







Соединение деталей контактной точечной сваркой. Электроды для точечной сварки
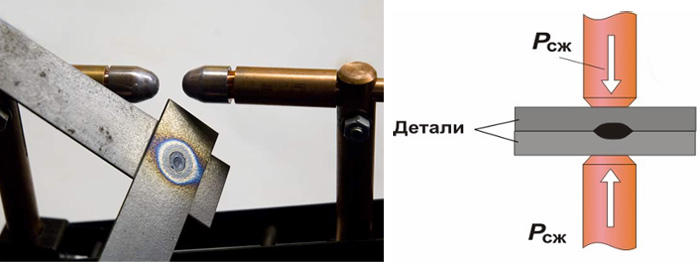
Точечная сварка
Точечная сварка — метод, при котором соединение деталей внахлест производится в одной или нескольких точках. При подаче электротока происходит местный нагрев, в результате чего металл расплавляется и схватывается. В отличие от электродуговой или газовой сварки не требуется присадочный материал: плавятся не электроды, а сами детали. Не нужно и обволакивание инертным газом: сварочная ванна в достаточной мере локализована и защищена от попадания атмосферного кислорода. Сварщик работает без маски и рукавиц. Это позволяет лучше визуализировать и контролировать процесс. Точечная сварка обеспечивает высокую производительность (до 600 точек/мин) при низких затратах. Она широко используется в различных отраслях хозяйства: от приборостроения до самолетостроения, а также в бытовых целях. Без точечной сварки не обходится ни одна автомастерская.

Схема точечной сварки.
Оборудование для точечной сварки
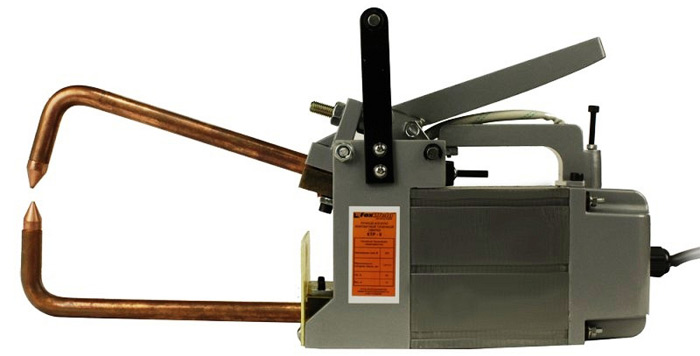
Работы выполняются на специальном сварочном аппарате, называемом споттер (от англ. Spot — точка). Споттеры бывают стационарные (для работы в цехах) и переносные. Установка работает от электросети 380 или 220 В и генерирует заряды тока в несколько тысяч ампер, что значительно больше, чем у инверторов и полуавтоматов. Ток подается на медный или карбоновый электрод, который прижимается к свариваемым поверхностям пневматикой или ручным рычагом. Возникает тепловое воздействие, длящееся несколько миллисекунд. Однако этого хватает для надежной стыковки поверхностей. Так как время воздействия минимально, то тепло не распространяется дальше по металлу, а точка сварки быстро остывает. Свариванию подлежат детали из рядовых сталей, оцинкованного железа, нержавейки, меди, алюминия. Толщина поверхностей может быть различна: от тончайших деталей для приборостроения до листов толщиной 20 мм.

Общий вид точечного сварочного аппарата.
Контактно-точечная сварка может проводиться одним электродом или двумя с разных сторон. Первый способ используется для сварки тонких поверхностей или в тех случаях, когда прижим с двух сторон осуществить невозможно. Для второго способа используют специальные клещи, зажимающие детали. Этот вариант обеспечивает более надежное крепление и чаще используется для работы с толстостенными заготовками.
По типу тока аппараты для точечной сварки подразделяются на:
- работающие на переменном токе;
- работающие на постоянном токе;
- низкочастотные аппараты;
- аппараты конденсаторного типа.
Выбор оборудования зависит от особенностей технологического процесса. Наиболее распространены аппараты переменного тока.
Вернуться к оглавлению
Электроды для точечной сварки

Схема самодельного аппарата для точечной сварки.
Электроды для точечной сварки отличаются от электродов для электродуговой сварки. Они не только обеспечивают подачу тока на свариваемые поверхности, но и выполняют прижимную функцию, а также задействованы в отводе тепла.
Высокая интенсивность рабочего процесса обуславливает необходимость использования материала, стойкого к механическим и химическим воздействиям. Более всего выдвинутым требованиям соответствует медь с добавлением хрома и цинка (0,7 и 0,4% соответственно).
Качество сварной точки во многом определяется диаметром электрода. Он должен быть минимум в 2 раз больше толщины стыкуемых деталей. Размеры стержней регламентируются ГОСТом и имеют от 10 до 40 мм в диаметре. Рекомендуемые размеры электродов представлены в таблице. (Изображение 1)
Для сварки рядовых сталей целесообразно использовать электроды с плоской рабочей поверхностью, для сварки высокоуглеродистых и легированных сталей, меди, алюминия — со сферической.

Изображение 1. Рекомендуемые размеры электродов.
Электроды со сферическими наконечниками более стойкие: способны произвести больше точек до перезаточки.
К тому же они универсальны и подойдут для сварки любого металла, а вот использование плоских для сварки алюминия или магния приведет к образованию вмятин.
Точечная сварка в труднодоступных местах выполняется электродами изогнутой формы. Сварщик, который сталкивается с подобными условиями работы, всегда имеет набор различных фигурных электродов.
Для надежной передачи тока и обеспечения прижима электроды должны плотно соединяться с электрододержателем. Для этого их посадочным частям придают форму конуса.
Некоторые виды электродов имеют резьбовое соединение или крепятся по цилиндрической поверхности.
Вернуться к оглавлению
Параметры точечной сварки
Основными параметрами процесса являются сила тока, продолжительность импульса, усилие сжатия.
От силы сварочного тока зависит количество выделяемого тепла, скорость нагрева, величина сварного ядра.
Наряду с силой тока на количество тепла и размеры ядра влияет продолжительность импульса. Однако при достижении определенного момента наступает состояние равновесия, когда все тепло отводится от зоны сварки и уже не влияет на расплавление металла и размер ядра. Поэтому увеличение продолжительности подачи тока сверх этого нецелесообразно.

