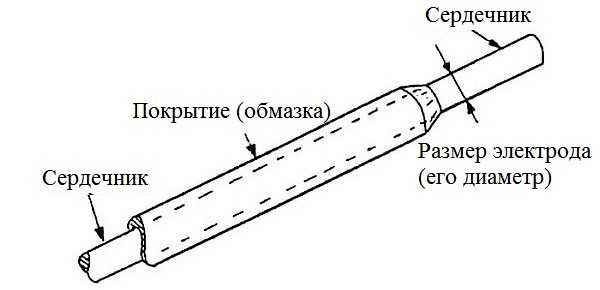
Как обычным домашним инвертором варить алюминий. Как варить алюминий электродом
Как и чем варить алюминий

Сварочный инструмент
Сварке поддается практически любой металл, главное – знать, какие техники и режимы для этого использовать, какие присадки обеспечат ровный и надёжный шов. Далее мы рассмотрим высокотехнологичные, а также доступные даже в домашних условиях способы сварки.
1
Возможные проблемы при сварке алюминияБлагодаря своим характеристикам этот материал широко применяется в различных областях человеческой деятельности. В частности, среди других металлов его выгодно выделяет небольшая удельная масса – всего 2,7 г/см³. Алюминий является отличным проводником благодаря высокой тепло- и электропроводности, однако именно эти свойства зачастую препятствуют его сварке в обычных режимах. Из-за большой тепловой проводимости постоянно присутствует угроза прожога. Однако мощность тока требуется, по меньшей мере, в 3 раза большая, чем для сваривания стальных элементов, нужно лишь не допускать чрезмерного перегрева в точке расплава.
Профессиональная сварка алюминия аргонодуговой сваркой
Второй помехой для сварки является разная температура плавления самого алюминия и его окисла на поверхности. Для того чтобы расплавить металл, нужно всего 660 градусов, а для внешней плёнки требуется уже 2044 градусов. Из-за такой высокой тугоплавкости даже при образовании ванны жидкого алюминия под воздействием дуги электрода плёнка будет препятствовать свариванию, расплав станет распадаться на отдельные капли. Чтобы избежать этого, используются специальные подготовительные процедуры, позволяющие облегчить плавление алюминия. А непосредственно в процессе работ, чтобы защитить ванну от воздушной среды можно использовать аргон.
Также некоторую сложность создает повышенная текучесть металла при расплавлении, причём плёнка окисла никуда не исчезает, что, как уже говорилось ранее, мешает при работе. Получается, что при образовании ванны расплавленного алюминия она тут же заполняется жидкой массой, но потёки от разных фрагментов металла из-за окисла не смешиваются. Ниже в статье мы рассмотрим способы, как бороться с подобным явлением. И, наконец, с чем предстоит столкнуться при сварке алюминия – это появление трещин при кристаллизации в момент застывания, а также высокая степень усадки. И это уже неизбежные факторы, которые можно лишь уменьшить правильным подбором режима и выполнением определенных правил.
2
Основные способы сварки алюминия – краткий обзорНаиболее распространенным считается вариант с использованием вольфрамовых электродов, с защитой ванны расплава при помощи инертного газа. Таким образом, пресекается дальнейший процесс окисления. Как правило, в таких случаях используется аргон. Допускается и сваривание алюминиевыми электродами марок УАНА или ОЗАНА с покрытием, которое выделяет газовое облако вокруг ванны расплава при сгорании. Однако второй вариант обычно связан с образованием большого количества брызг и шлака, что компенсируется возможностью осуществления в домашних условиях.
Если вы не можете достать специальные электроды, возьмите алюминиевую проволоку от электрокабеля и обмажьте смесью перетертого мела и жидкого стекла, так, чтобы слой составлял около 1,5–2 миллиметров, после чего тщательно просушите.
Ещё один способ – полуавтоматический, с подачей сварочной проволоки через специальный пистолет-держак. В этом случае струя газа вырывается из специального кольцевого сопла вокруг канала, по которому поступает присадка, что обеспечивает качественную защиту расплава алюминия от контакта с воздухом. Однако проволока подойдет не любая, а только соответствующая свариваемому металлу, то есть в нашем случае – алюминиевая. Наиболее популярные марки ER4043 и ER5356, желательно выбирать с диаметром 1,2 или 1,6 миллиметра. Работать на полуавтомате лучше в импульсном режиме, поскольку именно так можно мгновенно расплавить оксидную пленку.
3
