Резка металла электродуговой сваркой. Электроды для резки металла
Электроды для резки металла | Сварка и сварщик
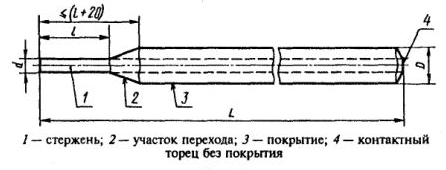
Дуговая резка металла покрытыми электродами часто используется при монтаже и ремонте металлоконструкций. Она эффективна, так как не требует дополнительного оборудования и специальной квалификации рабочих. Электроды для резки отличаются от электродов для сварки высокой тепловой мощностью дуги, высокой теплостойкостью покрытия, интенсивной окисляемостью жидкого металла. Эти электроды целесообразно применять для удаления дефектных швов или их участков, удаления прихваток, заклепок, болтов, разделки трещин и т.п. Прокалка перед сваркой: 170°С; 1ч.
Характеристики электродов для резки металла
Марка электродаОбласть примененияТехнологические особенности | Покрытие | Род, полярность тока | Коэффициент наплавки, г/А×ч | Положение в пространстве |
ОЗР-1 | Пспециальн. | ˜= ( +, - ) | 12,0 |  |
Для резки, строжки, проплавки отверстий, удаления дефектных участков сварных соединений и отливок, разделки свариваемых кромок и корня шва. других подобных работ. Резку вести углом вперед на повышенных режимах с возвратно-поступательными движениями электрода - "туда-обратно" или "сверху-вниз" | ||||
ОЗР-2РОТЭКС Р | Пспециальн. | ˜= ( +, - ) | 12,0 | |
Для резки стержневой арматуры диаметром до 40 мм. Для резки, строжки, прошивки отверстий, удаления дефектных участков сварных соединений и отливок, разделки свариваемых кромок и корня шва, других подобных работ. Резку вести "углом вперед" на повышенных режимах с возвратно-поступательными движениями электрода - "туда-обратно" или "сверху-вниз" | ||||

weldering.com
угольные и трубчатые электроды для резки, цена
 Изготовление металлоконструкций, выполнение монтажных и строительных работ требует выполнения операций по резке различных металлов. Чаще всего применяются технологии резки при помощи электроинструмента с абразивными дисками или газовых кислородных резаков. Но существует и другой вариант решения проблемы — резка металла электродами при помощи имеющихся на любой площадке аппаратов для дуговой сварки.
Изготовление металлоконструкций, выполнение монтажных и строительных работ требует выполнения операций по резке различных металлов. Чаще всего применяются технологии резки при помощи электроинструмента с абразивными дисками или газовых кислородных резаков. Но существует и другой вариант решения проблемы — резка металла электродами при помощи имеющихся на любой площадке аппаратов для дуговой сварки.
Резка обычными электродами для сварки
Раньше данная технология и была основана на применении стандартных расходных материалов. Дело в том, что резка практически не отличается от сварки. Происходит проплавление металла на всю толщину с вытеканием расплава из реза. Для выполнения работ вполне достаточно увеличить величину сварочного тока на 20-40% от применяемого для сварки.
Но существует несколько проблем, решить которые непросто:
- Увеличение расхода электродов.
- Повышение расхода электроэнергии.
- Обмазочный материал некоторых электродов не предназначен для работы в таких режимах, поэтому происходит его плавление и стекание в зону резки. Из-за этого получить рез высокого качества практически невозможно.
Именно эти причины и стали толчком для того, чтобы появились специальные электроды для резки металла, позволяющие обеспечить высокую производительность и качество выполнения работ.
Электроды со специальными типами покрытия
Основой таких электродов является обычная сварочная проволока, а применяемая обмазка может состоять из различных компонентов, способных не только упростить процесс резки металла, но и обеспечить высокое качество и чистоту кромок обрабатываемых поверхностей.
Все виды применяемых покрытий для электродов позволяют обеспечить им следующие качества, необходимые для выполнения резки металла:

- Для повышения давления получаемых при сгорании покрытия газов применяют специальные газообразующие компоненты. Они позволяют увеличить скорость окисления металла и обеспечивают выдув расплава из зоны резки.
