Методы сваривания и типы электродов. Электроды для нержавейки
Электроды для сварки нержавейки |
 Во время выполнения сварки очень важно обеспечить качественное соединение. Причем помимо профессионализма сварщика, на это оказывает влияние то, каков сварочный аппарат для работ, а также качество электродов. И потому важно очень тщательно выбирать этот расходный материал.
Во время выполнения сварки очень важно обеспечить качественное соединение. Причем помимо профессионализма сварщика, на это оказывает влияние то, каков сварочный аппарат для работ, а также качество электродов. И потому важно очень тщательно выбирать этот расходный материал.
Следует упомянуть и о том, что для сварки определенного металла должен применяться электрод соответствующей марки. Особую группу образуют электроды, предназначенные для сварки нержавеющей стали, которые отличаются определенными характеристиками.
Особенности сварки высоколегированной стали

Последняя стадия производства электродов для нержавейки в обязательном порядке предусматривает проведение серьезных испытаний, чтобы убедиться, что они обладают необходимым химическим составом.
Проблему придания электродам исключительных характеристик, способных обеспечить эффективность их работы, решают путем использования для них в качестве материала хромоникелевых сплавов, особенностью которых является наличие способности эффективно противостоять коррозии уже в момент создания первого слоя шва. Сварка нержавеющей стали должна проводиться с применением специального оборудования, которое обеспечит хорошо направленный ток, или же аппарата, имеющего встроенный осциллятор.
Виды электродов

- ОЗЛ-6;
- ЦЛ-11;
- НЖ-13.
Чтобы оценить все их возможности и принять правильное решение, будет полезно вначале познакомиться с их характеристиками.
ЦЛ-11
Основное назначение подобных электродов заключается в соединении хромоникелевых сталей, которые эффективно противостоят коррозии. Эти электроды предлагаются следующих марок 08Х18Н12Б, 08Х18Н12Т, 12Х18Н9Т, 12Х18Н10Т. Иными словами, ЦЛ-11 лучше всего применять тогда, когда требуется создать сварной шов, который должен удовлетворять более строгим требованиям в плане стойкости к воздействию межкристаллической коррозии. Создавать соединение при помощи подобного расходного материала можно вне зависимости от положения. Исключением лишь является вертикальное, при котором используется постоянный ток.
Электроды ЦЛ-11 рассчитаны на соединение нержавеющей стали в условиях температуры, не превышающей 450 градусов Цельсия. Важной особенностью является наличие специального покрытия, содержащего карбонаты и фтористые соединения. Среди достоинств, которыми обладают подобные электроды, следует выделить устойчивость к межкристаллической коррозии, пластичность и высокую ударную вязкость создаваемых с их помощью слов. Также этот расходный материал позволяет избежать возникновения горячих трещин, сводит к минимуму возникновение брызг металла, а также позволяет сделать аккуратный и ровный шов.
ОЗЛ-6
Применяемые для сварки нержавеющих сталей электроды подобного типа рассчитаны на сварку в условиях высоких температур с применением литейного оборудования в окислительной среде. Сами работы можно выполнять вне зависимости от положения шва за исключением вертикального. При работе с этими электродами удается создать шов, способный перенести температуру до 1000 градусов Цельсия.
Этот расходный материал может применяться для ручной дуговой сварки жаростойких нержавеющих сталей, соединение которых выполняется посредством постоянного тока. Применяемое для них покрытие характеризуется наличием карбонатов и фтористых соединений. Если говорить о положительных качествах подобного расходного материала, то следует выделить повышенную жаростойкость металла шва, невосприимчивость к межкристаллической коррозии, высокие характеристики пластичности и ударной вязкости шва, низкий уровень разбрызгивания металла и аккуратное исполнение шва.
НЖ-13
Электроды этого типа предназначены для соединения изделий из пищевой нержавеющей стали при помощи ручной дуговой сварки, предусматривающей использование постоянного тока. В то же время они подходят и для сваривания современных нержавеющих сталей, в составе которых представлены хромоникелевомолибденовые или хромоникелевые сплавы.
