







Основные электроды для сварки стали. Марка электродов для сварки
Типы и марки сварочных электродов
Сварка металлов при помощи вольтовой дуги появилась в XIX веке и стала технологией, позволившей изготавливать объекты огромных размеров — от океанских кораблей до небоскребов. Сварные соединения и сегодня остаются наиболее распространенным видом создания неразъемных соединений.
Однако сварочные работы требуют специальных инструментов — прежде всего электродов, которые должны обеспечить надежное скрепление металлов «намертво». Поскольку в промышленности используется большое количество сортов стали и сплавов цветных металлов, для проведения сварочных работ требуется большое количество разных сортов электродов, приспособленных для разных материалов и видов сварки.
Сварочные работы делятся на несколько основных видов:
- электроды для сварки конструкционных сталей;
- электроды для сварки легированной стали;
- электроды для сварки высоколегированных видов стали с особенными свойствами;
- электроды для сварки чугуна;
- электроды для наплавки металла;
- электроды для сварки цветных металлов;
В общем, вариантов сварки много, и подборка необходимых для сварочных работ электродов – это ответственное дело, к которому нужно относиться внимательно. Итак...
Что требуется от электрода?
При сварке от всякого электрода прежде всего требуется:
-устойчивое горение вольтовой дуги,
-равномерное плавление металла и стабильный перенос его в сварочную ванну;
-защита свариваемых металлов от воздействия воздуха;
-получение прочного шва с нужным химическим составом и механическими свойствами;
-минимальные потери металла при сварке на угар и брызги; -чтобы шлак легко удалялся с поверхности шва;
-минимальную токсичность газов, выделяющихся при сварке.
Данные требования обеспечиваются благодаря подбору компонентов покрытия электрода.
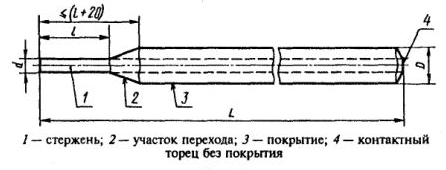
Конструкция электродов
Самыми распространенными являются плавящиеся электроды для дуговой сварки. Такой электрод — это стержень из сварочной проволоки с нанесенным на его поверхность специальным покрытием. Его работа проста — проволока под воздействием высокой температуры плавится в вольтовой дуге и образует «тело» сварочного шва... а зачем нужно покрытие электрода?
Прежде всего для того, чтобы обеспечить газовую защиту зоны сварки от окружающего воздуха. При нагревании покрытие электрода разлагается с выделением газов, которые вытесняют воздух.
Кроме того, при сварке покрытие электрода выделяет химические вещества, которые вступают в химические реакции с расплавленным металлом шва, придавая ему особые качества или образуют на поверхности шва шлаковую корку.
Из чего состоит покрытие электрода?
Поэтому, по назначению в покрытии электрода можно выделить:
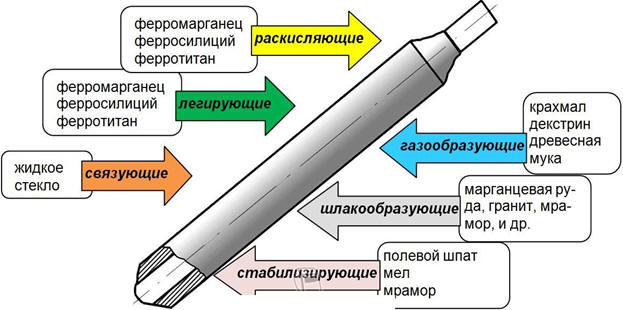
Газообразующие компоненты, которые при нагревании они разлагаются на газы вытесняющие воздух. К ним относятся некоторые минералы (мрамор, магнезит) или органические вещества (мука, крахмал, декстрин).
-Шлакообразующие компоненты, которые обеспечивают защиту кристаллизующегося металла от воздейцствия кислорода из воздуха. При высокой температуре они формируют шлак, всплывающий на поверхности шва. К ним относятся окислы кремния, титана, алюминия, кальция, марганца и др. Они содержатся в мраморе, граните, гематите, кварцевом песке, рудах, ильменитовом и рутиловом концентрате.
-Раскисляющие компоненты, которые могут восстановить до полноценного металла часть окислов. К раскислителям относят железосодержащие соединения – ферромарганцы, ферротитаны и ферросилиции.
