Типы электродов. Электроды постоянного тока
Типы электродов сварочных
Главная страница » Типы электродов
Основной характеристикой для электродов являются показатели механических свойств сварного соединения и металла шва: ударная вязкость, относительное удлинение, временное сопротивление разрыву, угол изгиба. Электроды по этим показателям, согласно ГОСТ 9467—75, имеют классификацию на следующие типы (в условных обозначениях типы электродов две стоящие цифры за аббревиатурой «Э» (электрод), соответствуют минимальному значению временного сопротивления разрыва сварного соединения или металла шва в кгс/мм2):
- Э50, Э46, Э42 и Э38 – для сваривания сталей со значением временного сопротивления до 490 Дж/см2;
- Э50 А, Э46 А и Э42 А – для сваривания тех же сталей, но когда к металлу сварного шва предъявляются повышенные требования к показателям ударной вязкости и относительного удлинения;
- Э60 и Э55 – для сваривания сталей с показателями временного сопротивления разрыва превышающем 490 Дж/см2 и до значения 590 Дж/см2.
Указанный стандарт регламентирует также содержание фосфора и серы в наплавленном металле.
Большое разнообразие выпускаемых электродов, а также принципов, по которым они классифицируются, затрудняет разработку общепринятой единой системы классификации электродов. Стандартами не регламентируются марки электродов. Осуществление подразделения электродов на марки производится по паспортам и техническим условиям. К каждому типу электродов может относиться одна или несколько марок. Вполне может быть реальной ситуация, когда электрод не относится к определенной марке.
Показатели уровней сварочно-технологических свойств
Применяемые типы электродов для сваривания низкоуглеродистых и углеродистых сталей характеризуются также показателями уровней сварочно-технологических свойств, в том числе:
- возможностью выполнения сварочных работ во всех положениях в пространстве;
- производительностью процесса;
- родом сварочного тока;
- склонностью к образованию пор;
- содержанием водорода в наплавленном металле;
- склонностью сварного соединения к образованию трещин.
Перечисленные выше характеристики, которые учитываются при выборе конкретного типа и марки электрода, определяются в значительной степени видом покрытия, которое может быть основным, рутиловым, кислым, целлюлозным и смешанным.
weldelec.com
Электрод «ЦН-12М»
Раздел: ЦН
Тип: Э-13Х16Н8М5С5Г4Б Покрытие: Основное (Б)
Назначение: Электроды для наплавки поверхностей слоев с особыми свойствами
Сварочный ток: Постоянный, обратная полярность (+)
Пространственное положение при сварке: Нижнее
Применение: постоянного тока
В разделах продавцов: ЦН
Выпускается производителями: Волгодонские, Волгодонский электродный завод, Зеленоградский электродный завод (Зеленоград), Кировский завод, ЛЭЗ, Лосиноостровский Электродный Завод, СЗСМ (Костромская область), Спецэлектрод (Волгодонск), СпецЭлектрод (Москва, Санкт-Петербург, Екатеринбург), Фрунзе, Сумы-Электрод (Сумы, Украина), ХОБЭКС (Волгоград), Шадринск, Шадринский электродный завод, Ярославское электродно-метизное производство (Ярославль)Электроды ЦН-12М применяются для наплавки уплотнительных поверхностей деталей арматуры энергетических установок, которые работают при высоких давлениях и температуре до Т = 600 °С. Их используют, также, для обработки других изделий, при эксплуатации которых требуется стойкость к задирам.
Характеристики электродов ЦН-12М
Электроды для наплавки имеют следующие характеристики:
- покрытие – основное;
- коэффициент наплавки, г/А• ч: 13,5;
- производительность наплавки (для диаметра 4,0 мм), кг/ч: 1,8;
- расход электродов на 1 кг наплавленного металла, кг:1,5;
- твердость наплавленного металла после отпуска (при Т = 725 °С для перлитных сталей и Т= 850 °С для аустенитных сталей) в течение 1часа с замедленным охлаждением до Т = 200 °С, HRCэ: 46.