Важность правильного выбора
 Чтобы при работе с нержавейкой создаваемое соединение получилось достаточно качественным, следует еще до проведения работ выполнить расчеты компонентов, которые потребуется использовать для этого. Также необходимо определиться с подходящим сварочным оборудованием. Желательно иметь в наличии и специальную сварочную головку, при помощи которой можно соединять тонкостенные трубы из нержавейки. Так можно добиться высокой защиты при использовании кольцевой камеры.
Чтобы при работе с нержавейкой создаваемое соединение получилось достаточно качественным, следует еще до проведения работ выполнить расчеты компонентов, которые потребуется использовать для этого. Также необходимо определиться с подходящим сварочным оборудованием. Желательно иметь в наличии и специальную сварочную головку, при помощи которой можно соединять тонкостенные трубы из нержавейки. Так можно добиться высокой защиты при использовании кольцевой камеры.
Выбирая электрод, следует помнить о том, что он должен использоваться лишь для выполнения конкретных задач. Иными словами, не стоит соединять между собой изделия из цветного металла электродом, который изначально создавался для сваривания нержавеющей стали. Решив воспользоваться неподходящим типом электродов, вы не можете быть уверены в том, что созданный таким образом шов надолго останется прочным. Для принятия верного решения в отношении подходящего электрода для нержавеющих сталей рекомендуется вначале изучить прайс-лист предприятия-изготовителя или же ознакомиться с обучающим видео.
В то же время необходимо иметь в виду, что в продаже можно встретить электроды, у которых может присутствовать покрытие или же не быть его. Этот расходный материал может отличаться и по другим признакам: типу на плавящиеся и неплавящиеся, рабочему току, который может быть постоянным или переменным. По этой причине принимать решение в пользу того или иного электрода следует с учетом всех особенностей запланированных работ.
Технологические особенности
 Сваривая изделия из нержавейки, следует помнить о том, что создаваемое соединение отличается хрупкостью и низкой устойчивостью к коррозии. Когда металл подвергается нагреву в температурном диапазоне 500-800 градусов, наблюдается выпад карбидов хрома, что приводит к разрушению заготовки во время ее использования.
Сваривая изделия из нержавейки, следует помнить о том, что создаваемое соединение отличается хрупкостью и низкой устойчивостью к коррозии. Когда металл подвергается нагреву в температурном диапазоне 500-800 градусов, наблюдается выпад карбидов хрома, что приводит к разрушению заготовки во время ее использования.
Чтобы сталь смогла противостоять разрушающим процессам, необходимо провести мероприятия по уменьшению эффекта выпадения карбидов. Это позволит стабилизировать свойства металла на участке шва.
Принято выделять несколько методов соединения изделий из нержавейки:
- ручной;
- плазменный.
Использовать ручную сварку эффективно при условии, что свариваемый лист нержавейки имеет толщину 1,5 мм. Для более тонких заготовок следует применять ручную дуговую сварку, осуществляемую с помощью вольфрамовых электродов. Также здесь уместной будет и импульсная дуговая сварка, для которой в качестве расходного материала применяются плавящиеся электроды. Чтобы выполнить ручную дуговую сварку, можно применять такое сварочное оборудование, как инвертор. Есть сети немало видео, где рассказывается об особенностях выполнения сварки с помощью инверторного аппарата.
Задуматься об использовании плазменного метода можно вне зависимости от толщины, которую имеет нержавеющая сталь. В то же время часто применяют и плазменный метод дуговой сварки под флюсом, который получил наибольшее распространение в строительстве и промышленности. Когда изделия будут сварены, в обязательном порядке необходимо выполнить обработку металла, а помимо этого, усилить важные сварочные швы. Когда на нержавейке создается соединение, шов покрывается тонким слоем хрома, который не следует оставлять. Убрав его, можно повысить характеристики прочности соединения и решить проблему коррозии. Удалить подобный слой можно с помощью следующих методов:
- посредством воздействия высокой температурой, которая должна превышать значение в 1000 градусов Цельсия;
- за счет механической обработки, для которой используют шлифовальные материалы и инструменты;
- Помочь может и травление фосфорной или азотной кислотой. Эффект от этой процедуры будет заключаться не только в удалении слоя хрома, но и в придании шву повышенной прочности.