Подготавливаем поверхность к работе – чистка и нагревВыше мы отметили такие проблемы, как сопротивление окисной пленки плавлению и растрескивание швов в процессе кристаллизации металла из-за быстрого остывания. С первой проблемой можно справиться самым элементарным образом. Прежде чем заварить алюминий, нужно полностью обезжирить заготовку, окунув ее на некоторое время в щелочную ванну. Для этого смешиваем в 1 литре воды 50 граммов карбоната натрия, столько же тринатрийфосфата (по возможности – технического) и 30 граммов жидкого стекла. Далее в металлической ёмкости нагреваем смесь до 65 градусов и только потом опускаем в неё подготавливаемый для сваривания алюминий. Впрочем, можно обойтись и ацетоном либо уайт-спиритом.
Максимум через 5 минут, а в идеале – через 3, извлекаем заготовки и приступаем к обработке тех кромок, где будет проходить сварочный шов. Данный этап необходим для избавления от окисной плёнки. Используем металлическую щётку, которая может применяться как для работы вручную, так и в виде насадки на шлифовальную машинку и на дрель. Тщательно снимаем тонкий слой металла, при этом не надавливаем в процессе обработки, чтобы частицы плёнки не остались в царапинах, которые обязательно образуются при чистке. По окончании подготовки снова обрабатываем поверхность органическим растворителем или погружаем на 2 минуты в щелочную ванну.
Снятие оксида алюминия в щелочном растворе
Теперь осталось защитить сварное соединение от трещин наряду с усадкой. Для этого перед тем, как заварить алюминий, тщательно нагреваем его. Можно использовать газовую горелку или открытое пламя в горне, но не муфельную печь, где изделие просто расплавится. Температура нагрева – от 110 до 150 градусов. Если соединяете разные по толщине заготовки, начинать надо с более толстой, чтобы прогрев был равномерным. Если начинать в обратном порядке, тонкая деталь остынет раньше, чем нагреется более массивная. Нагрев нужен еще и потому, что между кристаллами алюминия содержится некоторое количество влаги, которую обязательно нужно выпарить, чтобы уменьшить количество брызг при сварке. При необходимости после нагрева можно ещё раз слегка обработать поверхность металлической щёткой.
4
Как варить алюминий электродом – основные тонкости работыДанный способ подходит только в том случае, если вам необходимо соединить сваркой заготовки, толщина которых более 4 миллиметров. Дело в том, что более тонкие детали можно очень легко прожечь. Однако и в том случае, когда шов выполнен по всем правилам, электродуговая сварка инвертором с помощью электрода даёт довольно ноздреватое соединение алюминиевых заготовок. То есть герметичность швов будет невысокой. О брызгах и большой степени зашлакованности мы уже упоминали выше.
Сварка алюминиевых деталей при помощи электрода
Первое и основное правило, позволяющее добиться положительного результата – установить обратную полярность при сварке. То есть если обычно на заземление дается минус, а на держак – плюс, то в случае с алюминием делаем наоборот. Далее на каждый миллиметр диаметра электрода выставляем порядка 30 Ампер тока, иначе говоря, для присадочного материала 0,4 сантиметра должно быть подано 120 Ампер со сварочного трансформатора. Скорость движений – обязательно высокая, чтобы избежать прожогов, тем более что электроды для сварки алюминия чрезвычайно быстро плавятся. Поперечные колебания кончиком присадки делать не надо, это приведёт к чрезмерному нагреву металла и повысит вероятность возникновения прожога.
Обязательно оббейте шлак сразу после окончания сварки, затем вымойте шов подогретой водой и жесткой щеткой. После чего обработайте металлической щеточной насадкой для болгарки, чтобы полностью исключить наличие остатков зашлакованности.
5
Несколько секретов для качественного соединенияДля достаточно толстых заготовок обязательно выполняют разделку кромок, для чего нужно сточить или срезать при помощи пилы либо плазмореза край до угла в 45 градусов. Данная величина не критична и допускаются отклонения в большую или меньшую сторону. Но надо помнить, что чем меньше угол наклона кромки, тем шире будет линия расплава. Кроме того, надо обязательно оставлять небольшой промежуток, порядка 2 миллиметров, между заготовками, толщина которых превышает 7 миллиметров. А при заваривании лопнувшего металла или трещины либо случайной прорези, её надо несколько расширить и углубить, чтобы не получить поверхностный шов. Когда всё готово к работе, прихватываем заготовки в начале и в конце шва. Это позволит сохранять неизменным зазор между деталями, равно как и ширину шва в целом.