Изображение 2. Рекомендованные параметры силы тока, продолжительности импульса и сжатия для сварки рядовых сталей.
Усилие сжатия влияет на пластическую деформацию свариваемых поверхностей, перераспределение по ним тепла, кристаллизацию ядра. Высокое усилие сжатия снижает сопротивление электрического тока, идущего от электрода к свариваемым деталям и в обратном направлении. Таким образом, возрастает сила тока, ускоряется процесс расплавления. Соединение, выполненное с высоким усилием сжатия, отличается высокой прочностью. При больших токовых нагрузках сжатие препятствует выплескам расплавленного металла. С целью снятия напряжения и увеличения плотности ядра в некоторых случаях производится дополнительное кратковременное повышение усилия сжатия после отключения тока.
Выделяют мягкий и жесткий режим сварки. При мягком режиме сила тока меньше (плотность тока составляет 70-160 А/мм²), а продолжительность импульса может достигать нескольких секунд. Такая сварка применяется для соединения низкоуглеродистых сталей и более распространена в домашних условиях, когда работы проводятся на маломощных аппаратах. При жестком режиме продолжительность мощного импульса (160-300 А/мм²) составляет от 0,08 до 0,5 секунды. Деталям обеспечивают максимально возможное сжатие. Быстрый нагрев и быстрое охлаждение позволяют сохранить сварному ядру антикоррозийную стойкость. Жесткий режим используют при работе с медью, алюминием, высоколегированными сталями.
Выбор оптимальных параметров требует учета многих факторов и проведения испытаний после расчетов. Если же выполнение пробных работ невозможно или нецелесообразно (например, при разовой сварке в домашних условиях), то следует придерживаться режимов, изложенных в справочниках. Рекомендованные параметры силы тока, продолжительности импульса и сжатия для сварки рядовых сталей приведены в таблице. (Изображение 2)
Возможные дефекты и их причины