Электроды для наплавки
Химический состав наплавленного металла, %
| C | Mn | Si | Mo | Ni | Cr | Nb | S | |
| 0,13 | 4,0 | 4.1 | 5,7 | 7,9 | 16,3 | 0,8 | 0,009 | 0,017 |
Геометрические размеры и сила тока при наплавке. Количество электродов в 1 кг
| Диаметр, мм | Длина, мм | Ток, А | Среднее количество электродов в 1 кг, шт. |
| 4,0 | 350 | 120…140 | 20 |
| 5,0 | 450 | 160…190 | 10 |
Особые свойства
Электроды ЦН-12М обеспечивают получение наплавленного металла, стойкого к общей и межкристаллитной коррозии. Кроме того, он устойчив к задирам.
Технологические особенности наплавки электродами ЦН-12М
Наплавка производится в нижнем положении постоянным током обратной полярности. Её производят с предварительным и сопутствующим подогревом до температуры Т = 500-600 °С с последующей, непосредственно после наплавки, термической обработкой.

До начала наплавки обязательна прокалка при Т = 200…220 °С в течение 1 часа.

Дополнительная информация
Наплавные электроды ЦН-12М соответствуют стандарту ГОСТ 9466-75, ГОСТ 10051-75.
Условное обозначение в документации: Э-13Х16Н8М5С5Г4Б- ЦН-12М -Ø-НД ГОСТ 9466-75, ГОСТ 10051-75.
Где купить электроды различных марок
Выбирайте производителей и продавцов сварочных электродов, перейдя по ссылке ниже на страницу нашего каталога фирм.Выбрать компанию
weldelec.com
Электроды «ОЗШ-3»
Раздел: ОЗШ
Покрытие: Основное (Б)
Назначение: Электроды для наплавки поверхностей слоев с особыми свойствами
Сварочный ток: Постоянный, обратная полярность (+)
Пространственное положение при сварке: Нижнее, нижнее "в лодочку" и вертикальное снизу вверх
Применение: постоянного тока
Выпускается производителями: Волгодонские, Волгодонский электродный завод, Кировский завод, СЗСМ (Костромская область), Спецэлектрод (Волгодонск), СпецЭлектрод (Москва, Санкт-Петербург, Екатеринбург), ХОБЭКС (Волгоград), Шадринск, Шадринский электродный завод, Ярославское электродно-метизное производство (Ярославль)Электроды ОЗШ-3 служат для наплавки вырубных и обрезных штампов, применяемых при холодной и горячей (с температурой нагрева рабочих поверхностей до 650°С) штамповке. Их используют, также, для наплавки других быстроизнашивающихся деталей машин.

Электроды «ОЗШ-3»
Характеристики электродов ОЗШ-3
Электроды имеют следующие характеристики:
- покрытие — основное;
- коэффициент наплавки, г/А• ч: 9,5;
- производительность наплавки (для диаметра 4,0 мм), кг/ч: 1,3;
- расход электродов на 1 кг наплавленного металла, кг:1,7;
- типичная твердость наплавленного металла (без термообработки, т. е. исходное состояние), HRCэ: 56.

- Сварка производится постоянным током обратной полярности в трех пространственных положениях: нижнее, наклонное и вертикальное «снизу-вверх».
Химический состав наплавленного металла, %
| C | Mn | Si | Cr | S | P |
| 0,4 | 0,5 | 1,9 | 9,9 | 0,013 | 0,021 |
Рекомендуемые режимы наплавки
| Диаметр электродов, мм | Длина электродов, мм | Нижнее положение/Ток, А | Вертикальное положение/Ток, А |
| 2,5 | 90…110 | 70…90 | |
| 3,0 | 350 | 110…130 | 90…110 |
| 4,0 | 450 | 130…150 | 110…130 |
| 5 | 450 | 160…180 | 130…150 |
Особые свойства
Электроды ОЗШ-3 позволяют получать наплавленный металл с высокой износостойкостью в условиях работы штампов и удовлетворительной сопротивляемостью ударам.
Условия эксплуатации деталей после наплавки
| Контртело | Дополнительные условия | Примеры |
| Стали нагретые до 1100 °С | Давление более 500 кгс/см2, удары скольжение, окислительная атмосфера, резкое охлаждение | Ножи ножниц горячей резки, штампы горячей штамповки |
| Сталь, цветные металлы | Давление более 500 кгс/см2, удары, скольжение | Ножи ножниц холодной резки, обрезные штампы холодной штамповки |
Сила тока для наплавки в различных положениях, А
| Диаметр | Длина | Нижнее | Вертикальное | Потолочное |
| 3 | 450 | 80…100 | 80…100 | 150…200 |
| 4 | 450 | 110…140 | 110…130 | 150…180 |
| 5 | 450 | 150…180 | 150…180 | — |
Технологические особенности наплавки
Наплавку производят в несколько слоёв (от 1 до 4) с предварительным подогревом детали до температуры Т = 300…400 °С. Наплавка малогабаритных деталей допускается без предварительного подогрева.
Перед наплавкой обязательна прокалка при Т = 350 °С в течение 1 часа.
Дополнительная информация
Электроды «ОЗШ-3» соответствуют стандартам ГОСТ 9466-75, ГОСТ 10051-75.
Условное обозначение в документации: Э-37Х9С2- ОЗШ-3 -Ø-НД ГОСТ 9466-75, ГОСТ 10051-75, Е-650/57-1-Б30.
Где купить электроды различных марок
Выбирайте производителей и продавцов сварочных электродов, перейдя по ссылке ниже на страницу нашего каталога фирм.Выбрать компанию
weldelec.com
Электроды ОЗА-1
Электроды ОЗА-1 предназначены для наплавки и сварки деталей и конструкций из алюминия технической чистоты.
Характеристики электродов
Электроды имеют следующие характеристики:
- покрытие – солевое;
- коэффициент наплавки, г/А•ч: 6,5;
- производительность наплавки (для диаметра 4,0 мм), кг/ч: 0,7;
- расход электродов на 1 кг наплавленного металла, кг: 2,0.
Сварку можно производить в нижнем, наклонном и ограниченно вертикальном положениях шва, используя постоянный ток обратной полярности.

