Универсальные электроды. Электроды какие бывают
Бизнес-новости

Без ПромСварки нет ПРОФСВАРКИ
Сегодня начал работу Белорусский промышленный форум, экспозиция которого принимает гостей и участников в столичном Футбольном манеже с 29 мая по 1 июня. Форум включает в себя целый комплекс тематических выставок, семинаров и конференций, среди которых…
29.05.2018
Подробнее
ИННОВАЦИОННЫЕ РЕШЕНИЯ ДЛЯ СВАРКИ И РЕЗКИ ОТ ESAB
ESAB предлагает комплексное решение задач в области сварки и резки металлов. Номенклатура продуктов шведской компании - одна из самых широких в своей отрасли. Комбинация разработанных продуктов и систем устанавливает новые высочайшие стандарты рабочих…
01.12.2017
Подробнее
КУПИТЬ ОБОРУДОВАНИЕ СТАЛО ПРОЩЕ
Каждая серьезная покупка требует к себе серьезного подхода. Если Вы озадачены приобретением дорогостоящего оборудования, вопрос его оплаты выходит на первое место. И каждый решает его по-своему: кредит, лизинг, рассрочка. Сегодня компания ПромСварка предлагает…
16.02.2017
Подробнее
Аренда с правом выкупа: НИКАКИХ ПЕРЕСЧЕТОВ
Аренда сварочного оборудования с возможностью последующего выкупа – один из самых экономически эффективных способов обновить техническую базу производства. Предлагаемый нами вариант позволит Вам стать владельцем лучших сварочных аппаратов на рынке – европейские…
14.11.2016
Подробнее
«Сварка и резка 2017»: Вы не сможете пройти мимо нас!
Компания ПромСварка и компания ESAB в связи с 10-летием сотрудничества приглашают Вас принять участие в 17-й международной специализированной выставке «Сварка и резка 2017», которая состоится 4-7 апреля 2017 года по адресу: Республика Беларусь, г. Минск,…
27.03.2017
Подробнее
ЮБИЛЕЙ: ПромСварка и ESAB – 10 лет вместе!
Возраст компании ESAB - больше ста лет. Бренд является мировым лидером в области производства продукции для сварочных процессов. Благодаря 23 производственным предприятиям на четырех континентах, а также офисам продаж и техподдержки в 80 странах мира,…
27.03.2017
Подробнееpromsvarka.by
Какие электроды лучше для дуговой сварки. Какие бывают диаметры электродов. Для чего нужно прокаливать электроды.
Апрель 5, 2017
Многообразно количество типов электродов подчас ставит в затруднительное положение даже опытных людей. Возникает закономерная проблема выбора электродов для сварки инвертором, так какие лучше? Каждый тип электрода предназначен для сварки определённых материалов, кроме того он должен обладать нужным покрытием, которое не должно быть сырым. Причиной залипания может быть некорректная работа аппаратуры, либо неверно выставленные параметры выходного тока, а также пониженное сетевое напряжение. Мы расскажем об основных причинах прилипания электродов при сварке инвертором.
Чтобы понять, почему залипает электрод при сварке инвертором, нужно сначала сделать правильный выбор сварочного аппарата применительно к условиям конкретных работ. Агрегат должен отвечать определённым требованиям, которые будут обеспечивать оптимальную работу устройства в реальных обстоятельствах. Примером такого аппарата, созданного для российских условий, могут служить инверторы линейки «Неон» нижегородского производства. На основе этих приборов мы и расскажем об основных требованиях к сварочным аппаратам, которые уменьшат вероятность залипания электродов при сварке. Эти свойства заключаются в следующем:
- сетевое питающее напряжение находится в пределах от 160 В до 250 В, что вполне позволяет работать в условиях нестабильного энергопитания;
- наличие автоматического выключателя защиты, в том числе и от перегрева;
- ПВ при максимальном сварочном токе 60%;
- напряжение холостого хода 70 В, что позволяет уверенно держать дугу даже при экстремальных входных напряжениях;
- имеется функция горячего старта для уверенного розжига дуги короткого замыкания, а также форсаж дуги;
- чтобы электрод не прилипал, существует функция антистик;
- гарантированная стабильная работа при температуре окружающей среды от -40 °C до +40 °C.
