе или устранить раковину на изделии, то можно воспользоваться холодным методом. Это означает проведение сварочных работ без предварительного подогрева металла. Дефектное место очищается от окислов и грязи. Если трещина узкая (менее 1 мм ширины), то необходимо запилить ее тонким диском болгарки. Это позволит глубже затечь расплавленному металлу, и усилит структуру шва. Холодный метод применяется на не ответственных соединениях, которые после восстановления не будут испытывать серьезных нагрузок.
В случае ремонтных работ на чугунных шестеренках, где откололся зуб и требуется его наплавка, или при сваривании между собой двух отдельных чугунных деталей, необходим предварительный подогрев изделия до 350 градусов. Этот метод сварки чугуна называется полугорячим. Свариваемый элемент можно положить в горн с жаром от твердого топлива. Через 20 минут можно его извлечь и начинать сварочные работы.
Альтернативным способом разогрева может послужить паяльная лампа (на керосине), или горелка с пропан-кислородным пламенем. Предварительный подогрев изделия поможет сгладить перепад температур между материалом и расплавленным присадочным металлом. Это минимизирует последующее появление трещин, и предотвратит образование цементитов, затрудняющих последующую шлифовку шва. Данный метод используют в тех случаях, когда требуется качественное соединение, способное переносить нагрузки при эксплуатации.
Для получения максимального эффекта от подогрева, необходимо обеспечить и плавное остывание изделия после сварки. В домашних условиях чугунную деталь можно засыпать золой от печи или сухим песком. Пользоваться конструкцией следует только после полного остывания.
Какие выбрать электроды
Для сваривания чугуна инвертором требуются специальные электроды, состав проволоки которых будет хорошо взаимодействовать с основным металлом, и препятствовать выделению углерода и образованию пор. В этом отношении отлично зарекомендовали себя следующие марки:
В их состав добавляется никель и медь, что препятствует высвобождению углерода. Дополнительно, растяжимые свойства этих примесей содействуют более прочному шву, способному переносить нагрузки на разрыв и излом.
Если нет возможности приобрести электроды для сварки чугуна, а ремонтные работы ждать не могут, то их можно изготовить самостоятельно. Для этого, на обычные электроды (Э-46, АНО-21) наматывают медную проволоку. Витки укладывают плотно друг ко другу одним слоем. Начинать намотку необходимо от конца электрода, который будет гореть. Диаметр медной проволоки значения не имеет, и может составлять от 0,5 до 1,0 мм. При горении электрической дуги плавится стержень самого электрода и намотанная медь, а обмазка электрода будет защищать сварочную ванну от внешней среды.
Настройки аппарата
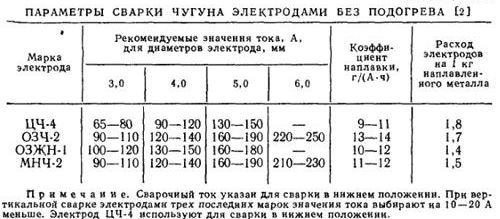
Чтобы качественно заварить изделие из чугуна дома, требуется правильно установить настройки на сварочном аппарате. В зависимости от марки электрода и его диаметра, сила тока на инверторе выставляется по таблице ниже:
Эти параметры хорошо подойдут для сварки чугуна в нижнем положении. Если требуется наложение шва на вертикальной трубе, то значение силы тока необходимо уменьшить на 15-25 А. Это не даст стекать расплавленному металлу и позволит сформировать шов.
Технология сварки
Правильно сварить детали из чугуна в домашних условиях, как показано на видео, реально. Но для этого важно соблюсти все требования по подготовке материала и ведению шва. В это включается:
В случае толстых пластин выполнить разделку кромок под 45 градусов. Это производится болгаркой или на точильном станке. Если работать предстоит с трещиной, то осуществляется ее углубление тонким абразивным диском, и просверливание концов дефектного участка.
При тонком материале (3 мм и меньше) подкладывается графитовое основание. Это не даст вытекать расплавленному металлу с обратной стороны.
Изделие очищается от мусора и пыли. После чего выполняется его разогрев паяльной лампой, или иными способами.
Когда нужная температура достигнута, начинается сварочный процесс. Кроме случаев заварки трещин или раковин, требуется поставить прихватки, фиксирующие стороны конструкции. Количество прихваток должно быть на 20% больше, чем при аналогичной работе с малоуглеродистыми сталями, ввиду их слабой удерживающей силы из-за образования трещин.
Первый шов ведется быстро и без поперечных колебаний электродом. Если длина соединения более 100 мм, то лучше наложить шов в несколько заходов с разных сторон (например, по 50 мм от каждого края или начала предыдущего шва). Это позволит равномерно прогреть изделие и не перекалить его отдельные части.
При толстых пластинах требуются многопроходные швы. После первого слоя, можно делать колебательные движения электродом, для расширения границ шва и лучшей связки металлов.