- Для получения высококачественных кромок после реза в покрытие электродов вводят изолирующие компоненты, которые снижают термическое воздействие (перенос дуги) на боковые поверхности.
В обмазку электродов чаще всего входят следующие компоненты — поташ, марганцевые соединения, мрамор и многие другие. Вся смесь должна быть тщательно сбалансирована, а производство должно быть налажено таким образом, чтобы контроль технологических процессов осуществлялся на всех этапах. Именно этим и определяется цена электродов для резки металлов от известных производителей.
Принцип применения специального покрытия основан на том, плавление стержня электрода начинается раньше, чем плавление покрытия. Благодаря этому на рабочем краю электрода создается углубление, из которого идет поток газов от сгораемого стержня, который и обеспечивает выдувание расплавленного металла.
Трубчатые электроды
 Применение таких электродов позволяет выполнять работы по кислородно-дуговой технологии. Ее принцип основан на применении электрической энергии для плавления металла и потока кислорода для его удаления.
Применение таких электродов позволяет выполнять работы по кислородно-дуговой технологии. Ее принцип основан на применении электрической энергии для плавления металла и потока кислорода для его удаления.
Электрод имеет специальное покрытие, но его основу составляет полая металлическая трубка, а не сварочная проволока. Стальная основа электрода обеспечивает прохождение электрического тока и образование дуги, а кислород поддается к месту резки по полости трубки.
К недостаткам применения таких электродов стоит отнести то, что поток кислорода несколько снижает стабильность горения электрической дуги.
Поэтому как альтернативу им применяют электроды со сплошным основанием, а подвод кислорода осуществляется по отдельному присоединенному каналу.
Но стоимость таких расходных материалов достаточна высока.
Угольные электроды
Один из самых экономичных способов резки — применение угольных электродов. Технология в принципе та же самая, термическое воздействие электрической дуги, вызывающее плавление. Но стекание расплава происходит исключительно под действием силы тяжести. Резка металла угольным электродом считается одним из самых эффективных и недорогих способов.
Преимущество угольных электродов заключается в том, что они способны разогреваться до высокой температуры при небольших значениях силы тока, при этом температура их плавления достаточно высока (превышает 3800 градусов), что обеспечивает долговечность и экономичность применения этого расходного материала.
В тех случаях, когда невозможно организовать работы по газовой резке металла, применение аппаратов дуговой сварки является оптимальным выбором. Но для эффективности выполнения работ необходимо применять специальные электроды.
steelguide.ru
Резка металла электродуговой сваркой, принципы и особенности.
пер.Каштановый 8/14 51100 пгт.Магдалиновка
Nikolaenko Dmitrij
Резка металла электродуговой сваркой Резка металла электродуговой сваркой
Резка металла электродуговой сваркой  Металлы режутся самыми разными способами. Одни выполняют максимально точный рез, другие не очень, третьи только чтобы отрезать. Резка электродуговой сваркой вполне подходит для этого дела, но шов не будет красивый и линия реза точной, как например, если резать плазмой или лазером, но все же, этот метод очень широко распространен и популярен. Для резки электродуговой сваркой необходим сварочный аппарат и электрод. Разрезать можно как тонкий металл, так и толстый, только необходимо отрегулировать силу тока.
Металлы режутся самыми разными способами. Одни выполняют максимально точный рез, другие не очень, третьи только чтобы отрезать. Резка электродуговой сваркой вполне подходит для этого дела, но шов не будет красивый и линия реза точной, как например, если резать плазмой или лазером, но все же, этот метод очень широко распространен и популярен. Для резки электродуговой сваркой необходим сварочный аппарат и электрод. Разрезать можно как тонкий металл, так и толстый, только необходимо отрегулировать силу тока.
