Все о сварке. Аргоновая сварка что это
Аргоновая сварка это
Аргонодуговая сварка, ее типы и характеристики
Аргонодуговая сварка – разновидность электрической дуговой сварки. Ее особенность заключается в том, что процесс сварки происходит в среде защитного газа, который предотвращает окисление металла.
В зону, которая обрабатывается защитным газом, входят следующие элементы: конец электрода и присадочный материал, определенный участок шва и околошовная зона. Аргон – нейтральный инертный газ, который не взаимодействует с металлом во время сварки и подается через специальное сопло электродержателя горелки. По названию газа, участвующего в технологическом процессе, и был назван данный тип соединения деталей.
Оборудование для аргонодуговой сварки включает в себя неплавящийся электрод, который традиционно выполняют из вольфрама. Этот тугоплавкий металл обладает всеми требуемыми качествами и характеристиками, поэтому он зачастую используется в данном типе сварке.
В таком случае присадочный материал подводится в виде проволоки или прутка, который во время технологического процесса периодически погружается в сварочную ванну. Во время работы электрод удерживается при помощи специального держателя, который устанавливается внутрь сопла, предназначенного для подвода газа аргона в зону, где проводится аргонодуговая сварка. Оборудование, соответственно, должно выдерживать и электрический ток, проходящий по электродам, и тепловое воздействие от применения аргона.
Однако не только из вольфрама выпускаются электроды. Также их можно изготовить из нержавеющей стали и алюминия. В связи с этим аргонодуговая сварка делится на 2 типа:
- С плавящимся электродом.
- С неплавящимся электродом.
Аргонодуговая сварка бывает ручная и автоматическая. При автоматической сварке используется только электродная поволока, а ручная сварка может производиться неплавящимся электродом.
Технологический процесс аргонодуговой сварки.
Поскольку инертные газы не взаимодействуют с металлами, а также в силу того, что они в среднем на 38% тяжелее, чем кислород, используемый при сварке, аргон легко вытеснит воздух с нежелательными примесями из зоны сварки. Это позволяет избежать нежелательного окисления получаемого шва, что значительно повышает качество продукции и ее эстетические качества.
Через электроды пропускается электрический ток на свариваемые детали. Одновременно с началом прохождения по детали тока начинается подача аргона через сопло горелки. Запускается процесс поступления в зону сваривания присадочного материала, который расплавляется под действием тепла, выделяющегося от прохождения тока.
Поскольку среда аргона не допускает возникновения дуги, необходимо использовать специальное устройство, называемое осциллятор. Данное устройство обеспечивает надежное зажигание дуги при помощи высокочастотных импульсов, а также увеличивает стабилизацию дугового разряда в момент изменения полярности.
Преимуществами, которыми обладает аргонодуговая сварка, являются:
- Эффективность.
- Малая толщина сварного шва.
- Возможность сваривания деталей без участия присадочного материала.
fb.ru
Аргоновая сварка - особенности технологии
Если обычная не подходит, используется электродуговая сварка в аргоне или аргоновая. Какое её назначение, особенности применения, основы технологии, требуемое сварочное оборудование, достоинства и недостатки? Статья будет интересна всем интересующимся сваркой нержавеющих сталей и цветных металлов.
Что такое аргоновая сварка для чего она применяется
Электродуговая сварка в среде защитных газов применяется, когда необходимо изолировать процесс от взаимодействия с атмосферным воздухом. Наиболее популярным и эффективным является инертный газ аргон. Процесс с его использованием так и называется – аргонодуговая или, в обиходе, аргоновая сварка.
Она используется для сварки изделий из алюминия, титана, меди, нержавеющих сталей – металлов и сплавов, активно окисляющихся или имеющих в своём составе элементы, активно окисляющиеся кислородом воздуха.
Почему применяется именно аргон - его сравнение с гелием
Аргон, как уже было сказано, является инертным газом. Он не вступает в химическую реакцию ни с чем, что особенно важно при температурах выше тысячи градусов по Цельсию в зоне сварки.
Аналогичным свойством обладает ещё один инертный газ – гелий. Он стоит гораздо дороже аргона, потому применяется только в особенных случаях. Аргон имеет удельный вес на 38 % больше, чем воздух. За счёт этого он хорошо изолирует место сварки и защищает её от окисления.