Отделение шлака необходимо производить после каждого прохода. Это позволит избежать непроваров и перекрыть поры, образовавшиеся в нижнем шве.
После окончания сварочных работ изделие нужно засыпать сухим песком и дать полностью остыть.
Сваривание чугуна инвертором, или аппаратами на постоянном токе, проводится довольно успешно в домашних условиях. Для этого важно выбрать специальные электроды, правильно настроить аппарат, и вести сварку так, чтобы не перегревать отдельные участки. Ввиду текучести чугуна, желательно потренироваться в ведении шва на нерабочем аналогичном материале, перед основными работами на изделии.
Поделись с друзьями
Этот сайт для всех, кого интересует кузнечное дело, ковка и сварка. В частности:
1. Для тех, кто сам хочет освоить ковку и сварку,
может быть даже заниматься ковкой и сваркой металла в домашних условиях. Интересные и полезные статьи о художественной ковке и сварке, красивые и поучительные фотографии ковки. (Страница Кузнечное дело и рубрики: Кузница. Металлообработка. Кованые изделия. Ковка- книги. Обучение ковке. Основы сварки, обучение. Блог кузнеца )
2. Для тех, кто хочет купить или заказать изделия
художественной ковки, кованые изделия, элементы и т.п. кроме оружия). На сайте есть статьи о стилях ковки, обзоры изделий и контакты кузнецов, сварщиков и кузнечно-сварочных фирм. (Рубрики Кованые изделия. Ковка- книги. а также Каталог кузнецов.)
3. для тех, кто хочет купить сварочное оборудование:
трансформатор, инверторный сварочный аппарат, полуавтомат, дизельный или бензиновый сварочный генератор- на этом сайте вы найдете обзоры сварочного оборудования (раздел Инструменты для сварки )
4. Для тех, кто просто так или иначе имеет интерес
Внимание, только СЕГОДНЯ!sovetskyfilm.ru
Электросварка чугуна с помощью электрода в домашних условиях
Сварить чугун сложно, но возможно. Сварка чугуна электродом в домашних условиях чем-то похожа на подбрасывание монеты. Одна попытка может дать отличный результат и усыпить бдительность, другая — закончиться из рук вон плохо. Почему так происходит? Всё дело в том, что не только различные виды чугуна свариваются по-разному, но даже детали из одинакового материала могут быть непредсказуемы. История эксплуатации отливки, среда, в которой она пребывала — всё имеет значение.
Любительское исполнение работы может сэкономить время и деньги, но если речь идёт о критически важных вещах, то мудрым решением будет поручить дело специалистам с профессиональными сварочной установкой.
Для работ с чугуном важно знать правильный алгоритм, необходимый для получения качественного результата. До начала самих работ нужно:
- определить сплав;
- очистить деталь;
- обеспечить необходимый предварительный нагрев.
Определение сплава
Чугун — это сплав железа с углеродом, высокое содержание последнего (обычно 2—4%) придаёт материалу характерную твёрдость. Однако твёрдость эта достигается за счёт пластичности. Она значительно ниже, чем у сталей или кованого железа. Циклы нагрева и охлаждения во время сварки вызывают расширения и сжатия отливки, создавая напряжения в металле. Чугуны не растягиваются и не деформируются под нагрузкой, а трескаются, что делает их чрезвычайно трудносвариваемыми материалами. Эта их свойство может быть купировано путём добавление в сплав различных примесей.
Чугуны разнятся по свариваемости.
- Серый. Наиболее распространён в промышленности. По структуре похож на железную губку, поры которой заполнены графитом. Он сравнительно пластичен и лучше сваривается. Тем не менее он представляет собой проблему даже у опытных сварщиков: графитовые хлопья в составе серого чугуна могут попасть в сварочную ванну и сделать шов хрупким.
- Белый содержит углерод в виде цементита, без присутствия чистого графита. Цементит — очень твёрдая и хрупкая кристаллическая структура. Белый чугун считается несвариваемым.
Очистка деталей
Среда, в которой пребывала отливка, влияет на свариваемость не меньше марки сплава из-за впитывающих свойств чугуна. Например, выхлопные коллекторы, подвергавшиеся много лет воздействиям продуктов сгорания под нагревом, будет очень трудно сварить. Вне зависимости от марки сплава и происхождения нужно полностью очистить отливку в области сварного шва — удалить краску, жир, масло, окалину. Полезным будет осторожно и медленно нагревать место сварки в течение непродолжительного времени, чтобы выпарить летучие примеси из обрабатываемой зоны.
Предварительный нагрев
Все чугуны подвержены растрескиванию под напряжением. Регулирование температуры — единственный способ предотвратить трещины. Создание сварного шва, с точки зрения тепловых процессов, состоит из трёх шагов:
- предварительного нагрева;
- ввод тепла;
- медленного охлаждения.