Циклограммы процессов контактной точечной сварки.
Качественно выполненная точечная контактная сварка обеспечивает надежное соединение, срок службы которого, как правило, превышает срок службы самого изделия. Однако нарушение технологии может привести к дефектам, которые можно разделить на 3 основные группы:
- недостаточные размеры сварного ядра и отклонение его положения относительно стыка деталей;
- механические повреждения: трещины, вмятины, раковины;
- нарушение механических и антикоррозийных свойств металла в зоне, прилегающей к сварной точке.
Рассмотрим конкретные виды дефектов и причины их возникновения:
- Непровар может быть вызван недостаточной величиной силы тока, чрезмерным сжатием, изношенностью электрода.
- Наружные трещины возникают при слишком большом токе, недостаточном сжатии, загрязненности поверхностей.
- Разрывы у кромок обусловлены близким расположением к ним ядра.
- Вмятины от электродов возникают при их слишком малой рабочей поверхности, неправильной установке, чрезмерном сжатии, слишком высоком токе и продолжительном импульсе.
- Выплеск расплавленного металла и заполнение им пространства между деталями (внутренний выплеск) происходит из-за недостаточного сжатия, образования в ядре воздушной раковины, несоосно установленных электродах.
- Наружный выплеск расплавленного металла на поверхность деталей может быть вызван недостаточным сжатием, слишком большими режимами тока и времени, загрязненностью поверхностей и перекосом электродов. Последние два фактора оказывают негативное влияние на равномерность распределения тока и плавление металла.
- Внутренние трещины и раковины возникают из-за чрезмерных режимов тока и времени, недостаточного или запаздывающего проковочного сжатия, загрязненности поверхностей. Усадочные раковины появляются в момент охлаждения ядра. Для их предотвращения и используют проковочное сжатие после прекращения подачи тока.
- Причиной неправильной формы ядра или его смещения является перекос или несоосность электродов, загрязненность поверхности деталей.
- Прожог является следствием загрязненности поверхностей или недостаточного сжатия. Во избежание этого дефекта ток необходимо подавать только после того, как сжатие обеспечено полностью.
Для выявления дефектов используют визуальный осмотр, рентгенографию, ультразвуковое исследование, капиллярную диагностику.
При испытательных работах контроль над качеством сварной точки производится методом разрыва. Ядро должно остаться полностью на одной детали, а на второй — глубокий кратер.
Исправление дефектов зависит от их характера. Применяют механическую зачистку наружных выплесков, проковку при деформации, термическую обработку для снятия напряжений. Чаще же бракованные точки просто переваривают.
expertsvarki.ru
Электроды, применяемые для точечной сварки
Конструкция электродов должна иметь форму и размеры, обеспечивающие доступ рабочей части электрода к месту сварки деталей, быть приспособленной для удобной и надежной установки на машине и иметь высокую стойкость рабочей поверхности.
Наиболее простыми для изготовления и эксплуатации являются прямые электроды, выполняемые в соответствии с ГОСТом 14111—69 из различных медных электродных сплавов, в зависимости от марки металла свариваемых деталей.
Иногда, например при сварке разноименных металлов или деталей с большой разницей в толщине, для получения качественных соединений электроды должны иметь достаточно низкую электротеплопроводность (30…40% от меди). Если из такого металла изготавливать весь электрод, то он будет интенсивно нагреваться от сварочного тока за счет своего высокого электросопротивления. В таких случаях основание электрода выполняют из медного сплава, а рабочую часть из металла со свойствами, необходимыми для нормального формирования соединений. Рабочая часть 3 может быть сменной (рис. 1, а) и закрепляться с помощью гайки 2 на основании 1. Использование электродов такой конструкции удобно, так как позволяет при изменении толщины и марки металла свариваемых деталей устанавливать нужную рабочую часть. Недостатками электрода со сменной частью являются возможность применения его только при сварке деталей с хорошими подходами и недостаточно интенсивное охлаждение. Поэтому подобные электроды не следует использовать на тяжелых режимах сварки с большим темпом.
Рис. 1. Электроды с рабочей частью из другого металла
Рабочую часть электродов выполняют также в виде припаянного (рис. 1, б) или запрессованного наконечника (рис. 1, в). Наконечники изготавливают из вольфрама, молибдена или их композиций с медью. При запрессовке наконечника из вольфрама необходима шлифовка его цилиндрической поверхности с целью надежного контакта с основанием электрода. При сварке деталей из нержавеющих сталей толщиной 0,8…1,5 мм диаметр вольфрамовой вставки 3 (рис. 1, в) составляет 4…7 мм, глубина запрессованной части 10…12 мм, а выступающей части 1,5…2 мм. При большей длине выступающей части наблюдаются перегрев и снижение стойкости электрода. Рабочая поверхность вставки может быть плоской или сферической.
Особое внимание при конструировании электродов должно уделяться форме и размерам посадочной части. Наиболее распространена конусная посадочная часть, длина которой должна составлять не менее . Электроды с укороченным конусом следует применять только при сварке с использованием малых усилий и токов. Кроме конусной посадки иногда применяется крепление электродов на резьбе с помощью накидной гайки. Такое соединение электродов может быть рекомендовано в. многоточечных машинах, когда важно иметь одинаковое исходное расстояние между электродами, или в клещах. При использовании фигурных электрододержателей применяются также электроды с цилиндрической посадочной частью (см. рис. 8, г).
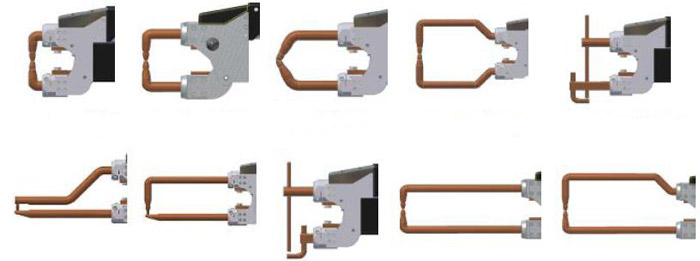
При точечной сварке деталей сложного контура и плохими подходами к месту соединения используют самые разнообразные фигурные электроды, которые имеют более сложную конструкцию чем прямые, менее удобны в эксплуатации и, как правило, обладают пониженной стойкостью. Поэтому фигурные электроды целесообразно применять тогда, когда без них сварка вообще неосуществима. Размеры и форма фигурных электродов зависят от размеров и конфигурации деталей, а также конструкции электрододержателей и консолей сварочной машины (рис. 2).
Рис. 2. Различные типы фигурных электродов
Фигурные электроды при работе обычно испытывают значительный изгибающий момент от внеосевого приложения усилия, который необходимо учитывать при выборе или конструировании электродов. Изгибающий момент и обычно малое сечение консольной части создают значительные упругие деформации. В связи с этим неизбежно взаимное смещение рабочих поверхностей электродов, особенно, если один электрод прямой, а другой фигурный. Поэтому у фигурных электродов предпочтительной является сферическая форма рабочей поверхности. В случае фигурных электродов, испытывающих большие изгибающие моменты, возможна деформация конусной посадочной части и гнезда электрододержателя. Предельно допустимые изгибающие моменты для фигурных электродов из бронзы Бр.НБТ и электрододержателей из термообработанной бронзы Бр.Х составляют по опытным данным для конусов электродов диаметром 16, 20, 25 мм соответственно 750, 1500 и 3200 кг×см. Если конусная часть фигурного электрода испытывает момент больше допустимого, то следует увеличить максимальный диаметр конуса.
При конструировании сложных пространственных фигурных электродов рекомендуется предварительное изготовление их модели из пластилина, дерева или легко обрабатываемого металла. Это позволяет установить наиболее рациональные размеры и форму фигурного электрода и избежать переделок при его изготовлении сразу из металла.
На рис. 3 приведены некоторые примеры сварки узлов в местах с ограниченным доступом. Сварку профиля с обечайкой выполняют нижним электродом со смещенной рабочей поверхностью (рис. 3, а).
Рис. 3. Примеры применения фигурных электродов
Пример использования верхнего электрода с косой заточкой и нижнего, фигурного, показан на рис. 3, б. Угол отклонения электрододержателя от вертикальной оси не должен быть более 30°, в противном случае конусное отверстие электрододержателя деформируется. Если нельзя установить верхний электрод с наклоном, то он также может быть фигурным. Фигурный электрод изгибают в двух, плоскостях для достижения труднодоступного места сварки (рис. 3, в—д). Если на машине отсутствует или ограничено горизонтальное перемещение консолей для сварки деталей, показанных на рис. 3, е применяют два фигурных электрода с одинаковыми вылетами.
Иногда фигурные электроды воспринимают очень большие изгибающие моменты. Во избежание деформации конусной посадочной части фигурный электрод дополнительно закрепляют за наружную поверхность электрододержателя с помощью хомутика и винта (рис. 4, а). Прочность фигурных электродов с большим вылетом значительно увеличивается, если выполнять их составными (армированными). Для этого основная часть электрода делается из стали, а токоведущая из медного сплава (рис. 4, б). Соединение токоведущих частей между собой может быть выполнено с помощью пайки, а со стальной консолью — на винтах. Возможен вариант конструкции, когда фигурный электрод из медного сплава подкрепляют (армируют) стальными элементами (планками), которые не должны образовывать вокруг электрода замкнутого кольца, так как в нем будут индуктироваться токи, увеличивающие нагрев электрода. Крепление фигурных электродов, испытывающих большие моменты, целесообразно выполнять в виде удлиненной цилиндрической части, для установки в машине вместо электрододержателя (см. рис. 4, б).
Рис. 4. Электроды, воспринимающие большой изгибающий момент:
а — с подкреплением за наружную поверхность электрододержателя;
б — армированный электрод: 1 — стальная консоль; 2 — электрод; 3 — токоподвод
В большинстве случаев при точечной сварке используется внутреннее охлаждение электродов. Однако, если сварка выполняется электродами малого сечения или с большим нагревом, а свариваемый материал не подвержен коррозии, в клещах применяют наружное охлаждение. Подвод охлаждающей воды осуществляется либо специальными трубками, либо через отверстия в рабочей части самого электрода. Большие трудности возникают при охлаждении фигурных электродов, так как подвести воду непосредственно к рабочей части не всегда возможно из-за малого сечения консольной части электрода. Иногда охлаждение выполняют с помощью тонких медных трубок, припаиваемых к боковым поверхностям консольной части фигурного электрода достаточно большого размера. Учитывая, что фигурные электроды всегда охлаждаются хуже прямых электродов, часто приходится существенно снижать темп сварки, не допуская перегрева рабочей части фигурного электрода и снижения стойкости.
