Электроды для постоянного тока. Электроды для постоянного тока
Сварочные электроды | Электроды от Электродгруп | Производство электродов МР, УОНИ, ОЗС, АНО,
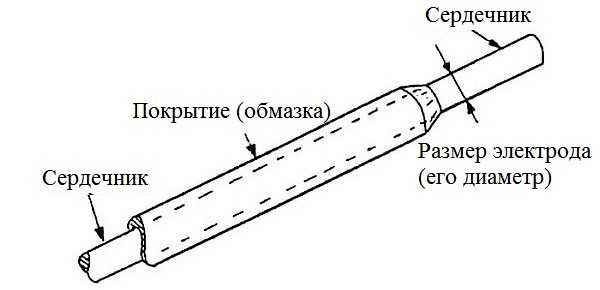
Электросварка при помощи постоянного тока является одним из самых надежных способов соединения между собой различных материалов, обеспечивающим прочное долговечное соединение и аккуратный шов. Температура, возникающая в результате образования электрической дуги, во много раз превышает температуры плавления всех металлов, что и обеспечивает высокую прочность соединения, а отсутствие смены полярности тока и перехода через нуль предотвращает возникновение брызг и неровностей в процессе сваривания поверхностей. Как известно, неотъемлемой комплектующей оборудования для электросварки являются электроды для постоянного тока. Именно они подводят к свариваемым поверхностям электрический ток.
Электроды для сварки постоянным током – критерии выбора
Современные электроды для электродуговой сварки представлены на рынке в достаточно широком ассортименте. Тем не менее, при их выборе необходимо руководствоваться определенными критериями. Важнейшими из них, безусловно, являются соответствие продукции существующим стандартам качества, наличие сертификатов и необходимых разрешительных документов. Поскольку работа с постоянным током требует максимального обеспечения безопасности, выбор электродов для сварки должен осуществляться с внимательным учетом этого параметра. Рекомендуется отдавать предпочтение маркам, одобренным авторитетными и квалифицированными организациями, например, Центр Стандартизации и Метрологии, Речной и Морской регистр, Национальной Ассоциацией Контроля и Сварки.
Сварочные электроды для постоянного тока – популярные марки
Среди наиболее часто используемых и зарекомендовавших себя как продукцию высокого качества можно выделить следующие марки электродов для сварки постоянным током: УОНИ 13/45, УОНИ 13/55, ОЗС-12, ОЗС-4, ОЗС-6, MP-3С, MP-3, AHO-4, AHO-6, AHO-21, ОЗЛ-6, ЦЛ-11, ОЗЧ-2, Т-590, LB-52U. и многие другие. В сравнении с прочими сварочными электродами эти марки отличаются универсальными эксплуатационными характеристиками и простотой использования. Одним из их основных преимуществ являются легкость повторного зажигания и возникновение устойчивой дуги. В результате сварки получается аккуратный ровный шов.
Любой вид работ требует внимательного подбора используемых комплектующих. Выбор оптимальной марки электродов для сварки постоянным током способен обеспечить качественный и долговечный результат.
Марки электродов для постоянного тока УОНИ 13/45, УОНИ 13/55, ОЗС-12, ОЗС-4, ОЗС-6, MP-3С, MP-3, AHO-4, AHO-6, AHO-21, ОЗЛ-6, ЦЛ-11, ОЗЧ-2, Т-590, LB-52U
Цены электродов для постоянного тока УОНИ 13/45, УОНИ 13/55, ОЗС-12, ОЗС-4, ОЗС-6, MP-3С, MP-3, AHO-4, AHO-6, AHO-21, ОЗЛ-6, ЦЛ-11, ОЗЧ-2, Т-590, LB-52U
electrodgroup.ru
Сварка электродом «УОНИ-13/55»
Сварочные электроды марки «УОНИ-13/55» используются для ручной дуговой сварки. Сварка может осуществляться во всех пространственных положениях (кроме вертикального сверху вниз) постоянным током обратной полярности. На нашем сайте имеется описание и рассмотрены технические характеристики сварочных электродов «УОНИ-13/55». Сегодня расскажем о сварке этими электродами.