-Стабилизирующие компоненты, которые облегчают горение вольтовой дуги. Они содержатся в мраморе, меле, полевом шпате, кальцинированной соде, поташе.
-Легирующие компоненты, которые придают шву дополнительную прочность и устойчивость к коррозии. В покрытии электрода присутствуют в виде сплавов – феррохрома, ферротитана, феррованадия.
Все эти элементы измельчаются в порошок и связываются в однородную массу при помощи натриевого или калиевого жидкого стекла.
Некоторые материалы покрытия выполняют несколько функций. Например, мрамор является газообразующим, шлакообразующим и стабилизирующим минералом.
Поэтому виды электродов для сварки различают по толщине покрытия:
|
|
Отношение диаметра с покрытием (D) к диаметру электрода без покрытия (d) |
Буквенное обозначение по ГОСТ 9466-75 |
Международное обозначение |
|
Тонкое покрытие |
менее 1,2 |
А |
А |
|
Среднее покрытие |
от 1,2 до 1,45 |
С |
В |
|
Толстое покрытие |
от 1,45 до 1,8 |
Д |
R |
|
Особо толстое покрытие |
более 1,8 |
Г |
С |
Маркировка покрытия сварочных электродов
В одних покрытиях электродов могут преобладать газообразующие элементы, в других – шлакообразующие. При этом для газообразования могут использоваться минералы или углеводородные органические соединения. Различные добавки могут выполнять очистку шовного металла шва от посторонних ключений - фосфора и серы.
В зависимости от этого покрытия электродов делятся на
Основные
Создаются на основе фтористых соединений (плавиковый шпат), и карбонатов кальция и магния (мрамор, магнезит и доломит). Газовая защита осуществляется за счет углекислого газа, который выделяется при их разложении. С помощью кальция металл шва очищается от серы и фосфора.
Электроды с подобным видом покрытия используются для сварки легированных сталей и работы на ответственных конструкциях, подверженных большим нагрузкам и отрицательным температурам до -70°C.
Кислые
Создаются на основе естественных руд. В качестве шлакообразующих компонентов используются оксиды, газообразующих – органические составляющие. При плавлении покрытия в расплавленном металле и в зоне горения дуги выделяется большое количество кислорода. Поэтому в покрытие добавляют много раскислителей – марганца и кремния.
Подобное покрытие обладает определенными токсичными характеристиками.
Область применения электродов с кислым покрытием – сварка неответственных конструкций из низкоуглеродистых сталей.
Целлюлозные
В состав таких покрытий входят ферросплавы, органическая смола, целлюлоза, и др. вещества, обеспечивающих газовую защиту. На сварном шве образуют тонкий слой шлака.
Металл шва по химическому составу соответствует полуспокойной или спокойной стали.
Электроды для сварки этого вида отличаются удобством в использовании, однако шов характеризуется невысокой пластичностью.
Рутиловые
Они создается на базе рутилового концентрата, а также алюмосиликатов (полевой шпат, слюда, каолин) и карбонатов (мрамор, магнезит). Газовую защиту обеспечивают карбонаты, а шлаковую — алюмосиликаты. В качестве легирующего компонента и раскислителя используется ферромарганец, в некоторые покрытия вводится железный порошок (обозначаются по ГОСТ 9466-75 буквами «РЖ»). С помощью кальция, присутствующего в карбонате, из шовного металла удаляются сера и фосфор.
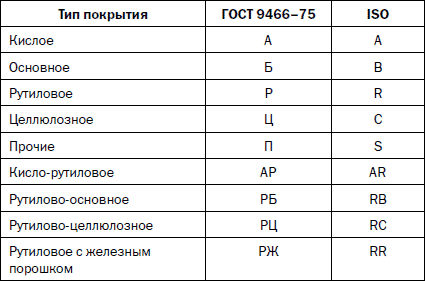
Используются при сварке и смешанные покрытия: кислорутиловое (обозначается буквами «АР»), рутилово-основное («РБ»), рутилово-целлюлозное («РЦ»), рутиловое с желдезным порошком («РЖ») и прочие («П»).