При использовании для сварки в труднодоступных местах клещей, а также необходимости частой замены электродов применяют крепление электродов, показанное на рис. 5. Такое крепление обеспечивает хороший электрический контакт, удобное регулирование вылета электродов, хорошую устойчивость против боковых смещений, быстрый и простой съем электродов. Однако из-за отсутствия внутреннего охлаждения в таких электродах их применяют при сварке на малых токах (до 5…6 кА) и с малым темпом.
Рис. 5. Способы крепления электродов
Для удобства работы используют электроды, имеющие несколько рабочих частей. Эти электроды могут быть переставными или поворотными (рис. 6) и значительно упрощают и ускоряют установку электродов (совмещение рабочих поверхностей).
Рис. 6. Многопозиционные переставной (а) и поверхностный (б) электроды:
1 — электрододержатель; 2 — электрод
Электроды устанавливаются в электрододержателях, которые закрепляются на консольных частях сварочной машины, передающих усилие сжатия и ток. В табл. для справок приведены размеры прямых электрододержателей основных типов точечных сварочных машин. Электрододержатели должны изготавливаться из достаточно прочных медных сплавов с относительно высокой электропроводностью. Чаще всего электрододержатели выполняют из бронзы Бр.Х, которая должна быть термически обработана для получения необходимой твердости (НВ не менее 110). В случае сварки сталей, когда применяются небольшие токи (5…10 кА), электрододержатели целесообразно выполнять из бронзы Бр.НБТ или кремненикелевой бронзы. Эти металлы обеспечивают длительное сохранение размеров конусного посадочного отверстия электрододержателя.
Таблица. Размеры электрододержателей точечных машин в мм
| Размеры электрододержателя | МТПТ-600 | МТПТ-400, МТК-75 | МТП-300, МТП-400 | МТК 6301, МТП-200/1200 | МТПУ-300, МТП-150/1200 МТП-200, МТП-150, МТ 2507 | МТ 1607, МТП-75 МТП-100, МТПР-75 (50 , 25) МТПК-25, МТ 1206 |
| Наружный диаметр | 70 | 60 | 50 | 50 | 32 | 25 |
| Диаметр конуса для электрода | 32 | 32 | 32 | 25 | 20 | 16 |
| Конусность | 1:5 | 1:5 | 1:5 | 1:10 | 1:10 | 1:10 |
Наибольшее распространение имеют прямые электрододержатели (рис. 7). Внутри полости электрододержателя проходит трубка для подвода воды, сечение которой должно быть достаточно для интенсивного охлаждения электрода. При толщине стенки трубки 0,5…0,8 мм ее наружный диаметр должен составлять 0,7…0,75 от диаметра отверстия электрода . В случае частой смены электродов целесообразно использовать электрододержатели с выталкивателями (рис. 7, б). Выталкивание электрода из посадочного гнезда производится при ударе деревянным молотком по бойку 5, который соединен с трубкой из нержавеющей стали — выталкивателем 1. Возврат выталкивателя и бойка в исходное нижнее положение выполняется пружиной 2. Важно, чтобы торец выталкивателя, ударяющий по торцу электрода, не имел повреждений на своей поверхности, в противном случае посадочная часть электрода будет быстро выходить из строя, заклиниваясь при его удалении из электрододержателя. Удобным для эксплуатации является выполнение конца электрододержателя 1 в виде сменной резьбовой втулки 2, в которой установлен электрод 3 (рис. 7, в). Такая конструкция позволяет изготавливать втулку 2 из более стойкого металла и заменять ее при износе и установке электрода другого диаметра, а также легко удалять электрод при заклинивании путем выбивания его стальной выколоткой изнутри втулки.
Рис. 7. Прямые электрододержатели:
а – нормальный;
б – с выталкивателем;
в – со сменной втулкой
Если фигурные электроды чаще применяются при сварке деталей, имеющих малые размеры соединяемых элементов, то при больших их размерах целесообразно использование специальных фигурных электрододержателей и простых электродов, Фигурные электрододержатели могут быть составными и обеспечивать установку электродов под различным, углом к вертикальной оси (рис. 8, а). Достоинством такого электрододержателя является легкая регулировка вылета электрода. В ряде случаев фигурный электрод может быть заменен электрододержателей, показанным на рис. 8, б. Интерес также представляет электрододержатель, наклон которого можно легко регулировать (рис. 8, в). Конструкция, изогнутого под углом 90° электрододержателя приведена на рис. 30, г, она позволяет закрепить электроды с цилиндрической посадочной частью. Специальный винтовой зажим обеспечивает быстрое закрепление и снятие электродов. На рис. 9 представлены различные примеры точечной сварки с использованием фигурных электрододержателей.
Рис. 8. Специальные электрододержатели
Рис. 9. Примеры применения различных электрододержателей
При точечной сварке крупногабаритных узлов типа панелей целесообразно использовать четырехэлектродную поворотную головку (рис. 10). Применение таких головок позволяет в четыре раза увеличить время работы электродов до очередной зачистки, не удаляя свариваемую панель из рабочего пространства машины. Для этого после загрязнения каждой пары электродов электрододержатель 1 поворачивается на 90° и закрепляется стопором 4. Поворотная головка позволяет также устанавливать электроды с различной формой рабочей поверхности для сварки узла с изменяющейся, например, ступенчато толщиной деталей, а также обеспечить механизацию зачистки электродов специальными устройствами. Поворотная головка может использоваться при точечной сварке деталей с большой разницей в толщине и устанавливается со стороны тонкой детали. Известно, что при этом рабочая поверхность электрода, контактирующего с тонкой деталью, быстро изнашивается и заменяется приповороте головки на новую. В качестве электрода со стороны толстой детали удобно использовать ролик.
Рис. 10. Поворотная электродная головка:
1 – поворотный электрододержатель; 2 – корпус; 3 – электрод; 4 – стопор
При точечной сварке оси электродов должны быть перпендикулярны поверхностям свариваемых деталей. Для этого сварку деталей, имеющих уклоны (плавно изменяющуюся толщину), или изготовляемых с помощью подвесных машин, при наличии крупногабаритных узлов выполняют с использованием самоустанавливающегося поворотного электрода со сферической опорой (рис. 11, а). Во избежание течи воды электрод имеет уплотнение в виде резинового кольца.
Рис. 11. Самоустанавливающиеся электроды и головки:
а — поворотный электрод с плоской рабочей поверхностью;
б — головка для двухточечной сварки: 1 — корпус; 2 — ось;
в — пластинчатый электрод для сварки сетки: 1, 7 — консоли машины; 2—вилка; 3 — гибкие шины; 4—качающийся электрод; 5 — свариваемая сетка; 6 — нижний электрод
На обычных точечных машинах сварка стальных деталей относительно небольшой толщины может выполняться сразу двумя точками с применением двухэлектродной головки (рис. 11, б). Равномерное распределение усилий на оба электрода достигается за счет поворота корпуса 1 относительно оси 2 под действием усилия сжатия машины.
Для сварки сетки из стальной проволоки диаметром 3…5 мм могут быть применены пластинчатые электроды (рис. 11, в). Верхний электрод 4 качается на оси для равномерного распределения усилий между соединениями. Подвод тока в целях его равномерности производится гибкими шинами 3; вилка 2 и ось качания изолированы от электрода. При длине электродов до 150 мм они могут выполняться некачающимися.
Рис. 12. Раздвижные клиновые электроды-вставки
При сварке панелей, состоящих из двух обшивок и ребер жесткости, внутри должна находиться электропроводная вставка, воспринимающая усилие электродов машины. Конструкция вставки должна обеспечивать ее плотное прилегание к внутренней поверхности свариваемых деталей без зазора, во избежание глубоких вмятин на внешних поверхностях деталей и возможных прожогов. Для этой цели может быть использована раздвижная вставка, показанная на рис. 12. Движение клина 2 относительно неподвижного клина 4, обеспечивающее их поджатие к свариваемым деталям 3, синхронизировано с работой машины. Когда электроды 1 и 5 сжаты и происходит сварка, воздух из пневмосистемы привода машины поступает в правую полость цилиндра 8, закрепленного на передней стенке машины и через тягу 7 перемещает клин 2, увеличивая расстояние между рабочими поверхностями клиньев. При поднятии электрода 1 воздух выходит из правой и начинает поступать в левую полость цилиндра 8, уменьшая расстояние между поверхностями клиньев, что позволяет перемещать свариваемую панель относительно электродов машины. Охлаждение клиновой вставки производится воздухом, который поступает по трубке 6. Использование такой вставки позволяет сваривать детали с внутренним расстоянием между ними до 10 мм.
k-svarka.com
Электроды для контактной сварки. Виды и рекомендуемый материал
 Точечная сварка, благодаря появлению компактных ручных аппаратов типа BlueWeldPlus, становится популярной не только при промышленных масштабах применения, но и в быту. Слабым местом такой технологии являются электроды для контактной сварки: их низкая стойкость во многих случаях отпугивает потребителя.
Точечная сварка, благодаря появлению компактных ручных аппаратов типа BlueWeldPlus, становится популярной не только при промышленных масштабах применения, но и в быту. Слабым местом такой технологии являются электроды для контактной сварки: их низкая стойкость во многих случаях отпугивает потребителя.
Причины недолговечности электродов контактной электросварки
Процесс контактной сварки состоит из следующих стадий:
- Предварительной подготовки поверхности соединяемых деталей – она должна быть непросто очищена от загрязнений и окислов, но и очень ровной, чтобы исключить неравномерность возникающего напряжения электрического поля.
- Ручного или механического прижима свариваемых изделий – с увеличением усилия прижима растут интенсивность диффузии и механическая прочность сварного шва.
- Локального расплавления металлов в зоне прижима теплом электрического тока, в результате чего формируется сварочное соединение. Прижим электродов на этой стадии препятствует образованию сварочных брызг.
- Отключения тока и постепенного остывания сварного шва.
Таким образом, материал электродов для контактной сварки претерпевает не только значительные термические напряжения, но и механические нагрузки. Поэтому к нему предъявляется ряд требований – высокая электропроводность, высокая термическая стойкость (в том числе – и от постоянных колебаний температуры), повышенные значения предела прочности на сжатие, малый коэффициент теплоёмкости. Таким комплексом свойств обладает ограниченное число металлов. В первую очередь – это медь, и сплавы на её основе, однако и они не всегда удовлетворяют производственным требованиям.
В связи с постоянным повышением энергетических характеристик производимых сварочными клещями для точечной сварки многие торговые марки ориентируют потребителя на применение только «своих», фирменных электродов, что не всегда соблюдается. В результате снижается качество сварных швов, получаемых по такой технологии, подрывается доверие к самому процессу контактной электросварки.
Преодоление указанных проблем производится двумя путями: совершенствованием видов и конструкций сварочных электродов для точечной сварки, и разработкой новых материалов, используемых для изготовления таких электродов. Для частных пользователей имеет значение также и цена вопроса.

