3. Общие сведения о сварке металлов. На каком явлении основана сварка металлов
Физические основы сварки - Сварка металлов
 Физические основы сварки
Физические основы сварки Категория:
Сварка металлов
Физические основы сварки Сваркой металлов называется процесс их соединения за счет сил взаимодействия атомов. Кусок твердого металла можно рассматривать как гигантскую молекулу из атомов, размещенных в строго определенном, часто очень сложном порядке и прочно связанных в одно целое силами межатомного взаимодействия.
Принципиальная сущность сварки очень проста. Поверхностные атомы куска металла имеют свободные, ненасыщенные связи, которые захватывают всякий атом или молекулу, приблизившиеся на расстояние действия межатомных сил. Сблизив поверхности двух кусков металла на расстояние действия межатомных сил или, говоря несколько упрощенно, до соприкосновения поверхностных атомов, получим по поверхности соприкосновения сращивание обоих кусков в одно монолитное целое с прочностью соединения, равной прочности цельного металла, поскольку внутри металла и по поверхности соединения действуют те же межатомные силы. Процесс соединения после соприкосновения протекает самопроизвольно (спонтанно), без затрат энергии и весьма быстро, практически мгновенно.
Объединение отдельных объемов конденсированной твердой или жидкой фазы в один общий объем сопровождается уменьшением свободной поверхности и запаса энергии в системе, а потому термодинамически процесс объединения должен идти самопроизвольно, без подведения энергии извне. Свободный атом имеет избыток энергии по сравнению с атомом конденсированной системы, и присоединение свободного атома сопровождается освобождением энергии. Такое самопроизвольное объединение наблюдаем на объемах однородной жидкости. Несравненно труднее происходит объединение объемов твердого вещества: приходится затрачивать значительные количества энергии и применять сложные технические приемы для сближения соединяемых атомов. При комнатной температуре обычные металлы не соединяются не только при простом соприкосновении, но и при сжатии значительными усилиями. Две стальные пластинки, тщательно отшлифованные и пригнанные, подвергнутые длительному сдавливанию усилием в несколько тысяч килограммов, по снятии давления легко разъединяются, не обнаруживая никаких признаков соединения. Если соединения и возникают в отдельных точках, они разрушаются действием упругих сил при снятии давления. Соединению твердых металлов мешает прежде всего их твердость, при их сближении действительное соприкосновение происходит лишь в немногих физических точках, и расширение площади действительного соприкосновения достаточно затруднительно.
Металлы с малой твердостью, например свинец, достаточно прочно соединяются уже при сдавливании незначительными усилиями. У наиболее важных для техники металлов твердость настолько велика, что поверхность действительного соприкосновения очень мала по сравнению с общей кажущейся поверхностью соприкосновения, даже на тщательно обработанных и пригнанных поверхностях.
На процесс соединения сильно влияют загрязнения поверхности металла — окислы, жировые пленки и пр., а также слои адсорбированных молекул газов, образующиеся на свежезачищенной поверхности металла под действием атмосферы почти мгновенно. Поэтому чистую поверхность металла, лишенную слоя адсорбированных газов, можно сколько-нибудь длительно сохранить лишь в высоком вакууме не ниже 1 -10 6мм рт.. ст. Такие естественные условия имеются в космическом пространстве, где металлы получают способность довольно прочно свариваться или «схватываться» при случайных соприкосновениях. В обычных же, земных условиях приходится сталкиваться с отрицательным действием как твердости металлов, так и слоя адсорбированных газов на поверхности. Для борьбы с этими затруднениями техника использует два основных средства: нагрев и давление.
При нагреве с повышением температуры снижается твердость металла и возрастает его пластичность. Металл, твердый и малопластичный при комнатной температуре, при достаточном нагреве может стать очень мягким и пластичным. Дальнейшим повышением температуры можно довести металл до расплавления; в этом случае отпадают все затруднения, связанные с твердостью металла; объемы жидкого металла самопроизвольно сливаются в общую сварочную ванну.
Вторым важным средством для выполнения сварки служит давление, прилагаемое к соединяемым частям. Достаточное давление создает значительную пластическую деформацию металла, и он начинает течь, подобно жидкости. Металл должен перемещаться вдоль поверхности раздела, унося с собой поверхностный слой с загрязнениями и пленками адсорбированных газов; в тесное соприкосновение вступают выходящие на поверхность свежие слои и срастаются в одно целое. Пластическое деформирование металла при сварке называется осадкой, а прилагаемое давление осадочным. С повышением температуры металла осадка облегчается, а необходимое осадочное давление уменьшается.
Здесь возможны различные соотношения: от расплавления металла ири отсутствии осадки и осадочного давления до выполнения сварки за счет одной осадки без нагрева металла.
Во многих случаях существенно влияют на процесс сварки загрязнения поверхности металла: преимущественно окислы и жировые пленки. Эти загрязнения, попадая в сварное соединение, могут снижать качество сварки. Они, в отличие от адсорбированных газов, могут быть удалены с поверхности металла механически (щетками, абразивами и пр.) или химически (растворителями, травителями и флюсами).
Специфическим для сварки средством очистки служат флюсы, растворяющие окислы при повышенных температурах. Помимо устранения загрязнений с поверхности металла, принимаются меры к уменьшению загрязнения металла в процессе сварки, в первую очередь окислами. Для этой цели используются флюсы, шлаки, защитные газы, вдуваемые в зону сварки.