Маркировка стержней электродов
Тем не менее покрытие электрода — это именно покрытие. Оно может защитить или укрепить поверхность сварного шва, но главные его свойства будут определяться все-таки тем самым металлом, из которого этот шов сделан - то есть из стержня электрода.
Для конструкционных сталей главные свойства швов - это прежде всего их механические механические свойства (то есть сопротивление разрыву, ударная вязкость, относительное удлинение и т.д.).
Эти качества регламентируются в маркировках, определенных в ГОСТ 9467-75 и ГОСТ 10052-75. В них обозначение типа электрода содержит букву «Э», после которой ставится показатель временного сопротивления шва на разрыв.
Например, маркировка «Э46А» означает, что металл, наплавленный этими электродами, имеет прочность 46 кг/кв.мм (460 МПа) и улучшенные (об этом говорит литера «А») пластические свойства. Для сварки легированных конструкционных сталей повышенной и высокой прочности тип электрода может быть Э70, Э85, Э100, Э125, Э150.
В то же время, для легированных сталей важен и химический состав металла. Содержание этих элементов в стержне электрода будет по ГОСТу обозначаться так:
«Э 09 Х2 М» - значит в шовном металле будет 0,09% углерода, 2% хрома, 1% молибдена
или
«Э 10 Х25 Н13 Г2 Б» - это значит, что в металле шва будет содержится примерно 0,1% углерода, 25% хрома, 13% никеля, 2% марганца, 1% ниобия.
Также стержни электродов маркируются в зависимости от того, для сварки какого материала они должны использоваться, обозначаются буквами:
У - сварка углеродистой и низколегированной стали
Т - сварка легированных теплоустойчивых сталей
Л- сварка легированных конструкционных сталей
В- сварка высоколегированной стали
Н - наплавка поверхностных слоев
Типы и марки электродов — как в них разобраться?
Общих правил для маркировки электродов в целом не существует. Поэтому марка электрода (например — АНО-3 , ОЗС-6 , УОНИ 13/45 и т.д.) сопровождается целым рядом числовых и буквенных индексов, которые должны определить их качества и назначение.
Эти индексы будут определять не только марку и тип электрода, но и целый ряд других показателей, включая толщину центрального стержня, сварочный ток и ориентацию электрода при сварке.
Последняя может определяться цифрами от 1 до 4, которые означают:
1– допустимы все возможные положения;
2– допустимы все положения, кроме вертикальн
stvybor.ru
Электроды для сварки стали
Работая со стальными материалами, важно правильно выбирать электроды для сварки стали. На сегодняшний день их существует достаточное количество, причем под каждую марку идет свой вид.

Схема устройства сварочного электрода.
Электрод представляет собой металлический стержень, по которому идет ток, который и обеспечивает сварку деталей.
Подбирая электрод для работы, следует знать ответы на ряд предложенных ниже вопросов:
- Каковы механические особенности рабочего материала?
- Каким должен получиться шов: показатель на разрыв, удлинение при нагревании, угол изгиба, ударная вязкость.
- Какой наиболее удобный способ сварки в конкретном случае?
- Рабочее напряжение тока.
Все эти нюансы помогают решить вопрос в правильном подборе электрода, что крайне важно, если есть желание получить по-настоящему качественное изделие.
Основные марки электродов
Сварка углеродистых сталей на сегодняшний день достаточно популярна, потому что этот материал используется ныне практически повсеместно. Поэтому производители создают конкретные электроды под определенный вид углеродистой стали.

Классификация электродов для сварки.
УОНИ 13\45 и 13\55. Данная марка характеризуется низкой разбрызгиваемостью, к тому же после выполненных работ, такие электроды легко очищаются от образовавшейся корки из шлаков.
МР-3 и МР-3С. Этот тип популярен среди новичков, так как он отличается рядом высоких технологических особенностей:
- легкость применения при сваривании элементов;
- без затруднений удаляется шлаковый налет;
- легко осуществляется вторичный поджог дуги;
- в работе раскаленный материал практически не разбрызгивается.
Главное удобство данного изделия в том, что этими электродами могут пользоваться начинающие сварщики.
ОЗС — 4,6,12. Данные электроды используются для работ на отдельных поверхностях, что значительно отражается на аккуратности шва. Также они имеют свойство «самоочищаться» от шлаковых образований и хорошо работают с окисленными поверхностями.