Материалы электродов
Согласно ГОСТ 2601, критерием качества готового шва является его прочность на разрыв или сдвиг. Она зависит от интенсивности тепловой мощности в зоне электрического разряда, а потому связывается в первую очередь с теплофизическими характеристиками материала электродов.
Использование медных электродов малоэффективно по двум причинам. Во-первых, медь, являясь высокопластичным металлом, не обладает достаточной упругостью, чтобы в период между рабочими циклами полностью восстановить геометрическую форму электродов. Во-вторых, медь весьма дефицитна, а частая замена электродов обуславливает и высокие финансовые затраты.
Попытки использовать более твёрдую, упрочнённую медь успеха не имеют: для нагартованного материала параллельно с повышением твёрдости снижается температура рекристаллизации, поэтому с каждым рабочим циклом износ рабочего торца электрода для контактной сварки будет возрастать. Поэтому практическое применение получили медные сплавы с добавлением ряда других металлов. В частности, введение в медный сплав кадмия, бериллия, магния, цинка и алюминия мало изменяет показатель теплопроводности, зато улучшает твёрдость при нагреве. Стойкость электрода от динамических тепловых нагрузок увеличивают железо, никель, хром и кремний.
При подборе оптимального материала сварочных электродов для контактной сварки ориентируются на показатель удельной электропроводности сплава. Чем меньше он будет отличаться (в меньшую сторону) от электропроводности чистой меди – 0,0172 Ом·мм2/м, тем лучше.
Наиболее эффективную стойкость против износа и деформации показывают сплавы, в состав которых входят кадмий (0,9…1,2%), магний (0,1…0,9%) и бор (0,02…0,03%).
 Выбор материала для электродов точечной сварки зависит также и от конкретных задач процесса. Можно выделить три группы:
Выбор материала для электродов точечной сварки зависит также и от конкретных задач процесса. Можно выделить три группы:
- Электроды, предназначенные для проведения контактной сварки в жёстких условиях (непрерывное чередование циклов, поверхностные температуры до 450…500ºС). Их изготавливают из бронз, содержащих хром и цирконий (Бр.Х, Бр.ХЦр 0,6-0,05. В эту же группу включают никель- кремнистые бронзы (Бр.КН1-4), а также бронзы, дополнительно легированные титаном и бериллием (Бр.НТБ), используемые для точечной сварки нержавеющих и жаропрочных сталей и сплавов.
- Электроды, применяемые при контактных температурах на поверхности до 250…300ºС (сварка обычных углеродистых и низколегированных сталей, медных и алюминиевых изделий). Их производят из медных сплавов марок МС и МК.
- Электроды для относительно лёгких режимов эксплуатации (поверхностные температуры до 120…200ºС). В качестве материалов применяется кадмиевая бронза Бр.Кд1, хромистая бронза Бр.Х08, кремненикелевая бронза Бр.НК и др. Такие электроды могут использоваться также и для роликовой контактной электросварки.
Следует отметить, что по убыванию удельной электропроводности (по отношению к чистой меди) эти материалы располагаются в следующей последовательности: Бр.ХЦр 0,6-0,05→МС→МК→Бр.Х→Бр.Х08→Бр.НТБ→Бр.НК →Бр.Кд1→Бр.КН1-4. В частности, разогрев до требуемой температуры электрода, изготовленного из бронзы Бр.ХЦр 0,6-0,05 произойдёт примерно вдвое быстрее, чем полученного из бронзы Бр.КН1-4.
Конструкции электродов
Наименее стойким местом электрода является его сферическая рабочая часть. Электрод бракуется, если увеличение размеров торца превышает 20% от первичных размеров. Конструкция электродов определяется конфигурацией свариваемой поверхности. Различают следующие исполнения инструмента
- С цилиндрической рабочей частью и конической посадочной частью.
- С коническими посадочной и рабочей частью, и переходным цилиндрическим участком.
- Со сферическим рабочим торцом.
- Со скошенным рабочим торцом.
Кроме того, электроды могут быть сплошными и составными.
При самостоятельном изготовлении (либо перезаточке) рекомендуется выдерживать следующие соотношения размеров, при которых инструмент будет обладать максимальной стойкостью:
- Для расчёта диаметра электрода d пользуются зависимостью Р = (3…4)d2, где Р – фактически необходимое сжатие электродов при проведении процесса контактной электросварки. В свою очередь, рекомендуемые значения давления осадки, при котором получаются наиболее качественные соединения, составляет 2,5…4,0 кг/мм2 площади получаемого сварного шва;
- Для электродов с конической рабочей частью оптимальный угол конусности варьируется от 1:10 (для инструмента с диаметром рабочей части до 30…32 мм) до 1:5 – в противоположном случае;
- Выбор угла конуса определяется также и наибольшим усилием сжатия: при максимальных усилиях рекомендуется принимать конусность 1:10, как обеспечивающую повышенную продольную стойкость электрода.
Основные формы электродов для контактной сварки устанавливает ГОСТ 14111, поэтому, применяя те или иные соотношения размеров, следует учитывать размеры посадочного пространства под инструмент для конкретной модели машины контактной сварки.
Значительную экономию материала даёт применение составных конструкций. При этом для изготовления корпуса применяют материалы с высокими значениями электропроводности, а съёмную рабочую часть изготавливают из сплавов с высокой твёрдостью и износостойкостью (в том числе и термической). В частности, подобным сочетанием свойств обладают металлокерамические сплавы от швейцарской фирмы АМРСО марок A1W или A1WC, содержащие 56% вольфрама и 44% меди. Их электропроводность достигает 60% от электропроводности чистой меди, что определяет малые потери на нагрев при выполнении сварки. Рекомендуемым материалом могут быть и бронзовые сплавы с добавками хрома и циркония, а также вольфрам.
Электроды для контактной сварки лёгких сплавов, где не требуется значительного усилия прижима, выполняют со сферической рабочей частью, а для контактных губок аппаратов точечной электросварки целесообразно применять кремнистые бронзы.
Механические характеристики электродов должны находиться в следующих пределах:
- Твёрдость по Бринеллю, НВ – 1400…2600;
- Модуль Юнга, ГПа – 80…140;
- Предельный изгибающий момент, кгсм – не ниже 750…800.
Конструкции электродов всегда должны быть полыми, для обеспечения эффективного охлаждения.
proinstrumentinfo.ru
Конструкция электродов для точечной сварки
Содержание статьи