Необходимо отметить, что эти характеристики служат основой для выбора, а не догмой, но стабильная работа при экстремальных температурах и напряжении в сети очень важна для российских условий. Для комфортной работы полезно пользоваться функцией горячего старта, которая помогает уверенно начинать процесс и оптимально использовать сварочные электроды для инверторов.
Особое внимание необходимо уделить такой функции, как антизалипание или антистик. Суть её состоит в том, что в момент залипания сварочный ток сбрасывается до нуля и это даёт сохранить в целости как сам электрод, так и инвертор. Устранить прилипание также помогает форсаж, позволяющий увеличить сварочный ток при риске обрыва дуги и не даёт прервать сварной шов, что благотворно сказывается на качестве работ.
Важно при выборе инверторного аппарата большее внимание уделять российским моделям, поскольку они ремонтопригодны и лучше приспособлены к работе в условиях нашей страны.
Виды покрытых электродов
Многих, особенно начинающих, сварщиков волнуют проблемы правильного подбора расходного материала. Так какие же нужны электроды для сварки инвертором, какие лучше подходят для разных материалов? Чтобы ответить на этот вопрос нужно рассказать о типах покрытий и о том, какие именно выбрать электроды для сварки конкретных металлов или сплавов. Покрытие служит для следующих целей:
- С помощью оксидов углерода защищает сварочную ванночку от действия атмосферного кислорода.
- Стабилизирует дуговой разряд.
- Способствует удалению кислорода из металла или сплава, раскисляя шов.
- С помощью примесей оказывает легирующее воздействие на шов.
По толщине покрытия эти материалы бывают тонкими (М), средними (С), толстыми (Д) и особо толстыми (Г). Этот параметр регламентируется ГОСТ 9466-75 и влияет на процесс сварки, усиливая воздействие покрытия на шов и стабилизируя его свойства. По химическому составу покрытия электроды делятся на такие типы:
- для постоянного тока используется основное покрытие, которое обеспечивает пластичный шов;
- покрытие с железным порошком, увеличивающее прочность сварки;
- тип с кислым покрытием, обеспечивающий скорость работ и тягучесть свариваемому металлу;
- для вертикальных швов более подходит целлюлозное покрытие с малым образованием шлака;
- тип с рутиловым содержанием и наличием ферромарганца и карбоната магния.
Для осуществления правильного подбора применительно к свариваемому металлу и чтобы избежать залипания электродов, нужно знать какие из них наиболее соответствуют соединяемым заготовкам. Технические характеристики покрытия и рекомендуемые для сварки металлы и сплавы соответствуют разным маркам электродов, а именно:
- для работы с конструкционными низколегированными, углеродистыми сталями необходимо использовать УОНИ-13/55, ОМА-2, ОЗС-30, МР-3М, Ви-10-6, АНО-21 и ВСФ-65У;
- легированные высокопрочные стали варят ЭА-981/15, ЭА-395/9, НИАТ-5, ОЗШ-1 и НИАТ-3М;
- для теплоустойчивых и жаропрочных сталей используют АНЖР-2, ТМЛ-3У, ЦЛ-39, ИМЕТ-10, КТИ-7А и ОЗЛ-35;
- нержавеющие и коррозионностойкие сплавы сваривают с помощью НЖ-13С, НИАТ-1, УОНИ-13НЖ, ЦТ-15, и ЭА-400/10Т;
- разнородные сплавы и стали варят ЭА-391/15, ЦТ-28, ОЗЛ-32, АНЖР-2, НИИ-48
mirhat.ru
Какие бывают универсальные электроды

Нередко случается так, что у Вас может не получаться производить сваривание в каком-то положении сварочного шва или при загрязнении свариваемых металлических частей. Также Вас может не устраивать качество сварочного шва или отделимость шлаков от поверхности металла шва.