АНО-21. Данная марка обеспечивает легкое повторное зажигание дуги, что крайне удобно в работе, особенно если сваркой занимается новичок, к тому же сам металл практически не разбрызгивается. С таких электродов легко снимается шлаковая корка. Данный тип электрода, но только с рутиловым покрытием, часто используют при сложных работах.

Таблица соответствия маркировок электродов по типу покрытия.
Такая востребованность обусловлена тем, что, применяя для сварки углеродистых сталей данные рабочие элементы, получается очень высокое качество свариваемых элементов, в самом процессе не наблюдается перегрев. Также стоит отметить, что во время сварки не образуются трещины, а раскаленный металл не разбрызгивается, соответственно, это препятствует вскипанию ванны.
Кроме этих видов электродов, есть еще несколько марок, которые применимы с другими сталями:
- малоуглеродистыми;
- низкоуглеродистыми;
- легированными;
- нержавеющими;
- высоколегированными.
Для каждого материала можно подобрать сразу несколько марок электродов, причем у отдельных производителей есть универсальные изделия.
Вернуться к оглавлению
Особенности электродов
Есть несколько своих характеристик, которые отличают один электрод от другого, при этом позволяя работать ему с тем или иным видом материала.
Электроды для сварки углеродистых и низколегированных сталей используют тогда, когда углеродистая сталь содержит в себе не более 0,25% углерода и низкоуглеродистый материал имеет показатель временного сопротивления разрыву не больше 590 МПа.
Данный рабочий элемент может быть плавящимся или неплавящимся. К первым относят сварную проволоку, сделанную из различных видов стали, а ко вторым — проволоку, которая сделана из тугоплавких металлов.
Любая марка электрода имеет защитное покрытие, которое предназначено для ионизирования дуги, дабы она была более устойчивой. К тому же такая защита помогает устранить воздействие окружающей среды.
Вернуться к оглавлению
Сварка стальных изделий

Положения электрода при сварке.
Часто можно встретить такое понятие, как легированная сталь. Это означает, что в базовый состав металла вводятся специальные элементы, которые обеспечивают ему новые особенности. Такими добавками зачастую служат медь, никель, хром или азот. Они помогают повысить прочность изделия и свести к минимуму появление коррозии на поверхности металла. Такой показатель обычно обозначается процентами.
Сварка углеродистых и легированных сталей подразумевает под собой наличие специальных электродов, так как из-за измененных свойств меняется и сама кристаллическая решетка металла, значит, в процессе работы могут возникать определенные трудности. Обычно подбор электродов осуществляется при помощи сводной таблицы, где указываются марки, которые допустимы к использованию с легированными сталями. Эти данные регламентированы государственными стандартами. Такими видами считаются Э-70, 85, 100, 125 и 150, где буква «Э» обозначает электрод. Также каждая марка имеет и свое временное сопротивление.
Строгих стандартов к свариваемым швам не предъявляют, кроме того, сколько в них присутствует серы и фосфора. Показатель данных элементов не должен быть больше, чем в 0,035%.
Тщательному контролю подлежат только те сварочные работы, которые проводятся на объектах атомной энергетики.
В этом случае получаемые швы должны отличаться повышенной надежностью, для чего и используются специальные электроды: ЦУ — 2ХМ, ЦЛ — 20,21 и 38.
Отдельного внимания заслуживают и углеродистые стали, так как они характеризуются повышенной сложностью в работе. Если во время проведения работ не соблюдалась техника сварки или неправильно были выбраны электроды, то на шве будут образовываться трещины, которые в последующем кристаллизуются. А это уже снизит прочность стыка.
Вернуться к оглавлению
Некоторые моменты и нюансы
Для работ со сталями есть несколько нюансов, которые в обязательном порядке должны быть учтены. Следует отметить, что при работе с низколегированными сталями, подбирают электрод исходя из такого показателя, как временное сопротивление. Он сопоставляет прочность свариваемого изделия и самого шва. На него следует ориентироваться, потому что важно, чтобы рабочий элемент имел большее сопротивление, нежели само изделие.
Если сварка углеродистых и легированных материалов проводилась неправильно выбранным электродом, то это приведет к тому, что в месте стыка будет возникать скопление напряжения.
Важно, чтобы получаемый стык имел ударную вязкость не меньше, чем рабочий материал. Это одно из требований в грамотной сварке.