Электроды для точечной сварки
Характеристика:
- Наибольшее распространение в практике получили электроды, имеющие в рабочей части форму усеченного конуса и плоскую контактную поверхность.
- Применяются также электроды, контактная рабочая поверхность представляет сферу с радиусом 50—300 мм. Типы электродов показаны на рис.
- Более простые в изготовлении и эксплуатации электроды первого вида имеют тот недостаток, что оставляют после сварки относительно глубокий отпечаток.
Кроме того, даже при незначительном перекосе деталей относительно оси электродов их контактирование будет резко неравномерным, что сопряжено с возможностью появления выплесков в местах слабого соприкосновения и глубокого вмятинy в местах сильного сжатия.

Электроды со сферической рабочей поверхностью для контактной сварки, в данном случае точечной, дают углубление меньшей глубины и более мягких очертаний, что связано с резким увеличением поверхности контактирования при вдавливании электродов в деталь и возрастанием их охлаждающего действия.


Кратко об электродах для точечной сварки
Незначительные перекосы деталей неопасны. Изготовление и эксплуатация таких электродов несколько дороже. Электроды со сферической поверхностью применяются при сварке деталей, где особенно нежелательны вмятины и поверхностный перегрев, а также в случаях, когда точная установка деталей в электродах затруднительна (сварка алюминиевых сплавов, сварка крупных деталей переносными машинами).
Особенности применения
В тех случаях, когда конструкция изделия не позволяет разместить точки нормальной круглой формы, на пример при слишком узкой отбортовке или нахлестке, электродам придают овальную форму. Шунтирование. Ток при сварке идет через металл не только по оси электродов. Часть его, как показано на фиг. 18, неизбежно ответвляется через соседние, ранее сваренные точки.
В отдельных случаях шунтирование может так возрасти, что вызовет недостаток тока и нагрева зоны сварки.
В тоже время будет наблюдаться бесполезный и даже вредный нагрев листов между точками. Доля шунтирующегося тока — степень шунтирования — зависит только от отношения электрического сопротивления участка шунтирования к сопротивлению в зоне сварки.
Следует знать:
- Чем больше это отношение, тем ток шунтирования меньше, а непосредственно сварочный ток больше.
- Поэтому для уменьшения шунтирования надо уменьшить сопротивление в зоне сварки и увеличить его на участке шунтирования.
Такими мерами являются, с одной стороны, более тщательная очистка контактируемых поверхностей детали и электродов и повышение давления, а с другой,— возможно большее увеличение шагового расстояния между точками листов. Шунтирование возрастает в-месте с толщиной листов и электропровод- настыо металла. Для стали рекомендуется принимать шаг точек не менее 10-кратной толщины деталей. Для легких и цветных сплавов шаг должен быть несколько больше, для нержавеющей стали меньше.

В случае, когда шаг принимается меньшим, чем рекомендуемый, надо увеличивать силу тока.
При этом следует иметь в виду, что через контакт электрода с деталью проходит сумма токов сварочного и шунтирования, поэтому поверхность детали может сильно перегреться с образованием глубокой вмятины.
Подобные статьи
svarak.ru
Электроды для контактной сварки точечной и шовной
Большинство металлических изделий, которые нас окружают, изготовлены при помощи контактной сварки. Существуют различные виды сварки, но контактная позволяет создавать достаточно прочные и эстетично красивые швы. Поскольку металл сваривается не традиционным методом, то для такого процесса нужны электроды для контактной сварки.

Электроды для контактной сварки
Контактная сварка возможна только для сваривания двух металлических деталей, наложенных одна на другую, их невозможно соединить данным методом встык. В тот момент, когда обе детали зажаты токопроводящими элементами сварочного аппарата, кратковременно подается электрический ток, который плавит детали непосредственно в точке сжатия. Главным образом это возможно благодаря сопротивлению тока.
Конструкции электродов
Для работы с электродуговой сваркой также используются электроды, но они кардинально отличаются от токопроводящих элементов для контактной сварки, и не подходят для данного вида работ. Поскольку в момент сварки детали сдавливаются контактными частями сварочного аппарата, то электроды для контактной сварки способны проводить электрический ток, выдерживать нагрузку на сжатие и отводить тепло.
Диаметр электродов определяет насколько прочно и качественно будут сварены детали. Их диаметр должен быть в 2 раза толще сварного узла. Согласно государственным стандартам они бывают диаметром от 10 до 40 мм.
Свариваемый металл определяет форму применяемого электрода. Данные элементы, имеющие плоскую рабочую поверхность, используют для сварки обычных сталей. Сферическая форма идеально подходит для соединения меди, алюминия, высокоуглеродистых и легированных сталей.
Сферическая форма наиболее устойчива к сгоранию. Благодаря своей форме они способны выполнить большее количество сварных швов до заточки. Кроме того, применение такой формы позволяет варить любой металл. В то же время, если сваривать алюминий или магний плоской поверхностью, то будут образовываться вмятины.

Схема электрода для сварки
Посадочное место электрода часто выполнено в форме конуса или с резьбой. Данная конструкция позволяет избежать потерь тока и эффективно выполнить сжатие деталей. Посадочный конус может быть коротким, однако их применяют при малых усилиях и низких токах. Если используется крепление с резьбой, то зачастую через накидную гайку. Резьбовое крепление особенно актуально в специальных многоточечных машинах, так как необходим одинаковый зазор между клешнями.
Для выполнения сварки в глубине детали, применяются электроды искривленной конфигурации. Существует разнообразие изогнутых форм, поэтому при постоянной работе в таких условиях, необходимо иметь подборку различных форм. Однако пользоваться ими неудобно, и они имеют более низкую стойкость, в сравнении с прямыми, поэтому к ним прибегают в последнюю очередь.
Поскольку давление на фигурный электрод приходится не по его оси, во время нагрева он подвержен изгибанию, и об этом нужно помнить при выборе его формы. Кроме того, в такие моменты, возможно смещение рабочей поверхности искривленного электрода, по отношении к ровному. Поэтому в таких ситуациях обычно применяется сферическая рабочая поверхность. Не осевая нагрузка сказывается также на посадочном месте электрододержателя. Поэтому при чрезмерной нагрузке, нужно использовать электроды с увеличенным диаметром конуса.
Выполняя сварку в глубине детали можно использовать прямой электрод, если наклонить его по вертикали. Однако угол наклона должен быть не больше 30о, так как при большем градусе наклона происходит деформация электрододержателя. В таких ситуациях применяют два изогнутых токопроводящих элемента.