Резка металла электродуговой сваркой — принцип процесса
Резка металла электродуговой сваркой процесс не сложный:
- для начала выбираем режим тока на аппарате, который определяем в зависимости от толщины разрезаемого металла. Сила тока должна быть сильнее, чем при сварке на 30-40%. Например, разрезая лист 2мм., электрод будет тоже 2мм., сила тока 100А.;
- затем приставляем электрод к металлу и немного разогреваем его, постепенно вдавливая его в разрезаемый материал, делаем это в процессе резки все время, чтобы произошел прорез;
- когда разрезаем металлическую пластину, ее нужно поставить вертикально, чтобы окалина или «сопли» стекали вниз и не прилипали на изделие;
- выбрать специальный электрод для резки, так как они отличаются от сварочной.
Резка металла электродуговой сваркой выполняется режущим электродом, который отличается высокой мощностью дуги, высокой теплостойкостью покрытия, более быстрым процессом окисления жидкого металла. Электрод марки ОЗР-1 применяется для резки проплавки отверстий, удаления дефектов на изделии. Марку ОЗР-2 используют для разрезания арматуры до 40мм., для резки, строжки, прошивки отверстий, устранение дефектов сварки и других подобных работ. Резка производится на повышенных режимах возвратно-поступательными движениями. Угольный электрод является подходящим для разреза чугуна, цветных металлов. Он может резать большие толщины стали до 16мм., сила тока достигает 400А.
 Резка металла электродуговой сваркой замечательно выполняется сварочным аппаратом «RezonverHybrid», который соответствует всем европейским стандартам качества. Он очень компактный, легкий (3,5кг.), на 200А, при резке расходуется 30А, высокопроизводительный, 98%КПД, качество работы на 13% выше других аппаратов, надежно защищен от скачков напряжения и коротких замыканий. Его можно использовать при напряжении всего 160В. В режиме резки легко справляется с любой сталью, независимо от толщины, плотности. Способность резать цветные металлы достаточно быстро.
Резка металла электродуговой сваркой замечательно выполняется сварочным аппаратом «RezonverHybrid», который соответствует всем европейским стандартам качества. Он очень компактный, легкий (3,5кг.), на 200А, при резке расходуется 30А, высокопроизводительный, 98%КПД, качество работы на 13% выше других аппаратов, надежно защищен от скачков напряжения и коротких замыканий. Его можно использовать при напряжении всего 160В. В режиме резки легко справляется с любой сталью, независимо от толщины, плотности. Способность резать цветные металлы достаточно быстро.
Какие недостатки электродуговой резки:
- низкая производительность выполненной работы;
- низкое качество реза;
- образовавшиеся наплывы на детали;
Преимущества такой резки:
- высокая скорость выполненной работы, значительная экономия времени;
- способность работать с любым металлом, сплавом;
- способность выполнять рез любой формы разреза;
- не требуется сложное оборудование, специальное помещение, особые условия.
Все это говорит о том, что процесс резки электродуговым методом является практичным и распространенным.
Опубликовано/отредактировано: 2018-01-21
metallsmaster.ru
Электроды для резки/строжки металлов - Сварочные материалы ПромСнабСервис
В данном разделе дана информация по следующему назначению сварочных электродов: "Для резки металла". Полный перечень марок электродов, представленных на сайте, смотрите ниже.
При монтаже и ремонте металлических конструкций, изделий и оборудования, восстановлении сталелитейного оборудования и пр. возникает необходимость применения различных методов резки. В монтажных условиях на открытых площадках при небольшом объеме и разнообразии работ, в труднодоступных местах и в ряде других случаев более выгодна ручная дуговая резка специальными покрытыми электродами. Этот метод не требует специализированного оборудования, доставки к месту резки ацетилена, сжатого воздуха или кислорода, позволяет обойтись без рабочих специальных квалификаций.
Резка электродами: плюсы и минусы
Каждый из способов обработки материалов с помощью электродов характеризуется собственными преимуществами и недостатками.
Преимущества резки металла электродами:
- удобство и простота процесса даже для начинающего исполнителя, не обладающего специальной квалификацией;
- не требуется никакого специализированного оборудования;
- безопасность процесса для исполнителя.
Недостатки резки металла электродами:
- скорость резки зависит от толщины обрабатываемого металла;
- при увеличении толщины скорость значительно уменьшается;
- плохое качество получаемого реза, он отличается неровностями и натеканиями;
- низкая производительность.