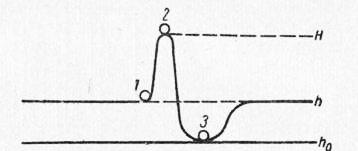
Рис. 1. Энергетическая модель процесса сварки
Противоречие между теоретической возможностью сварки металлов без затрат энергии и практической необходимостью затрат энергии и затрат значительных может быть объяснено энерге-
тическои моделью процесса сварки, схематически показанной на рис. 1. Атом на свободной поверхности металла в положении I имеет энергию h, атом в объеме металла в положении 3 — меньшую энергию h0; соединение объемов металла с уничтожением свободной поверхности сопровождается освобождением энергии на атом: Ah — h — h0. Но для перемещения из положения 1 в положение 3 атом должен преодолеть энергетический порог и пройти положение 2 с энергией Н. Для преодоления энергетического порога атому нужно подвести энергию АН = Н — h, без чего невозможно преодоление порога и соединение объемов металла. Энергия АН расходуется на упругую и пластическую деформацию металла, необходимую Для сближения поверхностей металла, на нагрев его, разрушение пленки адсорбированных газов и т. д. Нагрев снижает энергетический порог, препятствующий соединению твердых металлов; расплавление сводит высоту порога почти к нулю, делая возможным соединение без затрат энергии.
Соединение атомов при сварке металлов происходит обычно в очень тонком слое, толщиной в несколько атомных диаметров, и зона сварки имеет пленочный характер. Увеличение ширины зоны сварки может быть произведено за счет таких процессов, как диффузия, растворение, кристаллизация, протекающих более медленно во времени и постепенно распространяющихся по объему металла.
Читать далее:
Классификация способов сварки
Статьи по теме:
pereosnastka.ru
Сварка металлов
Строительные материалы и изделия
Существуют два вида сварки: пластическая и сварка плавлением.
• К пластической сварке относятся: электрическая сварка сопротивлением, основанная на превращении электрической энер - гии в тепловую при прохождении тока через свариваемые детали - с ручной или машинной поковкой; термитная сварка, при которой используется тепло горения термита, доводящая до пластического тестообразного состояния кромки свариваемых деталей.
• К сварке плавлением относятся: газовая, при которой кромки металла расплавляются теплом, получаемым при горении газа; элекродуговая, основанная на использовании тепла электрической дуги для расплавления кромок свариваемых деталей; газодуговая, основанная на использовании тепла электрической дуги в среде защитного газа.
Для соединения стальных строительных конструкций в основном применяют электрическую сварку сопротивлением или электродуговую сварку, реже — газовую и термитную. Арматуру железобетонных конструкций сваривают преимущественно с помощью контактной электросварки (точечной и стыковой). При сваривании пространственных каркасов значительных размеров или при соединении стержней большого диаметра применяют электродуговую и газовую сварки.
Газовая сварка (рис. 9.5) заключается в расплавлении металла в месте стыка деталей теплом, получаемым при горении газа или жидкого топлива в смеси с кислородом. Газовую сварку применяют для соединения тонкостенных конструкций из углеродистых и легированных сталей, цветных металов и чугуна. В строительстве она имеет ограниченное применение из-за высокой стоимости по сравнению с электросваркой. В качестве горючих газов при газовой сварке используют ацетилен, водород, природный газ, а в качестве жидкого топлива — бензин, керосин, бензол. Наиболее дешевой и в то же время обеспечивающей высокое качество сварного шва является ацетиленокислородная сварка.
Для заполнения шва между свариваемыми деталями применяют присадочный металл в виде проволоки, имеющий химический состав, близкий по составу свариваемому металлу - Присадочную проволоку выпускают диаметром 1...12мм. Диаметр проволоки подбирается в зависимости от толщины свариваемых деталей. В среднем диаметр проволоки должен быть равен половине толщины детали. Для улучшения качества
| Рис. 9.5. Схема газовой сварки металла (о) и сварочная горелка (б): /—присадочный материал; 2— свариваемый металл; 3—наплавленный металл; 4 — корпус гррелкн; 5,6 — шланги ацетилена и кислорода; 7 — ацетиленовый генератор; 8 — баллон с кислородом |
Сварного шва. производят сварку под флюсом, который вводят в сварочную ванну. Флюсы образуют на поверхности расплавленного металла шлаковую пленку, защищающую расплав от окисления (образования окалины).
Электрическую сварку производят за счет тепла, выделяемого электрическим током. Электрическую сварку делят на сварку сопротивлением, или контактную, и электродуговую.
Контактная электросварка — это процесс соединения металлических деталей в результате местного сплавления их кромок теплом, образующимся при прохождении тока через свариваемые детали. При этом детали сильно прижимают друг к другу, отчего данный способ сварки называют еще электромеханическим. Он в основном находит применение при изготовлении арматурных сеток, каркасов и стыковании стальных стержней. Различают следующие виды контактной сварки: стыковую, точечную и роликовую. Последняя применяется для получения плотного соединения листовых деталей. Для соединения стержней арматуры железобетона применяют стыковую и точечную сварки.
Стыковую сварку используют для продольного соединения деталей арматуры: наращивания стержней, приварки к торцу их анкеров при изготовлении арматуры предварительно напряженных конструкций или закладных деталей.
Точечную сварку (рис. 9.6) применяют для соединения деталей внахлестку или в месте их пересечения. Последнее характерно при изготовлении сеток и каркасов арматуры железобетона. При точечной сварке пересекающиеся стержни зажимают двумя эектродами и включают электрический ток. Так как электроды обладают более высокой электропроводностью, наибольшее сопротивление прохождению тока окажет место пересечения стержней, в результате чего произойдет разогрев металла деталей и сварка их. Благодаря применению тока большой силы 80...300 А/мм точечная сварка происходит почти мгновенно в течение доли секунды.
Для соединения листового металла с целью получения не только прочного, но и плотного герметичного соединения применяют роликовую сварку (рис. 9.7). От точечной сварки она отличается тем, что стержневые электроды в ней заменены вращающимися роликами, которые захватывают свариваемые листы и создают непрерывный шов. При прохождении тока металл под роликами нагревается и сваривается под давлением роликов. Наибольшая общая толщина свариваемых листов составляет 6 мм. Роликовую сварку црименяют для получения прочного й плотного соединения.