В таком случае Вы можете решить, что Вам нужно использовать специальные универсальные электроды, при сваривании которыми Вы сможете избежать вышеперечисленных проблем. Таким электродами являются АНО-37. А теперь давайте рассмотрим их особенности и свойства.
Данный вид сварочных электродов характеризуется легким зажиганием дуги, а также легким повторным зажиганием. Еще они являются идеальным средством для небольших прихваток и коротеньких швов. Также электроды АНО-37 не чувствительны к ржавчине и другим поверхностным загрязнениям. Помимо этого, они обеспечивают прекрасное формирование металла шва, даже если для сварки используется сравнительно небольшой сварочный ток.
Такая особенность электродов АНО-37 позволяет использовать для проведения сварочных работ небольшие трансформаторы, имеющие напряжение холостого хода менее 50 В. Также АНО-37 значительно превосходят свои аналоги, поэтому они являются наиболее удобным вариантом при проведении сварочных работ.
Примечательно, что даже новички, которые начинают производить свои первые сварочные швы, могут сделать действительно качественное изделие, потому что такими электродами шов получается высокого качества, даже если его производил не мастер.
Основным назначением универсальных сварочных электродов АНО-37 является сваривание конструкций из низкоуглеродистых сталей. Также они пригодны для проведения сварочных работ во всех пространственных положениях. Сваривание электродами АНО-37 производится с использованием переменного или постоянного тока любой полярности. Такие особенности еще раз доказывают, что электроды АНО-37 действительно являются универсальными.
Использование электродов АНО-37 рекомендуется для сваривания низкоуглеродистых конструкционных сталей, а также они широко применяются в судостроительстве. Еще их используют для сваривания сталей классов A и D, а также для сварки сосудов, которые будут находиться под давлением. Немного реже их используют для проведения ремонтных работ и сварки в бытовых условиях.
Особенностями использования универсальных сварочных электродов АНО-37 является возможность производить сваривание металлических частей, даже если существуют большие зазоры между частями металлов.
Универсальные Сварочные электроды АНО-37 производятся в соответствии с государственными стандартами, поэтому Вы можете смело их использовать для обучения сварочному мастерству или же для проведения сварочных работ при неблагоприятных условиях и, возможно, плохом состоянии металла. Сварочные электроды полностью соответствуют требованиям, изложенным в ГОСТах, поэтому у Вас не возникнет проблем с их использованием и эксплуатацией сваренного оборудования.
Типы электродов | Характеристики, классификация, свойства, признаки, использование – на промышленном портале Myfta.Ru
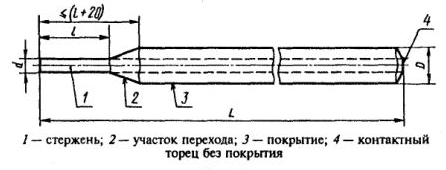
 Хотя метод сварки плавлением широко распространен на сегодняшний день, однако большинство конструкций изготовлены именно путем применения ручной дуговой сварки. Данный вид сварки осуществляется штучными электродами, внешне напоминающими металлический стержень.
Хотя метод сварки плавлением широко распространен на сегодняшний день, однако большинство конструкций изготовлены именно путем применения ручной дуговой сварки. Данный вид сварки осуществляется штучными электродами, внешне напоминающими металлический стержень.
Один конец стержня, длина которого составляет 30 мм, зажат электродержателем с целью снабдить электрическим контактом. Второй же конец очищен, чтобы в момент контакта с изделием не было трудностей, связанных с поджогом дуги.
