Как варить нержавейку инвертором в домашних условиях. Сварка нержавейки электродом в домашних условиях инвертором
Сварка нержавейки своими руками: особенности и нюансы
Сварочные работы с необходимость соединить детали из нержавейки становятся настоящей проблемой для многих начинающих сварщиков. У данной разновидности стали есть множество нюансов, которые нужно учесть перед тем, как приступить к работе.

Как правильно и качественно варить нержавейку? Какие особенности сварки нержавеющей стали нужно знать? Какие электроды по нержавеющей стали выбрать, чтобы сварить металл в домашних условиях? На эти, и многие другие вопросы мы постараемся ответить в этой статье.
Содержание статьи
Общая информация
Существует общемировая классификация металлов, согласно которой нержавейка относится к классу высоколегированных сталей. А это значит, что такой металл будет особенно устойчив к коррозии и разрушению. Для потребителя это безусловный плюс, а вот для сварщика это скорее недостаток.
Устойчивость к коррозии обеспечивает оксидная пленка, покрывающая лист нержавеющей стали. Пленка состоит из хрома и кислорода, она невидима, но при этом способна к регенерации. Если поцарапать лист нержавейки, то пленка потеряет свои свойства, но спустя время восстановится. Отсюда невероятная долговечность использования изделий из нержавеющей стали.

Благодаря своим достоинствам нержавейка стала очень популярна, ее широко применяют при производстве изделий для быта и для крупной промышленности. Вы с одинаковой вероятностью обнаружите дома стальную нержавеющую кастрюлю и узнаете о производстве стальных комплектующих для лабораторий.
На этом фоне очень востребована сварка труб из нержавейки и любая сварка тонкой нержавейки. Любому мало-мальски опытному сварщику нужно уметь выполнять такой вид работ. Тем более, обучиться этому несложно. Все, что сказано в этой статье, относится и к домашней сварке.
Особенности сварки
Как мы уже писали выше, у данного металла есть некоторые нюансы. И все особенности сварки нержавейки нужно обязательно учитывать, чтобы выполнить работу быстро и качественно. Из основных особенностей можно выделить как раз оксидную пленку. Не пытайтесь полностью избавиться от нее, просто как следует зачистите металл перед сваркой, подготовьте поверхность. Для этого можно использовать шлифмашинку, или болгарку со шлифовальным кругом. Также можно использовать металлическую щетку. После такого метода обработки металл потеряет свою внешнюю привлекательность, так что его нужно будет потом отполировать до блеска.

Если вы все же располагаете свободным временем, то можете использовать метод травления. Он особенно хорош, если детали не очень большого размера. Для травления используют специальные растворы. Дома можно выполнить травление с помощью специальной пасты. Ее наносят с помощью толстой широкой кисти. Но учтите, что перед началом травления поверхность деталей нужно как следует вымыть и обезжирить.
Также не забудьте подготовить кромки, предварительно разделав их. Обратите внимание, что в сварном стыке обязательно должен быть зазор, чтобы у шва была свободная усадка в процессе охлаждения. Вернемся к подготовке кромок. Их также нужно тщательно зачистить щеткой и промыть ацетоном (или любым другим растворителем), чтобы обезжирить поверхность. Это поспособствует улучшению качества шва, а дуга будет гореть стабильно.
Способы сварки нержавейки
Сначала расскажем о плазменной сварке. Этот метод получил широкое распространение в последнее время. Можно варить нержавейку различной толщины. Суть плазменной сварки заключается в сужении дуги с помощью специального сопла. В итоге создается мощный поток плазмы, температура которой достигает 20 тысяч градусов по Цельсию.
Сварку нержавейки в условиях дома или крупного цеха можно провести и с помощью других способов. Самый популярный — TIG сварка. Она выполняется с помощью вольфрамовых электродов и в среде защитного газа (аргона, например). Этот метод особенно хорош, когда нужно сварить лист толщиной более 1.5 миллиметров. Чтобы сварить трубы или тонкие листы можно использовать ручную дуговую сварку в среде инертного газа.