Немаловажными являются и условия проведения работ. Если это домашняя сварка, то тут и требования к ней более упрощенные. Но вот на производствах такие процессы могут проводиться при оказании давления, иногда возникает необходимость проводить сварочные работы на высоте, и тогда это уже экстремальные условия.
Подбирают электрод и под имеющееся покрытие, которое может быть основным, целлюлозным, кислым, рутиловым или комбинированным. Поэтому перед тем как приступить к работе, следует тщательно к ней подготовиться, начиная от изучения техники сварки и заканчивая правильным подбором оборудования и всех расходных материалов.
expertsvarki.ru
Сварочные электроды - выбираем подходящий тип для конкретного вида работ
Когда стоит задача купить электроды, конечно, лучше разобраться в этом вопросе основательно: какие бывают типы металла, чем они отличаются, для каких металлов предназначены, а также какие бывают виды и марки электродов.
Сейчас же для того чтобы максимально быстро начать практиковаться в выполнении швов, будет рассмотрен более простой путь выбора.
[tip]Что касается выбора магазина, то предпочтительней покупать в специализированном магазине, где продаются сварочное оборудование и расходные материалы, а не в обычном хозяйственном, потому что в специализированном магазине, скорее всего, продавцы разбираются в этой теме и смогут что-то подсказать.[/tip]Там же, где продается все подряд, скорее всего, продавцы не обладают должной компетенцией в вопросе подбора сварочных электродов.Кроме того, часто бывает, что в обычных хозяйственных магазинах цены выше. Возможно, подразумевается, что человек, который покупает подобные материалы в неспециализированном, не разбирается в вопросе настолько, чтобы хорошо себе представлять, сколько они стоят.
Придя в специализированный магазин, достаточно сказать, что нужны электроды для сварки углеродистой стали обыкновенного качества, или обыкновенной углеродистой стали.У каждого типа электрода может быть несколько марок. Для примера приведена таблица 5 с электродами типа Э46.
| Тип | Марка |
| Э46 | МР3С; АНО-21, АНО-4; ОЗС-4, ОЗС-6, ОЗС-12 и т.д. |
Иногда в маркировке ставится буква «А» — например, Э46А. Это означает повышенную пластичность сварного шва.Поскольку за пример взят тип Э46, дальнейшее разъяснение принципов подбора будет происходить на примере этого же вида электродов. Существует большой спектр электродов марки АНО (21, 36, 4 и т.д.), ОЗС, МР-3.
Вряд ли в магазине окажется вся «линейка» определенной маркировки. Скорее всего, будет один или два варианта. Имеет смысл купить самую маленькую порцию, которую смогут предложить, и попробовать, какими электродами будут получаться наиболее качественные швы в данной конкретной ситуации.
Имеет смысл также попробовать варить электродами УОНИ 13/55, это тип Э50. Он отличается от типа Э46, в некоторых ситуациях с их помощью можно будет получить более качественный сварной шов.
В любом случае сначала нужно пробовать: покупать маленькую партию, а затем, если получается качественный результат, можно брать необходимое количество для всего объема сварочных работ.

Принцип работы электрода
На рисунке приведена схема процесса ручной дуговой сварки (РДС).
Электрод представляет собой металлический стержень, на который нанесена обмазка или покрытие.
В результате горения дуги 3 и под воздействием ее температуры плавится металлический стержень 5, и металл с этого стержня переносится в сварочную ванну 2. Также от высокой температуры плавится обмазка. В результате ее расплавления образующих защитные газы, которые защищают дугу и сварочную ванну от воздействия кислорода, азота и других газов содержащихся в воздухе. Кроме того, образовавшиеся газы способствуют стабилизации горения дуги.
В процессе плавления обмазки образуется жидкий шлак, который растекается по поверхности сварочной ванны. При этом жидкий шлак раскисляет металл, избавляя сварочную ванну от кислорода, и, наоборот, добавляет легирующие присадки для повышения качества металла шва и сварного соединения в целом. По мере остывания шва жидкий шлак превращается в шлаковую корку 10, которая впоследствии должна быть удалена.
Видео рекомендация, как выбрать электрод
В этом видео собраны рекомендации начинающим сварщикам.Рассмотрим такие вопросы:
- Какой диаметр электрода подходит к той или иной толщине металла;
- Какой сварочный ток выставить для получения качественного шва.