Несколько рекомендаций
Если вы планируете сваривать нержавеющую сталь, то вам будут полезны следующие рекомендации:
-
 особое внимание следует уделить работе по соединению заготовок, осуществляемой в температурном диапазоне 450- 500 градусов Цельсия. Подобная ситуация чревата риском образования кристаллизационных трещин, что негативным образом сказывается на прочности конструкции.
особое внимание следует уделить работе по соединению заготовок, осуществляемой в температурном диапазоне 450- 500 градусов Цельсия. Подобная ситуация чревата риском образования кристаллизационных трещин, что негативным образом сказывается на прочности конструкции. - Если сварка изделий из нержавейки выполняется долгое время в температурном диапазоне от + 360 до + 550 градусов Цельсия, то это может привести снижению пластических свойств изделия, что увеличивает его хрупкость.
- при возможности следует обеспечить минимальный шаг между прихватками, поскольку во время соединения нержавейки приходится использовать более длинные прихватки.
- еще до начала сварочных работ следует предварительно нагреть изделие до отметки 1000-1200 градусов Цельсия, после чего заготовке необходимо дать остыть на воздухе в течение 3 часов.
- чтобы получить качественный результат в процессе соединения нержавеющих сталей, следует выполнять эту операцию за минимальное время, стараясь свести к минимуму воздействие заготовки теплом. Если возникнет такая ситуация, то можно выполнить несколько проходов друг за другом, причем изделие необходимо охладить до + 100 градусов Цельсия.
Заключение
Сварка нержавеющих сталей отличается от соединения других металлов своими особенностями. Причем это касается не только использования определенного типа электродов, но и самого процесса выполнения сварки. Всем этим моментам необходимо уделить особое внимание, поскольку каждый из них может в итоге повлиять на качество создаваемого соединения. Главное, о чем следует помнить — нержавеющая сталь отличается достаточной хрупкостью, а поэтому необходимо стараться свести к минимуму длительность воздействия металлов теплом.
Источник
Электроды По нержавейке и Для нержавейки

Нержавеющие стали подразделяются на три больших категории:
- мартенситные нержавеющие стали;
- хромистые или ферритные стали;
- аустенитные стали.
Стали содержащие хром менее 12%, называются нержавеющими. Хром образует защитную пленку на поверхности металла состоящую из оксида хрома. Благодаря ней стали обладают нержавеющими и коррозиестойкими свойствами. Но при разрушении этой пленки при воздействии, каких либо химических или механических воздействий, сталь теряет свою коррозиестойкий. Но пленка оксида хрома имеет свойство восстанавливаться при взаимодействии с кислородом.
Нержавеющие стали, на сегодняшний день очень широко применяются в для изготовления посуды для пищевой промышленности, в химической и нефтехимической промышленности, а также при изготовление оборудования, которое в процессе эксплуатации подвергается воздействие высоких температур.
Сварка нержавеющих сталей производиться вольфрамовыми электродами, они имеют электрическое удельное сопротивление в шесть раз превышающие сопротивление обычных электродов. Для выполнения сварочных работ на трубах и тонких листах выбирают дуговую сварку с использованием плавящимися электродами. При выполнении сварочных работ на нержавеющей стали, плавящимися электродами в инертном газе создает импульсную дугу и позволяется сваривать весьма тонкие листы толщиной до 0,8 мм.
Существуют универсальные виды электродов подходящие для всех видов сварочных работ по нержавейки. Такие электроды из-за высокого содержания в металле, из которого изготовлен электрод хрома и никеля очень высоко и благодаря этому фактору образуются весьма прочные соединения. Следует отметить, что такие же электроды используются для сварки углеродистых сталей с нержавеющими листами. В современной промышленности нержавеющие электроды практически не заменимы для выполнения работ по легированным сталям, а также к сталям, содержащим высокое количество легирующих примесей.
