Аргоновая сварка алюминия со сталью. Сварка д16т аргоном
Cварка дюралюминия аргоном в домашних условиях
Существует множество сплавов алюминия, которые применяются в промышленности, но одним и самых знаменитых является дюралюминий, который получил свое название от компании Дюраль, ведь именно она и начала его производить. Сварка дюралюминия является сложным процессом, так как в составе данного сплава алюминий составляет 93,5%. Также в нем имеется 4,5% меди, 1,5% магния и 0,5% марганца. Таким образом, большинство свойств сплав получает именно от алюминия. В промышленности такой сплав используется достаточно, поэтому, мастерам по сварки приходится с ним постоянно работать. Существует несколько марок данного сплава, отличающихся по составу. Главным преимуществом такого вещества является относительно высокая прочность при низком весе, что позволяет делать из него металлоконструкции, различные механизмы и прочие вещи. Все это требует соединения, наиболее рациональным из видов которого является сварка. Многие характеристики сплава определяются термообработкой и соотношением металлов в составе, так как порой могут возникать некоторые отличия. Сварка дюралюминия требует от сварщика особого опыта, так как обладает рядом нюансов, с которыми приходится сталкиваться. Это касается как техники сваривания, так и технологии проведения работ.

Сварка дюралюминия аргоном
Свойства и свариваемость дюралюминия 
Как и при сварке алюминия, данный металл не всегда хорошо соединяется, что обусловлено его свойствами. Предел текучести этого металла составляет около 250 МПа. Плотность данного сплава составляет значение в пределах 2,5-2,8 тонн/ метр кубический. Плавится он при той же температуре, что и алюминий, поэтому, во время сварки возникает проблема с быстрым расплавлением электродов, повышением текучести и прочими вещами. В отличие от своего основного металл, дюралюминий не такой мягкий и гибкий. При этом если его подвергнуть отжигу при температуре в 500 градусов Цельсия, то он приобретает такие же свойства, как и обыкновенный алюминий. Чтоб сделать его более жестким и твердым, то следует поддать его металлургическому старению. Грамотная термообработка упрочняет металл, так что эти свойства можно увеличить и при помощи закалки.

Сварка дюралюминия полуавтоматом
Сварка дюралюминия осложняется тем фактором, что без использования специальных средств результат может оказаться крайне низкого качества. Если не придерживаться технологии, то возникает большая вероятность появления трещин, а также сложностей в формировании нового шва. Металл быстро растекается, так как его вязкость в расплавленном состоянии оказывается очень низкой. Дюралюминий обладает высокой статической прочностью, которая достигает до 500 МПа при температуре до 170 градусов. Металл обладает низкой коррозионной стойкостью, так что при сваривании нередко именно на шве проявляются первые следы поражения ржавчиной, так как температурное воздействие обеспечивает выгорание легирующих элементов и ухудшение сопротивлению коррозии. Это также заметно и при сварке нержавейки. Сварка дюралюминия должна происходить согласно ГОСТ 14806-80.
Преимущества
- При качественном сваривании получается очень прочный металл, который может выдерживать большие нагрузки и обладает низким весом;
- Можно подобрать несколько способов проделать данный процесс, какой будет удобнее с экономической и практической стороны;
- Существуют и хорошо распространены электроды, которые подходят для взаимодействия с данным сплавом;
- Для всех проблем находятся свои способы решения, которые помогают повысить качество соединения.
Недостатки
- После сварки падает и без того невысокая коррозионная стойкость;
- Сварка дюрали оказывается трудоемким процессом, который под силу осуществить только опытным сварщикам;
- Формирование валика шва становится затруднительным из-за повышенной жидкотекучести;
- Исходя из разнообразия разновидностей марок сплавов, порой могут возникнуть сложности с подбором электродов;
- Сварка дюралюминия в домашних условиях становится очень затруднительным процессом;
- Здесь обязательно применение флюса для облегчения проведения процесса;
- Для высокого качества соединения приходится применять дорогостоящие виды сварки, такие как сварка дюралюминия аргоном.
Подготовка дюрали к сварке
Перед проведением процесса требуется подготовить заготовки. В первую очередь идет механическая зачистка, которая позволяет убрать налет, жир, масла и различные вредные пленки с поверхности. Здесь подойдет наждачная бумага, щетка по металлу или другой подобный инструмент. Это первичный этап обработки, который помогает справиться с основными проблемами. Но для лучшего эффекта следует еще использовать растворитель, ацетон и прочие разновидности, которые снимут все остатки, которые не смогла снять механическая очистка.