Виды резки металла
Каждый из способов обработки материалов с помощью электродов характеризуется собственными преимуществами и недостатками.
В зависимости от вида реза выделяют следующие типы резки:
- Разделительный метод подразумевает использование электрода, диаметр которого больше толщины основного изделия. Пруток следует располагать перпендикулярно рабочей поверхности и перемещать вдоль линии будущего разреза;
- Поверхностная резка(строжка) менее востребована, используется для изготовления канавок на поверхности и для удаления дефектов. Электрод необходимо наклонять на 5-10° к поверхности. Его перемещение выполняется с частичным погружением стержня в полость, образующуюся в процессе резки. Для получения широкой канавки, исполнителю нужно производить колебательные движения электродом.
- Резка отверстий отличается простотой процесса: в металле выполняется небольшое отверстие, которое потом постепенно расширяется до необходимых размеров. Электрод при этом располагается практически перпендикулярно поверхности, допускаются лишь небольшие отклонения.
Электроды для резки металлов: виды, достоинства и недостатки
1 Металлические электроды для ручной дуговой резки металла со специальным покрытием. Данные материалы улучшают качество реза. Состав покрытия позволяет сделать комфортным рабочий процесс, а также:
- предотвратить переход дуги на боковые поверхности реза;
- обеспечить стабильность горения дуги и исключить возможность ее гашения;
- способствовать окислению металла в месте реза и создавать давление газа в месте плавления.
К сведению! Процесс резки выполняется на повышенных величинах тока, вид напряжения зависит от марки используемых электродов.
Отличия электродов для резки от обычных для сварки: высокая тепловая мощность дуги; высокая теплостойкость обмазки; интенсивная окисляемость жидкого металла.
Металлические расходники целесообразно применять для удаления дефектных швов, прихваток, заклепок, болтов, разделки трещин.
Рекомендуется выполнять прокалку сварочных материалов в течение 1 часа при температуре 170°С, если на упаковке не указано иначе
Также стоит отметить, что для ручной дуговой резки металла подойдут и обычные сварочные электроды. Для проведения работ необходимо только увеличить показатель тока на 30-40%, вид напряжения зависит от марки применяемых расходников.
Однако, существует несколько недостатков использования обычных прутков:
- увеличение расхода электродов и электроэнергии;
- обмазка некоторых стержней не предназначена для работы в подобных режимах, происходит плавление покрытия и его стекание в рабочую зону. Из-за этого становится затруднительным получить качественный рез.
К сведению! Рекомендуется использовать специализированные электроды для резки металлов.
Предлагаем посмотреть ролик, где известный в Ютубе сварщик дядя Гена тестирует марку Zeller 880AS:
2 Рабочий процесс с применением угольных (графитовых) электродов практически не отличается от резки с помощью металлических прутков. Электрическая дуга полностью проплавляет металл и он стекает вниз, под действием гравитации. Однако, есть некоторые отличия: угольные электроды не расплавляются, а постепенно сгорают. Это уменьшает количество расплавленного металла и шлака. Т.е. срез получается более чистым.
Еще одно преимущество угольных расходников — они способны разогреться до высоких температурных величинах при небольших значениях силы тока. При этом, температура плавления прутков достаточно высока и превышает 3800°С, что обеспечивает долговечность и экономичность применения данных материалов.
Угольные (графитовые) электроды используются для ручной дуговой и кислородно-дуговой резки.
Резка осуществляется на постоянном токе прямой полярности, «сверху-вниз». Возможно применение и переменного тока.
3 Трубчатые электроды предназначены для кислородно-дуговой резки. Основное отличие данных материалов — в качестве плавящего элемента выступает не сварочная проволока, а полая толстостенная трубка. Суть процесса включает несколько этапов:
- дуга возбуждается между электродом и обрабатываемым изделием;
- металл плавится под воздействием электрической дуги;
- кислород, поступающий из трубки, окисляет металл по всей толщине и выдувает его.
Основной недостаток такого вида процедуры — поток кислорода отрицательно влияет на стабильность горения дуги.
4 Вольфрамовые неплавящиеся электроды используются для проведения дуговой резки в защитной среде и плазменно-дуговой резки.