Получаемый в процессе сварочных работ шов обладает высокими высокой стойкостью к межкристаллитной коррозии. При выполнение сварных работ расход сварных электродов составляет, 1 килограмм на 1,5 килограмма стали. При использовании сварочных электродов для работы с теплоустойчивыми легированными сталями позволяют получить шов способный выдержать темпера ту до 600С.
elektrod-3g.ru
Электроды по пищевой нержавейке

Наверное, каждому человеку, известно, что нержавейка – это металл, который доступен практически всем людям. Также нержавеющие сплавы превратились в неотъемлемую часть нашей жизни. Они являются частью практически любого производства и, несомненно, затрагивает жизнь каждого из нас.
Исходя из этого, электроды для сварки нержавеющей стали становятся все более популярными, поэтому современные заводы изготавливают много сортов электродов, чтобы Вы могли подобрать нужные Вам электроды, чтобы сваривание получилось качественным и долговечным.
Практически все электроды для сварки пищевой нержавеющей стали изготавливаются на российском заводе СпецЭлектрод. Взгляните на самые популярные виды электродов для сварки пищевой нержавеющей стали: ОЗЛ-8, ЦЛ-11, ЦТ-15, НЖ-13, ЭА-400/10У.
Благодаря истории, которая длится вот уже 70 лет, компания СпецЭлектрод продолжает подтверждать, что производство качественной продукции является краеугольным камнем в жизни компании. Также эта компания рекомендует использовать только те электроды, которые предназначены для сваривания определенного сорта металла. Внимательное отношение к рекомендуемым токам при сварке нержавеющего металла определенной толщины, потому что если Вы не прислушаетесь к советам профессиональных сварщиков и разработчиков, Вы можете испортить будущее изделие.
В основном электроды для сварки нержавейки адаптированы для сварки сталей марки 20Х23Н18 и 20Х23Н13. Это две очень похожие марки электродов, которые близки по своему составу. Электрода ОЗЛ-6 считаются универсальными для сваривания нержавеющих металлических изделий, чтобы в дальнейшем их использовать в пищевой промышленности. Благодаря тому, что нержавеющий металл имеет высокое содержание хрома и никеля, в результате сваривания образуется качественный сварочный шов. Также электрода ОЗЛ-6 можно применять для сварки изделий, которые в дальнейшем будут подвергаться повышенным температурам – до 1000 градусов.
Также еще есть электроды для сварки нержавейки НИАТ-1, которые обеспечивают слабое проплавление изделия. Это способствует тому, что Вы не испортите изделие, то есть оно получится без дефектов. Сварка электродами производится и на переменном токе, обеспечивающим высокое качество шва. Используйте электроды только проверенных производителей, потому что в противном случае Вам не избежать беды. Вам важно помнить, что не известные или малоизвестные производители могут продать Вам не качественный товар, которыми Вы не сможете произвести качественное сваривание.

Чтобы избегать беды, Вам обязательно нужно знать, что оформить заказ на них Вы можете, перейдя на страницу нашего сайта «Контакты». Там Вы сможете увидеть ссылки и на другие заводы, которые также производят качественные электроды. Эти заводы имеют свою историю, которая показывает высокое качество производимой продукции. Сваривая качественными электродами, Вы сможете сделать качественное изделие из пищевой нержавейки.
elektrod-3g.ru
Электроды по нержавейке | Требования, свойства, марки, достоинства – на промышленном портале Myfta.Ru
 Сварка металла в строительстве занимает особое место, поскольку очень важно соединить стальные конструкции, особенно если речь идет о нержавейке. И тут появляется вопрос о том, какими же электродами варить нержавейку. Производители электродов предлагают обширный и богатый выбор сварочных электродов для строительной промышленности. Наиболее популярными стали электроды, ЦЛ-11, ЦТ-15, ОЗЛ 6 (8).