- Отличие сварочных режимов на прямой полярности м обратной
Диаметры электродов
[note]Измеряются в миллиметрах, эти величины стандартные и по российскому ГОСТу составляют: 1,6; 2; 2,5; 3; 4; 5; 6 и т.д. У импортных бывают и другие диаметры, например 2,6 вместо 2,5; 3,2 вместо 3.[/note] Диаметры более 4 мм не представляют интереса для бытовых сварочных работ, потому что бытовая электрическая сеть не выдает такой мощности, которая позволила бы использовать электроды диаметром 5-6 мм и более.Даже диаметром 4 мм зачастую невозможно использовать, так как и сварочные аппараты как правило не выдают нужный сварочный ток, и некоторые электрические сети, особенно за городом, не позволяют варить такими электродами.
Диаметр электрода, указанный в миллиметрах, означает диаметр именно металлического стержня, то есть без учета толщины обмазки. Обычно чем он больше, тем больше его длина.
Дефекты
Обмазка должна быть нанесена на электрод равномерно по всей длине и по всей окружности. Если обмазка неравномерна по толщине, то есть где-то толще, а где-то тоньше, — это брак. Когда обмазка нанесена равномерно по длине, но с одной стороны толще, а с другой тоньше — это тоже брак. В таких случаях труднее получить качественный шов.
Обмазка не должна крошиться и отваливаться. Если на конце электрода обмазка отвалилась, зажигать дугу будет значительно сложнее. Кроме случаев производственного брака обмазка также может крошиться, когда электрод старый либо его хранили не должным образом. Так или иначе, работать таким стержнем будет очень трудно, или вовсе невозможно.
Окончания электродов
В данном варианте металлический стержень закрыт шлаком, и при попытке зажечь дугу не будет электрического контакта между металлическим стержнем и металлом детали, и дуга не будет гореть. Необходимо достаточно сильно стукнуть по твердой диэлектрической поверхности, чтобы отбить шлак.

Обмазка электрода закрыта шлаком
Важно: стукнуть электродом можно любую твердую диэлектрическую поверхность. Допустимо стукнуть по свариваемой детали, но в этом случае необходимо убедиться, что на ней нет рабочего напряжения!
Если виден металл на окончании электрода, то зажигание дуги не вызовет проблем. На фотографии ниже ситуация противоположная. Обмазка отвалилась. В таком случае зажечь электрод будет трудно по другой причине.
Обмазка выполняет функцию защиты дуги, стабилизирует горение дуги — грубо говоря, «помогает дуге гореть». Если обмазки нет, дуга либо не будет гореть совсем, либо будет гореть очень нестабильно, и хорошей сварки не получится. Решается проблема откусыванием этой части электрода.

Обмазка электрода отвалилась
Есть еще вариант для более опытных сварщиков — «чиркать» электродом, едва касаясь металла и не давая электроду прилипнуть к детали. Для этого нужно прикладывать минимальное усилие в вертикальном направлении и достаточное усилие — в направлении движения электрода параллельно детали, не задерживая электрод на одном месте. Выполнить таким образом нужное количество движений, пока металлический стержень не обгорит.
Остаток электрода
При выполнении сварного шва происходит сгорание электрода и возникает вопрос, до какой минимальной длины его использовать. Другими словами, какой длины должен остаться огарок.
В принципе, оптимальная длина — 3 см, но эта цифра может варьироваться. Например, если осталось 4 см и надо вести следующий относительно длинный шов, то нет никакого смысла этот сантиметр дожигать. Лучше сразу взять новый.
Сжигать стержень до держателя нежелательно, так как в этом случае портится сам электрододержатель. Кроме того, во время выполнения сварного шва при малой длине электрода сварочная ванна загораживается держаком, и визуально контролировать выполнение шва становится невозможно.
Сварка тонкого металла
При сварке тонкого металла, то есть толщиной 0,5- 1 мм, глубина сварочной ванны больше, чем толщина металла. Поэтому, если просто сваривать такой металл без подготовки кромок, он будет прожигаться насквозь. Чтобы такого не происходило, при сварке двух деталей встык делаются отбортовки.