Сущность первого метода заключается в том, что для резки устанавливается повышенная величина тока (примерно на 20-30% больше, чем при сварке) и металл проплавляется по всей толщине.
Плазменно-дуговая резка подразумевает возбуждение дуги между обрабатываемым металлом и вольфрамовым электродом.
Процесс резки металла с помощью электродов
Так как ручной дуговой способ резки металлов с помощью специальных электродов и инвертора является наиболее востребованным, рассмотрим основные этапы данного рабочего процесса:
- предварительная подготовка включает проверку исправности использующихся кабелей;
- зажигание дуги осуществляется постукиванием или чирканьем электрода о поверхность металла;
- ток на инверторе устанавливается исходя из диаметра электрода, толщины разрезаемого металла и вида реза:
- тонкий металл следует разрезать стержнем диаметром 3 мм.;
- для металла большей толщины — 4 или 5 мм.
Важно! При резке тонкого металла, следует увеличить показатель тока (можно вплоть до в два раза выше обычного).
Видео
Очень хороший ролик, где наглядно можно посмотреть и научиться этой простой операции.
Следуя данным рекомендациям и правильно устанавливая важные параметры резки, можно быстро и без проблем освоить технику обработки металлов.
Ниже представлены марки специальных электродов для резки и строжки металлов.
В продаже имеются электроды для резки/строжки металлов
| - | 3, 4, 5 |
| Китай | 6, 8, 10 |
| - | 6, 8, 10 |
До последнего времени для резки металлов на практике применяли исключительно сварочные электроды общего назначения, которые не обеспечивают требуемого качества поверхности реза и производительности. Для резки необходимы специальные электроды, которые должны давать дугу стабильно высокой тепловой мощности, т. е. позволять применять высокие силу тока и напряжение на дуге. Покрытие должно обладать высокой теплостойкостью и позволять окислять жидкий металл для легкого его устранения с места резки. Перечисленным требованиям отвечают электроды марки ОЗР-1 (ТУ 14-4-321—73), предназначенные для резки, строжки, прошивки отверстий в изделиях из сталей (включая коррозионно-стойкие), чугуна, медных сплавов. Применение электродов целесообразно также для удаления дефектных швов или их участков, удаления прихваток, заклепок, болтов, разделки дефектов, трещин и т. п. Аналогично назначение электродов марок АНР-2 (ТУ 14-4-682—76) и АНР-2М.
Разделительную и поверхностную резку (строжку) проводят во всех пространственных положениях как на постоянном, так и на переменном токе на следующих режимах в зависимости от диаметра электрода: 3 мм — 110—170 А, 4 мм — 180—300 А, 5 мм — 250—360 А, 6 мм — 350—600 А. Напряжение на дуге при резке электродами марки ОЗР-1 достигает 50—52 В, что превышает значения, получаемые как для сварочных электродов, так и для электродов марок АНР-2 и АНР-2М.
Электроды марки ОЗР-1 имеют простейшее бикомпонентное покрытие, не содержащее гигиенически неблагоприятных, дефицитных или дорогостоящих компонентов: оно состоит из гематита и кварца. Кислородсодержащим компонентом в покрытии электродов марки АНР-2 является марганцевая руда, которая служит основой (70%) покрытия. В электродах АНР-2М вместо марганцевой руды присутствует, как и в электродах ОЗР-1, гематит (60%). При плавлении электродов АНР-2, АНР-2М и ОЗР-1 общее выделение пыли на килограмм сожженных электродов составляет соответственно 15,9; 17,2 и 6,1 г, а содержание в ней токсичного марганца— 10,8; 1,2 и 0%. С санитарно-гигиенической точки зрения применение электродов ОЗР-1 предпочтительнее.
Использование специальных электродов обеспечивает производительность выше, чем при механических методах удаления дефектного металла (вырубке, шлифовании), а также обеспечивает существенное улучшение условий труда рабочих. Скорость обрезки чугунного и стального литья в 1,5—2,0 раза выше, чем угольными электродами на тех же режимах при воздушно-дуговой резке.