Сварка металла в строительстве занимает особое место, поскольку очень важно соединить стальные конструкции, особенно если речь идет о нержавейке. И тут появляется вопрос о том, какими же электродами варить нержавейку. Производители электродов предлагают обширный и богатый выбор сварочных электродов для строительной промышленности. Наиболее популярными стали электроды, ЦЛ-11, ЦТ-15, ОЗЛ 6 (8).
Эти модели были разработаны специально для сварки нержавейки электродами, для тех сталей, которые работают при резких перепадах давления и температуры. Все эти электроды были подвергнуты легированию сплавами и металлом, с помощью которых образуется прочный шов, не зависящий от воздействий агрессивности рабочей среды, восьми бальных землетрясений, природных катаклизмов (цунами, смерчи)
Состав сварочных электродов по нержавейке представлен флооритно-кальциевым типом.
Главные требования к электродам по нержавеющей стали заключаются в следующем:
Во-первых, это образование стойкого воздействия от негативной среды сварочного шва. В свою очередь сварочный шов должен обязательно соответствовать всем характеристикам сварочных сталей. Электроды для сварки нержавейки подвергаются, как правило, проверке, в ходе которой выявляется соответствие несоответствие химического состава. Все электроды комплектуются и поставляются в специально для этого созданной, влагоупорной упаковке. Помимо прочего, сваривая высоколегированную сталь, электроды содействуют образованию ровного шва. Именно поэтому производители особенно внимательно подходят к вопросу по этим видам электродов.
 Электроды для сварки нержавеющей стали были созданы непосредственно в целях сварки нержавеющих и устойчивых с химической стороны сталей. Изделия из этих сталей способны выдерживать рабочую среду на уровне самых высоких температур. Чтобы повысить характеристики стержни электродов делают их хромоникелевого сплава. Данный вид материала отличается от других своим противокоррозийным свойством на стадии образования первоначального слоя шва. Кроме того, сам шов устойчив в ходе образования трещин, что является немаловажным моментом в сварке сложносвариваемых сталей.
Электроды для сварки нержавеющей стали были созданы непосредственно в целях сварки нержавеющих и устойчивых с химической стороны сталей. Изделия из этих сталей способны выдерживать рабочую среду на уровне самых высоких температур. Чтобы повысить характеристики стержни электродов делают их хромоникелевого сплава. Данный вид материала отличается от других своим противокоррозийным свойством на стадии образования первоначального слоя шва. Кроме того, сам шов устойчив в ходе образования трещин, что является немаловажным моментом в сварке сложносвариваемых сталей. Как уже было сказано ранее, наиболее востребованной маркой являются электроды семейства ЦЛ 11.
Электроды по нержавейке ЦЛ 11 предназначены для сварки коррозийно устойчивых хромоникелевых сталей. Речь идет о сталях таких марок, как 08Х18Н12Б, 08Х18Н12Т и другим, аналогичным им. В этом случае, к сварочному шву предъявлены довольно жесткие требования. Возможна сварка в любом положении в пространстве. Исключение составляется лишь вертикальное положение по направлению сверху-вниз с наличием постоянного тока и общей полярностью. Электроды серии ЦЛ 11 применяют в сварке узлов машиностроения, энергомашиностроения, в нефтяной промышленности и химической промышленности.
 Достоинства электродов ЦЛ 11
Достоинства электродов ЦЛ 11 - Стойкий металл шва по отношению к межкристаллитной коррозии
- Высокая степень ударной вязкости швов. Даже в условиях пониженной температуры.
- Заниженная склонность к состариванию швов.
- Неподатливость к образованию горячих трещин
- Низкая степень разбрызгивания материала
- Солидность товарного вида
Параметры силы тока в ЦЛ 11
 Механические и химические свойства металла:
Механические и химические свойства металла:  В процентном соотношении:
В процентном соотношении:  Одной из распространенных марок электродов по нержавейке также является Avesta. Они используются в гибкой сварке и во всех положениях шва.