При электродуговой сварке один провод от источника тока присоединяют к свариваемой детали, а второй — к электроду (металлическому стержню). При замыкании цепи между концом электрода и деталью возникает электрическая дуга, в зоне которой температура достигает 6000°С, в результате чего плавятся кромки деталей и электрод; металл электрода заполняет зазор между деталями и образует после затвердевания сварной шов. Прочность шва зависит от глубины провара.
| Рис. 9.7. Схема роликовой сварки: / — свариваемые листы; 2 — роликовые электроды; 3 — трансформатор |
| Рис. 9.6. Схема точечной сварки: / — трансформатор; 2 — электроды;3 — свариваемый металл |
Электроды применяют угольные (графитовые) или металлические. Угольными электродами сваривают цветные металлы, производят наплавку металла или варят тончайшие стальные листы. Конструкции и арматуру сваривают металлическим электродом — стержнем диаметром 2...12 мм, покрытым специальными обмазками из мела, крахмала, каолина, графита. Связующим веществом для удержания обмазки на электроде обычно служит жидкое стекло. Обмазка повышает устойчивость горения дуги и образует шлаковую защиту шва, предохраняя расплавленный металл от окисления в процессе сварки.
Существует несколько типов электродов, отличающихся качест - в0М металла. Для сварки чугунов применяют электроды чугунные диаметром 4... 12 мм, а для сварки алюминиевых спла - вдВ — специальную проволоку из алюминия и его сплавов.
Электродуговую сварку ведут ручным и автоматическим
Способами.
Несмотря на большую распространенность, электродуговая сварка имеет ряд существенных недостатков: низкую скорость сварки за счет большой зоны разогрева металла, что в свою очередь вызывает коробление изделия; пористость шва и выгорание легирующих компонентов из сплавов во время окислительных процессов: затруднение сварки металлов и сплавов с различными физико-механическими свойствами. Для устранения отмеченных недостатков в последнее время все шире получает распространение электродуговая сварка в газовой среде или под флюсом.
• К газодуговой сварке относятся атомно-водбродная и аргоно - дуговая.
При атомно-водородной сварке электрическая дуга возбуждается между двумя вольфрамовыми электродами в среде водорода. Водород стабилизирует электрическую дугу и, заполняя участок свариваемого металла, не дает возможности кислороду и азоту воздуха окислять расплавленную массу сварочного шва. Кроме того, молекулярный водород, проходя через область дуги с высокой температурой, расщепляется на атомы, забирая на это большое количество тепла, а подходя к нагреваемому металлу, где температура много ниже, чем у дуги, атомы водорода соединяются в молекулу, отдавая взятую ранее теплоту непосредственно нагреваемому участку шва. Атомно-водородная сварка обеспечивает получение шва высокого качества; ее применяют при сварке тонкостенных конструкций из легированных и высокоуглеродистых сталей.
При аргонодуговой сварке электрическая дуга возбуждается между вольфрамовым электродом и деталью в защитной среде аргона. В качестве присадочного материала берут металл свариваемого изделия. Аргонодуговая сварка обеспечивает получение шва высокого качества и защиту наплавляемого металла от воздуха. Применяют ее для сварки нержавеющих сталей, окалиностойких магниевых и алюминиевых сплавов, а также соединений, обладающих высокой антикоррозионной стойкостью.
• В строительстве широко применяют газовую резку металлов, принцип которой заключается в нагревании металла до температуры воспламенения в среде кислорода, сжигании его и выдувании образовавшихся оксидов струей кислорода. Железоуглеродистые сплавы, содержащие до 0,7% углерода, имеют температуру горения ниже температуры плавления и хорошо поддаются резке. С повышением содержания углерода более 0,7% температура горения приближается к температуре плавления и сплавы плохо поддаются резке. Для высоколегированных сталей
И чугунов применяют флюсокислородную резку. Медь И алюми ний, температура горения которых выше температуры плавления резке не поддаются. Газовую резку производят вручную или ^ помощью машин, полуавтоматов и автоматов. • Структура металла в зоне нагрева при сварке значительно меняется. При сварке углеродистых сталей металл нагревается до температур выше критических, т. е. переходит в аустени - товую структуру, и в процессе последующего охлаждения в зоне термического воздействия металл перекристаллизовывается и образует новую структуру в зависимости от скорости охлаждения. Свариваемость металла при одном и том же виде сварки зависит главным образом от химического состава, свойств свариваемых металлов, применяемых электродов, а также режима сварки и термической обработки до и после сварки. Окисле - ние отдельных элементов (например, углерода) может дать газообразные продукты и вызвать пористость шва.
Содержание углерода влияет на закаливаемость стали в зоне термического воздействия сварки. Стали с содержанием углерода до 0,25% свариваются хорошо. Находящиеся в сталях кремний и алюминий могут образовывать при сварке тугоплавкие оксиды, которые в наплавленном металле могут оставаться в виде неметаллических включений и этим снижать качество сварки.
К дефектам свариваемых швов относят непровар, получаемый от неправильного режима сварки; пористость, образовавшуюся от насыщения металла газами, оксидами и шлаками; трещины в наплавленном и основном металле, возникающие от неправильного ведения сварки, а также пережог, получаемый от окисления при слишком большой дуге (при дуговой сварке) и при избытке кислорода (при газовой сварке). Контроль качества сварных соединений производят путем внешнего осмотра, механическими испытаниями, а также при просвечивании рентгеновскими лучами и с помощью ультразвука, скорость прохождения которого зависит от плотности шва: чем он плотнее, тем быстрее проходит ультразвук.
Лакокрасочные материалы (ЛКМ) используются для получения защитных и декоративных покрытий на изделиях. ЛКМ после нанесения на поверхность отвердевают, образуя непроницаемую пленку, которая прочно сцепляется с основанием. Толщина пленки может составлять …
Геосинтетические материалы — это материалы на основе полимерных волокон, проволоки, пленки, тканей, сеток, сотовых каркасов и т. д. Их применяют в гидротехническом строительстве; при строительстве дорог и аэродромов; сооружении хвостохранилищ, …
Полимербетон отличается от других видов бетона тем, что связующим веществом в нем являются термореактивные смолы (полиэфирные, фенольные, фурановые, карбамидные, реже — полиуретановые и эпоксидные). Термопластичные полимеры также могут быть использованы, …
msd.com.ua
Основные виды сварки плавлением | svarnoy.info
Ручная дуговая сварка штучным электродом. Теплота, необходимая для расплавления основного металла и электродного стержня, образуется в результате горения электрической (сварочной) дуги, обладающей высокой температурой (до 4000—6000°С). Расплавленные основной и электродный металлы перемешиваются в сварочной ванне и по мере продвижения дуги быстро затвердевают, образуя сварной шов. Электродное покрытие, нанесенное на металлический стержень электрода, состоит из различных компонентов, которые при расплавлении создают, шлаковую и газовую защиту сварочной ванны от вредного влияния кислорода и азота воздуха.