Большой выбор сварочных электродов в Новокузнецке8-950-587-78-68 8-909-511-21-45
ПрайсЧистая поверхность реза обеспечивается за счет наличия в покрытии оксидов, предотвращающих прилипание к ней частиц расплавленного металла. Важно то обстоятельство, что при использовании специальных электродов для резки и строжки, не имеющих в составе покрытия углеродсодержащих компонентов, отсутствует науглероживание кромок реза. Это позволяет избежать перед последующей сваркой дополнительной механической подготовки.
Самостоятельный интерес представляет применение таких электродов для строжки. Форма кромок, получающихся при строжке, близка к требованиям стандартов, канавка реза — чиста по глубине и ширине, качество строжки металла во всех пространственных положениях хорошее и позволяет обеспечить качественное формирование сварного шва без предварительной механической зачистки. Производительность строжки до 50 м/ч.
promsnabservisnk.ru
Технология дуговой резки электродами | Строительный справочник | материалы - конструкции
Дуговая резка металлов выполняется металлическим плавящимся электродом, угольным электродом и неплавящимся вольфрамовым электродом в защитной среде аргона.
Дуговая резка металлическим плавящимся электродом
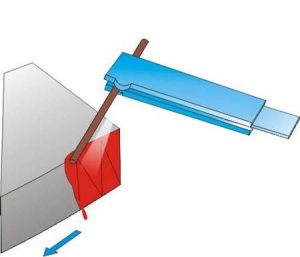
Сущность способа резки металлическим плавящимся электродом заключается в том, что сила тока подбирается на 30—40% больше, чем при сварке, и металл проплавляют мошной электрической дугой. Электрическую дугу зажигают у начала реза на верхней кромке и в процессе резки перемещают ее вниз вдоль разрезаемой кромки.
|
|
| Схема резки металлическим электродом |

Капли образующегося расплавленного металла выталкивают козырьком покрытия электрода. Козырек одновременно служит и изолятором электрода от замыкания последнего на металл. Основными недостатками этого способа резки являются низкая производительность и плохое качество реза. Режимы ручной дуговой резки стали металлическим плавящимся электродом приведены в табл. 1.
Таблица 1. Режимы резки плавящимся электродом
| Марка металла | Толщина металла, мм | Диаметр электрода, мм | Режим резки | Марка металла | Толщина металла, мм | Диаметр электрода, мм | Режим резки | ||
| ток, А | Скорость, м/ч | ток, А | Скорость, м/ч | ||||||
| Низкоуглеродистая сталь | 61225 | 2,5 | 140 | 12,367,22,1 | Коррозионностойкая сталь | 61225 | 2,5 | 130 | 124,383 |
| То же | 61225 | 3 | 190 | 13,88,13,78 | То же | 61225 | 3 | 195 | 18,728,74,5 |
| » | 61225 | 4 | 220 | 159,34,5 | » | 61225 | 4 | 220 | 18,910,25,4 |
Иногда применяют автоматическую резку под флюсом легированных сталей, имеющих толщину до 30 мм. Резку выполняют на обычных сварочных автоматах сварочной проволокой Св-08 или Св-08А с применением флюса АН-348 (табл. 2).
Таблица 2. Режимы автоматической резки под флюсом
| Толщина разрезаемойлегированной стали, мм | Диаметр сварочнойпрволоки, мм | Режимы резки | ||
| ток, А | напряжение дуги, В | Скорость, м/ч | ||
| 10 | 4 | 1000 | 40—42 | 34,8 |
| 20 | 4 | 1200 | 42—44 | 30 |
| 30 | 4 | 1500 | 46-50 | 24,9 |
Дуговая резка угольным электродом
При дуговой резке угольными, графитовыми электродами разделение достигают путем выплавления металла вдоль линии его раздела. Этот способ резки применяют при обработке чугуна, цветных металлов, а также стали в тех случаях, когда не требуется соблюдения точных размеров, а ширина и качество реза не имеют значения. Резку выполняют сверху вниз при соблюдении некоторого угла наклона оплавляемой поверхности к горизонтальной плоскости, что облегчает вытекание металла. Резку ведут на переменном или постоянном токе (табл. 3).