Одной из распространенных марок электродов по нержавейке также является Avesta. Они используются в гибкой сварке и во всех положениях шва. Положения шва в пространстве:





Применяя данный тип электродов по нержавейке, вы обеспечиваете качественную свариваемость и устойчивую дугу. У вас не возникнут проблемы, связанные с отделением шлаков. После отделения шлака образуется аккуратный шов, что является показателем хорошей сварки. Они отлично подходят для таких сталей, как аустенитная нержавеющая сталь, в состав которой может входить молибден или отсутствовать, а также дуплексная и углеродистая сталь.
myfta.ru
Какие электроды использовать для сварки нержавеющей стали
Содержание статьи
Сварка нержавеющих труб может потребоваться не только на производстве, но и домашних условиях, ведь этот материал встречается практически езде: из него сооружают опорные конструкции, навесы, перила, дымоходы и многое другое.
Сварка нержавеющей стали
Сварка нержавеющей стали отличается некоторыми особенностями в связи с ее уникальным химическим составом, что включает хром, молибден, никель, титан, марганец. Эти добавки обуславливают высокую легированность металла, а также стойкость к возникновению коррозии.
Вернуться к содержанию ↑Важные характеристики нержавеющей стали
Сварка нержавеющей стали отличается от сваривания других металлов ввиду целого ряда особенностей, а именно:
- Низкая теплопроводность, что способствует повышенной концентрации тепла в зоне сваривания. В связи с этим подачу тока необходимо уменьшать примерно на 1/5 в сравнении со сваркой других сталей;
- Металл может деформироваться в процессе сварки ввиду высокого коэффициента линейного расширения. Между обрабатываемыми в домашних условиях деталями должны быть достаточные зазоры для литейной усадки. При отсутствии таковых изделия могут дать трещины;
- Электроды слишком сильно нагреваются по причине повышенного электрического сопротивления;
Чрезмерный нагрев стал основной причиной, по которой электроды производятся максимальной длиной 350 мм для снижения отрицательного эффекта.
- При неправильной температурной обработке нержавейка может утратить свои антикоррозионные свойства. Чтобы уменьшить межкристаллитную коррозию, изделие быстро охлаждают сразу после сваривания любым доступным способом.
Сварка нержавейки
Вернуться к содержанию ↑Какие способы сваривания существуют
Сварка нержавейки может осуществляться одним их трех методов:
- Покрытыми электродами;
- Вольфрамовыми электродами в защитной среде аргона;
- Полуавтоматом.
Технология предварительной подготовки нержавейки к свариванию схожа с подготовкой всех остальных низкоуглеродистых сталей: кромка металла зачищается стальной щеткой, а после – промывается любым доступным в домашних условиях растворителем.
Важный момент: при стыке элементов необходимо оставлять зазор для последующей усадки шва.
Вернуться к содержанию ↑Сварка покрытыми электродами: особенности и технология
Ручное сваривание покрытыми электродами, или сокращенно ММА, как еще называют этот режим, позволяет получить хорошие результаты по окончанию процесса. Это оптимальная технология сваривания для домашних условий, если не предъявляются какие-то особые требования к сварочному шву.
Сварка покрытыми электродами
Электроды в данном случае подбираются по химическому составу нержавеющей стали. Все типы электродов и правила их подбора содержит ГОСТ 10052-75. Необходимо всего лишь знать марку стали и обратиться к ГОСТу для справочной информации. Чаще всего применяются электроды следующих типов:
- ЦЛ -11;
- ОЗЛ-8;
- УОНИ-13/НЖ;
- 12×13;
- НИАТ-1.
Сварочные электроды изготавливаются по ГОСТ 9455-75, ГОСТ 10051-75, ГОСТ 10052-75.
Облегчит сварочный процесс следование таким простым рекомендациям:
- Сварку следует выполнять постоянным током с обратной полярностью;
- Использовать электроды большого диаметра;
- Сила тока должна быть уменьшена приблизительно на 1/5;
- Предварительно обеспечить охлаждение сварочного шва. Для этого можно подготовить медные пластины или обдув воздухом.