Начиная расплав, держим электрод под углом 90 градусов, что необходимо для заполнения ванны быстро стекающим с краев металлом. Дуга максимально короткая, при этом следует не утыкать присадочный материал в шов, чтобы не произошло заливание, и не погас факел. В обоих случаях поверхность расплава, равно как и кончик электрода, быстро покроются шлаком, что не позволит снова зажечь дугу. Если толщина металла большая и потребовалась глубокая разделка, сначала проводится первичный шов, а затем в несколько приёмов наплавляется достаточное количество алюминия, чтобы заполнить весь промежуток между кромками. После каждого наложенного шва обязательно тут же сбивается шлак – специальным молоточком с очень острой кромкой, как у столярного тесла.
obustroen.ru
|
Собираясь производить сваривание алюминия, большинство людей думает, что для работы с алюминием в его сплавами необходимо иметь специальный сварочный аппарат и специализированные электроды. Также абсолютное большинство начинающих сварщиков считают, что для сваривания алюминия необходимо иметь огромный опыт работы сварщиком. Такие люди не берут в расчет то, что можно производить успешное сваривание алюминия, имея дома инвертор и сварочные электроды. Для работы с алюминием потребуется не использовать определенных навыков или приспособлений. Для начала Вам следует подобрать подходящие сварочные электроды для той толщины металла, который Вы собираетесь сваривать. Идеально для сварки алюминия подходят электроды ОЗА, ОЗА-1, ОЗАНА, ОЗАНА-1, ОЗР и ОЗР-2. При правильном подборе сварочных электродов, Вы сделаете уже большой вклад в будущее сваривание. Успешно производить сваривание возможно при правильном подборе сварочного тока, который изменяется в зависимости от толщины металла и диаметра электрода. Узнать подходящий сварочный ток Вы можете на упаковке электродов, где размещена специальная таблица. После подбора всех необходимых параметров для сваривания, необходимо прокалить сварочные электроды перед началом работы. Для проведения таких работ необходимо использовать специальную печь для прокалки электродов. Даная печь для прокалки широко применяется не только для сваривания алюминия, потому как прокаливать требуется разные виды электродов и некоторые детали перед свариванием. Стоит отметить, что для сваривания алюминия подойдет практически любой инвертор, потому как главными требованиями к работе являются правильный подбор электродов, сварочного тока и желание самого сварщика. Имя начальные навыки сваривания, Вы можете с успехом работать над ремонтом и сваркой деталей из алюминия и его сплавов. В работе со свариванием специальными электродами для сварки алюминия нет разительных отличий от проведения сварочных работ над черным металлом. По этой причине можете не переживать по поводу того, что у Вас нет опыта сваривания алюминия, но есть опыт работы со сталью или ее сплавами. При сварке алюминия требуется внимательность и аккуратность, потому как он не настолько тугоплавок, как сталь, чугун или вольфрам. Осторожно и внимательно работая над сваркой алюминия, Вы можете сваривать детали прочными и долговечными сварочными швами. Помимо внимательности во время проведения сварочного процесса, требуется качественное сварочное оборудование, которое лучше всего покупать у заводов-изготовителей, потому как покупая прямо с завода, Вы сэкономите деньги, время, силы и Ваше приобретение будет служить Вам долго в отличие от товаров, которые предлагают торговцы или подельщики. |
3g-svarka.ru
Чем варить алюминий: электродуговая и газовая сварка
Алюминий очень широко используется при строительстве и монтаже различных устройств. Часто возникает необходимость соединения алюминиевых изделий. Решить этот вопрос можно только после того, как будет решено, чем можно варить алюминий.