Гелий в аналогичных условиях требует подачи в высокотемпературную зону газа под большим давлением и, соответственно, более высокого расхода защитного газа.
Из-за разного потенциала ионизации напряжение аргоновой дуги ниже, чем гелиевой. Её тепловыделение меньше, соответственно, меньше зона проплавления, меньше поперечное сечение шва. В отличие от гелиевой аргонная сварка образует длинный и узкий – пальцеобразный шов. На границе газ – жидкость у аргона величина поверхностного натяжения выше. В результате шовный валик получается более высоким с резкими переходами от основного металла ко шву.
Особенности сварного шва при аргонодуговой сварке
Чем больше угол между поверхностью основного металла и шва, тем больше возникает концентрация напряжений в зоне сварки. Если к соединению предъявляются достаточно высокие требования по равнопрочности, требуется после сварки произвести стачивание шовного валика
При правильном выборе материала электрода или присадки, режима сварки и способа защиты металл шва за счёт меньшего количества примесей обычно мягче основного металла. Для обеспечения прочности требуется, чтобы «мягкая» зона была как можно уже. Сварку сложнее выполнить технологически, но позволяет избежать необходимости усиливать конструктивные элементы в месте соединения.
Для аргонодуговой сварки применяются две основных технологии: TIG-сварка и MIG-сварка.
TIG – сварка неплавящимся электродом
Дуга горит между тугоплавким вольфрамовым электродом и деталью. Пруток присадочного металла подаётся в зону сварки вручную.
Процесс сварки неплавящимся электродом имеет свои особенности. Сварочную дугу лучше зажигать на прямой полярности, когда катодом является электрод. Ему придают острую заточку под углом 45 - 55 градусов. Это нужно для получения более узкой сварочной дуги и сужения места проплавления. Чем более узкую зону надо получить, тем более острой должна быть заточка. Зажигать дугу на свариваемом металле не рекомендуется, чтобы не оплавлять и не загрязнять кончик электрода. Лучше эту операцию производить на вспомогательной угольной (графитовой) пластине.
Полярность процесса следует выбирать в зависимости от металла свариваемых деталей:
- Нержавеющие стали лучше сваривать на прямой полярности.
- Алюминий и его сплавы – на обратной или чаще на переменном токе. Это связано с тем, что когда катодом является деталь, из зоны сварки лучше удаляются тугоплавкие окисные плёнки, образующиеся на поверхности алюминия. Но когда катодом является деталь, появляется нестабильность пятна эмиссии т. к. зона горения сварочной дуги перемещается на холодный участок. Поэтому нужен не просто переменный сварочный ток, а импульсы повышенного напряжения в периоды расположения катода на детали.
Сварочную горелку с вольфрамовым электродом держат под углом около 80° ко шву назад к направлению движения. Присадочный пруток – впереди перпендикулярно электроду.
Между свариваемыми деталями должен быть зазор. Исключение – когда детали лежат на медной или стальной подложке. Аргон подаётся через сопло окружающее сварочный электрод.
В отличие от привычных движений зигзагом или полумесяцем, совершаемым электродом с покрытием, вольфрамовый ведут прямолинейно, не отклоняя от линии шва. Это нужно для того, чтобы участок расплавленного металла не вышел из зоны защищаемой аргоном. Скорость процесса сварки не должна быть высокой, чтобы аргон успевал проникать сквозь зазор между соединяемыми деталями к обратной стороне сварочного шва.
Важно поддерживать стабильное расстояние между электродом и деталью. Это необходимо для постоянного напряжения и тепловыделения сварочной дуги. От этого напрямую зависит размер участка проплавления, форма и качество сварочного шва.
Процесс необходимо начинать через 10 – 15 секунд после подачи аргона, чтобы расплавленный металл был гарантированно защищён от взаимодействия с кислородом воздуха.
По окончании процесса сварочный ток должен снижаться постепенно во избежание появления кратера в конце шва.
После погасания дуги аргон должен подаваться ещё 10 – 15 секунд до остывания металла ниже температуры активного окисления. При наличии возможности лучше заканчивать процесс сварки за пределами свариваемых деталей.
Наложение вертикальных швов производится снизу вверх. Сопло располагается наклонно ко шву так, чтобы струя аргона была направлена вверх. Присадочный пруток располагается выше сопла. По возможности следует организовывать защитные экраны, чтобы удерживать аргон в месте сварки.