Что можно сваривать электродами «УОНИ-13/55»
Сварке подлежат ответственные конструкции из углеродистых и низколегированных сталей. К металлу сварных швов этих конструкций предъявляются повышенные требования по:
- пластичности;
- ударной вязкости.
К таким сталям относятся следующие марки: 10ХСН2Д, 48КС и др. Конструкции из такой стали могут эксплуатироваться при пониженных температурах и знакопеременных нагрузках. Возможна сварка указанных выше марок со следующими: БСт3, 09Г2, 10Г2С1Д-35, 10ХСНД, МС-1, Ст3с и т. п. Сварочные электроды «УОНИ-13/55» могут использоваться для сварки поковок из дисперсионно-упрочненных и углеродистых сталей.

Сварочные электроды «УОНИ-13/55» в упаковке.
Сварка электродами «УОНИ-13/55» углеродистых и низколегированных сталей
Перед сваркой необходимо:
- зачистить кромки металла;
- прокалить сварочные электроды при температуре Т = 250…300°С в течение 1 часа.
Сварка электродами «УОНИ-13/55» должна производиться постоянным током обратной полярности. При сварке допускаются следующие пространственные положения сварочного шва: 1,2,3,4,6.

Пространственное положение сварочного шва.
При сварке электродами «УОНИ-13/55», в зависимости от диаметра электрода и пространственного положения шва, рекомендуется устанавливать величины сварочного тока (А), указанные в таблице.
| Диаметр, мм/положение швов | Нижнее | Вертикальное | Потолочное |
| 2,0 | 40…50 | 35…55 | 35…55 |
| 2,5 | 50…70 | 40…65 | 40…65 |
| 3,0 | 80…100 | 70…90 | 70…90 |
| 4,0 | 130…160 | 130…140 | 130…140 |
| 5,0 | 180…210 | 160…180 | — |
Сварку толстых деталей (стыки рельсов, арматуры большого диаметра и т. п.) рекомендуется производить ванным способом в нижнем положении сварочного шва.
Допускается обычная дуговая сварка металлоконструкций и стержней арматуры. Такую сварку производят во всех указанных выше пространственных положениях шва постоянным током (при обратной полярности) на короткой дуге.
Как электродами «УОНИ-13/55» сваривать нержавейку
Нержавеющая сталь имеет ряд существенных отличий от углеродистых и низколегированных сталей. Если их не учитывать, то можно не только получить некачественный сварной шов, но и нержавейку лишить её антикоррозионных свойств. Почему это может произойти? Что бы были понятны дальнейшие рассуждения, рассмотрим особенности сварки нержавеющей стали.
Особенность сварки нержавеющей стали
Сварка нержавейки является трудной задачей, зависящей от многих факторов. Вызвано это тем, что в её состав входят элементы, увеличивающие её антикоррозионные свойства (хром, молибден, никель, марганец, титан и другие). Нержавейка, благодаря этим элементам, и согласно существующей классификации, относится к классу высоколегированных сталей.
На сварку нержавейки оказывают влияние некоторые свойства, присущие высоколегированным металлам:
- низкая теплопроводность. Она у высоколегированных сталей ниже в 2 раза по сравнению с низкоуглеродистыми металлами. Вследствие этого, нержавейку сваривают при пониженной величине сварочного тока;
- коэффициент линейного расширения превосходит аналогичный параметр других металлов. Поэтому, для избежания деформаций, оставляют достаточный зазор между толстыми свариваемыми деталями;
При сварке сталей, содержащих большое количество хрома, легированные металлы теряют свои антикоррозионные свойства. Объясняется это тем, что при температуре сварки, по краям металлических зерен, образуются карбид хрома и железа. Эти соединения способствуют проникновению коррозии в структуру металла. Такой процесс называется межкристаллической коррозией. Чтобы не допустить потери коррозионной стойкости, место сварки необходимо быстро охлаждать.
Оборудование и расходный материал для осуществления сварки нержавейки электродами «УОНИ-13/55»
Сварку целесообразно производить инвертором. Осуществление её при помощи выпрямителя может не обеспечивать устойчивой сварочной дуги. Рабочее место следует оборудовать для сварки постоянным током обратной полярности. Электроды необходимо выбирать, по-возможности, меньшего диаметра (что бы меньше нагревать металл). Подготовить медные подкладки для остывания металла.