Схема точечной сварки алюминия.
Подготовка участка
В связи с наличием оксидной пленки перед тем, как варить алюминий, требуется специальная обработка поверхности на участке сварки. Предварительная очистка поверхности алюминия от оксида необходима при любом способе. Полный цикл очистки включает несколько этапов. Вначале свариваемые кромки изделия очищаются от грязи и слегка закругляются сверху.
На втором этапе подготовки следует произвести обработку растворителем. В качестве растворителей лучше использовать щелочные растворы или органические растворители. Для очистки алюминиевых сплавов пригодны уайт-спирит, технический ацетон, растворители РС-1 или РС-2. Щелочной состав рекомендуется в виде следующей смеси: 50 г тринатрийфосфата, 50 г кальцинированной соды, 30 г жидкого стекла на 1 л воды. Такой состав желательно подогреть до 60°.
Третий этап заключается в механической обработке поверхности с помощью металлической щетки. Щетку можно изготовить из стальной проволоки диаметром 0,1 мм. После механической обработки поверхность целесообразно обработать растворителем еще раз. Начинать процесс сварки следует не позднее чем через 3 часа после обработки, в противном случае пленка образуется вновь.
Вернуться к оглавлению
Электродуговая сварка

Принцип работы электродуговой сварки.
Сварка металлов при помощи электрической дуги плавящимися электродами с применением инверторов является одним из самых распространенных видов для бытовых условий. Сваривать алюминий этим способом следует при выполнении некоторых условий. К работе приступают после проведения тщательной подготовки поверхности материала. Сама сварка осуществляется постоянным током обратной полярности.
Для сварки алюминия необходимо использовать специальные электроды типа ОЗА, ОЗА-1, ОЗР, ОЗР-2, ОЗАНА, ОЗАНА-1. Перед тем как варить металл, электроды рекомендуется просушить, выдерживая два часа при температуре 200°. Электроды имеют низкую температуру плавления и не требуют большого сварочного тока. Ток, поддерживаемый в зоне дуги, рассчитывается из условия 25-30 А на 1 мм диаметра электрода. Во время работ поперечное движение электрода необходимо свести к минимуму.
Для повышения качества сварного шва алюминий перед сваркой следует нагреть до 400°. Если необходимо сварить крупногабаритные детали, то разогревается только сварочная зона. После завершения процесса сварки производится медленное охлаждение, что снижает риск образования микротрещин в сварочном шве.
В настоящее время в продажу поступили новые электроды типа «Алюмин-350н», которые специально разработаны для того, чтобы сваривать алюминий. Диаметр электродов 3,2 мм. При сварке алюминия толщиной до 3 мм сварочный ток выбирается в пределах 70-110 А, а при толщине 4-5 мм — до 160 А. Длина дуги укороченная.
Рекомендуется обеспечивать зазор между электродом и свариваемой поверхностью в пределах 1-3 мм.
Вернуться к оглавлению
Особенности использования угольных электродов

Схема угольного электрода для сварки.
Электродуговая сварка с использованием угольных (или графитных) электродов применяется обычно для заварки локальных повреждений (брак, трещина и т.д.) или для соединения узких изделий, таких как электрическая шина. Специальный угольный электрод используется совместно с присадочным материалом. Присадка представляет собой пруток или проволоку, на поверхность которой нанесен флюс. Сваривать алюминий такими электродами следует на постоянном токе прямой полярности.
Другой специфический тип электродов для сварки алюминия — металлические электроды с покрытием. Они представляют собой сварочную проволоку, покрытую слоем из смеси фтористых и хлористых солей.
Вернуться к оглавлению
Электродуговая сварка в инертной среде
Сварка алюминия электродуговым способом не всегда обеспечивает качественный шов из-за усиленного окисления нагретой сварочной зоны. Электродуговая сварка в инертной среде несколько усложняет процесс, но позволяет повысить качество и надежность. В качестве инертной среды используется аргон повышенной чистоты; поэтому такая сварка часто называется аргонодуговой. Иногда используется смесь аргона с гелием. При таком способе электрод находится в специальной горелке, из сопла которой подается аргон.
Аргонодуговая сварка может производиться при помощи как плавящихся электродов, так и неплавящихся. В первом случае процесс отличается от обычной электродуговой сварки только наличием инертной среды. Чаще используются неплавящиеся электроды из вольфрама. В процессе работ участвует присадочная проволока, которая играет роль расходного металла. Если необходимо варить алюминий, то применяется присадочная проволока типа АД, АО, АК диаметром 2-5 мм. При сварке алюминиевых сплавов используются алюминиево-магниевые присадки, причем содержание магния в присадке должно превышать его наличие в свариваемом сплаве.
Вернуться к оглавлению
Газовая сварка