Электроды имеют высокую скорость плавления по причине пониженной теплопроводности и повышенного электросопротивления.
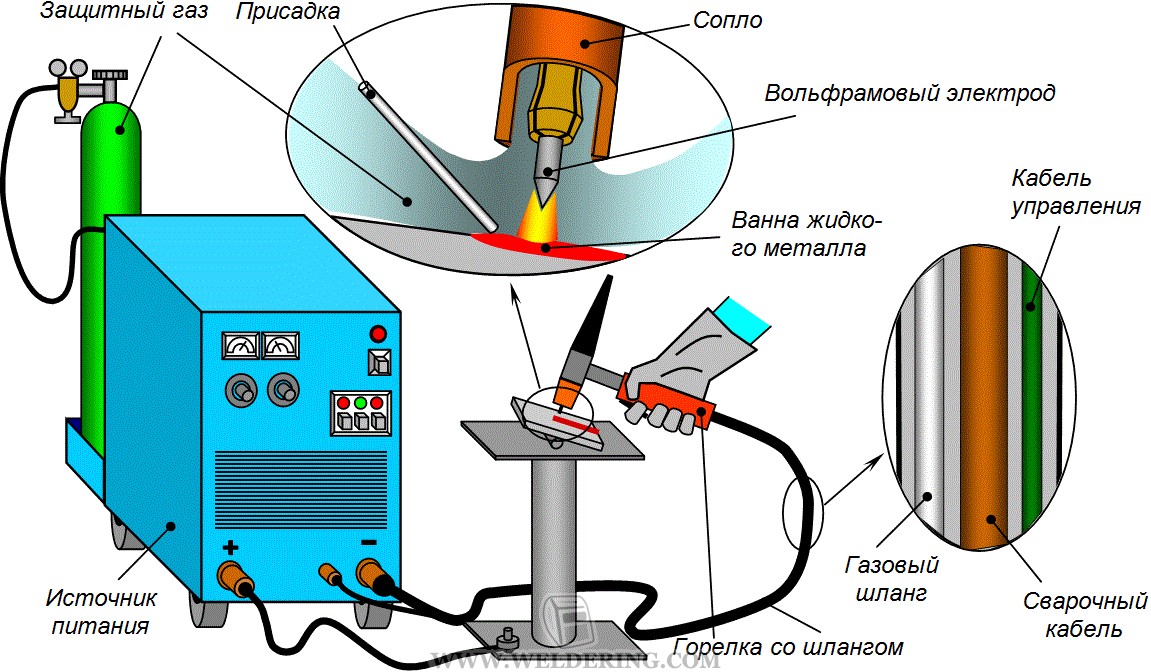
Вернуться к содержанию ↑Сварка вольфрамовыми электродами в защитной среде аргона
Технология сварки вольфрамовыми электродами в защитной среде аргона (TIG) используется тогда, когда металл слишком тонкий или к сварочному соединению имеются высокие ожидания.
Такая технология отлично зарекомендовала себя для сваривания труб, что используются для транспортировки газов и жидкостей под высоким давлением. Она обеспечивает высокие показатели прочности и надежности шва.
Сварка вольфрамовыми электродами
Особенности процесса:
- Можно использовать постоянный или переменный ток;
- В качестве присадки лучше использовать проволоку;
- Электрод необходимо направлять точно в зону стыка, чтобы не провоцировать окисление шва. Руки не должны дрожать;
- С обратной стороны шва выполняется поддув аргоном;
- Для сталей аустенитного класса необходимо охлаждение шва водой.
Важно! Чтобы продлить срок эксплуатации вольфрамового электрода, не выключайте защитный газ сразу после сварки. Сделайте это спустя несколько секунд для уменьшения окисления.
Вернуться к содержанию ↑Сварка полуавтоматом
Сварка полуавтоматом выполняется также в среде азота. Для работы необходима нержавеющая проволока, которая выпускается в соответствии с ГОСТ 2246-70. Согласно ГОСТ допускается использование 41 марки стали. Также ГОСТ устанавливает рекомендации по содержанию никеля в сплаве, который способствует улучшенному свариванию.