Сварка дюралюминия в домашних условиях
Здесь же может потребоваться обработка кромок, на которых будет пролегать шов. Это связано с толщиной металла, так как дюраль обладает относительно низкой глубиной проварки. Если толщина заготовки составляет более 4 мм, то нужно скосить края под углом в 35 градусов. Это поможет глубже проникнуть в металл, что способствует лучшему соединению.
Инструкция
- Провести все необходимые подготовительные операции с металлом;
- Когда идет сварка дюралюминия полуавтоматом, нужно выставить на оборудовании необходимые настройки;
- Распределить по будущему месту шва флюс, который улучшит качества свариваемости и поможет избежать ненужных проблем;
- Металл можно подогреть постепенно, чтобы избежать температурных деформаций и напряжения;
- Можно приступать к процессу сваривания, если проводится сварка дюралюминия электродом, то нужно зажечь дугу и начать формировать шов;
- После окончания нужно дать остыть металлу, постепенно подогревая его горелкой;
- Очистить шов и шлака и проверить его на отсутствие трещин.
«Важно!
При сварке электродами нужно действовать быстрее, чем со сталью, так как скорость плавления присадочного материала тут значительно выше.»
Техника безопасности
Во время работы нужно помнить о собственной защите, так что такие средства как комплект огнеупорной одежды, защищающий от искр и брызг металла, а также сварочная маска, должны быть обязательно. При работе с газом следует ставить баллоны как можно дальше от источника огня, так как они должны находиться на расстоянии от 5 метров и далее. Перед использованием техники следует убедиться в исправности оборудования и надежности соединения проводов и контактов, так как именно в них чаще всего случаются проблемы.
svarkaipayka.ru
Сварка алюминиевых сплавов аргоном, полуавтоматом, электродом
Даже при нынешних возможностях техники сварка алюминиевых сплавов является нелегким делом. Таким образом, возникло множество различных дополнительных технологий, которые помогают достичь максимально качественного результата при различных условиях. Данный процесс во многом напоминает сварку нержавейки, так как во время него возникает множество различных сложностей. Но сплавы алюминия, в отличие от металла в чистом виде, обладают достаточно хорошей крепостью, при высокой легкости, из-за чего активно применяются во многих сферах промышленности, так что профессиональным сварщикам часто приходится сталкиваться с ними.

Сварка алюминиевых сплавов
Сварка разнородных алюминиевых сплавов осложняется тем, что они обладает высокой электро- и теплопроводностью. Во время расплавления заготовки даже не меняют цвет, что усложняет их сваривание. Сплавы зачастую имеют высокие механические свойства и для их сохранения требуется правильно проводить процесс соединения. Для этого нужно грамотно подбирать оборудование и расходный материал. В современной промышленности сплавы используются чаще, чем чистый металл. Они производятся согласно ГОСТ 4784-97.
Свариваемость сплавов 
Высокая теплопроводность сплавов создает такие условия, в которых требуется увеличивать ток сварки в полтора раза выше стандартного, используемого при работе со сталью.