Внешний вид электродов
Использование хомута в месте крепления фигурного электрода позволяет снизить нагрузку на конус и продлить срок службы посадочного места сварочного аппарата. При разработке фигурного электрода, необходимо вначале выполнить чертеж, затем изготовить из пластилина или дерева пробную модель, и только после этого приступать к его изготовлению.
В промышленной сварке применяется охлаждение контактной части. Зачастую такое охлаждение происходит через внутренний канал, но если электрод небольшого диаметра или происходит увеличенный нагрев, то охлаждающую жидкость подают снаружи. Однако наружное охлаждение допускается при условии, что свариваемые детали не поддаются коррозии.
Труднее всего охладить фигурный электрод из-за его конструкции. Для его охлаждения применяют тонкие медные трубки, которые располагаются по боковым частям. Однако даже при таких условиях он недостаточно хорошо охлаждается, поэтому не может варить в том же темпе, что и прямой электрод. В противном случае происходит его перегрев и срок эксплуатации сокращается.
Сварка в глубине маленькой детали производится фигурными электродами, а с большими деталями предпочтительнее использовать фигурные держатели. Преимуществом такого способа является возможность регулировать длину электрода.
Во время контактной сварки ось двух электродов должна быть 90о по отношению к поверхности детали. Поэтому когда свариваются крупногабаритные детали с уклоном, используются поворотные, самоустанавливающиеся держатели, а сварка выполняется сферической рабочей поверхностью.
Стальная сетка диаметром до 5 мм сваривается пластинчатым электродом. Равномерное распределение нагрузки достигается путем свободного вращения вокруг своей оси верхнего токопроводящего контакта.
Хотя сферическая форма рабочей поверхности является самой устойчивой из остальных форм, все же она, вследствие тепловых и силовых нагрузок, теряет свою первоначальную форму. Если рабочая поверхность контакта увеличивается на 20 % от первоначального размера, то он считается непригодным, и его нужно затачивать. Заточка электродов контактной сварки производится в согласии ГОСТом 14111.
Материалы электродов для контактной сварки
Одним из решающих факторов качества сварного шва, является прочность на разрыв. Это определяется температурой сварной точки и зависит от теплофизических свойств материала проводника.
Медь в чистом виде неэффективна, поскольку является очень пластичным металлом и не имеет необходимой упругости, чтобы между сварными циклами восстановиться в геометрической форме. Кроме того, себестоимость материала относительно высока, а при таких свойствах электроды требовали бы регулярной замены, что привело бы к удорожанию процесса.
Использование упрочненной меди также не увенчалось успехом, так как снижение температуры рекристаллизации приводит к тому, что с каждой следующей сварной точкой износ рабочей поверхности будет увеличиваться. В свою очередь, эффективными оказались сплавы меди с рядом других металлов. К примеру, кадмий, бериллий, магний и цинк добавили твердости сплаву во время нагрева. В то же время железо, никель, хром и кремний позволяют выдерживать частые тепловые нагрузки и сохранять темп работы.

Контактная сварки
Электропроводность меди составляет 0,0172 Ом*мм2/м. Чем меньше этот показатель, тем наиболее он подходит в качестве материала электродов для контактной сварки.
В случае, если нужно сварить элементы из разных металлов или деталей разной толщины, тогда электротеплопроводность электрода должна составить до 40% от данного свойства чистой меди. Однако если выполнить весь проводник из такого сплава, то он будет достаточно быстро нагреваться, поскольку имеет высокое сопротивление.
Используя технологию составных конструкций можно добиться ощутимой экономии средств. В таких конструкциях материалы, используемые в основании, подбирают с высоким показателем электропроводности, а наружную или сменную часть изготавливают из тепло и износостойких сплавов. Например, металлокерамические сплавы, состоящие на 44 % из меди и на 56 % из вольфрама. Электропроводность такого сплава составляет 60 % от электропроводности меди, что позволяет минимальными усилиями нагреть сварную точку.
В зависимости от условий работы и поставленных задач, сплавы делятся на:
- Тяжелые условия. Электроды, работающие при температуре до 500 оС, выполнены из сплавов бронз, хрома и циркония. Для сварки нержавейки используют сплавы бронз, легированных титаном и бериллием.
- Средняя нагрузка. Сваркустандартно углеродистых, медных и алюминиевых деталей, производят электродами из сплавов, в которых марка меди для электродов, способная работать при температуре до 300 оС.
- Легко нагруженные. Сплавы, в состав которых входит кадмиевая, хромистая и кремненикелевая бронзы, способны работать при температуре до 200 оС
Электроды для точечной сварки
Процесс точечной сварки объясняет сам себя из своего же названия. Соответственно сварочным мини швом является одна точка, размер которой обусловлен диаметром рабочей поверхности электрода.
Электродами для контактной точечной сварки являются стержни, выполненные из сплавов, в основе которых находится медь. Диаметр рабочей поверхности обусловлен ГОСТом 14111-90, и изготавливается в диапазоне от 10-40 мм. Электроды на точечную сварку тщательно подбираются, поскольку имеют различные свойства. Они выполняются как со сферической, так и с плоской рабочей поверхностью.

Криволинейный электрод для точечной сварки
Электроды для точечной сварки своими руками теоретически можно изготовить, но необходимо быть уверенным, что сплав соответствует заявленным требованиям. Кроме того нужно выдержать все размеры, что в домашних условиях не так-то просто. Поэтому, приобретая заводские токопроводящие элементы, можно рассчитывать на качественное выполнение сварочных работ.
Точечная сварка имеет массу плюсов, среди которых эстетическое сварочное пятно, простота эксплуатации сварочного аппарата и высокая производительность. Имеется также один недостаток, а именно отсутствие герметичного сварочного шва.
Электроды для шовной сварки
Одной из разновидностей контактной сварки являетс, шовная сварка. Однако электроды для шовной сварки – это также сплав металлов, только в форме ролика.
Ролики для шовной сварки бывают таких видов:
- без скоса;
- со скосом с одной стороны;
- со скосом с обеих сторон.
Конфигурация свариваемой детали определяет, ролик какой формы следует использовать. В труднодоступных местах недопустимо применять ролик со скосом с обеих сторон. В этом случае подойдет ролик без скосов или со скосом с одной стороны. В свою очередь ролик со скосом на двух сторонах эффективнее прижимает детали и быстрее охлаждается.