Сварка полуавтоматом позволяет получить высокое качество шва и хорошую производительность. Сваривание полуавтоматом хорошо зарекомендовало себя для соединения толстых деталей.
Сварка полуавтоматом
Сварка полуавтоматом может выполняться несколькими различными методами:
- Короткой дугой;
- Импульсно;
- Струйно.
Импульсная сварка полуавтоматом позволяет контролировать процесс, а поэтому используется наиболее часто. Проволока подается импульсно в виде капель, благодаря чему снижается ее расход и полностью исключаются брызги.
Перед выбором той или иной технологии сваривания полуавтоматом, необходимо учитывать характеристики и состав металла, выполнять предварительную зачистку и оставлять обязательный зазор.
Вернуться к содержанию ↑TIG сварка нержавейки
Виктор Самолин |
vseotrubax.com
Какие использовать электроды для сварки пищевой нержавейки?

Многим людям знакома ситуация, когда разбивается тарелка или чашка. Если такое случается у кого-то очень часто, то такие люди принимают решение поменять свою посуду на металлическую. Смена посуды на посуду из обычного металла также не является мудрым решением. Посуда, сделанная с обычного металла и покрытая эмалью, может быстро прийти в негодность и вредить Вашему здоровью. Одно или несколько падений могут нарушить эмаль, и посуда начнет пропадать. В этом случае было бы намного мудрее использовать в своем быту посуду из нержавеющей стали.
Однако пищевая нержавейка также может подвергаться механическим воздействиям, которые могут привести к повреждениям поверхности посуды. В таком случае у Вас есть два варианта решения проблемы: обратиться к мастеру или произвести ремонт самостоятельно. Второй вариант решения проблемы будет самым лучшим, потому что Вы, таким образом, сможете гарантировать качество и скорость работы себе самому. Для качественного сваривания Вам необходимо правильно подобрать электроды, чтобы весь процесс работы прошел удачно, а работа была выполнена качественно.
Лучшим «кандидатом» для сваривания среди электродов являются электроды ЦЛ-11. Почему именно они? Да потому что с их помощью можно без проблем производить сваривание во всех пространственных положениях, а также ими можно варить при токе обратной полярности и они пользуются большой популярностью среди профессиональных сварщиков.
Электроды для сваривания нержавейки ЦЛ-11 могут Вам наглядно показать свои наилучшие стороны. Ими также можно работать с хромоникелевыми и коррозионно-устойчивыми сталями. Это позволяет Вам работать со сталями таких марок как 12Х17Х9Т, 08Х18Н12Т, 08Х18Н12Б и такой популярной сталью как 12Х18Н10Т. Электроды ЦЛ-11 были разработаны специально для сварки пищевой нержавеющей стали и имеют стальной стержень из проволоки, сделанной из высоколегированной стали. Они приспособлены для формирования разных конструкций и узлов при изготовлении посуды из нержавейки.
Перед использованием электроды ЦЛ-11 желательно прокалить. Это очень важное требование завода-изготовителя, потому что если Вы сделаете прокалку этих электродов в специальной печи, то качество сварки будет на высоте. Прокалка электродов должна проходить на продолжительности 90 минут. Электроды ЦЛ-11 отличаются высоким качеством сварного шва, малым разбрызгиванием металла и устойчивое горение дуги. Также отличное отделение шлаков позволяет электродам ЦЛ-11 приобрести большую популярность при сваривании пищевой нержавеющей стали.
Однако у Вас может возникнуть сложность при покупке электродов, потому что из-за их высокой востребованности многие торговцы завышают цены на них. Но у Вас есть уникальная возможность приобрести электроды ЦЛ-11 прямо от производителя. Для того чтобы перейти на сайты таких заводов Вам нужно сейчас перейти на специальную страницу нашего сайта «Контакты».
elektrod-3g.ru