Ручная дуговая сварка штучным электродом
1 — основной металл,2 — сварочная ванна.3 — электрическая дуга,4 — проплавленный металл.5 — наплавленный металл,6 — шлаковая корка,7 — жидкий шлак,8 — электродное покрытие,9 — металлический стержень электрода,10 — электрододержатель.
Автоматическая дуговая сварка под флюсом. Электрическая дуга горит под слоем зернистого флюса, который предохраняет расплавленный металл от воздуха и при необходимости легирует его. Электродная проволока подается в дугу автоматически с помощью сварочной головки, снабженной электродвигателем. Флюс ссыпается в зону сварки под действием собственного веса. Одновременно с этим вся установка передвигается вдоль свариваемого шва. При этом виде сварки обеспечиваются высокая производительность и хорошее качество шва.

Автоматическая дуговая сварка под флюсом
1 — бункер с флюсом,2 — электродная проволока.3 — сварочная головка.4 — основной металл.5 — сварной шов.6 — шлаковая корка.7 — не расплавленный флюс.8 — ограничители флюса.9 — медная пластина-подкладка
Дуговая сварка в защитном газе неплавяшимся электродом. Электрическая дуга горит между вольфрамовым электродом и основным металлом. Сварочная ванна защищается от окисления инертным защитным газом (аргоном, гелием), который оттесняет воздух от места сварки. Для заполнения шва в сварочную ванну вводится присадочный материал. Сварка может производиться ручным, механизированным и автоматическим способами. Этот метод широко применяют при сварке высоколегированных сталей, цветных металлов и их сплавов, а также активных и редких металлов.

Дуговая сварка в защитном газе неплавяшимся электродом
1 — электрическая дуга,2 — газовое сопло,3 — вольфрамовый электрод,4 — присадочная проволока.
Дуговая сварка в защитном газе плавящимся электродом. Электродная проволока с помощью подающих роликов непрерывно подается в зону сварки со скоростью ее плавления. Сварочную ванну от воздуха защищают как инертным, так и активным газом (например, углекислым). Углекислый газ применяют при сварке углеродистых и легированных сталей, инертные газы — при сварке высоколегированных сталей и цветных металлов. Сварку можно выполнять механизированным и автоматическим способами.
Дуговая сварка в защитном газе плавящимся электродом
1 — электрическая дуга,2 — газовое сопло,3 — подающие ролики,4 — электродная проволока,5 — токоподводяший мундштук,6 — защитный газ.
Сварка трехфазной дугой. К двум электродам и изделию подводят переменный ток от трехфазного сварочного трансформатора. При этом возникают три дуги, горящие в одном сварочном фокусе: по одной между каждым электродом и изделием и одна между самими электродами. При горении дуг выделяется большое количество теплоты, что увеличивает производительность процесса сварки. Сварку можно выполнять как ручным, так и автоматическим способом.

Сварка трехфазной дугой
1, 2 — плавящиеся электроды,3, 5, 6 — сварочные дуги,4 — основной металл.
Электрошлаковая сварка отличие от дуговой сварки для плавления основного и электродного металлов используется теплота, выделяющаяся при прохождении сварочного тока через расплавленный электропроводный шлак (флюс). После затвердевания основного и электродного металлов образуется сварной шов. Сварку выполняют при вертикальном расположении свариваемых деталей с большим зазором между ‘ними. Для формирования шва по обе стороны зазора устанавливают медные ползуны, охлаждаемые водой. Для свободного перемещения ползунов вверх сборка под сварку производится с помощью специальных (сборочных) скоб. Электрошлаковую сварку применяют при соединении деталей большой толщины (от 30 до 1000 мм и более).

Электрошлаковая сварка
1 — начальная скоба для возбуждения процесса сварки,2 — металлическая (сварочная) ванна,3 — токоподводящий мундштук,4 — подающие ролики,5 — электродная проволока,6 — шлаковая ванна,7 — медные формующие ползуны,3 — сварной шов,9 — сборочная скоба,10 — свариваемые детали.
svarnoy.info
СВАРКА МЕТАЛЛОВ
СОДЕРЖАНИЕ
1. Введение.
2. Назначение изделия, конструкция.
3. Выбор сварочного оборудования, приспособления и инструменты.
4. Материалы, применяемые при сварке.
5. Требования к подготовке деталей под сварку.
6. Выбор ориентировочных режимов сварки.
7. Процесс сварки (технология и техника).
8. Контроль качества сварочных соединений (готовых изделий и конструкций).
9. Техника безопасности и пожарные мероприятия при выполнении сварочных работ.
10. Использованная литература.
1. ВВЕДЕНИЕ
1) В условиях научно-технического прогресса особенно важно развитие определяющих его областей науки, техники и производства. Практически нет ни одной отрасли машиностроения, приборостроения и строительства, в которой не применялись бы сварка и резка металлов. С помощью сварки получают неразъемные соединения почти всех металлов и сплавов различной толщины – от сотых долей миллиметра до нескольких метров.
В 1802 г. русский академик В.В. Петров впервые в мире открыл и описал явление электрической дуги, а также указал на возможность использования ее теплоты для расплавления металлов. В 1882 г. русский академик Н.Н. Бенардос изобрел способ дуговой сварки с применением угольного электрода. В 1888 г. русский инженер-металлург Н.Г. Славянов разработал металлургические основы дуговой сварки, создал первый автоматический регулятор длины сварочной дуги и изготовил первый в мире сварочный генератор.