Надо сказать, что несмотря на то, что чисто внешне конструкция кажется простой, металлический электрод по своей технологической и металлургической системе довольно сложен.
В момент плавки электрода возникающие процессы разительно отличаются от металлургических процессов, осуществляющихся в период плавки стали.
Следует отметить краткосрочность, небольшие по объему реагенты, высокую степень температуры в зоне сварки, а также интенсивное контактирование металла, шлака и газа.
 В столбе дуги, помимо расплавки, происходит испарение железа и его химических составляющих. Наблюдается активный процесс окисления, поглощения металлом газов, пропитка наплавленного металла азотом, кислородом и водородом. По истечении всех этих процессов наблюдаете легировку, окись и раскисление металла.
В столбе дуги, помимо расплавки, происходит испарение железа и его химических составляющих. Наблюдается активный процесс окисления, поглощения металлом газов, пропитка наплавленного металла азотом, кислородом и водородом. По истечении всех этих процессов наблюдаете легировку, окись и раскисление металла. Все металлургические и химические свойства электродов можно определить по свойствам шпаков. Те же свойства, но уже самих шлаков, определяют то технологическим свойствам шлака Соотношение компонентов покрытия металла должно быть таким, чтобы по окончании температура плавления снизилась, шлак стал вязким, а интервал затвердение был укорочен.
Основные характеристики электродов:
- удлинение
- ударная вязкость
- угол изгиба
- повременное сопротивление изгибу
Согласно этих характеристик и ГОСТа 9467-75, строится следующая классификация типов электродов:
- К первому типу относятся электроды э38,э42, э46, э50. Все эти электроды применяются в процессе сварки стали, временное сопротивление которой способно достигать 490 Дж/кв. см.
- Ко второму типу относятся электроды э42, э4б, э50 А. Данные электроды используются в сварке тех же сталей с повышенными требованиями к металлу, связанные с удлинением и вязкостью.
- К третьему типу относят электроды э55,э60. Они необходимы для сваривания сталей, временное сопротивление который превышает 490 Дж/кв. см. При этом способно достигать 590 Дж/кв. см. Все эти электроды именуются под общегрупповым названием «Электроды для сварки углеродистых и низколегированных конструкционных сталей».
 В зависимости от вида покрытия все типы электродов различаются своими сварочно-технологическими свойствами. Вид покрытия влияет на проведение самой сварки во всех положениях.
В зависимости от вида покрытия все типы электродов различаются своими сварочно-технологическими свойствами. Вид покрытия влияет на проведение самой сварки во всех положениях. Электроды для сварки легированных конструкционных сталей повышенной и высокой прочности
Эту группу составляют сварочные электроды для легированных сталей, временное сопротивление которых по отношению к разрыву составляет 590 Мпа. Различают два варианта сварки с использованием данных типов сталей: с термической обработкой и без термической обработки.
Если по завершении сварки следует термическая обработка, то используются электроды, направленные на достижение получения равнопрочных сварных соединений. ГОСТ 9467-75 выделяет 5 основных типов электродов, применяемых в сварке конструкционных сталей: Э70, Э85, Э100, Э125,Э150. Согласно стандарту, в состав металла входит фосфор, сера в процентном соотношении 0,030 %-0, 035%.
Надо сказать, что во время сварки, конструкции, применяемых в экстремальных условиях, а также сам выбор марки электродов влияет на химический состав металла и электрода. Все характеристики по химическому составу указаны в документации и на электродах.
Если сварка проходит без термической обработки, то прибегают к электродам, которые содействуют получению металла шва аустенитной структурой. В результате получаются сварочные соединения, которые характеризуются повышенной плотностью и стойкостью против появления трещин, а также прочным металлом шва. Собираясь использовать данные электроды, необходимо принимать во внимание ряд особенностей, свойственные исключительно этому типа стали. Эти электроды применимы, в том числе и в сварке высоколегированных и разнородных сталей.