Такая сварка часто называется ручной сваркой инвертором, поскольку для работы вам достаточно иметь полуавтомат инверторного типа и покрытые электроды. Такой метод сварки отлично подойдет для тонкой нержавейки (менее 1 миллиметра). На данный момент это два самых распространенных метода сварки нержавеющей стали, их широко применяют и в профессиональной, и в домашней практике. Далее мы подробнее разберем эти методы, позволяющие довольно качественно сварить нержавейку в домашних условиях.
Ручная сварка инвертором
Соединение нержавейки инверторной сваркой с применением покрытых электродов — это очень популярный метод, если у вас нет особых требований к качеству шва. Если вам нужно сварить стеллаж или залатать кастрюлю, то нет смысла использовать другие методы, поскольку они дороже и не оправданны в таких ситуациях. Ключевой элемент здесь не сам инвертор, а именно электроды. От правильного выбора которых как раз и зависит качество шва.
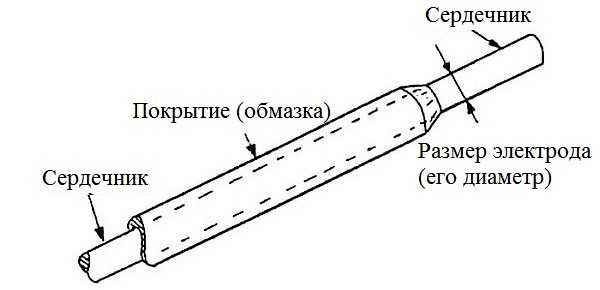
У покрытых электродов по нержавейке особый состав, точнее, особая обмазка, которая выполняет роль флюса. Качественные электроды должны формировать прочный надежный шов, стойкий к коррозии и перепадам температур. Мы рекомендуем марки ОЗЛ-6, ОЛИВЕР 29.9, НЖ-13. Конечно, это не весь перечень электродов, которые можно использовать для сварки нержавейки, но именно эти марки показали себя с наилучшей стороны в нашей практике.
Сварка нержавейки инвертором не предполагает использование больших значений сварочного тока. Лучше не экспериментируйте с этим параметром, установите значение поменьше. Перегрев металла (а это очень вероятно, учитывая, что нержавейка обладает низкой теплопроводностью) может привести к деформации детали. В особо запущенных случаях у детали могут отламываться целые куски. Так что будьте готовы, что электроды для нержавейки плавятся довольно быстро по сравнению с другими стержнями, и здесь нужна предельная внимательность.
Чтобы сохранить положительные качества нержавеющей стали деталь нужно охладить после сварки. Мы рекомендуем обдувать деталь холодным воздухом, так охлаждение будет постепенным и шов не деформируется. Если качество не играет большой роли, то просто поместите деталь в холодную воду или полейте ею шов.
Если вам предстоит сварка тонколистовой нержавейки и шов должен получиться аккуратным, то обратите внимание на сварку в среде аргона.
Сварка в среде аргона
Сварку нержавеющей стали в среде аргона (или просто TIG («тиг») сварка — современный и очень популярный метод. Он отлично подойдет, если нужно сварить очень тонкие листы нержавеющей стали, при этом не деформировав их, и если к шву предъявляются особые требования по качеству. Сварка листовой нержавейки осуществляется в среде инертного газа (чаще всего именно аргона) и с применением вольфрамовых стержней.
Возможна сварка нержавейки переменным током и постоянным током, но в обоих случаях обязательна прямая полярность. Также нужно использовать присадочный материал, например, проволоку. Проволока должна быть изготовлена из высоколегированного материала. Важно выполнять работу с «твердой рукой», не отклоняясь в сторону. Иначе шов начинает стремительно окисляться, а это уже проблема.
Обратную сторону шва нужно защитить от воздуха с помощью аргона, которые будет поддуваться. Но это необязательно. Также мы рекомендуем поджигать дугу бесконтактным методом, на специальной пластине, а затем переносить ее на нержавейку. После того, как окончите процедуру, не выключайте сразу газ. Подождите 10 секунд, и только затем выключите. Так вольфрамовые электроды будут меньше окисляться и их срок службы продлится.
Вместо заключения
Варить нержавейку не так уж сложно, как кажется на первый взгляд. Тем более, вы можете выбрать один из двух способов: варить электродами по нержавейке или решить, что сварка нержавейки переменным током в среде аргона для вас предпочтительнее. В любом случае, практикуйтесь как можно больше. Это крайне полезный навык, и он поможет улучшить ваши профессиональные способности.
[Всего голосов: 0 Средний: 0/5]svarkaed.ru
| При принятии решения о сваривания нержавеющей стали, и изделий из нее в домашних условиях следует учитывать все особенности материала и подобрать оптимальный способ для выполнения этих работ. Нужно учитывать, что процесс по свариванию изделий из нержавеющих сталей требует очень большого труда. Затрудняется процесс выполнения сварных работ образованием в процессе тугоплавких карбидов, а также повышению хрупкости металла, особенно на месте шва. Также не стоит забывать о возможности развития межкристаллитной коррозии.В принципе по большому счету можно сваривать нержавейку любым из существующих способов сварки, будь то: аргоновая, аргоново-дуговая, точечная, холодная, импульсно дуговая и другие. Но на практике, конечно же, существует наиболее оптимальный и действенный способ не требующих через, чур, огромного затрачивания времени и сил при выполнении сварных работ. Лучше всего осуществлять, наплавку нержавейки применяя метод пайки металлов. В любом случае какой-бы метод не был выбран необходимо обработать получившийся сварной шов на изделии или конструкции из нержавеющей стали. На поверхности сварного шва зачастую появляется пористый слой, образованный воздействием оксида хрома. Его легко укрепить при помощи травления и последующей обработки сварного шва. При профессиональном выполнении травления шва практически в 100% удается убрать вредный оксидный слой и устранить зону с низким содержанием хрома. Для выполнения травления рекомендуется использовать смешение двух кислот: азотистой и фтористоводородной. Для достижения наиболее хорошего результата перед выполнением сварных работ необходимо предварительно подготовиться к процессу сварных работ и учесть ряд требований: - для избежание охрупчивания металла необходимо ограничить содержание ферритной кислоты в окружающем пространстве; - для не допускания коробления конструкций нужно увеличить длину прихватов и уменьшить расстояние между ними; - желательно сочетать в конструкции металлы с аустеничной структурой, это будет залогом выдерживания негативного влияния низких температур
|
www.samsvar.ru
Как варить нержавейку электродом в домашних условиях — Elfterra.ru
Содержание статьи:
Нержавеющая хромоникелевая сталь найдется в хозяйстве домашнего мастера. К сожалению, иногда требуется отремонтировать нужную вещь или сделать новую из н/ж.
Как происходит сварка нержавейки инвертором? Нюансы технологии освещены в статье.
В Европе, Америке и России получили распространение 4 марки. В разных странах, стали имеют отличительную маркировку. Соответствие марок по странам вы найдете в таблице.