Настройка тока при сварке алюминиевых сплавов
Это вызывает сложности, когда идет сварка тонких листов металла, так как появляется риск прожига. Свариваемость еще зависит от состава сплава и соответствия присадочного материала основному металлу. Как и во время сварки алюминия, здесь возникают сложности с оксидной пленкой, которая может образовывать очень быстро на поверхности заготовки. Сплав плавится намного быстрее, чем сама пленка, так что расплавленный металл просто обволакивается, что понижает качество соединения. Это создает необходимость применения флюсов, или же проводится сварка аргоном.
Материал в расплавленном состоянии, как правило, обладает очень высокой текучестью, с которой очень сложно управляться. Сварочная ванна имеет низкую вязкость, которая по своей консистенции больше напоминает воду. Это требует не только опыта сварщика в таком процессе, но и использование теплоотводящих подкладок. При попадании водорода в шов, может образовываться напряжение, которое приводит к появлению трещин и прочих негативных явлений. Таким образом, есть множество проблем свариваемости, к которым требуется искать свой подход решения. Сплавы производятся согласно ГОСТ 4784-97.
Марки сплавов, которые применяются при сварке
Сварка алюминиевых сплавов предполагает работу со следующими их разновидностями:
- АМг;
- АМг3;
- АМг5п;
- АМг5н;
- АМг6м;
- АМг6т;
Все их можно условно разделить на те, которые упрочняются после термической обработки, и те, которые не упрочняются. Сварка деталей из алюминиевых сплавов можно усложнятся при наличии большого количества магния в сплаве, так как он понижает и без того плохую свариваемость.
Способы сварки алюминия и его сплавов
Сварка алюминиевых сплавов можно производиться при помощи стандартных плавящихся электродов с обмазкой. Для этого потребуется обыкновенный сварочный трансформатор, которые имеет необходимые для работы режимы, а также правильный подбор электродов, состав которых будет максимально приближен к составу основного металла. Надежность данного способа является низкой. Но простота и себестоимость дают ему весьма широкую распространенность, особенно в домашних условиях.

Сварка алюминиевых сплавов электродом
Сварка алюминиевых сплавов аргоном считается одним из лучших вариантов для профессионалов, так как дает соединение высокого качества. Аргон является инертной средой и создает защиту должного уровня, чтобы внешние негативные источники не влияли на состояние шва. Себестоимость такой сварки значительно выше остальных вариантов, но в профессиональной среде это очень оправдывает себя.

Сварка алюминиевых сплавов аргоном
Газовая сварка алюминиевых сплавов в среде защитных газов считается одной из самых простых, так как помогает бороться с высокой текучестью материала, благодаря относительно низкой скорость приведения процесса. Проволока без обмазки не вызывает риска попадания водорода из-за плохой просушки. Здесь обязательно применение флюса для улучшения свойств свариваемости.