Таблица 3. Режимы резки угольным электродом
| Толщина разрезаемойстали, мм | Диаметрэлектрода, мм | Режим резки | |
| Ток, А | Скорость, м/ч | ||
| 6 | 10 | 400 | 21 |
| 10 | 18 | ||
| 16 | 10,5 | ||
Дуговая резка неплавящимcя вольфрамовым электродом
Резка в защитной среде аргона применяется весьма ограниченно и только в частных случаях при обработке легированных сталей или цветных металлов. Сущность способа резки заключается в том, что на электроде создают повышенный ток (на 20—30% больше, чем при сварке) и проплавляют насквозь металл.
 |  |
| Прорезание канавки в листе воздушно дуговой резкой | Выплавка канавок воздушно-дуговой резкой |
Использованы репродукции http://welding.su/gallery/
build.novosibdom.ru
Сварочные электроды ОЗР-1 - WeldElec.com
Раздел: ОЗР
Покрытие: Прочие (смешанные) (П)
Назначение: Для резки металла
Сварочный ток: Переменный и постоянный, любая полярность(~/+/-)
Пространственное положение при сварке: Все положения (1)
Применение: По чугуну, Электроды для нержавейки, Электроды для разнородных сталей и сплавов, Электроды по алюминию
В разделах продавцов: ОЗР
Выпускается производителями: Волгодонские, Волгодонский электродный завод, Зеленоградский электродный завод (Зеленоград), Кировский завод, ЛЭЗ, Лосиноостровский Электродный Завод, СЗСМ (Костромская область), Спецэлектрод (Волгодонск), СпецЭлектрод (Москва, Санкт-Петербург, Екатеринбург), Ярославское электродно-метизное производство (Ярославль)Электроды ОЗР-1 используются для следующих работ:
- резка, строжка и прошивка отверстий;
- удаление дефектных участков сварных соединений и отливок;
- разделка свариваемых кромок и корня шва;
- выполнение других подобных работ.
Данная марка электродов применяется при изготовлении, монтаже и ремонте деталей и конструкций из сталей всех марок, чугуна, меди и алюминия и их сплавов.
Электроды ОЗР-1 обладают следующими техническими характеристиками:
- Покрытие — специальное.
- Коэффициент наплавки — 12,0 г/А•ч.
- Скорость резки (для диаметра 4,0 мм):
- низкоуглеродистая сталь типа Ст3 толщиной 14 мм. — 12 м/ч;
- высоколегированная сталь типа 08Х18Н9Т толщиной 12 мм. — 12 м/ч.
- Расход электродов на 1 кг. выплавленного металла – 0,6 кг.
- Сварка осуществляется во всех положениях переменным и постоянным током любой полярности.

Химический состав (%) наплавленного металла:
| C | Ni | Si | Mn | Fe | Al |
| 0,9-1,0 | 47,0-48,0 | 0,5-0,6 | 0,3-0,5 | стальное | следы |
Технологические особенности сварки:
- Необходима прокалка электродов: температура — 170°С, продолжительность — 1 ч.
- Резку производят на повышенных режимах с наклоном электрода в сторону, противоположную направлению резки (углом вперед).
- При этом электрод должен совершать возвратно-поступательные движения: «туда-обратно» или «сверху-вниз».

Особые свойства:
- Электроды ОЗР-1 обеспечивают чистый рез (без грата и натеков на поверхности реза).
Где купить электроды различных марок
Выбирайте производителей и продавцов сварочных электродов, перейдя по ссылке ниже на страницу нашего каталога фирм.Выбрать компанию
weldelec.com
Выбор электродов для резки металла
Ручная дуговая резка с помощью электродов — один из наиболее популярных методов резки металла. Этот метод применяют и опытные мастера, и начинающие сварщики.

Популярность этого способа обусловлена его относительной простой: все, что вам необходимо, это сварочный аппарат (чаще всего инвертор) и правильно подобранные электроды для резки металла. В этой статье мы расскажем вам все о выборе и эксплуатации электродов, используемых для резки.