Существует автоматическая сварка неплавящимся электродом. В этом варианте проволока из присадочного металла подаётся в зону сварки автоматически, а дуга между вольфрамовым электродом и деталью зажигается путём подачи импульса высокого напряжения.
MIG – полуавтоматическая аргонодуговая сварка плавящимся электродом
Вместо вольфрамового электрода сквозь горелку осуществляется подача сварочной проволоки.
В автоматическом режиме перед зажиганием сварочной дуги, подаётся аргон аналогично процессу с неплавящимся электродом. Далее на проволоку подаётся напряжение, а сама проволока продвигается в зону начала шва. Происходит контакт, проволока разогревается, её конец обламывается и под напряжением, зажигается дуга. Длина дуги может регулироваться автоматически или путём саморегулирования. Сварка осуществляется на аналогичных режимах.
В конце шва постепенно прекращается подача напряжения, дуга гаснет, не оставляя кратера. После 10 – 15-секундной выдержки прекращается подача аргона.
В полуавтоматическом режиме рекомендуется зажечь дугу вне зоны сварки на вспомогательной детали, а потом перенести дугу к началу шва. Если это невозможно, сначала продуть горелку аргоном, а затем в защищённую зону проволоку под напряжением.
В обоих случая аргонодуговой процесс требует помещения, защищённого от сквозняков, чтобы не нарушалась газовая защита расплавленного металла.
Для обеспечения процесса аргонодуговой сварки требуется определённый набор сварочного оборудования:
- Это источник тока, способный подавать постоянное, переменное и импульсное напряжение.
- Устройство для подачи сварочной проволоки.
- Горелка с соплом для подачи защитного газа.
- Баллон для аргона с газовым редуктором для понижения давления.
Перед началом процесса детали в зоне сварки надо зачистить от загрязнений и по возможности от окисных плёнок. По окончании - от брызг металла. Для этого в комплект оборудования входит металлическая щётка.
Преимущества и недостатки аргонодуговой сварки
К преимуществам следует отнести возможность сваривать металлы, теряющие свойства при контакте расплавленной зоны с кислородом воздуха. Нержавеющие хромоникелевые стали теряют в зоне шва входящие в состав защитные лигатуры. Алюминий загорается или покрывается твёрдой окисной плёнкой из-за чего шов невозможно сделать плотным и прочным. Похожие проблемы возникают при сварке титана, меди и прочих активных металлов и сплавов.
Аргонная дуга – обладает относительно невысоким тепловыделением, зона проплавления получается узкой, поэтому свариваемые детали не коробит.
При правильном подборе сварочного режима расплавленный металл не разбрызгивается, шов получается аккуратным.
Аргон дешевле других инертных газов, имеет удельный вес больший, чем воздух, вследствие чего надёжно защищает участок сварки при нижнем расположении шва.
Недостатки
- Из недостатков следует отметить сложность процесса. Повышенные требования к квалификации персонала.
- В перечне достоинств упоминалась малая ширина зоны проплавления. Это же является недостатком, технологически усложняющем процесс.
- Специализированные источники питания, способные работать в импульсном режиме и подавать повышенное напряжение для зажигания дуги без контакта между электродом и деталью.
- Затруднённость или невозможность накладывать потолочные сварочные швы, т. к. аргон тяжелее воздуха и опускается вниз, оголяя защищаемую зону. Для качественных потолочных швов лучше использовать более дорогой гелий.
- Относительно высокое поверхностное натяжение на границе металл-газ, приводящее к концентрации напряжений и необходимости в некоторых случаях обрабатывать шов после сварки.
В целом при аргонодуговой сварке получается качественное и прочное соединение.
Оцените статью:Рейтинг: 5/5 - 2 голосов
prompriem.ru
Характеристика сварочного процесса с применением аргона
Если в бытовых условиях понадобилось соединить нержавеющий трубопровод или детали автомобиля на основе алюминия, потребуется сварка аргоном. Такого рода аргонодуговая сварка имеет способность создавать высоковольтную электродугу, которая с легкостью плавит кромки металлических поверхностей, благодаря чему на выходе образуется едва заметный шов.
Технология процесса
Сварка аргоном имеет технологический принцип, который состоит из использования электродуги. Она же является источником подачи тока, под действием которого плавятся кромки металла. В жидком состоянии он заполняет стыковые ниши.