Основная задача теплового контроля — управление расширением. Напряжений в металле не возникает, когда весь объект нагревается или расширяется одновременно и с одинаковой скоростью. Риск появления трещин велик в случае, если тепло локализовано в небольшой околошовной зоне. Предварительный нагрев снижает тепловой градиент между телом отливки и местом сварки. В теории более высокотемпературные методы сварки требуют повышения температур предварительного нагрева. Если последний нет возможности обеспечить, лучшей стратегией будет минимизация теплового ввода — применять методы сварки при низкой температуре легкоплавящимися электродами.
Скорость охлаждения — ещё один фактор, оказывающий непосредственное влияние на возникновение напряжений в сварной зоне. Быстрое охлаждение за счёт сокращения остывающей зоны порождает хрупкие, легко трескающиеся швы.
Электросварка
Электродуговая сварка в качестве расходного материала предполагает электрод, покрытый флюсом. Есть несколько видов электродов, пригодных для такого вида работ: на основе чугуна, легированной стали, из медных и никелевых сплавов. После механической обработки будущей сварной зоны (торцевания, сверления отверстий в местах окончания трещин, соединения деталей крепежом) следует выбрать такую последовательность сварных проходов, чтобы обеспечить равномерный и минимальный нагрев всей детали. Перед каждым следующим проходом шву нужно дать остыть. Во время ожидания охлаждения можно его обстучать — это уменьшает напряжения в металле.
Поскольку применяемые электроды прочнее обрабатываемого чугуна, нет никакой необходимости делать особенно толстые швы. Последнее также помогает уберечь место сварки от тепловых деформаций. Следует избегать резких охлаждений, пользоваться для этого водой допускается только с большой осторожностью и в исключительных случаях.
Для описанных выше работ актуальны все требования к технике безопасности проведения сварочных работ и правила безопасной эксплуатации электрического оборудования.
tokar.guru
Сварка чугуна своими руками | Строительный портал

Сварка большинства видов сталей в домашних условиях особого труда не представляет при наличии необходимого оборудования. Но если вы планируете сварить чугун, который является наряду со сталью основным конструкционным материалом, то могут возникнуть некие сложности. Основная неудача при процедуре сварки чугуна своими руками состоит в низком качестве сваренного соединения, что объясняется насыщенной закалкой металла в области сварного шва -другими словами с увеличением хрупкости чугуна в этой области и появлении трещин.
Содержание:
- Чугун как сплав
- Особенности сварки чугуна
- Подготовка к работе
- Разновидности сварки чугуна
Чугун как сплав
Чугун известен как железоуглеродистый сплав, в нем содержание углерода больше – от 2 до 6%. Подобное высокое содержание углерода провоцирует то, что углерод в чугуне, в отличие от стали, находится в свободном состоянии. В чугуне также присутствуют кремний, сера, марганец и фосфор, при этом фосфора и серы в чугунном материале больше, нежели в стали. В легированном чугуне содержатся добавки молибдена, ванадия, никеля и хрома.
Например, углерод в самом распространенном и применяемом сероватом чугуне существует в виде включения графита (вспомните, что чугун мажется), которое и обуславливает его нехорошую свариваемость. Также углерод может присутствовать как цементит. И зависимо от вида добавок различают белый, серый и ковкий чугун.

Долговечность черного металла, к которым причисляют и чугун, делает его лучшим материалом для создания решеток, ворот, а также предметов украшения дома. Чугунные батареи и трубы, которые сегодня можно отыскать практически в каждом доме, хоть и заменяют современными вариантами, и цена сварки чугуна падает, но ценность данного материала не уменьшается от этого.
Особенности сварки чугуна
Чугун является широко применяемым конструкционным материалом, который отличается дешевизной, высокой обрабатываемостью и хорошими литейными свойствами. Но высокая хрупкость и низкая прочность чугуна провоцируют выход из строя в процессе эксплуатации многих деталей, изготовленных из него.
Сварщики-практики полагают, что плохая свариваемость чугуна объясняется строением структуры материала в изломе. Чугун, который имеет тонкодисперсный излом серого окраса, сваривается легче, чем чугун, у которого излом отличается крупнозернистой структурой и темный цвет. Сварке фактически не поддаются промасленные чугуны и чугуны, которые подвергались воздействию брутальных сред.
По своему химическому составу, физическим свойствам и структуре чугун относят к ограниченно свариваемым сплавам. Поэтому всегда нужно учитывать следующие особенности сварки чугуна:
- Чугун – жидкотекучий материал, поэтому его сварку осуществляют в нижнем положении.
- При выгорании углерода в сварном шве образуются поры.
- Низкая пластичность металла приводит к существенным внутренним напряжениям и возникновению закалочных структур, которые способствуют образованию трещин.
- В расплавленном состоянии чугун окисляется с формированием тугоплавкого окисла, температура плавления которого выше, чем у чугуна.