Сварка нержавейки в домашних условиях инвертором выполняется только после зачистки и разделки кромок в случае необходимости.
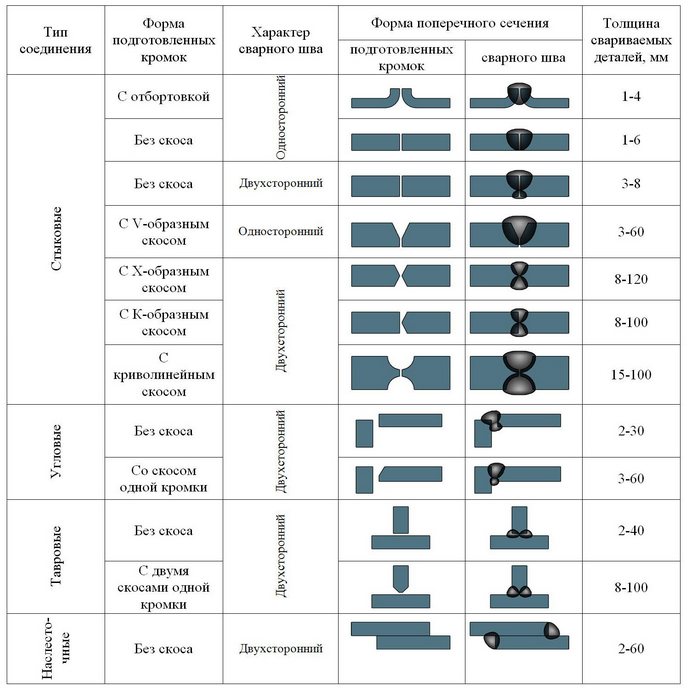
Заготовки зачищаются специальной щеткой. Разделка фасок выбирается от вида соединения и толщины свариваемых металлических изделий.
Хромоникелевые сплавы — пластичны, не нуждаются в подогреве при сварке, неплохо свариваются. Но, имеют особенность при соединении, в виде:
- межкристаллитной коррозии;
- горячих трещин в соединениях.
При сварке в домашних условиях нужно придерживаться ряд правил:
- не нагревать заготовку и место шва свыше 150 градусов;
- соединение производить на малых токах с высокой скоростью, без колебательных движений короткой дугой;
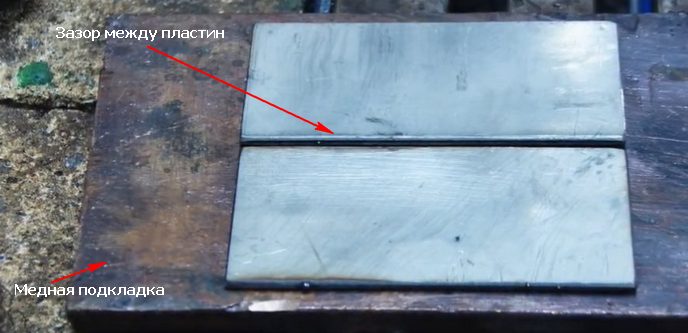
- для теплоотвода под заготовки подкладывать медные пластины;
- толстые металлы с разделкой сваривать многопроходным соединением.
Электросварка нержавейки инвертором выполняется электродами специально предусмотренными для таких сплавов. В этой статье, рассказывается о марках плавящихся стержней для нержавеющей стали.
После сварки, место шва зачищается щеткой и обрабатывается специальной пастой с антикоррозионными свойствами.
Как правильно сваривать нержавейку инвертором? Электроды согласно инструкции на упаковке прокалывают в печи. Металл толщиной до 3 мм соединяют без разделки. Заготовки кладут с зазором 1-2 мм между собой на медную пластину для теплоотвода, тщательно зачищают щеткой.
На инверторном аппарате для электродов диаметром 3 мм выставляют ток 80 А и не спеша начинают сварочный процесс.
Чтобы соединение получилось без дефектов, сварка выполняется короткой дугой без поперечных колебательных движений. После отбития шлака и зачистки шва, на зону провара накладывается травильная паста на 20-30 минут для восстановления коррозийных свойств металла. По истечению времени, остатки пасты смываются проточной водой.
Видео: как пользоваться травильной пастой.
P.S. Cварка инвертором нержавейки для начинающих таит в себе нюансы. Новичку с первого раза тяжело справится с хромоникелевыми сплавами. Нужен навык, без метода проб и ошибок не обойтись.
С толстостенной нержавейкой справиться легче, чем с тонкой. Для тонких металлов подбирается более малый сварочный ток и правильный диаметр электрода. Тренируйте твердую руку сварщика и привыкайте к сварочному аппарату.
Видео: разделка трубы и сварка электродом 2 мм.
Сверка нержавейки – это достаточно трудоемкая, но вполне выполнимая в домашних условиях процедура. Сплавы, содержащие до 25% никеля и аналогичное количество хрома, достаточно легко взаимодействуют друг с другом. Подобные сплавы отлично соединяются и с другими металлами, за исключением магниевых и алюминиевых сплавов.

Перед тем как приступить непосредственно к сварке деталей необходимо стальной щеткой зачистить поверхность кромок.
Однако при выполнении этой работы необходимо обращать свое внимание на тот факт, что при нагреве до 500-700 градусов некоторые никелированные сплавы способны выделять карбиды. Степень их выделения напрямую зависит от продолжительности обработки. Поэтому время работы должно быть как можно меньшим.
При самостоятельном выполнении сварки нержавейки следует учитывать отличия ее физических параметров от соответствующих свойств углеродистого проката. Так, к примеру, удельное электрическое сопротивление нержавейки выше примерно в 6 раз, а точка плавления на 100 градусов меньше. Теплопроводность этого металла составляет порядка 1/3 от соответствующего значения углеродистого проката. А показатель теплового расширения по длине больше примерно на 50%.
Самостоятельная сварка нержавейки может быть выполнена в соответствии с одним из нескольких методов. В случае если толщина металла превышает 1,5 мм, то, как правило, применяется ручная дуговая сварка вольфрамовыми электродами. Для сварки тонких листов и труб используется метод дуговой сварки, выполняющийся при помощи плавящихся электродов в инертном газе.
Наиболее распространенными являются такие методы сварки:

Схема аргонной сварки фольфрамовыми электродами.
- вольфрамовыми электродами в аргоне;
- покрытыми электродами;
- полуавтоматическая аргонная сварка проволокой из нержавейки.
Кромки деталей нужно соответствующим образом подготовить к обработке. Подготовка почти такая же, как и в случае с низкоуглеродистой сталью, за одним лишь исключением – сварочный стык должен иметь зазор, благодаря которому будет обеспечена свободная усадка швов.
Перед началом работы поверхности кромок следует зачистить до блеска при помощи стальной щетки. Рекомендуется промыть их растворителем. Хорошо подходят ацетон и авиационный бензин. Растворитель удалит жир. Это исключит образование пор в шве и предотвратит снижение устойчивости дуги.
Если объем предстоящих работ сравнительно небольшой, то для сварки нержавейки можно использовать паяльник. При этом вам понадобится:

Схема сварки паяльником.
- электрический паяльник на 100 Вт;
- трубка;
- напильник или наждачка;
- паяльная кислота;
- трос из стали;
- оловянный припой для работы со сталями.
Подготовьте паяльник на 100 Вт и флюс. Приобретать для работы с нержавейкой паяльник более высокой мощности не имеет смысла. В качестве флюса хорошо подойдет паяльная кислота. Позаботьтесь и о том, чтобы у вас под рукой был оловянно-свинцовый припой.
Зачистите место соединения. Для этого вам понадобится наждачка или напильник. После завершения очистки нужно будет нанести паяльную кислоту с дальнейшим обслуживанием. В том случае, если обслуживание не выходит (т.е. если припой не пристает к поверхности нержавейки), разогрейте поверхность, повторно нанесите паяльную кислоту и повторите попытку обслуживания.
Если и повторная попытка не дала ожидаемого результата, рабочую поверхность следует обработать при помощи специальной щетки. Ее можно сделать своими руками. Для этого вам понадобится кусок трубки диаметром порядка 0,5 см. Поместите в него тонкие жилы от стального троса. Нанесите кислоту на участок пайки, а затем одновременно поднесите к нему паяльник и щетку. Начинайте водить сразу двумя инструментами.
После того как с нержавейки будет удалена оксидная пленка, приступайте к соединению деталей при помощи паяльника и флюса.
Для такой работы лучше всего использовать жидкотекучий флюсованный припой с высокими капиллярными свойствами и невысокой рабочей температурой поверхности. Подобный припой отличается достаточно высокой пластичностью и раскислительными параметрами, которые очень кстати при сварке нержавейки.
Пошаговая инструкция по сварке покрытыми электродами

Схема покрытого электрода.
Эта методика сварки нержавейки обеспечивает нормальное качество швов даже без особого опыта со стороны исполнителя. Если у вас нет высоких требований к качеству соединения, то можете использовать именно этот способ сварки.
Покрытыми металлическими электродами, которые могут использоваться для такой работы, являются электроды ЦЛ-11, ОЗЛ-8 и НИАТ-1. Рекомендуется использовать такие электроды, которые смогли бы обеспечить главные эксплуатационные качества сварного шва – значительную жаростойкость, устойчивость к коррозии и хорошие механические показатели.
Сварка выполняется при помощи постоянного тока обратной полярности. Нужно стараться обеспечить меньшее проплавление шва. В этом случае используются электроды небольшого диаметра, имеет место очень низкая тепловая энергия. Сила тока – приблизительно на 20% ниже, чем для сварки обычной стали.
Большой ток использовать не рекомендуется. Электроды имеют высокое электрическое сопротивление и довольно низкую теплопроводность. Из-за этого их покрытие может перегреться. Такие электроды плавятся гораздо быстрее, чем обыкновенные стальные. Будьте готовы к этому, если вы впервые будете заниматься сваркой нержавейки.
В целях сохранения коррозионных характеристик шва важно обеспечить его быстрое охлаждение.
Для этого применяется обдувание воздухом или медные прокладки. В случае применения хромоникелевой стали аустенитного класса охлаждение может быть выполнено при помощи воды.

Схема сварки полуавтоматической горелкой.
Этот способ обычно применяется при сваривании очень тонкого металла, а также в тех случаях, когда нужно получить высококачественный сварной шов. Сварка вольфрамовыми электродами отлично подходит для работы с трубами из нержавейки, используемыми для перемещения газов и разнообразных жидкостей под давлением.
Сварка выполняется в инертной среде переменным либо постоянным током прямой полярности. В качестве присадочного вещества лучше всего использовать проволоку с более высоким показателем легирования, чем основной металл. Работа выполняется без колебательных движений, т.к. они могут нарушить защиту области варки, в результате чего металл шва окислится, а стоимость сварки увеличится.
Зачистка обратной стороны шва выполняется поддувом аргона от воздуха. Важно не допустить того, чтобы вольфрам попадал в сварочные ванны. Лучше всего зажигать дугу на угольной либо графитовой пластинке или использовать бесконтактный поджог.
Чтобы снизить расход материалов для сварки, не выключайте подачу защитного газа сразу же после завершения процедуры. Сделайте это примерно через 15 секунд. Благодаря этому интенсивное окисление нагретых электродов будет исключено, а срок их службы увеличится.
Сварка нержавейки имеет ряд особенностей. Если вы не учтете их во время работы, то могут появиться определенные дефекты швов. Например, спустя некоторое время после завершения работы в зоне сварных швов может образоваться «ножевая» коррозия.
Под воздействием высокой температуры из-за аустенитной структуры швов могут появиться горячие трещины. Главной причиной хрупкости шва является высокая температура и стигматации. Для предотвращения образования таких трещин следует применять присадочные материалы, которые позволяли бы создавать высокопрочные швы. Содержание феррита в составе не должно быть менее 2%. Не нужно выводить кратеры на основной металл.
При автоматической сварке работа обычно выполняется на уменьшенных скоростях. Рекомендуется делать меньше подходов. Использование короткой дуги и повышение скорости существенно снижают вероятность появления деформаций и делают сварку менее дорогой. На устойчивость нержавейки к воздействию коррозии хорошо влияет сварка, выполняемая на максимальной скорости.
Таким образом, при выполнении сварки нержавеющей стали в домашних условиях нужно учитывать состав и свойства материала и знать, какой способ лучше всего использовать в каждом конкретном случае. От этого напрямую зависит результат. Удачной работы!


Как варить сварочным инвертором: нюансы процесса

Роскошные кованые перегородки в интерьере

Как произвести ремонт инверторного сварочного аппарата своими руками?

Мангал своими руками из металла: стационарная и мобильная конструкции

Как сделать кованый нож своими руками?
Вопрос безопасности остается открытым
Немогу подобрать диодный мост на входе
Интересная конструкция. Главное что все просто.
С таким ножом я бы только на тихую охоту ходил) На другую не рискну)
Какая красота! К кому можно обратиться с подобным заказом в Казани?