Содержание статьи
- Виды электродов для резки
- Металлические электроды
- Угольные электроды
- Трубчатые электроды
- Вольфрамовые неплавящиеся электроды
- Плюсы и минусы резки электродами
- Особенности резки электродами
- Вместо заключения
Виды электродов для резки
Металлические электроды
Для резки часто используют обычные металлические электроды с покрытием. Это может быть рутиловое или основное покрытие. В целом, благодаря покрытию рез получается более ровным. Дуга горит стабильнее и долго не гаснет, металл практически не окисляется. Но мы не рекомендуем использовать такие электроды на постоянной основе, поскольку они изначально не предназначены для резки. Их можно применять для разделки трещин или удаления швов с дефектами. Также рекомендуем перед началом работ прокалить электроды в печи.
Угольные электроды
Резка металла угольным электродом практически не отличается от резки с помощью металлических материалов. Но они все же больше предназначены для резки. У них есть одно существенное достоинство: вместо резкого плавления, как металлические электроды, они медленно плавятся. Из-за этого рез получается более аккуратным.

Еще одно преимущество угольных материалов — они способны довольно быстро разогреваться при малой силе тока. При этом они не плавятся вплоть до температуры в 3000 градусов, поэтому расходуются достаточно экономно.
Резка угольным электродом применяется для ручной дуговой и кислородно-дуговой резки. Мы рекомендуем установить прямую полярность и постоянный ток. Можно установить и переменный, но постоянный лучше подходит для этих целей.
Трубчатые электроды
Трубчатые электроды используются при кислородно-дуговой резке. От других видов электродов они отличаются тем, что в качестве основы используется не проволока, а специальная трубка, заполненная кислородом. Процесс резки схож с остальными, но при плавлении металла из трубки начинает выделяться кислород. Он окисляет металл и выдувает его, тем самым образуется разрез. Это интересный метод резки, но он требует большого опыта, поскольку дуга горит нестабильно из-за большого количества выделяемого кислорода.
Вольфрамовые неплавящиеся электроды
Вольфрамовые электроды для плазменной резки используются в среде защитного газа. Чтобы разрезать металл установите повышенное значение силы тока, больше, чем используете при сварке. Так металл будет равномерно плавится по всей толщине. В целом, вольфрамовые электроды можно использовать в работе, но это очень нишевый материал. Он никогда не станет универсальным в вашем гараже.
Плюсы и минусы резки электродами
У любого способа резки металла есть свои достоинства и недостатки, поэтому резка с помощью электродов не стала исключением. Какие есть основные плюсы у этого метода резки? Во-первых, не нужно иметь специальное оборудование или высокую квалификацию, чтобы осуществить резку. Также это относительно безопасный способ резки, но все равно нужно соблюдать правила пожарной безопасности.

Из недостатков отметим, что скорость резки будет напрямую зависеть не от ваших навыков и умений, а от толщины металла. Так что для резки толстых деталей запаситесь терпением. Также качество реза оставляет желать лучшего. Разрез получается неаккуратным и неровным. Поэтому этот способ не подойдет для резки деталей, используемых при оформлении распашных ворот, например.
Особенности резки электродами
Как и любой другой вид сварочных работ, резка металла электродами имеет свои особенности. Чтобы произвести резку необходимо предварительно подготовить аппарат и металл. Обязательно проверьте исправность вашего сварочника и всех кабелей, не пренебрегайте техникой безопасности. Чтобы зажечь дугу постучите концом электрода по поверхности металла. Опытные сварщики используют также метод чирканья.Затем подберите нужный режим работы: настройте параметр тока исходя из диаметра электрода и толщины металла. Если металл тонкий, то используйте электрод 3 мм и увеличивайте диаметр по мере увеличения толщины металла. При резке тонкого металла можно увеличить параметр тока без страха испортить работу.
Вместо заключения
Да, у электродов есть много нюансов, и чтобы правильно разрезать металл понадобится опыт и сноровка. Но если вы научитесь использовать этот метод в своей работе, то улучшите свои профессиональные навыки и сможете выполнять большинство сварочных работ, имея в арсенале электроды. Делитесь этой статьей в социальных сетях и пишите в комментариях о своем опыте использования электродов. Желаем удачи!
home.nov.ru