Чтобы на металл не влияли различные сплавы из газов, применяют инертный газ аргон: он выше по инертности воздуха на 38 %, благодаря чему с быстротой и легкостью вытесняет кислородную массу из участка сварочного процесса. Аргонная смесь надежно защищает сварочный отсек от внешнего атмосферного влияния.
Начало подачи газа в сварочную зону осуществляется за 20 секунд до розжига дуги, а остановить подачу необходимо после 7-10 секунд после пайки. Аргонная сварка не образует химического воздействия с поверхностью исходной заготовки, даже если используются другие виды газа в местах подачи тока на дугу. За это аргон получил название инертный.
Однако имеется в данной технологии одно «но»: при пайке с режимом обратного полярного процесса молекулы аргона могут распадаться на электроны, что в итоге создает электронную плазменную проводимость.
Аргонная сварка может осуществляться плавкими электродами или неплавкими. Вольфрамные стержни, с помощью которых производиться аргонодуговая сварка, имеют нити для розжига аппарата. Ширина электродного стержня полностью зависит от состава соединительных частей, показатели которых можно изучить на этикетке расходного материала.
Принцип работы
В сопло аппарата вставляется электрод на основе неплавящегося вольфрама, который должен иметь выступ за пределы самой горелки не больше чем на 2-5 мм. Аргонно дуговая сварка предусматривает подбор электродов в соответствии с диаметром в таблице, указанной на пачке материала.
Внутренняя часть горелки имеет держатель, в который встраивают, а затем фиксируют электрод выбранной ширины. По оси электрода размещают сопло из керамики, из которого будет подаваться газ аргон. Аргонодуговая сварка должна состоять из осадочной проволоки того же состава, что и свариваемая деталь, его ширина высчитывается по данным таблицы.
Чтобы получить более эффективный результат соединения двух изделий, нужно грамотно установить сварочный режим. Полярную подачу тока стоит подбирать, основываясь на химическом свойстве металлических участков. Основные стальные листы и сплавы подвергаются пайке под воздействием постоянного тока с прямой полярностью. Цветные металлические конструкции лучше паять с обратимой полярностью или с подачей переменного напряжения, что помогает быстрее разрушить оксидную пленку.
Аргонная сварка при постоянном напряжении выделяет неравномерное количество теплопроводности на анодной и катодной пластине. Чтобы полноценно нагревался электрод и при этом глубоко накалялся участок исходного материала, нужно задействовать модуль с полярностью прямого действия.
Аргонодуговая сварка в процессе сварочных работ может образовать закись на медных изделиях при взаимодействии с водородом, находящимся в воздушной массе. При выходе наружу водородные пары превращаются в поры на швах. В связи с этим защита сварочной поверхности аргоном должна проводиться в обязательном порядке.
На каких этапах основана работа аппарата?
Начало сварочных работ нужно организовывать согласно таким действиям:
-
Сварка аргонодугового типа и ее рабочий участок должны быть очищены от окиси, пыли и жира. Проделывается это с помощью обработки аппарата химическими реагентами.
-
Если свариваемые детали имеют небольшую толщину, оборудование можно уложить на железную ровную поверхность или стол. Осадочный шнур в электрощит не запускается, электропитание должно подаваться отдельно.
-
В правой руке сварщика должна находиться аппаратная горелка, а в левой — осадочная проволока. Горелка должна быть оснащена блоком регулировки, с запуском которой произойдет подача тока и газа.
-
Подавать газ необходимо раньше, чем ток. Сила напряжения устанавливается с учетом свариваемых исходников.
-
Далее сопло с электродом опускается как можно ниже к сварочному участку на расстоянии 2 мм. Электродуга появляется между электродным кончиком и сталью, она плавит кромочные края исходной детали и осадочной проволоки.
-
Не спеша проводят горелкой поперек стыковочного места, без резких движений сварщик должен с нарастающим темпом подавать проволоку в сопло инвертора. Именно от мастерства сварщика будет зависеть итоговый результат по образованию шва.
Сварка с использованием аргона обеспечивает надежные и прочные швы с равноценной глубиной плавки металла. Этот фактор является важным при сварочном процессе по пайке тонколистого изделия из металла с односторонним участком доступа. Если допускается сварка аргоном по соединению цветных металлов небольшого диаметра, проволоку для осадки можно не использовать.