Кузница досталась нашему специалисту в наследство от прадеда, и самое интересное все мужчины в семье.
Сварка нержавеющей стали – процесс, требующий определенных навыков. Особенности материала могут поставить в тупик даже опытного сварщика, привыкшего работать с традиционными материалами.
Чтобы сварка по нержавейке получилась с хорошим результатом, необходимо знание материала.
Особенности нержавеющей стали, влияющие на процессы сварки
Для придания стали антикоррозийных свойств, материал легируется. В качестве добавочных присадок применяется проверенный материал, имеющий 100% устойчивость к ржавчине – хром.
Массовая доля этого материала в сплаве может достигать 1/5 части.
Кроме того, в состав качественной нержавейки добавляется никель, молибден и другие материалы, осложняющие образование классической сварочной дуги.
Примеры сварки тонкой нержавейки простым инвертором ММА
- Нержавеющая сталь имеет слабую теплопроводность. В сравнении с обычным составом, этот показатель ниже на 50%. Поэтому следует уменьшить ток на 15%-25%. Это непривычно для сварщика.
- При нагреве железо и хром вступают в химическую реакцию, в результате чего выделяется большое количество карбида. Если не охлаждать зону сварки, железная часть сплава полностью теряет стойкость к коррозии. Причем это не сплошная поверхность, покрытая ржавчиной, а межкристаллическое окисление. Коррозия проникает внутрь, полностью разрушая изделие.
- Избыточное расширение при нагреве. При сварке тонкой нержавейки, изделие покрывается волнами, которые невозможно устранить. Заготовки большой толщины могут расшириться настолько, что конструкция деформируется. Поэтому требуется обеспечить зазор между деталями.
- Рекомендуется присадочная проволока для сварки, выполненная из нержавейки. Если зазор слишком велик – могут образоваться пустоты внутри шва.
Сварка нержавейки в домашних условиях с помощью инвертора
Поскольку тонкие листы нержавейки представляют наибольшую сложность для сварки, разработаны особые технологии, учитывающие особенности материала. Оба способа работают в среде инертного газа, причем расход аргона при сварке нержавейки не выше, чем при сварке алюминия.
- Сварка короткой дугой. Наиболее щадящий режим для листовой нержавейки, однако, требует большого опыта
- Импульсная сварка полуавтоматом. Каждый импульс тока сопровождается дискретной подачей проволоки. За один импульс образуется одна капля. Края листа не успевают покоробиться от температуры, а шов получается ровным, и практически не требует после сварочной обработки.
Еще большее качество шва дает сварка полуавтоматом нержавейки в среде углекислого газа.
Вы можете обойтись без различных ухищрений, единственное условие – скорость проведения работ. Подачу проволоки следует ускорить, а шов вести быстро и энергично.
Принцип тот же – зона вокруг сварки не успевает нагреться и покоробиться.
Вообще, полуавтомат предоставляет более широкие возможности при работе с таким сложным материалом.
Потренировавшись на ненужных обрезках нержавейки, вы быстро приобретете необходимый опыт.
Еще один хороший способ варить нержавейку это сварка полуавтоматом в среде углекислого газа, смотрите подробное виде
Полуавтомат – достаточно дорогое удовольствие для домашнего применения. Чаще всего дома применяют обычный недорогой инвертор.
Делимся секретами или сварка нержавейки штатным инвертором — видео
Технология позволяет варить с высоким качеством, используя специальные электроды. Однако инверторная сварка по нержавейке требует определенных условий:
- Ни в коем случае не перегревать место шва и всю заготовку. Надо стараться не выходить за температуру 200°С
- Можно использовать толстые медные пластины для теплоотвода
Если вы работаете с инвертором, обязательно потренируйтесь перед началом ответственных работ. Освойте толстые заготовки из нержавейки со средними токами сварки.
Когда вы прочувствуете темп прохождения шва короткой дугой, постепенно переходите на более тонкие листы, уменьшая значение тока.
Электродами 3 мм и малыми токами работать по нержавейке достаточно сложно. Не начинайте варить «в чистовую», пока не поймете, что освоили технологию.
Если вы изготавливаете утилитарное изделие (бак для воды, канистру, трубопровод) придание «товарного вида» после сварки необязательно.
Достаточно удалить черные шлаки и провести элементарную шлифовку.
Шлаки удаляются с помощью травильной пасты или кислоты. Чтобы кислота не стекала по поверхности, не нуждающейся в обработке – ее необходимо загустить.
Например – деревянными опилками. Затем растворенный шлак обильно промывается проточной водой, а место сварки насухо вытирается.
Шлифовка производится стандартными средствами – абразивными кругами. Никакой технологии нет, просто зачищаете поверхность до ровного слоя.
Особое внимание уделяете отсутствию мелких раковин на поверхности шва.
Другое дело, если вы варите декоративную деталь, где требуется эстетичный внешний вид. Место сварки шлифуется несколькими кругами от крупнозернистого до «бархатного», для выведения шва.
Все неровности удаляются шарошками маленьких размеров. Затем происходит классическая полировка обычным войлочным кругом. Можно использовать пасту ГОИ, или иные современные средства.
Сварка нержавейки инверторами различных типов — видео
Сварка нержавеющей стали относится к трудоемким операциям. Однако при наличии опыта и правильных расходных материалов, варить нержавейку можно даже в домашних условиях и самым обычным инвертором.
elfterra.ru
Как варить нержавейку инвертором в домашних условиях — Elfterra.ru
Нержавеющая хромоникелевая сталь найдется в хозяйстве домашнего мастера. К сожалению, иногда требуется отремонтировать нужную вещь или сделать новую из н/ж.
Как происходит сварка нержавейки инвертором? Нюансы технологии освещены в статье.
В Европе, Америке и России получили распространение 4 марки. В разных странах, стали имеют отличительную маркировку. Соответствие марок по странам вы найдете в таблице.
Сварка нержавейки в домашних условиях инвертором выполняется только после зачистки и разделки кромок в случае необходимости.
Заготовки зачищаются специальной щеткой. Разделка фасок выбирается от вида соединения и толщины свариваемых металлических изделий.
Хромоникелевые сплавы — пластичны, не нуждаются в подогреве при сварке, неплохо свариваются. Но, имеют особенность при соединении, в виде:
- межкристаллитной коррозии;
- горячих трещин в соединениях.
При сварке в домашних условиях нужно придерживаться ряд правил:
- не нагревать заготовку и место шва свыше 150 градусов;
- соединение производить на малых токах с высокой скоростью, без колебательных движений короткой дугой;
- для теплоотвода под заготовки подкладывать медные пластины;
- толстые металлы с разделкой сваривать многопроходным соединением.
Электросварка нержавейки инвертором выполняется электродами специально предусмотренными для таких сплавов. В этой статье, рассказывается о марках плавящихся стержней для нержавеющей стали.
После сварки, место шва зачищается щеткой и обрабатывается специальной пастой с антикоррозионными свойствами.
Как правильно сваривать нержавейку инвертором? Электроды согласно инструкции на упаковке прокалывают в печи. Металл толщиной до 3 мм соединяют без разделки. Заготовки кладут с зазором 1-2 мм между собой на медную пластину для теплоотвода, тщательно зачищают щеткой.
На инверторном аппарате для электродов диаметром 3 мм выставляют ток 80 А и не спеша начинают сварочный процесс.
Чтобы соединение получилось без дефектов, сварка выполняется короткой дугой без поперечных колебательных движений. После отбития шлака и зачистки шва, на зону провара накладывается травильная паста на 20-30 минут для восстановления коррозийных свойств металла. По истечению времени, остатки пасты смываются проточной водой.
Видео: как пользоваться травильной пастой.
P.S. Cварка инвертором нержавейки для начинающих таит в себе нюансы. Новичку с первого раза тяжело справится с хромоникелевыми сплавами. Нужен навык, без метода проб и ошибок не обойтись.
С толстостенной нержавейкой справиться легче, чем с тонкой. Для тонких металлов подбирается более малый сварочный ток и правильный диаметр электрода. Тренируйте твердую руку сварщика и привыкайте к сварочному аппарату.
Видео: разделка трубы и сварка электродом 2 мм.
На производстве, при сварке нержавеющей стали, применяются аргоновые аппараты и дорогие вольфрамовые электроды. Это обеспечивает надежное соединение и эстетичный внешний вид. Но если возникла необходимость сварить высоколегированную сталь в домашних условиях, то у малого числа сварщиков найдет аргоновый агрегат. Возможна ли сварка нержавейки инвертором? На каких настройках она выполняется? Все ли электроды подойдут? Реально ли сваривать подобные материалы на самодельном аппарате?