Схема газовой сварки алюминия.
Низкая температура плавления алюминия позволяет с успехом использовать газовую сварку. В этом случае сварка производится путем расплавления основного металла и присадки в открытом газовом пламени горелки. Пламя в горелке поддерживается постоянной подачей горючего газа, смешанного с кислородом. Путем регулирования размера пламени можно обеспечить плавный и медленный разогрев металла, что важно для алюминия. Газовая сварка является менее скоростной сваркой по сравнению с другими видами, но она способна обеспечить хорошее качество, если необходимо сварить алюминий.
В качестве расходного материала при газовой сварке используется присадочный пруток или проволока. Для изготовления присадки используется чистый алюминий или силумин с малым содержанием кремния. При содержании кремния в пределах 4-6% обеспечивается необходимая усадка и хорошая текучесть расплава. При сварке сплавов алюминия с магнием для присадки используется аналогичный материал, но содержание магния в нем не должно превышать 6%. При сварке дуралюминов применяется присадка в виде прутков из дуралюмина или силумина. Диаметр присадочного прутка выбирается с учетом толщины свариваемого металла: при толщине алюминия до 3 мм диаметр прутка выбирается 2-3 мм, при толщине 3-5 мм — 3-4 мм, до 7 мм — 4-4,5 мм.
Для защиты от окисления, что особенно важно с учетом поступления в сварную зону разогретого кислорода, применяется флюс. При сварке алюминия и его сплавов хорошо зарекомендовал себя флюс на основе фтористого или хлористого лития.
В составе качественных флюсов содержание этих солей составляет 15-30%. После завершения работ остатки флюса необходимо убрать, так как он может привести к разрушению сварного шва.
Вернуться к оглавлению
Необходимый инструмент
Оборудование, используемое при сварке алюминия, определяется типом выбранной сварки. Для каждого из них характерны свои комплекты оборудования. Электродуговая сварка осуществляется с применением инверторов, обеспечивающих подачу постоянного тока. Для аргонодуговой сварки можно использовать сварочный трансформатор, обеспечивающий подачу переменного тока. Для газовой сварки используются специальные комплекты, включающие ацетиленовый генератор. Газ (кислород, аргон, гелий) хранится в специальных баллонах.

Схема электросварочного аппарата.
При сварке невозможно обойтись без следующего инструмента:
- болгарка;
- напильник;
- наждачный круг;
- шкурка наждачная;
- молоток;
- долото;
- плоскогубцы;
- щетка металлическая;
- штангенциркуль.
Сваривать алюминий можно разными методами. Выбор способа зависит от квалификации лица, производящего сварку, наличия оборудования, размеров и вида алюминиевых изделий, предъявляемых к качеству сварки требований.
В целом, если решено варить алюминий, следует учитывать ряд специфических особенностей; но процесс вполне может быть осуществлен в бытовых условиях.
moiinstrumenty.ru
Сварка алюминия в домашних условиях основы технологии
Современное промышленное производство развивается семимильными шагами, и со временем появилось множество различных способов соединения металлических деталей. Вместе с тем все они условно делятся на две категории:
- Разъемные (то есть, их можно демонтировать, не нарушив целостности всей конструкции).
- Неразъемные (при демонтаже конструкция разрушается).
К последней категории можно отнести и соединение при помощи сварочных швов. Зачастую его используют со стальными деталями, но в некоторых случаях возникает необходимость в сварке алюминиевых изделий.

Что нужно знать новичку?
Сваривание алюминия характеризуется одной существенной особенность: при контакте с кислородом на его поверхности появляется своеобразная оксидная пленка, которую можно удалить исключительно химическим воздействием. Это объясняет использование веществ, предназначенных предотвратить ее образование и позволить контактировать непосредственно с поверхностью металла. Все такие средства называют флюсами.