Похожие статьиgoodsvarka.ru
Как сделать самостоятельно аргонную сварку?
Комментариев:
Рейтинг: 88
Оглавление: [скрыть]
- Чем вызвана необходимость использования аргона (инертного газа)?
- Для процесса обязательно потребуются
- Как изготовить аппарат под аргонную сварку?
- Процесс аргонно-дуговой сварки: последовательность работ
Существенным отличием работ с цветметом (к примеру, медью, бронзой, алюминием) и его сплавами, «нержавейкой», сталью легированной является то, что обычная сварка (хоть газовая, хоть электрическая) для них не подходит. Перед тем как рассматривать вопрос о том, что такое аргонная сварка своими руками, нужно для начала уяснить, что она из себя представляет в целом.
Аргонная сварка применяется для работы с алюминием и изделиями из него.
Аргонная сварка — это нечто среднее между газовой и электрической сваркой.
У нее есть признаки, которые делают ее сродни этим двум видам сварки: применение газа, образование дуги.
Хотя принцип ее действия имеет существенные отличия.
Чем вызвана необходимость использования аргона (инертного газа)?
Устройство электрода для сварки.
Результатом влияния высоких температур становится то, что легированные стали и цветметаллы вступают в реакцию с кислородом и прочими газами, выделяя окислы, а какие-то даже возгораются (алюминий, например). Появление в области сваривания инородных примесей сказывается на надежности шва не в лучшую сторону. Аргоном, являющимся гораздо тяжелее воздуха, последний вытесняется из области электрической дугой, что исключает возможность соединения плохого качества. Помимо этого, появляется плазма, плавящая соединяемые между собой металлы.
Все электроды для сварки подразделяют на неплавящиеся (вольфрамовые) и плавящиеся. Исходя из выбранного вида электрода, аргонную сварку различают: либо ручную (при помощи неплавящегося электрода), либо по типу «автомат» (любым видом электрода). Хотя некоторые мастера из народа могут сделать аргонную сварку полуавтоматической, возможности которой не так велики, как у первых двух вариантов. Чтобы сделать аппарат, применяют различные «детали». Главное, что следует учитывать, что аргонная сварка своими руками, выполненная по-простому, выйдет не только дешевле, но и надежнее.
Вернуться к оглавлению
Вернуться к оглавлению
Трансформатор: а- внешность; б- схема регулирования тока; в- электрическая схема; 1- корпус; 2- зажим; 3- ручка; 4- магнитопровод; 5- рукоятка; 6- рымболт; 7- шкала; 8- крышка; 9- вертикальный винт; 10- ходовая гайка винта; 11,12– обмотки.
Основываясь на том, что «варят», подбирают мощность прибора. Одну вторичную обмотку рассчитывают на напряжение в 65-70 В без нагрузки.
Некоторым новичкам не понятны рекомендации для самостоятельного выбора «железа» и по наматыванию обмоток. Требуется наличие опыта, чтобы изготовить прибор. Предпочтительнее воспользоваться купленным трансформатором, рассчитанным для значительной силы тока (к примеру, от «сварочника» электрического).
Потребуется изготовить выпрямитель, поскольку применяется постоянное напряжение. Важна его полярность, которая может быть изменена.
Вернуться к оглавлению
Первым делом подбирают цангу (зажим) под диаметр около 0,2 см. К противоположному направлению зажима на держатель припаивают трубку из меди для подачи газа (аргона) и напряжения к электроду. Трубка должна иметь диаметр 0,6 см. Припой применяют с высокими температурами.
Еще к одному месту цанги прикрепляют рабочую трубку (из кварцевого стекла, керамики). Важно предусмотреть ее легкое снятие для перезаправки проволоки. Диаметр трубки подбирают в пределах 0,8-1,0 см, с длиной 5,0 см. Внутрь помещают изогнутый дугообразно электрод, удерживаемый зажимом. Назначение трубки — подача аргона к рабочей области.
Вернуться к оглавлению
Схема устройства горелки для сварки.
Трубку-держатель обматывают изолирующим материалом (стеклотканью), поверх него — еще одним слоем изоляции. Промеж них — силиконовый герметик. Должно получиться наподобие рукоятки револьвера. К ней крепят микровыключатель, управляющий действием газового клапана.
Горелку соединяют с газовым баллоном трубкой (диаметр 0,6-0,8 см), плюс два провода — от выключателя к клапану и под напряжение трансформатора (хватит 8 «квадратов»).