По уровню развития сварочного производства Россия является ведущей страной в мире. В 1969 г. на борту космического корабля «Союз-6» Валерий Кубасов с помощью установки «Вулкан» провел автоматическую электронно-лучевую и дуговую сварку и резку металлов в космосе; в 1984 г. на борту космического корабля «Салют-7» Светланой Савицкой и Владимиром Джанибековым выполнены ручная сварка, резка, пайка и напыление металлов в открытом космосе.
2) Сваркой называется процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их нагревании или пластическом деформировании, или совместном действии того и другого (ГОСТ 2601-84). Различают два вида сварки: сварку плавлением и сварку давлением.
Сущность сварки состоит в том, что металл по кромкам свариваемых частей оплавляется под действием теплоты источника нагрева. Сущность сварки давлением состоит в пластическом деформировании металла по кромкам свариваемых частей путем их сжатия под нагрузкой при температуре ниже температуры плавления.
К сварке плавлением относится также газовая сварка, при которой для нагрева используется тепло пламени смеси газов, сжигаемой с помощью горелки (ГОСТ 2601-84). Способ газовой сварки был разработан в конце прошлого столетия, когда началось промышленное производство кислорода, водорода и ацетилена.
Газовая сварка применяется во многих отраслях промышленности при изготовлении и ремонте изделий из тонколистовой стали, сварке изделий из алюминия и его сплавов, меди, латуни и других цветных металлов и их сплавов. Разновидностью газопламенной обработки является газотермическая резка, которая широко применяется при выполнении заготовительных операций при раскрое металла. Контактная сварка занимает ведущее место среди механизированных способов сварки. Особенность контактной сварки – высокая скорость нагрева и получение сварного шва, это создает условия применения высокопроизводительных поточных и автоматических линий сборки узлов автомобилей, отопительных радиаторов, элементов приборов и радиосистем. Сварку плавлением в зависимости от различных способов, характера источников нагрева и расплавления свариваемых кромок деталей можно условно разделить на следующие основные виды:
- электрическая дуговая, где источником тепла является электрическая дуга;
- электрическая сварка, где источником теплоты является расплавленный шлак, через который протекает электрический ток;
- электронно-лучевая, при которой нагрев и расплавление металла производится потоком электронов;
- лазерная, при которой нагрев и расплавление металла происходит сфокусированным мощным лучом микрочастиц – фотонов;
- газовая, при которой нагрев и расплавление металла происходит за счет тепла пламени газовой горелки.
2. НАЗНАЧЕНИЕ ИЗДЕЛИЯ, КОНСТРУКЦИЯ.
Оболочка корпуса, состоящая из днищевого, двух бортовых и палубного перекрытий, подкрепляется изнутри поперечными и продольными переборками и промежуточными палубами и платформами, необходимость которых, а также их количество и расположение определяются размерами и назначением судна.
Вместе с оконечностями и штевнями они образуют основной корпус и относятся поэтому к числу основных конструктивных элементов корпуса.
Наружная обшивка образует непроницаемую оболочку, которая предотвращает попадание воды внутрь судна сверху (настил верхней палубы), обеспечивает плавучесть судна (наружная обшивка) и непотопляемость при повреждении наружной обшивки днища (настил второго дна). Кроме того, настил второго дна образует междудонное пространство.
Наружная обшивка представляет ряд поясьев, состоящих из отдельных листов, расположенных длинной кромкой вдоль корпуса судна. Ширина поясьев – 1,5-2,5 м., а на крупных судах – 3,0-3,2 м. Длина листов – до 16 м.
Разбивка наружной обшивки на поясья производится на чертеже растяжки наружной обшивки, который представляет собой наружной обшивки одного борта на плоскость. Так как ширина растяжки наружной обшивки в оконечностях меньше, чем в средней части судна, поясья наружной обшивки в районе оконечностей начинают сужаться.
Во избежание чрезмерного сужения в этом случае вводят потери, т.е. поясья, в которые переходят два смежных суженных пояса, заканчиваемы в одном сечении.
В этом случае производится замер борта на судне 001 СБ.
Горизонтальный киль в средней части судна делают толще примыкающих к нему поясьев днищевой обшивки. Ширстрек также утолщают.
Толщина листов наружной обшивки в оконечностях меньше, чем в средней части судна (кроме судов ледового плавания). Для соединения листов наружной обшивки и настилов палуб и второго дна используют сварку. На судах, имеющих ледовые подкрепления, бортовая обшивка в районе ватерлинии делается утолщенная – это так называемый ледовый пояс. Кроме него, иногда утолщают листы, примыкающие к большим вырезам в палубе (например в районе грузовых люков или в местах соединения с поперечными переборками. Крайние примыкающие к борту листы палубного настила составляют палубный стрингер: его делают толще, чем другие листы палубного настила и располагают вдоль судна. В виде исключения иногда прибегают к пленке – в месте соединения палубного стрингера с ширстреком, а при необходимости образования так называемых барьерных швов – в районе скулы и по верхней палубе. Барьерные швы, идущие вдоль судна, препятствуют распространению случайных трещин по всему поперечному сечению наружной обшивки палубы.
При ремонте корпусов по Правилам регистра применяются стали нормальной прочности категории А, В, Д, Е, и повышенной прочности категорий А32, Д3, Е32, А36, Е36, А40, Д40, Е40.
В качестве эквивалентных для указанных категорий стали ГОСТ 5521 предусматривает следующие марки:
- для стали категории А – сталь Ст3 сп2, Ст3 сп3, Ст3 пс2, Ст3 Гпс2;
- для В-сталь марок Ст3 сп4, Ст3 пс4, Ст3 Гпс4;
- для Д-сталь марки С;
- для А 32, Д32, Е 32 – сталь марок 09Г2 и 09Г2С;
- для А36, Д36, Е36 – сталь марки 10Г2 С1Д;
- для Д40 и Е40-сталь марки 10 ХСНД (СХЛ-4).
В данной конструкции используется листовой металл марки ВСт3 сп.