Сварка алюминиевых сплавов газовой горелкой
Подготовка сплавов к сварке
Технология сварки алюминиевых сплавов предполагает проведение подготовительных процедур перед самым процессом. В первую очередь это касается очистки поверхности от различного рода загрязнений, жировых налетов и окислительной пленки, которую легче заранее удалить, чем потом расплавить. Для начала поверхность заготовок зачищается щеткой по металлу, наждачной бумагой или другим приспособлением. Затем может потребоваться обработка растворителями, чтобы ликвидировать все налеты. На самом последнем этапе может потребоваться обработка флюсом, чтобы обеспечит высокое качество соединения.
В некоторых случаях, когда толщина деталей составляет более 4 мм, следует обработать кромки. Для этого их углы скашиваются под углом 30-45 градусов, чтобы обеспечить достаточную глубину приваривания. Тут потребуется большее количество присадочного материала, но качество соединения станет намного более высоким. Место сварки всегда является самым уязвимым, поэтому, непроваренные места сделают соединение более хрупким, а саму деталь очень ненадежной.
Пошаговая
Особенности сварки алюминия и его сплавов требуют особого подхода к некоторым процедурам, но сами этапы сваривания во многом схожи с остальными.
- Все начинается с подготовки металла. Здесь следует очистить заготовки от всего лишнего, что может на них остаться, а затем обезжирить и уничтожить другие налеты, разделать кромки и так далее.
- Затем идет работа с флюсом, так как он нужен для многих типов сварки, но в каждом из них может потребоваться своя разновидность.
- Затем следует подогреть место, где будет идти сваривание, чтобы не было температурных деформаций, а также не создавать условия для образования напряжения в металле.
- После этого можно приступать непосредственно к свариванию, образуя сварочную ванну и проводя шов до самого конца. Здесь есть разница в использовании методов сварки, так как сварка алюминиевых сплавов электродом не позволяет проводить длительные непрерывные швы.
- После окончания сварки не стоит прекращать подогревание металла, так как нужно дать ему остыть постепенно, чтобы избежать напряжений.
- Оббить шлак и зачистить все проблемные места.
«Важно!
Во время сварки следует учитывать высокую текучесть металла, поэтому, все проводится только в горизонтальном положении.»
Техника безопасности
Сварка алюминия с нержавейкой и прочими металлами может стать опасным процессом, если не соблюдать элементарные правила. Средства индивидуальной защиты, такие как сварочная маска и специальная одежда. Газовые баллоны следует держать от источника пламени и электродуги на расстоянии от 5 метров и более, а также всегда проверять шланги в них. Также нельзя проводить работы на открытой местности во время осадков.
svarkaipayka.ru
Аргонодуговая сварка алюминия со сталью
Процесс сваривания алюминия со сталью может быть затруднен физико-химическими свойствами алюминия. Сваривание этих двух металлов в основном производится аргонодуговой сваркой с использованием вольфрамовых неплавящихся электродов.
Перед свариванием должен быть подготовлен двухсторонний скос кромок металла под углом приблизительно 70 градусов. При скосе прочность сваривания значительно увеличивается, что позволяет ей достичь наибольшей прочности. Свариваемые кромки тщательно очищаются механическим или пескоструйным способом, а в некоторых случаях – с использованием химических средств.
Химическая очистка кромок алюминия производится с помощью химического травления, а потом на поверхность металла наносится активирующее покрытие. Для подготовки алюминия к свариванию не допускается дробеструйная очистка, потому что на поверхности металла могут оставаться окисные соединения. Наиболее дешевым покрытием является цинковое, которые наносится способом механической обработки.
Технология сваривания предусматривает применение стандартных сварочных установок, которыми можно работать с вольфрамовыми неплавящимися электродами.
Особенностью сваривания алюминия со сталью является расположение сварочной дуги. При начале наплавки первого сварочного шва дуга расположена на присадочном прутке, в процессе сваривания – на присадочном прутке и образовавшемся валике. После того как появилась начальная часть валика сварочную дугу нужно зажигать снова на алюминиевом валике. При сваривании встык дуга производится по кромке, сделанной на алюминиевой детали, а присадка делается на кромке из стали. Таким образом, выходит, что жидкий алюминий натекает на поверхность стали, с которой он сваривается, и скрепление этих двух металлов происходит замечательно.