Важно: в рабочей области пламя должно исчезнуть не сразу, а по прошествии некоторого времени. Промышленные модели под аргонную сварку для этого имеют задержку выключения. На деле данное устройство электроники только делает схему сложнее, поэтому при самостоятельном изготовлении отключение делают ручным способом с некоторой задержкой.
Такой вариант считается наиболее бюджетным для получения аргонной сварки. Здесь главное — учесть стоимость самого аппарата (готовое изделие стоит недешево) и то, что таким промышленно созданным оборудованием не придется слишком часто пользоваться.
Некоторые источники дают указание на то, что можно применять, помимо аргона, и другой газ. Но это не верно. На практике достоверно выяснено, что содержание меньше, чем 99% аргона приводит к некачественно выполненной сварке.
Вернуться к оглавлению
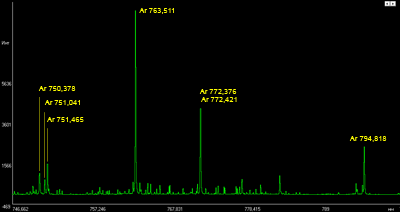
Физические свойства защитных газов и металла электродов
Сварочный ток и инертный газ подводят в газовую горелку, другую фазу тока для сварки подсоединяют к детали. В горелке вставлен вольфрамовый электрод, в процессе сварки не расплавляющийся. Горит дуга, идущая от вольфрамового электрода до детали, присадочную проволоку подают непосредственно в область дуги. Конец электрода из вольфрама при аргоновой ручной сварке затачивают конусообразно. Длину заточки делают равной 2-м или 3-м диаметрам электрода. В начале дугу зажигают на специальной пластине из угля.
Недопустимо зажигать дугу на базовом металле ввиду оплавления конца электрода и его загрязнения.
Возбуждение дуги выполняют, пользуясь источником питания, холостой ход у которого имеет повышенное напряжение, либо применяют дополнительный источник питания, имеющий высокой напряжение (осциллятор), поскольку потенциал возбуждения и ионизации аргона гораздо выше, чем у азота, кислорода или паров металлов.
Дуговой разряд аргона отличает надежная стабильность. Важная особенность аргонно-дуговой сварки при помощи неплавящегося вольфрамового электрода и применении переменного тока — появление в сварочной цепи показателя постоянного тока, величина которого может составлять до 50% от эффективной величины значения переменного тока в сварочной цепи.
Выпрямление тока находится в прямой зависимости от формы и размеров вольфрамового электрода, материала, из которого выполнено изделие, и режима сварки (токовой величины, скорости сваривания, длины дуги).
Схема аргоннодуговой сварки.
Когда величина постоянного тока будет слишком высока, то нарушится стабильность дугового горения и, соответственно, резко уменьшится качество наплавляемой поверхности металла, появятся надрезы, чешуйчатость. Но самое главное — снизится прочность соединения и пластичность металла на шве.
Особенно нежелательно образование в сварочной цепи характеристик постоянного тока в процессе сваривания алюминия и его сплавов. Чтобы получить качественные сварные соединения, нужно устранить в цепи сварки элементы постоянного тока. Аналогично аргонно-дуговой сварке выполняется гелио-дуговая сварка.
Отличие обычной ручной сварки дугой качественными электродами от ручной аргонной сварки дугой состоит в количестве задаваемых направлений движения электроду. В первом случае задают три движения электроду (по оси электрода, перпендикулярно шву и по оси будущего шва). Во втором варианте задают только одно направление — горизонтально оси будущего шва. Это правило распространяется и на механизированные способы сваривания изделий. Два других направления движения не применяют при аргонно-дуговой сварке по причинам:
- исключается передвижение согласно оси электрода книзу, так как при аргонно-дуговом сваривании не происходит его расплавление;
- в поперечном направлении согласно шву не двигаются, дабы не нарушить инертным газом защищенность расплавляемого металла.
http://moyakovka.ru/youtu.be/aifgic_oeeo
Поскольку колебательное передвижение электрода перпендикулярно шву исключается, то швы, выполненные аргонным свариванием, получаются более узкие, нежели при ручной обычной сварке дугой хорошими электродами. Стык освобождают из приспособления, выполняя первоначальный слой шовного соединения, используя присадочную проволоку, марку которой устанавливают либо технологическим процессом либо техническими условиями. Дугу зажигают на пластине из угля, но ни в коем случае не на самой детали. Гашение дуги следует выполнять на расстоянии.