Электроды-ролики для шовной сварки
Применение роликовой сварки помогает добиться герметичных сварочных швов, что позволяет использовать их в изготовлении емкостей и резервуаров.
Итак, контактная сварка позволяет производить высокотехнологичные швы, но чтобы добиться качественного результата, нужно тщательно следовать значениям, указанным в таблицах. Какую сварку выбрать, точечную или шовную, зависит от ваших потребностей.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Электроды для контактной точечной сварки
Май 29, 2017
Электроды, предназначенные для контактной сварки, производятся из металлических прутков, диаметр которых находится в промежутке от 12 до 40 мм. У них рабочая поверхность бывает либо плоской, либо в форме сферы. Чтобы соединить между собой заготовки в довольно сложную конструкцию, пользуются электродами, которые обладают смещенной поверхностью – так называемые сапожковые изделия. Подобная продукция закрепляется при помощи специального хвостовика, имеющего конус 1:10 либо 1:5.
Также в продаже можно встретить электроды, имеющие цилиндрическую поверхность, благодаря которой они будут закрепляться для работы в особых конструкциях с конусной резьбой. Кроме них, выпускается продукция со сменной рабочей частью – ее устанавливают на конус с помощью стандартной накидной гайки или попросту припрессовывают.
Выбор электродов при различных сварных работах
Электроды для контактной сварки рельефного типа по своей форме будут напрямую зависеть от способа соединения и конечной формы продукции. В большинстве случаев величина рабочей поверхности у данного электрода особой роли не играет. Это связано с тем, что площадь контакта и выбранный сварочный ток напрямую зависит от того, какую форму будут иметь заготовки в точках соприкосновения.Существуют также электроды для соединения элементов, обладающих весьма сложным рельефом. Шовное оборудование использует продукцию, представляющую собой диск, имеющий плоскую рабочую поверхность. При этом данные изделия могут обладать даже несимметричными скосами. Такие диски закрепляются на оборудовании за счет шпонирования или прессовки.
Внутри самих электродов имеются определенные полости, по которым будет циркулировать охлаждающая жидкость в процессе проведения сварных работ. Электроды для контактной сварки точечного типа бывают сплошными, поэтому в данном случае используют так называемое охлаждение наружного типа.
Чтобы материал электрода расходовался по минимуму, ролик делается сменным. Сам электрод производится из специального сплава, сделанного на основе такого металла, как медь. В результате получается продукция, практически не обладающая сопротивлением электрическому току, превосходно проводящая тепло, устойчивая к воздействию даже довольно высоких температур. Кроме того, в горячем виде данный электрод будет сохранять свою первоначальную твердость, взаимодействие с металлом заготовки будет минимальным.
Разновидности оборудования для контактной сварки
Главной особенностью данной технологии является соединение заготовок по всей площади. Оптимальный нагрев производится за счет оплавления с помощью сварочной установки. Однако, в некоторых случаях прибегают к нагреву за счет сопротивления детали прохождению электрического тока.Контактная точечная сварка может происходить как с расплавлением металла, так и без данной технологической особенности процесса. Контактной сваркой можно соединять металлические элементы, сечение которых находится в пределах от 1 до 19 мм, причем в большинстве случаев пользуются сваркой сопротивлением, так как расход электродного материала будет значительно ниже, а итоговое соединение получается значительно более прочным. Используется данная сварка при выполнении довольно точных работ, например, в процессе производства рельсов для создания железнодорожного полотна.
Особенности точечной контактной сварки
Подобная технология прекрасно подходит для того, чтобы соединить между собой металлические элементы, причем присоединение осуществляется как в одной, так и в нескольких точках данных заготовок. Она пользуется огромной популярностью не только в промышленности (в частности, ее часто применяют в сельском хозяйстве, при строительстве самолетов, автомобильного транспорта и так далее), но и в бытовых условиях.
Принцип действия данного метода довольно простой: электрический ток при прохождении через детали, находящиеся в непосредственном контакте друг с другом, очень сильно разогревает их кромки. Нагрев получается настолько сильным, что металл начинает быстро плавиться, сразу заготовки быстро сдавливают со значительным усилием. В результате этого и осуществляется формирование сварного соединения.
Оборудование, разработанное для использования такой технологии, предназначено для соединения между собой листов, прутьев и других металлических изделий. Ключевыми преимуществами данного метода являются следующие:
- Отсутствие сварного соединения в традиционном его понимании;
- Нет необходимости использовать присадочный материал, газовую среду или же флюс;
- Оборудование очень легко в использовании;
- Скорость выполнения работ довольно высокая.
Главным и единственным недостатком подобного способа является то, что шов получается абсолютно не герметичным.
Из чего делают электроды для контактных сварных работ?
Материал, из которого будут производиться электроды, выбирается в зависимости от того, какие требования будут предъявляться к условиям работы продукции. Стоит отметить, что электроды должны прекрасно выдерживать сжатие, температурные перепады, воздействие высоких температур, напряжения, которые будут образовываться внутри самого электрода, находящегося под серьезной нагрузкой.
Чтобы изделия получились максимально качественными, следует, чтобы электрод сохранял первоначальную форму своей рабочей поверхности, которая будет находиться в непосредственном контакте с соединяемыми деталями. Подплавление данного расходного материала ускоряет его изнашивание.
Обычно в качестве основного элемента берется медь, в нее добавляют другие элементы – магний, кадмий, серебро, бор и так далее. В результате получается материал, превосходно сопротивляющийся даже очень серьезным физическим нагрузкам. Электроды с вольфрамовым или молибденовым покрытием практически не изнашиваются в процессе эксплуатации, поэтому они в последнее время приобрели наибольшую популярность. Однако их нельзя использовать для сварки продукции из алюминия и других материалов, обладающих мягкой структурой.
electrod.biz
Электроды для контактной сварки
Электроды в контактной сварке служат для замыкания вторичного контура через свариваемые детали. Кроме этого при шовной сварке электроды-ролики перемещают свариваемые детали и удерживают их в процессе нагрева и осадки.
Важнейшая характеристика электродов - стойкость, способность сохранять исходную форму, размеры и свойства при нагреве рабочей поверхности до температуры 600 0С и ударных усилиях сжатия до 5 кг/мм2. Электроды для точечной сварки - это быстроизнашивающийся сменный инструмент сварочной машины. Для изготовления электродов используют медь и жаропрочные медные сплавы - бронзы. Это может быть хромоциркониевая бронза БрХЦрА; кадмиевая БрКд1; хромистая БрХ; бронза, легированная никелем, титаном и бериллием БрНТБ или кремний-никелевая бронза БрКН-1-4. Последние две бронзы обладают повышенной износостойкостью, из них можно изготавливать электроды-губки стыковых машин. Материалы для электродов должны обладать также высокой электро- и теплопроводностью, чтобы их нагрев в процессе сварки был меньше. Температура разупрочнения бронз не превышает 0,5 их температуры плавления, а рабочая поверхность электрода нагревается до 0,6 Тпл. При таких условиях электродные бронзы относительно быстро разупрочняются. Повысить износостойкость электродов можно, используя технологические факторы. Сварку алюминиевых и магниевых сплавов лучше производить на конденсаторных машинах, а не на машинах переменного тока. Вместо механической зачистки нужна химическая очистка поверхности, травление и пассивация. Расстояние l от рабочей поверхности до дна охлаждающего канала (Рис. 2) не должно превышать 10...12 мм, увеличение его до 15 мм повышает износ электрода в 2 раза. При сварке черных металлов стойкость электродов можно повысить в 3...4 раза только за счет сферической заточки электрода и снижения темпа сварки до 40...60 точек в минуту.
Рис. 2. Схемы электродов для точечной сварки: а - с наружным посадочным конусом; б – колпачковых
Электрод должен иметь минимальную массу, удобно и надежно устанавливаться на сварочной машине. Диаметр D должен обеспечивать устойчивость электрода против изгиба при сжатии его усилием сварки, а также возможность захвата инструментом для снятия. Внутренний диаметр должен обеспечивать ввод трубки с охлаждающей водой и выход воды, обычно d0 = 8 мм. Длина конусной части для крепления электрода в свече машины l1 <= 1,2 D. Угол конусности 1:10 при D < 25 мм и 1 : 5 при D > 32 мм. Диаметр рабочей части электрода выбирают в зависимости от толщины кромок свариваемых деталей dэ = 3S. Стойкость электродов с наружным посадочным конусом (Рис. 2, а) обычно не превышает 20 000 сварок. Стойкость колпачковых электродов (Рис. 2, б) с внутренним посадочным конусом достигает 100 000 сварок вследствие лучших условий охлаждения. Для сварки деталей сложной конфигурации в труднодоступных местах применяют фигурные электроды.
Электроды для рельефной сварки конструктивно приближаются к форме изделия. В простейшем случае это плиты с плоской рабочей поверхностью.
Электроды-ролики шовных машин имеют форму дисков. Ширина рабочей поверхности ролика В и его толщина Н зависят от толщины S свариваемой детали.
Токоведущие губки стыковых машин по форме и размерам должны соответствовать поперечному сечению свариваемых деталей. Длину губок выбирают такой, чтобы обеспечить соосность деталей и предотвратить их проскальзывание при осадке. При сварке стержней она составляет 3...4 их диаметра, а при сварке полос - не менее 10 толщин полосы.
studfiles.net