Когда отбортованная кромка расплавляется от тепла дуги, отогнутые части заплавляются внутрь, закрывают весь промежуток между заготовками и вместе с металлом, который поступает с электрода, образуют шов. Таким образом, не происходит проплавление металла на сквозь, а получается полностью заполненный шов. (Опытные и высококвалифицированные сварщики умеют сваривать столь тонкий металл и без отбортовок, но у сварщиков-любителей, как правило, это не получается.)
Электроды для сварки чугуна
Для декоративной заварки поверхностных дефектов используются стальные электроды Св-08.
Для заварки дефектов обрабатываемых нерабочих поверхностей при ремонте неответственных чугунных изделий небольших размеров с малыми объемами наплавления, не требующих после сварки механической обработки, используют электроды ЦЧ-4.
Также при сварке чугунов используются электроды УОНИ-13/45. Сварка ими производится на постоянном токе обратной полярности.
Медные электроды, например ОЗЧ-2 и ОЗЧ-6, используются для сварки малогабаритных изделий с небольшими дефектами, работающих при незначительных статических нагрузках и требующих плотных швов, выполненных из серого или ковкого чугунов. Данные электроды дают достаточно прочное сварное соединение, которое хорошо обрабатывается. Сварку чугуна без подогрева можно также выполнять присадочными материалами в виде сплавов чугуна на никелевой основе с содержанием никеля более 20%. Получаемый сварной шов отличается высокой пластичностью и малой твердостью.
Для сварки изделий из высокопрочного, серого чугунов, а также для выполнения разнородных соединений чугуна со сталью используются электроды марок ЦЧ-4А.Горячая сварка осуществляется следующим образом: механическая обработка заготовки; формовка свариваемых деталей; нагрев; сварка и охлаждение сваренных деталей. Нагрев деталей можно осуществить посредством газовой горелки.
Электроды для данного вида сварки выполняются из стержней, однородных основному металлу. Применяются, например, ЭЧ-1, ЭЧ-2, ПЧ-1, ПЧС-1, ПЧС-2.Температура подогрева в зависимости от марки чугуна и объемов свариваемой детали 300-700°С с последующим охлаждением на 100%. Сварку чугуна выполняют на токе обратной полярности. Рекомендуемые режимы сварки представлены в таблице.
| Диаметр электрода, мм | Сила тока, А | |
| Нижнее положение | Вертикальное положение | |
| 3,0 | 90-110 | 80-100 |
| 4,0 | 120-140 | 100-120 |
| 5,0 | 160-190 | 150-170 |
| 6,0 | 220-250 | 210-240 |
Сварку необходимо осуществлять небольшими участками длиной 30-60 мм с послойным охлаждением на воздухе до 60°С. Сразу после сварки шов подвергается проковке легкими ударами молотка.
obinstrumente.ru
Электроды для ручной сварки. | МеханикИнфо
Электроды для ручной сварки. Подбираем сварочные электроды. 5.00/5 (100.00%) проголосовало 2

Существует много различных марок сварочных электродов. Все они различаются толщиной стержня и металлом. Электроды подбираются в зависимости от свариваемого металла. Сорт и марка стали зависит от того, какую марку электродов выбрать. Рассмотрим некоторые из них:
Уони-13/55 – эти электроды используют при сварке углеродистых и низколегированных сортов стали. При сварке используют постоянный ток с обратной полярностью;
Ано-4 — для углеродистых сортов стали (временное сопротивление до 450 Мпа). Сварка производится переменным и постоянным током;
электродыэлектродыЦЛ-11 — для нержавеющих сортов стали. Сварка производится постоянным током обратной полярности.
Ниже вы можете ознакомится с несколькими видео про то, как подобрать сварочные электроды, маску для работы, а также про то как превратить сварочный инвертор для ручной сварки в полуавтомат…
Также мы поговорим о других марках электродов для разных сортов стали:
Марки электродов.
Низколегированные и углеродистые сорта сталей свариваются следующими марками электродов:
АНО-4; АНО-6; АНО-6М; АНО-13; АНО-17; АНО-21; АНО-24; АНО-29М; АНО-32; АНО-36; ВСЦ-4; ВСЦ-4М; ОЗС-42; ВН-02-00; МР-3С; МР-3М; МР-3; АНГ-1; ОМА-2; ОЗС-4; ОЗС-6; ОЗС-12; ОЗС-21; ОЗС-23; ОЗС-30; ОЗС-32; ОЗС-41.