Главная сложность, которая зачастую сопровождает электросварку и ручную дуговую сварку чугуна, – возникновение холодных трещин. Специалисты, которые работают с данным материалом, тщательно изучают общий состав чугуна, наличие и долю углеродных вставок. Подобрав правильный режим работы, получится избежать неприятных последствий.
К технологическим мерам, которые направлены против появления трещин, относят: предупреждение перегрева чугуна при сварке, что достигается использованием электродов малого диаметра, проведением сварки малым током или вразброc; уменьшение напряжений, которые возникают в результате усадки металла швов или наплавки, получаемых проковкой в горячем состоянии и уменьшением объема наплавленного чугуна.
Подготовка к сварке
Помните, что непосредственно до сварки, несмотря на метод сварки чугуна, нужно всегда делать подготовку кромок деталей, что соединяются, или разделывать дефектные места. Кромки скашивают вручную с помощью слесарного зубила или переносного наждачного круга с гибким валом. Для избегания отколов чугун нужно срубывать тонкими слоями, потому что толщина стружки должна быть не больше 0,8-1 миллиметра.
Разделывают дефектные места до незапятнанного металла с использованием зубил, шаберов, шарошек, сверл, размеры которых зависят от габаритов недостатка, формы изделия и необходимости создания комфортных условий для работы.
При процессе разделки дефектных мест на деталях из чугуна нужно соблюдать следующие правила:
- Ведут строго разделку по трещине.
- Засверливают несквозные трещины на расстоянии 10 миллиметров от их концов сверлом, который имеет поперечник на 1-2 миллиметра больше ширины трещины, и до металла их вырубают.
- Сквозные трещины нужно разделывать с одной или двух сторон, все определяется толщиной металла и удобством проведения разделки.
- На трещины, которые друг от друга расположены слишком близко, принято наваривать заплатку, как на пробоины.

При проведении заварочного ремонта пробоины ее края нужно сгладить, срубая остроугольные выступы зубилом. Поверхность детали зачистите на расстоянии 30 миллиметров от краев пробоины с помощью наждачного круга. Потом вырежьте из низкоуглеродистой листовой стали заплатку нужной толщины и формы. Заплатка должна перекрывать любую пробоину со всех боков на 15-20 миллиметров.
Для уменьшения напряжений, которые возникают в материале при процессе сварки чугуна в домашних условиях, нужно у заплатки отбортовать края на угол 30 градусов. Заплатку помещают на изделие отбортовкой к чугунному материалу и приваривают внахлестку.
Разновидности сварки чугуна
Электродуговую сварку чугуна в критериях производства осуществляют жарким способом, в рамках которого свариваемые детали предварительно нагреваются до температуры 650 градусов по Цельсию. Существует и холодный способ, когда перед сваркой детали нагревают всего лишь до температуры 250 градусов или не нагревают вообще.
Горячая сварка чугуна
Технология горячей сварки чугуна намного сложнее холодного решения, однако она помогает избавиться от риска формирования трещин в переходных областях швов. При сварке старайтесь равномерно прогревать поверхность изделия, потому что причиной разломов и трещин становится чрезмерно большая разница температур основного элемента и шва.
Перед нагреванием деталей их следует закрепить в жестком каркасе, чтобы устранить напряжение, которое может привести в процессе сварки к возникновению трещин. Если нагрев чугунных изделий носит местный характер, то не обязательно использовать жесткий каркас. Детали принято нагревать при помощи установок индукционного нагрева с использованием токов промышленной частоты. Помимо этого, вы их можете нагреть в горнах, используя пламенные горелки или паяльные лампы.
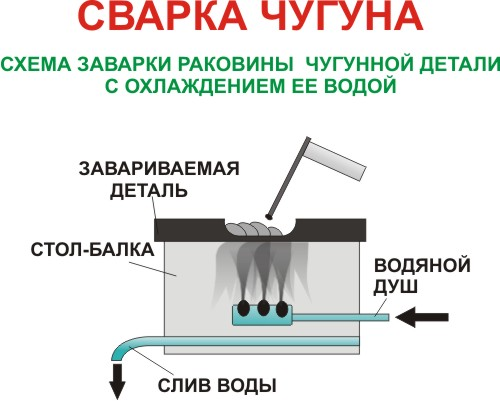
При заварке дефектов, что располагаются на краях детали или сварке сквозных трещин, рекомендуется использовать графитовые формы, что предотвращают вытекание из сварочной ванны жидкого металла. Формы принято готовить с помощью графитовых пластинок, которые соединяются формовочной смесью, состоящей из кварцевого песка, что смочен жидким стеклом. Подогрев делают с целью, чтобы равномерно происходило охлаждение готового изделия для предотвращения возникновение трещин.