Сталь марки Ст3 может быть кипящей, спокойной и полуспокойной. Сталь группы В по способу производства делится на мартеновскую и конвеерную. Впереди марки стали ставится обозначения группы стали В и способ производства (М или К). В сталях, предназначенных для сварных конструкций, особенно точно регламентируется содержание химических элементов, так как даже незначительное увеличение содержания углерода серы и фосфора отрицательно влияет на свариваемость ВСт3ст4.
Углерод – 0,14-0,22
Марганец – 0,40-0,65
Кремний – 0,12-0,30
Сера – 0,055
Фосфор – 0,045
Данная сталь относится к хорошо свариваемым. Также эта сталь хорошо рубится гильотиной и хорошо режется газом.
3. ВЫБОР СВАРОЧНОГО ОБОРУДОВАНИЯ, ПРИСПОСОБЛЕНИЯ И ИНСТРУМЕНТЫ
Чтобы изготовить лист бортовой обшивки применяем следующее оборудование:
Тельфер – это небольшой подъемный кран, находящийся внутри цеха, используемый для перемещения деталей по цеху.
Турбинка – это электрическая машинка для снятия кромок и удаления зазоров зачистки металла. Состоит из электрического двигателя и наждачного диска.
Гильотина – предназначена для рубки металла толщиной от 5 мм и выше.
Сварочный преобразователь ПСО-500 – служит для преобразования переменного тока в постоянный ток, используемый для питания сварочной дуги. Преобразователь имеет генератор сварочного тока и электродвигатель, расположенный в общем корпусе. Якорь генератора электродвигателя расположен на одном валу, подшипники которого установлены в крышках корпуса. На вал электродвигателя насажен вентилятор, предназначенный для охлаждения агрегата во время работы. Для регулирования сварочного тока пользуются маховичком реостата. При вращении маховичка по часовой стрелке ток увеличивается, а при вращении против часовой стрелки – уменьшается. Величина сварочного тока измеряется амперметром.
Для зажигания электрода и подвода к нему сварочного тока служит электродержатель. Согласно ГОСТ 14651-69 электродержатели выпускаются трех типов в зависимости от силы сварочного тока: I типа – для тока 125 А; II типа – для тока 125-315 А; III типа – 315-500 А.
Щитки и маски изготовляются по ГОСТ 1361-69. материалом служит черная фибра или пластмасса с матовой поверхностью. Масса щитка не должна превышать 0,48 кг, маски – 0,50 кг.
Для зачистки металла и сварного шва используют: молоток-шлакоотделитель (кира), и металлическая щетка.
mirznanii.com
Физический процесс сварки.
Меры безопасности при проведении электросварочных работ.
Перечень основных опасностей при проведении электросварочных работ:
· Ослепление вольтовой дугой.
· Ожог расплавленным металлом.
· Ожог ультрафиолетом.
· Поражение электрическим током в случае отсутствия или неисправности заземления сварочного агрегата.
· Попадание отбиваемого горячего шлака в глаза и лицо.
· Отравление продуктами сгорания электрода.
· Воспламенение находящихся вблизи материалов.
Поражение электрическим током. При дуговой сварке используют источники тока с напряжением холостого хода от 45 до 80 В, при постоянном токе от 55 до 75 В, при переменном токе от 180 до 200 В при плазменной резке и сварке. Поэтому источники питания оборудуются автоматическими системами отключения тока в течение 0,5 ... 0,9 с при обрыве дуги. Человеческое тело обладает собственным сопротивлением и поэтому безопасным напряжением считают напряжение не выше 12 В.
Опасность поражения электрическим током возникает при непосредственном соприкосновении с токоведущими частями эл. установки, оказавшимися под напряжением вследствие повреждения изоляции.
Сварочная дуга является мощным источником света, отрицательно действующим на зрение сварщика. Излучаемые при дуговой сварке ультрафиолетовые лучи, даже при сравнительно коротком действии (в течение нескольких минут) вызывают заболевание глаз. Более длительное действие этих лучей может привести к потере зрения.
Ультрафиолетовое излучение вызывает ожоги глаз и кожи (подобно воздействию прямых солнечных лучей).
Обмазка металлических электродов содержит большое количество марганца и полевого шпата. Поэтому при отсутствии или неисправности вентиляционной установки возникает опасность отравления эл. сварщика и присутствующих рядом рабочих при сгорании указанных компонентов обмазки.
Историческая справка.
…
В 1802 г. русский академик В.В. Петров впервые в мире открыл и описал явление электрической дуги, а также указал на возможность использования ее теплоты для расплавления металлов.
В 1882 г. русский академик Н.Н. Бенардос изобрел способ дуговой сварки с применением угольного электрода.
В 1888 г. русский инженер-металлург Н.Г. Славянов разработал металлургические основы дуговой сварки, создал первый автоматический регулятор длины сварочной дуги и изготовил первый в мире сварочный генератор.
Физический процесс сварки.
Сварка – технологический процесс получения неразъемных соединений материалов посредством установления межатомных связей между свариваемыми частями при их местном или пластическом деформировании, или совместным действием того и другого.
При помощи сварки можно соединять как однородные, так и разнородные металлы и их сплавы, металлы с некоторыми неметаллическими материалами (керамикой, графитом, стеклом и др.), а также пластмассы.
Физическая сущность процесса сварки заключается в образовании прочных связей между атомами и молекулами на соединяемых поверхностях.
Образование подобных межатомных связей для твердых тел без дополнительного воздействия каких-либо источников энергии неосуществимо. Это объясняется большой твердостью большинства металлов, наличием окисной пленки, загрязнений на соединяемых поверхностях и невозможностью проведения шлифовальной обработки до появления межатомных сил. Самопроизвольное соединение и смешивание возможно только для жидкостей. Для соединения же металлов необходимо приложение энергии.
Металлы малой твердости (свинец, олово и др.) соединяют сдавливанием сравнительно небольшим усилием. Многие металлы можно сваривать давлением при нагреве соединяемых кромок, которое приобретают пластичность и под влиянием пластической деформации начинают течь и соединяться подобно жидкостям и т.д.