Сварка нержавейки электродом «УОНИ-13/55».
Процесс сварки нержавеющей стали сварочными электродами «УОНИ-13/55»
Перед началом сварки поверхности свариваемых деталей или их кромки зачищаются стальной щеткой и промываются растворителем (ацетоном или бензином). С их помощью убираются жир и масло, которые снижают устойчивость дуги.
Сварной стык должен быть с зазором (у нержавеющей стали большой коэффициент температурного расширения), чтобы происходила свободная усадка.
Сила тока в инверторе при сварке нержавеющей стали электродами «УОНИ-13/55» должна быть снижена на 20% (по сравнению с аналогичной сваркой низколегированных сталей, значения величин токов которой указаны в таблице). Одна из причин снижения величины электрического тока указана выше. Кроме того, снижение величины этого параметра вызвано низкой теплопроводностью покрытия электродов. Использование сильного тока может привести к перегреву и разрушению их покрытия.
Следует, также, учитывать, что электроды «УОНИ-13/55» плавятся при сварке нержавейки быстрей, нежели при обработке нелегированных сталей.
Герметичность — это главный показатель сварного шва нержавейки. Ввиду плохой теплопроводности нержавеющей стали, в сварном шве могут образовываться, вызванные вскипанием металла, раковины и поры. Чтобы этого избежать, следует во время работы меньше проплавлять шов. Перегрев влияет, как было сказано выше, и на коррозионную стойкость деталей. С целью не допущения дефектов, необходимо производить их охлаждение. Для этого используют:
- медные подкладки;
- для аустенитной стали — воду.
При выполнении всех рекомендаций можно, при помощи сварочных электродов марки «УОНИ-13/55», получить сварочный шов деталей из нержавеющей стали приемлемого качества.
Где купить электроды различных марок
Выбирайте производителей и продавцов сварочных электродов, перейдя по ссылке ниже на страницу нашего каталога фирм.Выбрать компанию
weldelec.com
Сварочные электроды | Электроды от Электродгруп | Производство электродов МР, УОНИ, ОЗС, АНО,
Одним из самых популярных видов сварки является ручная дуговая сварка переменным и постоянным током. Конечное качество сварных швов напрямую зависит от того, какие сварочные электроды при этом используются. На сегодняшний день наиболее широко применяются универсальные электроды, которые предназначены для сварки как постоянным, так и переменным током, обеспечивающие максимальное качество сварки.
Универсальные электроды для постоянного и переменного тока
- универсальные электроды для сварки имеют множество преимуществ, таких, как:
- повышенная производительность сварочного процесса;
- низкий уровень разбрызгивания;- достаточно экономичны;
- хорошее отделение шлаковой корки;
- минимальные требования к квалификации сварщика и к сварочному оборудованию;
- возможность качественной сварки ржавого, влажного, окисленного или загрязненного металла.
Кроме того, универсальные сварочные электроды хорошо держат дугу, в том числе и при повторном поджигании. Они прекрасно подходят как для выполнения точечного прихвата и сварки коротких швов, так и для заваривания длинных зазоров.
Электроды для сварки постоянным и переменным током – основные марки
Существующие марки электродов для постоянного и переменного тока позволяют сделать выбор в соответствии с поставленной задачей:
- сварочные электроды АНО-4, АНО-6 используют для работы с малоуглеродистой сталью.
- сварочные электроды АНО-21, МР-3С, МР-3, ОЗС-4, ОЗС-6, ОЗС-12 - применяют для сварки металлических материалов из углеродистой стали.
- сварочные электроды ОЗС-4, ОЗС-6 – предназначены также для сваривания низколегированной стали
Благодаря высокому качеству сварных соединений и низкой стоимости универсальные электроды широко используются в строительстве, при прокладке коммуникаций, а также для бытовых сварочных работ.
Марки электродов для постоянного и переменного тока AHO-21, AHO-6, AHO-4, MP-3С, MP-3, ОЗС-12, ОЗС-6, ОЗС-4
Цена электродов для постоянного и переменного тока AHO-21, AHO-6, AHO-4, MP-3С, MP-3, ОЗС-12, ОЗС-6, ОЗС-4
electrodgroup.ru