Инверторы широко применяются в бытовой среде, когда требуется выполнить качественное соединение. Они функционируют от сети 220 V, и небольшие по размерам, что удобно при высотных работах и транспортировке. Преобразование электрического тока в несколько ступеней, с выходом высокочастотного переменного напряжения, позволяет лучше вплавлять присадочный металл и формировать ровные швы. Относительно невысокая стоимость делает их лидерами продаж среди сварочных агрегатов.
Сварка нержавеющей стали может производиться инверторами любых моделей. Для работы в домашних условиях, как видно на некоторых видео, может быть использован самый простой аппарат инверторного типа. Подойдет даже самодельное устройство, чьи рабочие показатели соответствуют магазинным аналогам.
Немаловажной частью процесса являются правильные настройки инвертора для сварки нержавейки, соответствующие конкретной толщине изделия. Ввиду физико-термических свойств металла лучше применять следующие режимы и диаметры электродов:
Как правило, нержавеющая сталь сваривается инвертором достаточно легко, если сварщик понимает основные принципы работы с этим металлом. Это помогает предупредить распространенные дефекты, и создать качественное соединение. Выделяются три проблемных момента, требующие конкретных мер при сварке нержавейки инвертором:
- Легированная сталь отличается повышенным взаимодействием с окружающей средой. Соприкосновение расплавленного металла с кислородом приводит к выделению углерода и образованию крупных пор на поверхности шва. Поэтому сварочный металл в жидком состоянии, нуждается в надежной защите от внешних газов. Для этого используются электроды со специальной обмазкой, изолирующие зону сварки искусственным газовым облаком. Консистенция последнего не должна мешать сварщику хорошо видеть сварочную ванну и шов.
- Обширные сварочные работы, или длительное удержание дуги на одном месте, ведут к перегреву участка. Это влечет выгорание легирующих элементов. В результате соприкосновения металла с влагой могут появиться пятна ржавчины. Данный участок становится подвержен коррозии и, со временем, дает течь. Применение вышеуказанных настроек аппарата, подразумевающих 20% снижение силы тока по сравнению со сваркой обычной стали, и ведение работы в шахматном порядке, поможет сохранить антикоррозийные свойства нержавейки.
- Линейное расширение легирующей стали выше, чем у «черного» металла, что влечет к активному невидимому процессу внутри материала. Под действием температуры дуги изделие в зоне сварки расширяется, а по мере остывания, стягивается на место. Подобное незримое движение ведет к образованию микротрещин и нарушениям герметичности стыков. Поэтому, помимо правильных настроек аппарата, необходимо грамотно выбирать материал присадочного элемента (электрода), способного органично взаимодействовать с основным металлом, и не «рваться» в процессе расширения/сужения.
Чтобы успешно сваривать инвертером нержавеющую сталь в домашних условиях, следует придерживаться определенных этапов работы:
- Удалить с места стыка остатки краски, масла или мусора. Нержавейка довольно «капризный» металл, и плохо реагирует на подобные включения в сварочную ванну. Зачистка проводится металлической щеткой.
- Предварительная прокалка электродов поможет вернуть хорошие свойства их обмазке, что облегчит сварочный процесс и последующую обработку.
- При работе с краями соединения, которые толще 4 мм, необходима разделка кромок под 45 градусов. Это обеспечит хорошее проплавление и заполнение присадочным металлом зоны соприкосновения. Разделку можно выполнить «болгаркой» или напильником. В особенно ответственных изделиях скос кромок выполняется на фрезерном станке. Дополнительно, выставляется зазор в 1-2 мм между пластинами, что позволяет затечь раскаленному металл до самого основания шва.
- Если сваривать инвертором предстоит тонкий металл (1-2 мм), то потребности в зазоре нет. Наоборот, требуется плотно свети края соединения друг ко другу, и выполнить прихватки.
- При работе с толстыми листами железа (более 7 мм) рекомендуется производить подогрев изделия до 150 градусов. В домашних условиях это можно сделать паяльной лампой. Подобная мера позволяет избежать резкого перепада температуры при нанесении шва на холодный металл.
- Шов, при сварке нержавейки инвертором, выполняется на короткой дуге, и ведется немного быстрее, чем при сварке «черного» железа. Для повышения скорости провара не используют колебательные движения электродом. Шов получается узким, но не перегревающим материал. Электрод можно наклонить на себя или в удобную сторону, и удерживать его на 40-60 градусов относительно поверхности изделия.
- В конце шва необходимо выполнить «замок», предотвращающий последующие трещины и свищи. Для этого сварочную ванну выводят в сторону на основной металл, или на уже застывший предыдущий шов, и удерживая электрод на месте, прерывают дугу.
- После прекращения сварки изделию необходимо дать время остыть. Не стоит поливать его водой, ускоряя процесс, иначе высокий коэффициент линейного расширения негативно скажется на качестве стыка.
- Отбитие шлака производится спустя 5 минут, чтобы не оставить следов удара на мягком металле.
- Зачищенный шов осматривается на наличие дефектов. Если изделие предназначено для работы под давлением, то стоит произвести опрессовку. После чего можно проводить шлифовку и полировку для блеска нержавеющей конструкции.
Поскольку инверторные аппараты выдают переменный ток, электроды предназначенные исключительно для постоянного напряжения не подойдут. Можно использовать расходные материалы универсального предназначения по виду тока.
Хорошо зарекомендовали себя электроды с рутиловым покрытием, которые надежно защищают сварочную ванну и дают минимальное разбрызгивание горячего металла. Данные электроды хорошо разжигаются и не «теряют» дугу при работе. Они удобны в заплавлении широких зазоров. Позволяют варить во всех пространственных положениях. Для их производства используется проволока Св 08А. Диаметр колеблется от 2 до 5 мм.
Достойными представителями этого вида электродов являются:
После окончания шва стоит беречь глаза, поскольку горячий шлак может самопроизвольно отскакивать.
После рассмотрения этих практичных советов и познавательного видео становиться понятно как варить нержавейку инвертором в домашних условиях. Тренировка на не ответственных стыках позволит отточить мастерство и приступить к чистовой работе.