Таким образом, различные физико–химические свойства металлов характеризуют их свариваемость.
Свариваемость – свойство металла или сочетания металлов образовывать при установленной технологии сварки соединение, отвечающее требованиям, обусловленным конструкцией и эксплуатацией изделия.
 |
Похожие статьи:
poznayka.org
Физико-химические процессы, возникающие при сварке | Строительный справочник | материалы - конструкции
Существует три состояния вещества, отличающиеся между собой силами взаимодействия атомов и молекул: твердое, жидкое и газообразное. Переход вещества из одного состояния в другое сопровождается большими затратами энергии, прикладываемой извне. Для твердого и жидкого состояния характерны небольшие расстояния между молекулами, между которыми действуют силы взаимного притяжения. По мере перехода вещества в жидкое, а затем в газообразное состояние эти расстояния увеличиваются, а силы их взаимодействия снижаются. Этот процесс наглядно представлен во время сварки, когда металл плавится, частично переходит в газообразное состояние, а затем возникают обратные процессы, именуемые кристаллизацией.
Процесс плавления металла в зоне сварочного шва приводит к возникновению сложных физико-химических процессов и к образованию характерного соединения, отличающегося по своей структуре от основного металла.
Под физическими понимают процессы, которые не меняют строения элементарных частиц и не приводят к изменению химических свойств основного металла. К таким процессам относятся:
- прохождение электрического тока и тепловые колебания кристаллической решетки;
- переход основного и электродного вещества из твердого состояния в жидкое (плавление), перемешивание их между собой, кристаллизация металла в зоне сварочной ванны;
- напряжения и деформации, возникающие в кристаллической решетке сварочного шва и прилегающей к нему зоны основного металла.
Химические процессы меняют свойства основного металла, в результате чего получаются новые соединения, имеющие отличные свойства. К основным химическим процессам относятся:
- химические реакции, возникающие в газовой и жидкой фазах и на их границах;
- образование оксидов, шлаков и других соединений, отличающихся своими химическими свойствами от основного металла.
Влияние физико-химических процессов, происходящих в сварочном шве на прочность соединения настолько велико, что следует рассмотреть этот вопрос более подробно.
Плавление металла
Плавление основного и присадочного материалов в процессе сварки происходит под действием концентрированной энергии, вызванной сварочной дугой, пламенем горелки или одним из других способов, о которых мы расскажем ниже. Если в зону сварки не подается дополнительный металл, то сварочная ванна образуется только за счет основного соединения. Но чаще сварочная ванна получается смешиванием основного и присадочного металла, вносимого непосредственно в зону сварки электродом, сварочной проволокой и т.д. Сливаясь и перемешиваясь между собой, основной и присадочный металл образуют общую сварочную ванну, границами которой служат оплавленные участки основного металла. Расплавленный в зоне подачи концентрированной энергии металл кристаллизуется, образуя сварочный шов.
Сварочный электрод плавится за счет тепла, сконцентрированного на его конце в приэлектродной области дуги. Количество тепла, выделяемого в этой области, напрямую зависит от силы тока и электрического сопротивления промежутка, образовавшегося между электродом и основным металлом. И чем больше вылет электрода, тем больше его сопротивление, и тем больше выделяется тепла. Нагреваясь до температуры 2300 — 2500°С, конец электрода плавится, а образовавшиеся при этом капли металла переносятся через дуговое пространство и попадают в сварочную ванну. Этому процессу способствуют электростатические и электродинамические силы, поверхностное натяжение, тяжесть металлической капли, давление газового потока, реактивное давление паров металла и т.д. Все эти силы, взаимодействуя между собой, формируют характер капельного переноса, который может быть крупнокапельным, мелкокапельным и струйным (рис.1).
|
|
| Рис. 1. Расплав и перенос электродного материала: А — метод короткого замыкания; Б — капельный метод; В — cтруйный метод |

Крупнокапельный перенос металла характерен для ручной дуговой сварки, мелкокапельный — для сварки под флюсом или в среде углекислого газа, а струйный - для сварки в среде аргона.
Силы поверхностного натяжения формируют каплю на конце электрода и направлены внутрь нее. В отрыве и переносе капли участвуют электродинамические силы и давление газовых потоков. И чем больше сила тока, тем больше эти силы и тем меньшими по размеру будут капли расплавленного металла. При этом происходит электрический взрыв перемычки, образованной между отделяющимся каплей и торцом электрода. Этот взрыв сопровождается выбросом части металла за пределы сварочной ванны (так называемым разбрызгиванием, когда сварочный процесс сопровождается фонтаном искр).
Основной металл плавится под воздействием сконцентрированного в активном пятне тепла, возникающего под воздействием дуги или газопламенной обработки. Электромагнитные силы, вызывающие осевое давление плазменного потока на сварочную ванну, будут пропорциональны квадрату тока, создающего электрическую дугу. Поэтому, меняя силу тока электрической дуги, меняют размеры сварочной ванны в зависимости от толщины свариваемых деталей. Зависимость размеров сварочной ванны от величины напряжения можно выразить уравнениями:
|
|

где В — ширина сварочной ванны, L — длина сварочной ванны, Н — глубина сварочной ванны, vсв — скорость сварки, S — толщина свариваемого металла, К — коэффициент, зависящий от рода тока, полярности, диаметра электрода, степени сжатия дуги и т.д.