Непосредственно перед сварочными работами нужно подготовить дефектное место — тщательно очистить от пыли и грязи и разделить для образования полостей для обеспечения хорошего доступа для манипулирования электродами в зоне сварки.
При работе строго следуйте технологии сварки чугуна: соблюдайте объем расплавленного чугуна во время сварки и размешивайте его концом присадочного стержня или электрода. Охлаждать деталь стоит постепенно. Заваренное место не должно слишком быстро остывать, его стоит засыпать древесным углем, сухим горячим песком или охладить в печи. Мелкие детали остывают 3 - 40 часов, более крупные - до 5 суток.
Для защиты и раскисления ванны применяют флюсы на борной основе – к примеру, техническую безводную буру, прокаленную при температуре 400 градусов. Данный способ сварки на сегодняшний день считается по качеству самым совершенным. Однако имеет горячая сварка чугуна и свои недостатки – тяжелые условия труда и кропотливость процесса.
Холодная сварка электродами
В обыденных условиях, когда отсутствует особое нагревательное оборудование, а необходимость проведения сварки металла носит эпизодический нрав, подходящей является процедура прохладной сварки чугуна особыми электродами. Для этого широко используются электроды ОЗЧ-2 со стержнем из меди, что покрыты особым составом, а также электроды МНЧ-2, стержень которых выполнен из сплава никеля, железа, меди и марганца.
Металл, который наплавляется электродами МНЧ-2, обработке резанием лучше поддается, но подобные электроды являются очень дефицитными и дорогими. Дешевыми являются электроды ОЗЧ-2, их просто изготовить без посторонней помощи, просмотрев видео о сварке чугуна.
Электрод ОЗЧ-2 – это медный стержень, который имеет электродное покрытие, содержащее 50% металлического порошка, 27% мрамора, 7% плавикового шпата, 4,5% кварц, 2,5% ферромарганца, 6% ферротитана, 2,5% ферросилиция, 0,5% соды. Не пугайтесь большого числа компонент, потому что при изготовлении самодельного электрода можно использовать готовое покрытие.
Порядок создания электродов для сварки чугунного материала следующий. Зачистите отрезки медной проволоки перед нанесением на изделие покрытия и обезжирьте любым органическим растворителем. Сколите покрытие с железных сварочных электродов, размельчая его и соединяя в соотношении 1:1 со стальным порошком или небольшими железными опилками.
После этого перемешайте все кропотливо с водянистым стеклом. Вертикально в полученную сметанообразную смесь обмокните отрезки проволоки из меди и извлеките их медлительно из обмазочной массы, чтобы избыток успел стечь. В данном случае толщина слоя покрытия должна быть не меньше 1,5-2 миллиметров. Электроды сначала сушат в вертикальном положении на воздухе, а затем при температуре 250 градусов по Цельсию прокаливают, используя для этого, к примеру, духовку плиты.
Сварку чугуна самодельными электродами проводят недлинной дугой, используя при этом неизменный ток — на оборотной полярности. Неотклонимыми являются перерывы для остывания металла до температуры 50 градусов. При поперечниках электродов 3-5 миллиметров значение сварочного тока достигает 90-180 Ампер. Чтобы обеспечить высококачественную сварку, шов необходимо накладывать маленькими участками, что имеют длину по 30-50 миллиметров, и проковывать сходу после сварки, это предупреждает появление в сварном шве трещин.

Если у вас совсем нет времени для создания электродов, то помните, что в бытовых условиях хорошие результаты обеспечивает сварка чугуна с помощью комбинированных медно-стальных электродов. Последние изготавливают, навивая поверх электродов с покрытием, созданных для варки стали, спираль из латунной или медной проволоки, что имеет поперечник 1,5-2 миллиметра. Масса подобной спирали должна в 4-5 раз быть больше веса железного стержня электрода.
При использовании комбинированных электродов по технологии холодной сварки чугуна нельзя сильно разогревать свариваемые детали из чугуна, поэтому процесс проводят на малом сварочном токе небольшими участками «вразброс» с проковкой молотком приобретенных швов и перерывами для остывания обрабатываемого изделия.
Газопламенная сварка чугуна
Несмотря на существование многих способов сварки чугуна, самым надежным остается газовая сварка, которая позволяет добиться качественной наплавки, которая будет сходна по свойствам с основным материалом. Подобную методику, как правило, используют с целью устранения повреждений, к примеру, прикрепления оторванной части конструкции, восстановления поврежденного отверстия.
При проведении газопламенной сварки просто выполнить более равномерный и неспешный нагрев или остывание детали из чугуна. В итоге на границах шва и в металле шва создаются для графитизации углерода более подходящие условия, сводится к минимуму возможность возникновения внутренних напряжений.
Но обычно технология ручной дуговой сварки чугуна газом предполагает проведение обогрева изделия. Проводят местный обогрев пламенем горелки перед рабочим процессом. В качестве присадочного металла принято употреблять литые чугунные прутья. Ведут сварку обыкновенным или науглероживающим пламенем, используя флюсы из буры или консистенции: 56% буры, по 22% поташа и соды.