Копирование материалов разрешено только с указанием активной ссылки на источник.
Варить нержавейку инвертором довольно сложно. Такая работа требует от мастера определенных навыков и знания основных параметров, оказывающих непосредственное воздействие на процесс сварки. Лишь в полной мере разобравшись с основными нюансами, можно рассчитывать на получение хорошего результата необходимого качества.

Схема инверторной сварки.
В соответствии с общепринятой классификацией нержавеющая сталь относится к классу высоколегированных сталей. Легирующим элементом в ее составе выступает хром. На его долю приходится порядка 20%. Наряду с хромом состав нержавейки может включать титан, молибден, никель и прочие элементы. Благодаря включению в состав дополнительных элементов изменяются свойства основного материала. В случае с нержавейкой он становится, прежде всего, устойчивым к воздействию коррозии.
Прежде чем учиться варить нержавейку, нужно изучить основные характеристики этого высоколегированного материала. К числу главных свойств относятся следующие показатели:

Таблица характеристик нержавеющей стали.
- Теплопроводность. Высоколегированные стали характеризуются примерно в 2 раза более низкой теплопроводностью, если сравнивать с низкоуглеродистыми материалами. Ввиду этого, варить нержавейку нужно обязательно на пониженном токе. Обычно ток уменьшают на 20%.
- Коэффициент линейного расширения. Нержавейка по этому показателю существенно превосходит большинство других распространенных металлов. Данное требование обуславливает необходимость создания между толстыми деталями такого зазора, которого было бы достаточно для исключения деформации. Когда вы начнете самостоятельно варить нержавейку, вы заметите, что процесс расширения деталей неравномерный. И это нужно обязательно учитывать.
- Межкристаллическая коррозия. Это особенность высокохромистых сталей, заключающаяся в том, что их антикоррозионные показатели могут снижаться. Проблема в том, что когда мастер начинает варить нержавейку, края металлических зерен покрываются карбидом железа и хрома, из-за чего структура металла начинает повреждаться коррозией. Для борьбы с данным явлением используются разнообразные способы. Чаще всего применяется метод быстрого охлаждения места сварки, что позволяет избежать снижения стойкости к коррозии.
Варить нержавейку можно с использованием методов:
- Ручной дуговой сварки.
- Аргонодуговой сварки.
- Полуавтоматической сварки.

Схема ручной дуговой сварки.
Ручная дуговая сварка выполняется с применением электродов 2 основных типов: с основным покрытием и рутиловым покрытием. Электродами с основным покрытием варить нержавейку можно исключительно на обратном постоянном токе. Роль основного покрытия в большинстве случаев выполняют карбонаты магния и кальция. Рутиловое же покрытие чаще всего представлено двуокисью титана. Такие электроды успешно применяются как на обратном постоянном токе, так и при переменных значениях тока. Второй тип электродов обеспечивает более стабильную дугу и снижает разбрызгивание металла в процессе сварки нержавейки, потому является более предпочтительным.
Обоими электродами можно варить нержавейку в любых пространственных положениях. Согласно наблюдениям сварщиков, рутиловые электроды лучше всего показывают себя при варке в нижнем положении.
Аргонодуговая сварка преимущественно используется при необходимости сварного соединения тонколистовой нержавейки. Чаще всего для защиты применяется чистый аргон. Автоматическая сварка в некоторых ситуациях ведется с использованием аргонно-гелиевой смеси. Варить нержавейку в среде аргона можно без присадочной проволоки либо же с ней, автоматически и вручную.
Полуавтоматическая сварка нержавейки используется при необходимости соединения толстых материалов. Высокая скорость работы позволяет существенно повысить производительность. Для защиты используется аргон с небольшим (обычно 2%) добавлением углекислого газа. Последний компонент можно заменять кислородом. Благодаря кислороду повышается смачиваемость краев шва сварки.
Схема сварочного инверторного полуавтомата.
Полуавтоматическая сварка может вестись по следующим технологиям:
- С применением короткой дуги.
- Со струйным переносом.
- Импульсно.
Сварка нержавейки короткой дугой подходит для соединения тонких листов металла. Струйный перенос более предпочтителен при необходимости сварки толстых изделий. Среди несомненных преимуществ импульсной сварки можно выделить наибольшую, по сравнению с прочими рассмотренными, управляемость процессом. Происходит импульсная подача металла сварочной проволоки. За каждый импульс выдается одна капля. Это позволяет уменьшить средний ток горения дуги, вместе с ним снижается тепловложение, что имеет довольно существенное значение при сварке нержавеющей стали. Зона термического воздействия уменьшается.
Помимо этого, при использовании импульсной сварки почти нет брызг. Это дает возможность существенно снизить расход сварочных материалов, что весьма актуально, т.к. проволока для варки нержавейки стоит достаточно дорого. Дополнительно повышается производительность благодаря уменьшению времени на зачистку сварочных швов.