Электроды для наплавки
Данную группу составляют электроды, которые предназначены для дуговой сварки и наплавки поверхностных слоев, характеризуемых особенными свойствами. Все электроды при изготовлении должны соответствовать ГОСТу 9466-75, ГОСТу 10051-75. В соответствии с наплавкой поверхностных слоев, в зависимости от химического состава металла и его твердости в условиях оптимальной температуры, различают целых 44 типа в соответствии с ГОСТом. Регламент, основой которого являются технические условия металла, определяет 6 типов электродов.
- Электроды, способствующие получению низкоуглеродистого низколегированного наплавленного металла. Характеризуемых повышенным уровнем стойкости, несмотря на трения металла с металлом и воздействия со стороны нагрузок.
- Электроды, способствующие получению того же металла и с теми же свойствами, выдерживающему рабочую среду с температурой выше 600-650 градусов.
- Электроды, способствующие получению углеродистого наплавленного метала, определяемый высокой стойкостью, в рабочей среде с абразивным изнашиванием и рядом тяжелых нагрузок.
- Электроды, направленные на образование углеродистого высоколегированного наплавленного металла, характеризуемый всеми выше перечисленными свойствами + высокими температурами, где в пределах 650-850 градусов.
- А также электроды, участвую в сварке по выработке высоколегированного аустенитного наплавленного металла в среде с коррозионно-эрозионными свойствами.
- Электроды, вырабатывающие дисперсноупрочныемый высоколегированный металл, в условиях сложных температурных колебаний, достигающих шкалу в 1100 градусов.
Кроме того, наплавочные работы необходимо выполнять, использую специализированные промышленные технологии. В выполнение наплавки могут быть включены следующие этапы: предварительный подогрев, сопроводительный подогрев, термическая обработка и многое другое, необходимое для достижения всех свойств наплавляемой поверхности.
Электроды, предназначенные для холодной сварки и наплавления чугуна
Эту группу составляют, сварочные электроды, необходимые для того, чтобы удалять все дефекты в чугунных отливах. Кроме того, применяются электроды, которые необходимы в ремонте давно вышедшего из эксплуатации специального оборудования, а также в целях восстановления потрепанных деталей механизма.
В каком-то смысле, сварочные электроды могут быть полезны и в сфере производства сварно-литых конструкций. Процесс холодной сварки и наплавки чугуна осуществляется без подогрева, так как в этом нет необходимости, раз теплодвижение понижено, протяжение валика составляет от 25 до 60 мм. В условиях температурного режима в 60 градусов валики подвергаются охлаждению.
Благодаря всем типам электродов появляется возможность вырабатывать наплавленный металл шва, с заранее указанными свойствами и характеристиками стали, стальных сплавов с медью, никелем, железоникелевым сплавом и т.д.

Свойства электродов:
- сварка в любом положении в пространстве
- род сварочного тока
- производительность процесса
- образование пор и трещин
- наличие водорода
Все эти моменты нужно учитывать, выбирая электроды. Также нельзя забывать о видовой принадлежности покрытия (рутиловое, основное, кислое, с содержанием целлюлозы, комбинированное).
Использование электродов содействует обеспечению ряда условий:
- облегченное зажигание дуги и ее горение
- равномерная расплавка покрытия и покрытия шва
- свободное удаление шлака
- отсутствие каких-либо дефектов, пор, трещин
Все электроды классифицируются по таким признакам, как:
- используемый в производстве электродов материал
- Назначение стали
- толщина покрытия стержня
- вид покрытия
- характер шлаков
- свойства металла шва
- разрешенные положения в пространстве во время сваривания сталей
- наплавки металла
- род и полярность используемого тока
Классификация электродов согласно ГОСТа 9466-75 по характеру свариваемого металла:
- у — (низко-)углеродистые, конструкционные стали
- л — легированные
- г — легированные теплостойкие стали
- в — высоколегированные стали
myfta.ru