В целях недопущения пропитки металла шва воздушными О2 или азотом, концы расплавляемой проволоки сварочной и нагретого вольфрамового электрода никогда не должны выходить из области защитного газа. Чтобы избежать разбрызгивания расплавляемого металла, выполняют подачу проволочного конца в жидкую ванну плавными движениями.
Накладывая корневой слой шва, внимательно отслеживают, в какой степени полноты проплавились кромки, нет ли непроваренных мест. Насколько металл проплавился, определяют по конфигурации ванны расплавляемого металла: о качественном проплавлении свидетельствует ванна, длина которой вытянута в сторону направления сварки, недостаточность проплавления определяет ванна в форме круга либо овала.
http://moyakovka.ru/youtu.be/-RFTNzS8UDc
Если послушать отзывы тех, кто уже применял аргонную сварку, то все они сходятся во мнении о том, что желания работать обычным аппаратом для сварки после такой технологии больше не возникает. И шов при этом образуется узенький и качественно выполненный. Для этого нужно лишь немного потренироваться.
moyakovka.ru
www.samsvar.ru
описание метода, процесс выполнения, оборудование и материалы
Аргонодуговой сваркой называется процесс соединения металлических деталей в среде защитного газа (аргона), с использованием электрической дуги в качестве нагревательного источника.
Применение аргонодуговой сварки
Сварка аргоном – это технология формирования неразъемных соединений, используемая в настоящее время во многих отраслях промышленности, в коммунальном хозяйстве и быту. Результатом процесса являются высокопрочные, аккуратные и долговечные соединения металлических конструкций.
Аргоновая сварка применяется для соединения всех существующих металлов и сплавов, а том числе сталь, чугун, алюминий, титан. С ее помощью создаются герметичные швы, практически не требующие дополнительной обработки. Метод применяется при монтаже трубопроводов, сборке металлических конструкций разного типа и назначения не только на крупных производственных предприятиях, но и в небольших частных мастерских, автосервисах.
Основные преимущества метода
- Аргонная сварка – это универсальный процесс, применяемый в различных сферах для соединения деталей из любых металлов и сплавов.
- Стоимость технологического процесса достаточно низкая. При этом и сварное оборудование, и набор расходных материалов, и обучение имеют сравнительно невысокую цену.
- Легкость и простота выполнения соединения является также преимуществом метода. Аргон создает облако вокруг сварочной ванны, нивелирующее возможные ошибки начинающего сварщика, путем уменьшения вероятности образования пустот, трещин и других дефектов в зоне шва.
Выполнять соединения при помощи аргонодуговой сварки может человек без специального образования. Важно иметь хороший глазомер, терпение и желание получить в итоге процесса качественное соединение.
Оборудование и материалы
Аргонная сварка своими руками требует наличия определенного оборудования и материалов для выполнения сварочных соединений.
- Аппарат для сварки в среде защитных газов, в данном случае аргона. Это должно быть устройство, которое может сгенерировать оптимальную разницу потенциалов между катодом и анодом, в результате чего появится электрическая дуга, обладающая необходимой силой тока.
- Баллоны, наполненные аргоном или гелиево-аргонной смесью. Следует знать, что инертный газ или смесь газов закачивается в емкость под давлением, потому что транспортировка газообразного флюса в зону образованной сварочной ванны посредством шланга, выполняется по инерции.Чем больше показатель давления внутри баллона, тем лучше для процесса.
- Горелка сварочная – это сложная конструкция, в состав которой входит токопроводящий узел, связанный с ним электрод, форсунка, обеспечивающая поступление аргона в зону сварочной ванны. Все детали размещены в сравнительно небольшом корпусе.
- Плавкие и неплавкие электроды. При этом плавкий электрод является сразу и анодом, и катодом, и присадочным материалом. А неплавкий электрод функционирует как анод и катод. В этом случае, присадочным материалом является вводимая в зону сварочной ванны проволока.
- Желательно иметь небольшой опыт работы со сварочным оборудованием.