Если толщина свариваемого металла не превышает 3 миллиметра, используется сила сварочного тока в 110 – 130 Ампер. При толщине металла толщиной 6 – 8 миллиметров нужно устанавливать ток в 130 – 160 А., а при толщине 9 – 10 миллиметров, 180 – 200 А. Только в таком случае Вы сможете обеспечить хороший прогрев свариваемых деталей, а также образование нужно соединительной прослойки.
В качестве присадочного материала используется проволока марки АД1. Присадку с маркировкой АМг6 применять не стоит, потому что в случае формирования интерметаллидного слоя участие может принимать магний, который только снизит прочность соединений. По всей видимости, наличие атомов магния вместо атомов алюминия может сильно снизить прочность сварочного соединения, вследствие чего образуются слабые связи, потому что магний практически не растворяется в железе.
В зависимости от типа сварочных соединений при сваривании нужно соблюдать последовательность наложения валиков сварочного шва, которые обеспечат качественное сваривание. Чередуя валики с обеих сторон можно предотвратить перегрев стальной детали, а также предупредить преждевременное выгорание цинка с его поверхности.
3g-svarka.ru
Сварка алюминия аргоном в Санкт-Петербурге
Самый востребованный металл в современном мире – это алюминий. Его исключительно низкий вес, высокая теплопроводность позволили применить его в самых разнообразных отраслях. Но при всех этих достоинствах, этот металл очень сложно варить. Путем проб и ошибок инженеры достигли в этой области позитивных результатов, и был придуман эффективный способ сваривания деталей из алюминия – сварка аргоном.
Проблемы при сварке алюминия
Сам алюминий, как и его сплавы – это категория металлов, которые сложно подаются сварке. Чистый алюминий, при попадании на открытый воздух, практически сразу покрывается оксидной пленкой, которая защищает его от дальнейшего окисления. Эта пленка плавится при достижении температуры около 2044 градусов по Цельсию, это притом, что сам алюминий плавится при температуре 660 градусов. Если разогреть алюминий обычной горелкой, то при появлении расплавленного метала, тут же будет проявляться тугоплавкая пленка. Пленка не дает возможности для равномерного и качественного сварного шва. Сварка алюминия в этом случае будет некачественной, и шов долго не продержится.
Метод качественной сварки алюминия
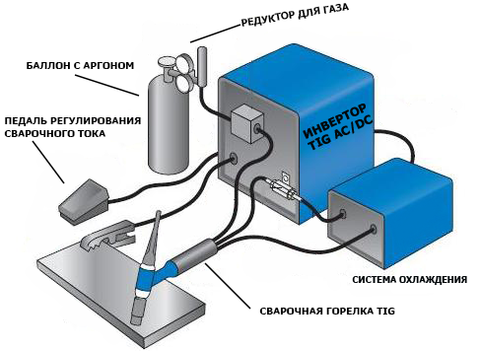
Сварка аргоном
Для сваривания алюминия промышленность придумала аппарат аргонно дуговая сварка. Этот аппарат представляет собой гармоничное соединение электрической и газовой сварки. Благодаря такой сложности, можно добиться качественной сварки такого капризного материала как алюминий.
Из-за оксидной пленки сварной шов не может получиться качественным. Наличие пузырьков воздуха и кристаллических отложений ослабляет сварной шов, и со временем или под напряжением он разойдется. Наличие инертного газа во время сваривания двух деталей из алюминия позволяет вытеснить окислитель, в качестве которого выступает обычный воздух. Аргонная сварка в момент соединения двух деталей выпускает струю аргона (инертного газа), дуга плавит металл и соединяет его, а окислительная пленка уже появляется не внутри шва, а на готовом изделии, после того, как процесс сварки завершен.
Преимущества и недостатки сварки аргоном
Несмотря на сложность технологии, она имеет свои преимущества, которые частично компенсирую необходимый опыт сварщика, и в общем, дороговизну сварочного шва. К достоинствам можно отнести:
- шов защищен на протяжении всего процесса сваривания;
- можно использовать в качестве инертного газа аргон;
- металл нагревается незначительно, а значит, внешний вид деталей после сварки не портится;
- если сварка производится опытным специалистом, то сам процесс достаточно быстрый.
Недостатков всего два: сложное тяжело настраиваемое оборудование и наличие специалиста с высоким разрядом и опытом работы.
Почему сварку алюминия заказывают у нас
Сварка алюминия аргоном может производиться только очень опытными сварщиками, которые провели не одну сотню часов практики. При сваривании деталей из алюминия недостаточно теоретических знаний. Здесь нужна очень тонкая работа одновременно с несколькими составляющими.
Если вам требуется сварка аргоном СПБ, обращайтесь к нам. Наши специалисты имеют самое современное газосварочное оборудование для сварки алюминия, и колоссальный опыт по соединению этого капризного металла.
www.metallstal.ru
Cварка алюминия аргоном своими руками
Содержание статьи