Электроды ОЗА-1.
Типичные механические свойства металла шва
| Временное сопротивление, МПа | Угол изгиба сварного соединения, градус |
| 70 | 170 |
Типичный химический состав наплавленного металла, %
| Al | Si | Ti | Cu | Fe |
| основа | 0,4 | 0,2 | следы | 0,1 |
Геометрические размеры и сила тока при сварке
| Диаметр, мм | Длина, мм | Ток, А | Среднее количество электродов в 1 кг, шт. |
| 4,0 | 350 | 100…120 | 61 |
| 5,0 | 400 | 120…150 | 33 |
Особые свойства электродов
Сварка этими электродами обеспечивает получение металла шва с высокой коррозионной стойкостью.
Технологические особенности сварки
Сварку следует производить с предварительным местным или общим подогревом изделий до температуры Т = 250…400°С (зависит от толщины свариваемого металла). Перед сваркой свариваемые кромки следует очистить от оксидов и загрязнений до металлического блеска. Шлак после сварки удаляют стальными щётками с промывкой горячей водой.
Перед сваркой электроды обязательно прокаливают при Т = 150…200°С в течение 1 часа.
Обозначение электродов в документации
ОЗА-1-Æ по ТУ-14-4-614 – 75.
Где купить электроды различных марок
Выбирайте производителей и продавцов сварочных электродов, перейдя по ссылке ниже на страницу нашего каталога фирм.Выбрать компанию
Электроды МНЧ-2
Раздел: Прочие
Покрытие: Прочие (смешанные) (П)
Назначение: Для сварки и наплавки чугуна, Электроды для наплавки поверхностей слоев с особыми свойствами
Сварочный ток: Постоянный, обратная полярность (+)
Пространственное положение при сварке: Вертикальное снизу вверх и нижнее
Применение: По чугуну, постоянного тока
В разделах продавцов: МНЧ
Выпускается производителями: Lincoln Electric (США, Кливленд), Волгодонские, Волгодонский электродный завод, Зеленоградский электродный завод (Зеленоград), Кировский завод, ЛЭЗ, Лосиноостровский Электродный Завод, Патон (Украина, Киев), ПлазмаТек (Украина), Промтехсервис (Украина, Днепропетровск), СЗСМ (Костромская область), Спецэлектрод (Волгодонск), СпецЭлектрод (Москва, Санкт-Петербург, Екатеринбург) Производится под брендами: МонолитЭлектроды применяются для:
- наплавки, холодной сварки, и заварки литья. Производить это можно в деталях из серого, ковкого и высокопрочного чугунов;
- сварки первого слоя. При этом будут обеспечены самые высокие требования к плотности и чистоте поверхности (после обработки).
Сварка может производиться в вертикальном и нижнем положениях и при постоянном токе обратной полярности.

Металл шва при механической обработке будет обладать высокой технологичностью, а также – коррозийной стойкостью в жидких агрессивных средах и горячих газах.