Отличный результат демонстрирует сварка чугунного материала газовым пламенем с использованием прутьев из латуни, температура плавления которой ниже, чем у чугунного материала. Процесс проводят с участием флюса из буры или борной кислоты и буры, которые взяты в равном количестве. Кромки трещин, что разделаны под угол 80 градусов, нужно нагреть до температуры 900 градусов, посыпать флюсом и с использованием латунного прута облужить кромки. Всю разделку после этого необходимо заполнить латунью, не расплавляя чугун.
Таким образом, чугуном называют сплав железа с углеродом, содержание которого составляет 2 - 6,7%. Именно подобный состав обуславливает возникновение трудностей при сварке чугуна. В связи со значительной трудоемкостью данного процесса, особенно это касается крупногабаритных изделий, рекомендуется учитывать особенности сварки деталей из чугуна и преимущественно пользоваться технологией холодной сварки.
strport.ru
|
При выполнении сварных работ в домашних условиях применяют в основном два вида сварки: газовую и ручную электродуговую сварку. Эти два вида сварки отличают наиболее качественным сварным швом при соединении неразъемных деталей металла. В свою очередь существует несколько видов сварных соединений получаемых при использовании газовой и электродуговой сварки: - стыковой шов, используемый для соединения деталей отличающихся по толщине друг от друга; - угловой шов применяется при необходимости соединения двух разных плоскостей для образования угла; - тавровый шов, это ничто иное, как переваривание торца одного изделия к поверхности другого;
а также пробочные и с накладками. При сваривании изделий из чугуна применяются различные виды стыковочных швов. Сварка же этого металла осуществляется, как горячим методом, так и холодным. Горячий вид сварных работ требует прикладывания достаточное количество усилий и считается трудоемким. Для выполнения горячей сварки необходимо произвести формовку деталей, их очистку от различного вида загрязнений и предварительный нагрев до 700С. После подготовительных этапов, выполняется сварка чугуна и последующее охлаждение. Сваривание чугуна при помощи холодной сварки не требует масштабных подготовительных работ, нужно только отчистить детали и разделить кромки свариваемого металла, после чего выполняется сварка и проковка. Проковывать детали после холодной сварки обязательно нужно, так как если этого не сделать, то могут появиться трещины около выполненного сварного шва. Электроды для сварных работ холодной сваркой используется следующие:
Для качественного проведения сварочных работ по чугуну применяется как переменный, так и постоянный ток, сила которого рассчитывается исходя из 1 миллиметра используемого электрода. Так на 1 миллиметр электрода необходимо подавать примерно 70-80 А тока. Все проблемы, которые возникают, при сварке чугуна возникают из-за того, что металл имеет низкую стойкость к образованию трещин сварного шва, а также очень сложно подвергается обработке. Поэтому не стоит пренебрегать подготовительными работами и выполнять все виды сварки по чугуну, учитывая характеристики данного металла.
|
3g-svarka.ru
Сварка чугуна инвертором - Сварочные работы дома - Каталог статей

Для получения особо прочных и качественных соединений чугуна. рекомендуется соединять одинаковые металлы по своим характеристикам и однородности состава. Для обеспечения качественного сварного шва без растрескивания и отбеливания участков на месте проведения сварочных работ, для их выполнения применяют инвертор.
Лучшим способом для сварки и обеспечения качественного соединения считается сварка. выполняемая при прогреве чугуна и последующем охлаждением. При ручной дуговой сварке изделий из этого металла, применяют сварочный инвертор наряду с трансформаторно-выпрямительным оборудованием. При выполнение сварных работ по чугуну при помощи инвертора особое внимание следует уделить выбору электродов для сварки.
1.Чугунные электроды. изготавливаемые из прутков литого чугуна с тонким покрытием, имеющие свою длину до полуметра, наилучшим образом подходят для мощных инверторов с функцией наплавления.
2.При использовании электродов с покрытием из ванадия или карбидных соединений, способствует получению сварного шва ферритного типа, при использование этого вида сварочных электродов требуется дополнительный прогрев металла до 300С.
3. Особым видом, по мнению специалистов, считаются стальные электроды с покрытием из графита. Так как это самый проблемный вид электродов для выполнения сварки чугуна. Не смотря на его относительно дешевую себестоимость, придется приложить значительные усилия для получения сварного шва. Так как сам шов получается неоднородным и имеет в своем составе достаточно высокое количество цементита, а это в свою очередь может привести образованию трещин при термическом воздействии. По этому этот способ применяют на практике крайне не часто.
4. При использовании электродов, в основе которых лежит медь, получается шов с медным сплавом. Для достижения оптимального количества меди в сплаве при использовании инвертора, используется медный стержень и порошок, подсыпаемый по мере необходимости в процессе работы.