Шлифовка алюминия перед сваркой аргоном
Особенности MIG свари алюминия
Алюминий является очень химически активный металлом, алюминий и воздух будет формировать слой оксида за считанные мгновения. (К счастью, слой оксида алюминия защищает от дальнейшей коррозии, и поэтому изделия так долго служат). Но реактивность алюминия представляет угрозу безопасности. Алюминиевая пыль и стружка, оставшиеся от резки могут загореться, особенно, если смешивать это со стальной пылью, когда получается смесь, известна как термит.Сперва нужно настроить сварочный аппарат для алюминиевой проволоки, прежде чем пытаться создать соединение.Соединение тонкого материала гораздо легче с AC TIG даже для новичка. С MIG дело обстоит сложнее, хотя приемлемые результаты возможны с усилием, описанным ниже.

Вид сварного шва
Удаление оксида
Слой оксида должен быть удален от металла непосредственно перед сваркой. Из нержавеющей стали проволочной щеткой достаточно, чтобы удалить оксид и оставить чистую поверхность. Края изделия должны быть очищены с файлом.Лучше всего использовать новую металлическую щетку, которая не была использована для стали, и чистить в одном направлении, так, что бы оксид не втирался в заготовку.
Сварка алюминия
Данная сварка сложнее, чем соединение стали. Существует тонкая грань между отсутствием провара и созданием дыр. Это связано с прекрасным сочетание низкой температурой плавления и высокой теплопроводностью.Проблема, что если с перемещать сварочную горелку очень быстро, стык не получит аккуратный вид TIG. Требуется изрядно по практиковаться, чтобы получить это в идеальном виде.

Пример трещины после сварки
Сварной шов слева является обратной стороной шва, где край металла не очищен перед созданием соединения. Слой оксида на краю препятствовал двум листам из соединиться и оставил трещину в сварном шве. Оксид имеет вдвое выше температуру плавления, нежели простой алюминий, так что он не плавится в процессе сварки.Вариант справа показывает обратную сторону сварного шва, где оксид позже был успешно удален от края листа. В этом случае можно обнаружить гладкое соединение между двумя листами алюминия.
Использование латунного радиатора
Латунь имеет гораздо более высокую температуру плавления, чем многие другие металлы, и это также весьма инертно, что делает его идеальным материалом для использования в качестве теплоотвода.

Латунный радиатор
Латунное изделие эффективна при зажатии сразу за заготовкой во время процесса. На фото зажат двумя брусками из латуни приблизительно 20 мм в задней части алюминиевого листа.
Хороший сварочный шовРадиатор принимает большое количество тепла от сварного шва, поэтому движение сварки может быть намного медленнее, и, следовательно, более аккуратным. Чем медленнее создается соединение, также уменьшает накопление ненужных соединений.Данный металл с теплоотводом можно сваривать с почти так же, как и методом используемым для стали. Я остановился на технике я использую для тонкой стали — короткими очередями.
На реверсе сварного шва, где расплавленный алюминий прикасается к радиатор. Сварной шов является сильным и очень мало материала приходиться спиливать.

Нажмите, не тяните
Для сварки алюминия лучше вести горелку почти вертикально и сварочную струю от себя (нажать, а не тянуть). Это гарантирует, что вы сварите деталь в среде защитного газа, а не наоборот.Сварной шов слева был сделан с помощью метода спуска, а в правом случае, используя технику толчка. Правый вариант шва выглядит намного чище, по-видимому из-за лучшего покрытия защитного газа. Возможно немного больший расход газа улучшило бы шов еще заметнее.

Сравнение шва алюминия
Резка и шлифовка
Специальные шлифовальные диски для алюминия, и камнерезные и шлифовальные диски справляются хорошо с такими задачами. В качестве альтернативы алюминий довольно мягкий материал и он может быть удален с помощью лезвия металла на лобзике.Если плоская поверхность необходима, то поверхность долна быть дополнительно обработана. Обычный металл напильника будет забит, но напильник (с острыми зубами расположенных около 1мм друг от друга) является очень эффективным.
Еще несколько мыслей о MIG сварки
Алюминиевая сварка формирует особых специалистов. Существует не так много материалов для чтения, и если вы используете то же самое оборудование и методы, как для приварки стали, то вы будете придумать против некоторых неприятных аварий.Варить данный вид металла сложнее, чем сталь, поэтому, если вы новичок в деле сварки, то сталь на сегодняшний день является лучшим началом для молодого сварщика. После того, как вы сможете сделать сносно соединение стали, вы будете в состоянии сделать алюминиевый сварной шов.Создав первые сносные алюминиевые сварные швы вы поймете, почему TIG используется для всего, где нужно быть аккуратным. Вы можете сварить алюминиевую фольгу с TIG! К сожалению, дешевые источники переменного тока TIG сварки стоит в 5 раз больше, сколько аппарат MIG.

алюминиевая труба со сварным швом
Подобные статьи
svarak.ru