Помимо флюсов, в процессе сварки дома необходимо использовать инструмент применяющийся для очистки от грязи. Мы говорим о специальных стальных щетках.
Основные способы сваривания
Сварка алюминия в домашних условиях может осуществляться посредством двух отличающихся друг от друга способов.
- Район будущего стыка нагревается газовой горелкой.
- При помощи электрического напряжения, когда стабильность искры контролируется замкнутой электрической цепью.
Газовая сварка алюминия
Шаг первый.
Вначале следует позаботиться обо всех необходимых инструментах. Кроме всего перечисленного, в газовой сварке используется также малогабаритный прут из алюминия, который позволяет не только получить высококачественный шов, но и надежное соединение.
Хотелось бы несколько слов уделить этим прутам.
Во-первых, существуют несколько его модификаций, которые выбирают в зависимости от процента алюминия в металле и его толщины. Так, стержни могут быть около 3% марганца или больше, с диаметром от 2 до 4 миллиметров.
Во-вторых, такие стержни продаются на развес: при необходимости вы можете приобрести один или пять килограмм в компактном картридже из пластика.
Не забывайте и о самой газовой горелке — без нее сварить что-либо не получится.

Шаг второй.
После того как мы тщательно подготовились к работе, можно приступать к зачистке поверхности детали на местах будущих стыков. Здесь нам и пригодится стальная щетка.
Шаг третий.
После зачистки места контактов (и ближайшую к ним поверхность) следует обработать флюсом. Это предотвратит появление оксидной пленки и даст нам доступ непосредственно к самому алюминию.
Шаг четвертый.
Нагреваем газовую горелку до необходимой температуры и прогреваем с ее помощью место швов. При этом прикладываем дополнительный стержень, который под воздействием огня расплавляется и перемешивается с основной смесью, соединяя их в то же время.

Видео руководство по газовой сварке алюминия
Электрическая сварка
Такая сварка алюминия в домашних условиях потребует от вас недюжих умений и мастерства. Ведь здесь следует не только оптимально выбрать диаметр используемого электрода (напомним, именно он замыкает контакт на месте стыка и разогревает метал до температуры, максимально приближенной к температуре плавления), а еще и необходимый режим функционирования сварочного устройства. Подробнее о том как правильно варить электросваркой
Электрическая сварка зачастую с металлом, толщина которого не превышает четыре миллиметра. Кроме того, он имеет целый ряд недостатков:
- Качество шва оставляет желать лучшего.
- При работе металл разбрызгивается.
- Плохо отделяемый шлак, который впоследствии способен вызвать появление ржавчины.

Шаг первый.
Подготовка к работе. Собираем все необходимые инструменты (которые описывались ранее), готовим сварочный аппарат и подбираем электроды. Желательно, чтобы это были электроды, покрытые алюминием — они в несколько раз быстрее плавятся, по сравнению со стальными, отсюда и более высокая скорость работы.
Шаг второй.
Активируем сварочный аппарат. Следует отметить, что для алюминия средней толщины нужна температура от 250°С до 300°С, а для толстых, массивных деталей — около 400 °С.
Шаг третий.
При сварке рекомендуется после подогрева алюминия медленно его охлаждать. Это предотвратит возникновение кристаллизационных трещин, а также позволяет получить достаточную степень проплавления при минимальных затратах электроэнергии. Если свариваем крупные детали, то используем локальный подогрев.
Шаг четвертый.
Свариваем необходимые детали. Ни в коем случае не делайте электродом поперечных колебаний!
Шаг пятый.
После того как закончилась сварка, убираем со шва образовавшийся шлак, промываем шов и повторно обрабатываем стальной щеткой. В противном случае конструкция будет ржаветь.
Видео руководство по электрической сварке алюминия
Некоторые рекомендации
Научитесь правильно держать дугу, не допуская залипания или прерывания линии сплава. Это позволит проводить работу достаточно прямолинейно. Следует знать, что только после того, как будет выполнено достаточное количество сварочных швов, вы добьетесь желаемого результата и приобретете необходимые вам навыки, которые очень пригодятся в домашних условиях.
boldproject.ru