5. К одной из наиболее больших групп электродов для инверторной сварки чугуна, относятся электроды на никелевой основе. Данный вид позволяет получить прочные соединения, которые с легкостью можно обрабатывать механическим методом. Необходимо по завершении работ осуществить проковку. Нужно отметить, что при данном виде сварки проковка выполняется очень легко и быстро, по сравнению с другими видами работ.
Как варить чугун электросваркой. Сварка инвертором
Чугун в быту применяется повсеместно, начиная от батарей и других сантехнических элементов, заканчивая конструкциями заборов, деталями автомобилей и станочного оборудования. Трудности начинаются, когда речь заходит о сварке этого металла. Сварка чугуна электродом в домашних условиях – работа не из легких. Если с обычными сталями можно работать без особо тщательной подготовки, то просто наварить шов на чугунную деталь, без предварительной подготовки, очень сложно. Несоблюдение основных технологий может привести к перекалке металла, а значит повышению хрупкости и другим проблемам. Давайте разберем как заварить чугун дома, с помощью инвертора.
Содержание
Особенности сварки чугуна, виды чугуна
Опытные сварщики могут определить свариваемость чугуна всего по раз
резу. Считается, что если структура металла мелкодисперсная и приближенная к серому цвету, то такой чугун можно сварить намного легче, чем крупнозернистый металл темных оттенков. Если мы говорим про сварку деталей, которые находились в масляной среде или были подвержены регулярному окислению в водной среде, грунте или других подобных условиях, то такой сварочный материал не подойдет.Так, как чугун – метал с ограниченно свариваемый материал, то стоит принять во внимание следующие его особенности:
- Металл – жидкотекучий, поэтому основное и единственно верное сварное положение – нижнее.
- Если не соблюдать температурные режимы и перекалывать металл, то при выгорании углерода будут образовываться поры.
- Низкая пластичность и несоблюдение температурных режимов — основные причины возникновения напряжения, в местах сварных соединений.
- Расплавленный чугун может создавать окислы, которые будут иметь более высокую температуру плавления, чем исходный металл.
Главная проблема, с которой вы можете столкнуться — образование трещин в местах сваривания при остывании детали.
Методы сварки чугуна
Подготовка чугуна для сварки инвертором холодным методом
17 October 2009 - 20:42
Members 5463 сообщений
- Город: Челябинск
Ремонт тисков, или Сварка чугуна
Купил тут на блошином рынке оригинальные тисочки. По конструкции как станочные , но совсем мелкие. И еще наковаленка на одном из концов. Они и сами по себе интересные, но хотелось бы применять по назначению. Состояние так себе. Снаружи сплошная ржавчина, но неглубокая. Все в принципе чистится и восстанавливается, но есть одна нехорошая вещь. Между губкой и кронштейном трещина, на одной губке небольшая, но на второй примерно на 2/3 толщины заготовки. Расположение трещин таково, что поставить укрепляющие винты проблематично. И еще подозреваю что трещины внутри тоже ржавые.
Возникла мысль попробовать их сварить. По трещинам болгаркой пропилить паз глубиной несколько миллиметров, затем проварить. Так как со сваркой чугуна дела не имел, какие отличия от сварки обычной стали не знаю. Аппарат инвертор. Электроды подойдут обычные, или надо специальные? Если специальные, то какие марки из распространенных? Сама технология сварки имеет отличия ? Насколько вообще результативна эта затея?
Фото сей момент нету, но при случае сделаю.
Оформление заказа
Посмотреть отзывы покупателей
Сварочный инвертор 4000 - бытовой аппарат для сварки конструкционных и нержавеющих сталей, а также изделий из чугуна. Gys inverter 4000 является облегченным вариантом сварочного инвертора gysmi 161 .
- Используемые электроды: базовые, рутиловые, по нержавейке, по чугуну
- Небольшой вес и компактный корпус
- Функции, обеспечивающие качественную сварку: Arc Force, Anti Sticking, Hot Start
- Постоянная мощность сварки
- Мягкая плавка и хорошее проникновение
- Стабильная сварка даже в сетях с нестабильным напряжением
- Защита от перегрева и перепадов в сети
- Может работать от бензогенератора 6Квт
Технические характеристики инвертор 4000: 
- Напряжение питания 230В±15% 50Гц
- Сетевой автомат 16А
- Регулировка сварочного тока 10-160А
- Напряжение холостого хода 70В
- ПВ: 130А-60%; 150А-40%
- Диаметр электродов 1,6-4,0мм
- Толщина свариваемого металла 1,5-10,0мм
- Класс защиты IP21
- Габариты 14,5х25,8х17,8см
- Вес 4,9кг
- Комплектация: Gys Inverter 4000, сварочные кабели, кейс, гарантия, инструкция на русском
Производитель GYS, Франция
Хороший агрегат,за год ни одной проблемы, только вот сперли его гады,куплю такой же.