Электроды сварочные МНЧ-2.
Рекомендации
Сварку электродами МНЧ-2 рекомендуется производить короткими валиками (длина валика, мм: 20…30). Валики следует охлаждать на воздухе до Т=60 °С. После охлаждения следует осуществлять проковку валика (легкими ударами молотком).
Перед сваркой электроды следует прокаливать в течение одного часа при Т=190-210°С.
Характеристики электродов
- покрытие — специальное;
- коэффициент наплавки -11,2 г/А.ч;
- расход электродов на 1 кг наплавленного металла -1,5 кг .
Химический состав наплавленного металла, %:
| Железо | Никель | Марганец | Медь |
| 2,0…3,0 | 60…70 | 1,8…2,5 | остальное |
Механические свойства металла шва
Твердость металла шва после наплавки, НВ: ≥ 150.
Геометрические размеры электродов и сила тока при сварке
| Диаметр, мм | Длина, мм | Ток, А |
| 3,0 | 350 | 70…110 |
| 4,0 | 350 | 100…140 |
| 5,0 | 450 | 140…190 |

Аналогом данных электродов могут выступить Oerlikon MONEL.
Где купить электроды различных марок
Выбирайте производителей и продавцов сварочных электродов, перейдя по ссылке ниже на страницу нашего каталога фирм.Выбрать компанию
weldelec.com
Что такое электроды сварочные

В процессе электродуговой сварки электрод служит проводником электрического тока непосредственно к предмету сварки. Электроды имеют довольно узкую специализацию, но, несмотря на это, типов и марок электродов насчитывается огромное множество. Электроды должны соответствовать некоторым условиям:
- дуга горения должна быть неизменной;
- образование качественного шва;
- определённый химический состав металла в сварном шве;
- покрытие и стержень электрода должны плавиться равномерно;
- при наименьшем уровне разбрызгивания металла электрода, должна поддерживаться высокая производительность сварки;
- лёгкость отделения образований шлака в результате сварке;
- сохранение химических, технологических и физических характеристик при дальнейшем хранении;
- минимальная токсичность при сварке;
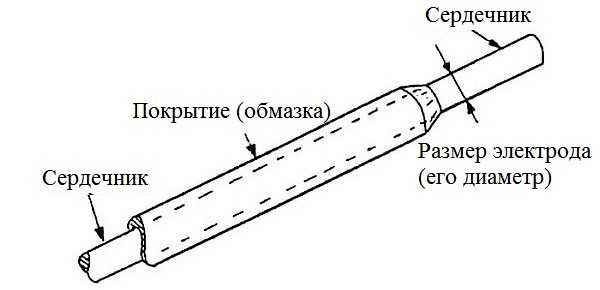
Устройство электрода Для изготовления электродов применяют металлические стержни или сварочную проволоку, которые проводят электрический ток, их химический состав влияет на качество электродов. Непокрытыми называют электроды, которые состоят лишь из металлического стрежня или проволоки. И наоборот покрытыми называют электроды, которые покрывают специальным составом, который предназначен для улучшения качества сварки. Покрытие бывает следующих типов: основное, целлюлозное, рутиловое, кислое, смешанное, которые в свою очередь делятся на два вида: ионизирующее, для тонкопокрытых электродов, и защитное для толстопокрытых. Стоит заметить, что качество сварки выше при использовании электродов с защитным покрытием, так как при использовании электродов с ионизирующим покрытием, сварной шов подвержен окислению и азотированию. От типа покрытия зависит множество факторов, напрямую влияющих на уровень качества сварки, вероятность появления трещин на шве, уровень содержания водорода в металле, вероятность порообразования, а также производительность сварки.
Применение электродов с кислым покрытием препятствует образованию пор в сварном шве. Единственным минусом при такой сварке является возможность появления на шве горячих трещин. Основное покрытие представляет собой образование карбонатов и фтористых соединений. Металл на шве характеризуется высокой степенью ударной вязкости, что обусловлено низким уровнем содержания вредных примесей, газов и неметаллических включений, а также применению данного вида сварки свойственна высокая устойчивость к образованию горячих трещин. Однако и у этого вида покрытия есть свои недостатки: высокая чувствительность порообразования в шве при увлажнении покрытия, а также в случае удлинения дуги.
Главным преимуществом рутилового покрытия является то, что при минимальном разбрызгивании металла образуется качественный шов. Но ударная вязкость и пластичность, в отличие от основного покрытия, намного ниже, что обусловлено наличием включений оксида кремния. Целлюлозный тип покрытия включает в себя большое количество органических компонентов (до 50%). С применением односторонней сварки на весу можно добиться получения равномерного обратного шовного валика. Большим минусом сварки целлюлозными электродами является повышенное содержание в полученном металле водорода.
elektrod-3g.ru