Процесс формирования сварочной ванны, происходящий под действием силы тяжести расплавленного металла «Рм», давления сварочной дуги «Р » и сил поверхностного натяжения «Рн», представлен на рис.2.
|
|
| Рис.2 Силы действующие в сварочной ванне и формирование шва: А — нижнее положение; Б — вертикальное; В — горизонтальное; Г — потолочное; Vcb — направление сварки; 1 — порез; 2 — наплыв |

Распределение этих сил во многом зависит от расположения сварочного шва в пространстве. При нижнем расположений шва и при сквозном проплавлении жидкий металл удерживается в ванне силами поверхностного натяжения «Р », которые уравновешивают силу тяжести «Р» и давление, оказываемое на ванну источником теплоты «Рд» (рис.2,а), то есть Р = Р + Р . Если это равновесие сил нарушается (Рн < Рд + Рм), то может произойти разрыв поверхностного слоя и металл вытечет из ванны, образуя прожог. В реальных условиях, когда сварочная ванна перемещается вдоль шва, могут возникать дополнительные силы гидродинамического характера, перемещающие расплавленный металл в хвостовую часть ванны. Для того чтобы уравновесить все эти силы, удерживающие жидкий металл в объеме ванны, следует принимать дополнительные меры. Для этого применяют сварку на подкладках и другие удерживающие приспособления. Особенно важно значение таких мер при вертикальном и потолочном расположении шва (рис.2,б,г).
Формирование вертикального шва может происходить по двум направлениям - снизу вверх и сверху вниз. Когда шов формируют снизу вверх, то есть сварка выполняется на подъем, жидкий металл удерживается в ванне только силами поверхностного натяжения, а при сварке сверху вниз к этим силам добавляется давление дуги. Горизонтальный шов на вертикальной плоскости имеет свои особенности. В данном случае при неправильно выбранных режимах сварки жидкий металл может концентрироваться на нижней плоскости шва, нарушая симметрию, что в конечном итоге снижает прочность сварки.
При потолочной сварке силы, действующие на жидкую фазу металла, должны не только удерживать ее от стекания вниз, но и перемещать электродный металл в направлении, противоположном силам тяжести. Во всех указанных случаях следует ограничить размеры сварочной ванны и тепловую мощность дуги.
Кристаллизация металла
Затвердевание расплавленного металла, происходящее в хвостовой части ванны, называется кристаллизацией. Под действием сварочной дуги основной и дополнительный металлы, расплавленные в головной части ванны, перемещаются в ее хвостовую часть, где при снижении температуры подвергаются кристаллизации. Динамика этого процесса такова: сварочная дуга, направленная в головную часть ванны, повышает в этой области температуру, в результате чего происходит плавление основного и электродного металлов.
Механическое давление, оказываемое дугой на жидкую фазу основного и дополнительного металлов, вызывает их перемешивание и перемещение в хвостовую часть ванны. Таким образом, давление, вызванное дугой, приводит к вытеснению металла из основания ванны и открывает доступ к следующим слоям, где поддерживается необходимая для плавления температура. По мере удаления металла от зоны плавления отвод тепла начинает преобладать над его притоком, и температура жидкой фазы снижается.
Расплавленные фазы основного и электродного металла перемешиваются между собой и, затвердевая, образуют общие кристаллы, что обеспечивает монолитность сварочного соединения.
Снижение температуры в хвостовой части ванны происходит за счет усиленного теплоотвода в прилегающий холодный металл, так как его масса по сравнению с ванной значительно преобладает. Кристаллы металла начинают формироваться от готовых центров основного металла в направлении ведения сварки и принимают форму кристаллических столбов, вытянутых в сторону, противоположную теплоотводу.
build.novosibdom.ru
3. Общие сведения о сварке металлов
Сваркой называется процесс получения неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании, пластическом деформировании или совместном действии того и другого.
Установление межатомных связей достигается путем сближения атомов на расстояние, соизмеримое параметрами кристаллических решеток (1А0= 10-10м).
Атомному сближению и установлению межатомных связей препятствуют неровности и различные загрязнения и окислы, имеющиеся на поверхности соединяемых деталей. Эти препятствия устраняются путем нагрева и (или) пластического деформирования кромок соединяемых металлов.
Согласно ГОСТу 19521-74 сварка металлов в зависимости от формы энергии, используемой для образования соединения, подразделяется на три класса: термический, термомеханический, механический.
Исходя из состояния металла во время получения неразъемного соединения, существующие способы сварки подразделяют на две группы.
К первой группе относятся способы сварки, при которых металлы соединяются в твердом состоянии посредством совместной пластической деформации. Сварка может производиться без подогрева или с подогревом металла электрическим током или газовым пламенем.
Ко второй группе относятся способы, при которых металл в месте соединения нагревается до температуры плавления.
Впервые явление электрической дуги открыл академик В.В. Петров (в 1802 г.) и предсказал возможность использования тепловой энергии дуги для плавления металла.
В 1882 г. Н.Н. Бенардос изобрел электрическую дуговую сварку плавлением угольным или графитовым электродами, а инженер Н.Г. Славянов предложил электрическую дуговую сварку плавлением металлическими электродами. Позже Н.Н. Бенардосом и Н.Г. Славяновым была предложена идея автоматизации электрической дуговой сварки под флюсом плавлением. Теоретическое обоснование и внедрение в производство автоматической сварки под флюсом плавлением было выполнено советскими учеными в 1940 – 1941гг. под руководством академика Е.О. Патона.
В строительстве наибольшее распространение получили дуговая, электрическая контактная, электрошлаковая и газовая способы сварки.
В институте электросварки им. Е.О. Патона академии Наук Украины (ИЭС АН Украины) после войны разработаны и внедрены многие способы сварки, оборудование и материалы.
Лабораторная работа 2.
Свариваемость сталей и контроль качества сварных соединений.
2.1. Цель работы
Получить наглядное представление о свариваемости сталей, методах ее теоретического и экспериментального определения.
Ознакомиться с внешними и внутренними дефектами сварных соединений и швов.
Ознакомиться с методами контроля качества сварных соединений.
Приобрести практические навыки:
а) определение качества сварного соединения внешним осмотром и обмером;
б) определение непроницаемости сварных швов.
2.2. Основные теоретические положения.
Качество сварного соединения определяется соответствием его свойств (механических, физических и т.д.) предъявляемым к нему требованиям. Поэтому проблема обеспечения качества сварного соединения и конструкции в целом имеет две задачи:
Обеспечение требуемых свойств при выполнении сварного соединения в процессе сварки конструкции;
Контроль готового сварного соединения на его соответствие предъявляемым требованиям.
Соответственно настоящая лабораторная работа состоит из двух разделов.
studfiles.net