Таблица видов электродов.
При необходимости варить нержавейку чаще всего используют хорошо известные российским сварщикам электроды ОЗЛ-6 и ОЗЛ-8. Они широко распространены и продаются по относительно доступной стоимости, так что вы сможете приобрести их в любом магазине оборудования и комплектующих для сварки. Часто используются электроды ОК 46.00, МР-3 и пр. Использование последних двух электродов делает процесс сварки нержавеющих изделий максимально комфортным и качественным. Поэтому при необходимости получения высококачественного красивого шва рекомендуется покупать и использовать именно эти электроды.
Важно знать, что электроды для сварки нержавейки не только очень удобные, но могут быть и опасными. Когда процесс сварки завершается и сварочный шов начинает остывать, от него отскакивают очень горячие шлаки. Это очень удобно, но требует некоторой осторожности. Вам не придется самостоятельно избавляться от шлаков, а все меры предосторожности сводятся к тому, что вы попросту не должны находиться рядом с изделием в процессе такой его самоочистки. Находитесь на таком расстоянии, которое не сможет преодолеть отскакивающий шлак. Ни в коем случае не пренебрегайте мерами безопасности при выполнении сварочных работ. Это чревато получением травм органов зрения и сильными ожогами.
Упомянутые электроды позволяют варить нержавейку на обратном токе. Лучший результат, как показывает практика, достигается при варке в нижнем положении шва. Такому положению шва сварщики отдают предпочтение по той же причине самостоятельного отскакивания шлака при остывании. Но если вариантов нет, обязательно используйте несколько защитных методов.

Схема процесса аргонодуговой сварки неплавящимся электродом.
Во-первых, вам обязательно нужно надеть маску сварщика. Во-вторых, работать можно исключительно с использованием качественного держателя электродов, обеспечивающего надежную защиту рук. Работа должна вестись в качественной плотной и прочной ткани. При наличии всего необходимого снаряжения вы сможете безопасно варить нержавейку в любом пространственном положении. Но даже при «полном обмундировании» все равно рекомендуется отходить от места работы на время отскакивания шлака, т.к. даже самое надежное снаряжение не гарантирует абсолютной защиты.
Для самостоятельной сварки нержавейки инвертором вам понадобится следующее:
- Непосредственно агрегат для сварки.
- Электроды и проволока.
- Растворитель.
- Стальная щетка.
- Защитный костюм, перчатки, маска.
Прежде чем приступать к сварке изделий из нержавеющей стали, нужно уделить должное внимание предварительной обработке и подготовке поверхностей к предстоящей работе. Предварительная обработка нержавейки такая же, как и в случае с низкоуглеродистыми сталями. Отличие лишь в том, что сварной стык должен иметь зазор, способный обеспечить свободную усадку. Кромки и поверхности нужно обработать при помощи обыкновенной стальной щетки и промыть растворителем. В качестве растворителя обычно используют ацетон либо бензин. Такая обработка позволяет избавиться от жира, наличие которого приводит к ухудшению устойчивости дуги.
В домашних условиях обычный инвертор и покрытые электроды позволяют получать сварные соединения приемлемого качества. Если к работе выдвигаются особые требования, придется приобрести сварочный аппарат со специальным режимом для сварки нержавейки. Электроды для сварки рекомендуется индивидуально определять в соответствии с ГОСТом. Для этого нужно знать марку нержавейки. Или же можете использовать упоминавшиеся ранее электроды.

Схема полуавтоматической сварки.
Нержавейка варится на токе обратной полярности. При выполнении работы мастер должен стараться меньше проплавлять шов. Электроды большого диаметра обычно не используются. Необходимость их применения возникает только при сваривании толстых поверхностей.
Ранее отмечалось, что при варке нержавейки ток должен быть на 20% ниже, чем для варки низколегированных сталей. Если ток будет выше, чем требуется, то на фоне высокого сопротивления и низкой теплопроводности куски покрытия электродов начнут отваливаться. По этим же причинам при варке нержавейки электроды будут плавиться с более высокой скоростью, чем при работе с низкоуглеродистыми сталями. Для начинающих сварщиков это зачастую становится сюрпризом. Но теперь вы подготовлены и знаете о такой особенности процесса.
После того как шов будет полностью готов, необходимо выполнить процедуру охлаждения. Она поспособствует сохранению устойчивости материала к воздействию коррозии. Охлаждение выполняется с использованием медных прокладок. В случае с аустенитной сталью допустимо охлаждение с применением воды.
Таким образом, сварка нержавеющей стали требует от исполнителя определенного опыта и навыков. При их отсутствии сразу рассчитывать на хороший результат не приходится. Но после некоторых тренировок вы сможете получать соединения хорошего качества. Конечно же, при наличии условий для сварки аргоном работа пойдет гораздо быстрее и проще, но даже инвертор с прямым током позволяет добиваться хороших результатов.
Главной характеристикой сварного шва нержавеющей стали является его герметичность. Особенности теплопроводности материала приводят к образованию пор и раковин в сварном шве. Они появляются по причине вскипания металла. Для его предотвращения нужно использовать электроды, специально предназначенные для сварки нержавейки.
Чаще всего изделия из нержавеющего металла используются в пищевой промышленности, фармацевтике и домашних условиях. Сфера применения накладывает свои требования к финишной обработке шва.
Если он должен иметь привлекательный внешний вид, выполняется обязательная зачистка и полировка с помощью абразивов на алюминиевой либо циркониевой основе.
Такая обработка исключает необходимость дополнительного санитарного ухода.
Таким образом, при самостоятельной сварке нержавейки нужно учитывать ряд важнейших нюансов, игнорирование которых приведет к невозможности получения требуемого результата. Действуйте по инструкции и все получится. Удачной вам работы!
Александр Евгеньевич Власов



Отличается. Нержу варить намного труднее чем черный метал в любом случае — выгорают легирующие примеси, нержа хуже проводит тепло(и потому в сварочной.
Нет, тут все верно, Сергей, есть еще и WC, WZ, WY и т.д.
1,5 м от мангала. со временем копоть будет на деревянной крыше беседки.

Основные дефекты сварочных швов

Как резать металл автогеном?

Как сварить ворота на гараж своими руками?

Как своими руками паять латунь

Как варить тонкий металл электродом: основные методы сварки
elfterra.ru