Электроды для сварки инвертором
Сварочные работы были популярны всегда. Если вы выполняете сварочные работы, а условия не стабильные, то лучше всего воспользоваться инвертором. Что же такое инвертор? Инвертор – аппарат для сварки, в котором происходит преобразование напряжения с помощью специального устройства. У инвертора есть большое преимущество, во-первых он не реагирует на скачки в напряжении, во-вторых шов, полученный при сварке, обладает лучшим качеством. нежели у других аппаратов. Для инверторов применяют различные сварочные электроды, причем для каждого материала специальные. Такой аппарат является очень популярным и доступным для каждого, так как прост в использовании, не прихотлив и дает отличный результат. Для инвертора существуют специальные виды электродов.
- Для сварки малоуглеродистой стали используются электроды – АНО-4 обладают рутиловым покрытием, АНО-6 с альменитовым покрытием
- Для нержавейки – ЦЛ-11
- Для сварки изделий из чугуна – ОЗЧ-2
- Для высоколегированной стали лучше всего подойдет – ЦЛ-11
- Для сварки самых популярных, углеродистых сталей подойдет несколько видов – ОЗС-4 , МР-3 , МР-3С , АНО-21 . УОНИ13/45и др.
Профессиональные сварщики часто отдают предпочтение таким маркам электродов для инвертора, как МР, ОЗС, АНО. Такие электроды обеспечат комфорт в работе. Также пользуется популярностью электрод УОНИ, но он требует правильного, специального обращения.
Представленные электроды обеспечивают высокий уровень сварочного процесса, имеют сертификаты эпидемиологических заключений. Поэтому они безопасны и доступны по демократичным ценам. Использование этих электродов обеспечит отличный товарный вид шва на любом изделии, что очень важно.
Многие профессиональные сварщики отдают свое предпочтение именно инверторам, потому что он обеспечивает экономию электроэнергии, что очень важно в сварочном процессе. Также, он достаточно легкий, поэтому работать с ним проще, чем с другими сварочными устройствами. Вообще, инвертор может варить при помощи электрода любой марки. В этом он не прихотлив, поэтому так популярен.
Выбор качественного электрода для инвертора обеспечит вам комфорт в работе, и достижение отличного результата.
Сварочный инвертор Fubag IN 160
Технические характеристики сварочного инвертора Fubag IN 160:
минимальный сварочный ток - 10 А;
максимальный сварочный ток - 160 А;
Напряжение - 220;
Мощность при нагрузке 60% - 4600;
Диаметр электрода - 1,6-4;
Вес - 4,1.
сварочный ток при нагрузке 10 % - 140;
сварочный ток при нагрузке 60 % - 70;
габаритные размеры - 310х120х225 мм;
Описание сварочного инвертора Fubag IN 160:
Предназначен для высококачественной сварки ММА,TIG низко- и среднеуглеродистых сталей, низколегированных нержавеющих сталей и чугуна.
Однофазные сварочные инверторы постоянного тока серии IN специально разработаны для периодических работ в строительстве, монтажных и ремонтных работ различной степени сложности. Благодаря уникально малой массе и габаритам они успешно применяются для работ в труднодоступных местах.
Инвертор поставляется в пластиковом кейсе и с полным комплектом принадлежностей для MMA сварки: электрододержатель с кабелем и соединителем, зажим заземления с кабелем и соединителем, кабель сетевой, ремень для переноски.
Пр-во Франция
Если у Вас возникли вопросы о характеристиках или особенностях или Вы захотите купить Fubag IN 160, позвоните нам в рабочее время по телефону. Мы постараемся дать Вам самую полную информацию по таким вопросам как цена, инструкции, отзывы, запчасти, ремонт Fubag IN 160.
Сварочный инвертор Fubag IN 160
МАСКА В КОМПЛЕКТЕ
Описание сварочного инвертора Fubag IN 160
Сварочный аппарат инверторного типа, Предназначен для высококачественной сварки низко- и среднеуглеродистых сталей, низколегированных нержавеющих сталей и чугуна.
Однофазные сварочные инверторы постоянного тока серии IN специально разработаны для периодических работ в строительстве, монтажных и ремонтных работ различной степени сложности. Благодаря уникально малой массе и габаритам они успешно применяются для работ в труднодоступных местах.
Плавкий предохранитель, А 16
Напряжение холостого хода, В 75
Сварочный ток min, A 10
Сварочный ток max, A 160
Ток при продолжительности включения Х% и t=20, А 160
Диаметр электрода min, mm 1,6
Диаметр электрода max, mm 4
Источники: 3g-svarka.ru, svarkagid.ru, www.chipmaker.ru, www.dreli.org, elektrod-3g.ru, www.skomteh.ru, www.strok.ru
sovet.clan.su