Технологический процесс
В процессе аргонодуговой сварки происходит формирование электрической дуги между электродом и поверхностью соединяемых деталей. Образованная дуга генерирует температуру, превышающую 5 000 градусов, под воздействием которой оплавляется присадочный материал (электрод или проволока) и кромки свариваемых конструкций.
Сварочная ванна при этом смещается вдоль зоны стыка соединяемых деталей. В результате происходит объединение кристаллических решеток заготовок и присадочного материала. Зона нагрева, непрерывно обдувается аргоном, который вытесняет атмосферный воздух.
Технологический процесс сварки аргоном имеет особенности, которые необходимо учитывать в процессе выполнения сварочного шва.
Разновидности сварочных технологий
Существует несколько технологических процессов, с помощью которых осуществляется соединение металлов.
- РАД – сварка: процесс выполняется вручную с использованием неплавящегося электрода и присадочной проволоки.
- ААД – сварка: автоматический процесс, выполняемый неплавящимся электродом и автоматически транспортируемым присадочным материалом.
- ААДП – сварка: автоматический способ сваривания плавящимся электродом, выполняющим роль присадочного материала.
Конструкционные особенности аппарата и приемы напрямую зависят от выбранной технологии. Сварщикам, работающим ручной сваркой, сложно управлять автоматическим оборудованием. Поэтому специалисты советуют определяться с выбором технологии на первом этапе обучения.
Выбор сварочной технологии зависит от того насколько часто и в каких объемах предполагается работать. Если в перспективе частые и объемные сварные работы, то лучше обучаться автоматической сварке. В другом случае удобнее будет ручной способ.
Подача присадочного материала
Аргонодуговая сварка предполагает автоматическую или ручную подачу присадочного материала в зону нагрева (сварочной ванны), зависит от метода выполнения соединений. Присадочным материалом могут быть плавящийся электрод или проволока. При этом очень важно соблюдать правильную очередность «дуга-проволока».
Проволока, расположенная перед дугой, даст в итоге высококачественное соединение. Шов получится прочным, надежным и аккуратным. Способ применяется при сварке тугоплавких и цветных металлов. Процесс заключается в введении присадочного материала перед электродом и зоной нагрева. Проволока смещается по ходу перемещения горелки.
При соединении стальных конструкций в ходе аргонодуговой сварки применяются разные способы введения присадочного материала. Сталь сравнительно легко плавится в отличие от цветных металлов и сплавов, имеющих оксидную пленку. В связи с этим при сварке стальных деталей проволока может располагаться перед электродом и сварочной ванной, и за горелкой.
При подаче присадочного материала не впереди сварочной ванны, а за горелкой, шов может получиться не аккуратным, с большим количеством дефектов.
stroitel5.ru
Что такое аргоновая сварка?

Трудно себе представить область промышленного производства, где не применялась бы сварка. Довольно часто необходимость сварить какие-либо металлические части возникает и в быту, особенно в гараже. Но те, кому в жизни приходилось сталкиваться со сваркой, наверняка знают, что далеко не каждый металл можно сварить обычным сварочным аппаратом. Особенно капризен в этом плане алюминий, попытки его сварить обычной дуговой сваркой заканчиваются тем, что свариваемые части начинают гореть, а дуга прерывается. Происходит это из-за того, что при нагреве от контакта с кислородом образуется пленка окисла. Решить эту проблема способна так называемая аргонно-дуговая сварка, именуемая в народе “аргоном”.
Принцип ее действия прост: в процессе работы к месту сварки через специальное сопло подается газ аргон, который тяжелее кислорода и вытесняет его, создавая защитную среду. Схема аргонно-дуговой сварки показана на фото ниже:

Схема аргонно-дуговой сварки
В качестве электрода используется тугоплавкий материал – вольфрам, температура плавления которого составляет 3410 градусов. Аргон подается по резиновым шлангам из специального баллона (для этих целей можно использовать обычный кислородный баллон).
Процесс сварки происходит следующим образом: на свариваемую деталь подается “масса”, (точно так, как это делается при обычной сварке), сварщик держит горелку в одной руке, а проволоку – в другой, при включении аппарата на электрод подается ток, а в сопло – аргон, вытесняющий с места сварки кислород. Возникает электрическая дуга, которая плавит металл и проволоку, создавая прочный шов.
Посмотреть, как это происходит, можно на видео:Таким образом сваривают не только алюминий, но и нержавейку, чугун, а также тугоплавкие металлы.
japan-his.ru