С повышенными требованиями пластичности к свариваемому шву до 50 кгс/мм2:
УОНИ-13/45; УОНИ-13/55; АНО-Д; ОЗС/ВНИИСТ-26; МТГ-01К; АНО-11; АНО-ТМ; АНО-ТМ/СХ; ВП-6; МТГ-02; ОЗС-18; ОЗС-25; ВН-48; ВН-48У; ОЗС-28; ОЗС-29; ДСК-50У; ИТС-4С; ОЗС-33; ТМУ-21У; ЦУ-4; ЦУ-5; АНО-8.
При 50 кгс/мм2:
ВСЦ-4А; 55-У; ИТС-4; АНО-Т; ТМУ-50; УОНИ-13/55С; УОНИ-13/55ТЖ; УОНИИ-13/55Р; ЦУ-5; ЦУ-7; ЦУ-8; Э-138/50Н.
До 55 кгс/мм2:
ВИ-10-6; ВСФ-65У; ОЗС/ВНИИСТ-27; МТГ-03; УОНИ-13/55У.
До 60 кгс/мм2:
УОНИ-13/65; ОЗС-24М; ВСФ-65; АНО-ТМ60.
Электроды для сварки легированных и конструкционных сталей
До 70 кгс/мм2:
АНП-1; АНО-ТМ70; АНП-2; ВСФ-75.
До 80 кгс/мм2:
НИАТ-3М; УОНИ-13/85; УОНИ-13/85У.
До 100 кгс/мм2:
АН-ХН7; ВИ-10-6; ОЗШ-1.
Электроды для сварки нержавеющих сортов стали:
ЦЛ-11; ЦЛ-25/1; ЦТ-10; ЦТ-15; ЦТ-28; НЖ-13; НЖ-134; ЭА-48М/22; ЭА-400/10У; ЭА-395/9; ЭА-400/10У; ЭА-981/15; ОЗН-300М; ОЗЛ-6; ОЗЛ-8; ОЗЛ-9А; ОЗЛ-17У; ОЗЛ-19; ОЗЛ-25Б; ОЗЛ-28; ОЗЛ-32; ОЗЛ-36; ОЗЛ-310; НИИ-48Г; НИАТ-1; НИАТ-5; ОЗЛ-312; АНЖР-1; АНЖР-2; АНЖР-ЗУ; КТИ-7А; ЗИО-8
Электроды марок: НИАТ-1; ЭА-400/10У; ЦТ-15; НЖ-13; используются для сварки нержавеющих сталей коррозионностойких, которые не подвержены коррозии.
Пищевая нержавеющая сталь сваривается электродами марок: ЦЛ-11; ОЗЛ-8.
Для сварки жаропрочных сортов нержавеющей стали пользуются сварочными электродами следующих марок: АНЖР-2; КТИ-7А; ОЗЛ-6.
Электроды для ручной сварки. Подбираем сварочные электроды.
Существуют сварочные электроды с неметаллическими стержнями, обычно они изготавливаются из такого материала как графит, также бывают угольные стрежневые электроды (СК, ВДК, ВДП). Такой тип неметаллических электродов относится к классу неплавящихся.
Все остальные стержни сварочных электродов изготавливают из металла, они также делятся на плавящиеся и неплавящиеся.
Плавящиеся металлические сварочные электроды изготавливают из: стали, чугуна, меди, алюминия, бронзы и т.д.
Неплавящиеся металлические сварочные электроды бывают: вольфрамовые, торированные, лантанированные, итрированные.
Сварочные электроды покрываются различными веществами, от этого зависит: металл свариваемого шва; его химический состав; дуга, образуемая электродом; удаление шлака; токсичность выделяемых газов; и конечно же сам шов.
Покрытия делятся на:
— Основное;
— Кислое;
— Рутиловое;
— Целлюлозное.
Все 4 покрытия имеют общий стандарт ГОСТ 9466-75 и обозначаются русскими буквами:
- Основное покрытие сварочных электродов обозначается буквой «Б»;
- Кислое покрытие сварочных электродов обозначается буквой «А»;
- Рутиловое покрытие обозначается буквой «Р»;
- Целлюлозное покрытие обозначается буквой «Ц».
mechanicinfo.ru










