Аргонодуговая сварка WIG/TIG. Ручная аргонодуговая сварка
Режимы ручной аргонодуговой сварки вольфрамовым электродом – Осварке.Нет
К основным параметрам режима ручной аргонодуговой сварки вольфрамовым электродом относят:
- род сварочного тока и его полярность;
- сила тока;
- напряжение дуги;
- скорость сварки;
- тип и расход защитного газа.
Род тока и полярность. Арногодуговая сварка вольфрамовым электродом может быть TIG-DC — постоянным током, либо TIG-AC — переменным током.
Сварка постоянным током может выполняться на прямой и обратной полярности. Когда электрод подключен к положительному полюсу источника питания, полярность считается обратной. Для сварки на обратной полярности электрод должен иметь гораздо больше диаметр,чем при сварке на прямой.
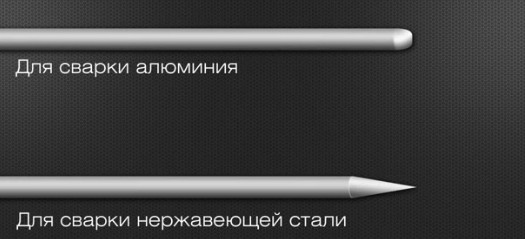
В большинстве случаев сварку вольфрамовым электродом ведут на постоянном токе прямой полярности. За исключением сварки алюминия, магния и бериллия, которые выполняют на переменном токе (TIG-AC).
В настоящее время источники постоянного тока чаще производят с функцией импульсно-дуговой сварки, что позволяет получать лучшую форму шва и сваривать тонкие детали.
Сварка переменным током используется для сварки выше указанных материалов. Обладает возможностью разрушения поверхностного оксидного слоя. Стабильности дуги при этом хуже. Метод TIG-AC вместо синусоидального тока 50 Гц использует прямоугольный переменный ток для обеспечения большей стабильности и контроля процесса сварки.
Сила тока. Параметр настраиваемый непосредственно на сварочном аппарате. Выбирается в зависимости от типа и толщины свариваемого материала, диаметра электрода, полярности сварки, типа защитного газа и пространственного положения сварки.
От этого параметра зависит глубина проникновения и ширина шва, но, с другой стороны он влияет на температуру конца вольфрамового электрода. Увеличение значения силы тока повышает глубину проплавления и увеличивает скорость сварки. Высокая сила тока способствует расплавлению электрода, и существует вероятность появления вольфрамовых включений в сварном шве.
| Диаметр электрода, мм | Переменный ток | Постоянный ток прямой полярности | Постоянный ток обратной полярности |
| 1-2 | 20-100 | 65-160 | 10-30 |
| 3 | 100-160 | 140-180 | 20-40 |
| 4 | 140-220 | 250-340 | 30-50 |
| 5 | 200-280 | 300-400 | 40-80 |
| 6 | 250-300 | 350-450 | 60-100 |
Напряжение дуги. Зависит от типа защитного газа, длины дуги, формы сварного шва и материала электрода. Увеличение напряжения повышает ширину поверхности шва и, соответственно, понижает глубину проплавления.
Скорость сварки. При ручной аргонодуговой сварке оптимальная скорость сварки оценивается самим сварщиком. Обычно в пределах 0,1-0,3 м/мин.
При неизменной силе тока и напряжения, она влияет на количество энергии передаваемой на изделие. При помощи скорости сварки можно регулировать структурные изменения шва, размер и распределение сварочных напряжений. Скорость сварки влияет на глубину проплавления и ширину шва.
Тип и диаметр электрода. Основной материал электрода — вольфрам, но для повышения долговечности электрода, стабилизации дуги и облегчения зажигания, в состав включают: торий, цирконий.
Тип и расход защитного газа. Чаще всего для сварки вольфрамовым электродом используют аргон или смесь аргона и гелия, который увеличивает энергию дуги и скорость сварки, но ухудшает стабильность дуги. Для сварки меди может использоваться азот, который является инертным по отношению до меди. В большинстве случаев расход аргона составляет 8-16 л/мин.
osvarke.net
Аргонодуговая сварка WIG/TIG | Рудетранс
Для обозначения аргонодуговой сварки могут применяться следующие названия:
- РАД – ручная аргонодуговая сварка неплавящимся электродом,
- ААД – автоматическая аргонодуговая сварка неплавящимся электродом,
- ААДП – автоматическая аргонодуговая сварка плавящимся электродом.
Для обозначения аргонодуговой сварки вольфрамовым электродом:
- TIG – Tungsten Inert Gas (Welding) – сварка вольфрамом в среде инертных газов
- GTAW – Gas Tungsten Arc Welding – газовая дуговая сварка вольфрамом
Общие характеристики аргонодуговой сварки
Аргон практически не вступает в химические взаимодействия с расплавленным металлом и другими газами в зоне горения дуги. Будучи на 38% тяжелее воздуха, аргон вытесняет его из зоны сварки и надежно изолирует сварочную ванну от контакта с атмосферой.
При аргонодуговой сварке возможен крупнокапельный или струйный перенос электродного металла. При крупнокапельном переносе процесс сварки неустойчивый, с большим разбрызгиванием. Его технологические характеристики хуже, чем при полуавтоматической сварке в углекислом газе, так как вследствие меньшего давления в дуге капли вырастают до больших размеров. Диапазон токов для крупнокапельного переноса достаточно велик, например для проволоки диаметром d = 1,6 мм Iсв = 120–240А. При силе тока Iсв больше 260А происходит резкий переход к струйному переносу, стабильность процесса сварки улучшается, разбрызгивание уменьшается. Однако такие токи не всегда соответствуют технологическим требованиям. Поэтому более рационально для обеспечения стабильности процесса использовать импульсные источники питания дуги, которые обеспечивают переход к струйному переносу на токах около Iсв ≈ 100А.
Технология аргонодуговой сварки неплавящимся электродом
Дуга горит между свариваемым изделием и неплавящимся электродом (обычно из вольфрама). Электрод расположен в горелке, через сопло которой вдувается защитный газ. Присадочный материал подается в зону дуги со стороны и в электрическую цепь не включен.
Рисунок. Аргонодуговая сварка неплавящимся электродом, схема процесса
Аргонная сварка может быть ручной, когда горелка и присадочный пруток находятся в руках сварщика, и автоматической, когда горелка и присадочная проволока перемещаются без непосредственного участия сварщика.
При этом способе сварки зажигание дуги, в отличие от сварки плавящимся электродом, не может быть выполнено путем касания электродом изделия по двум причинам. Во-первых, аргон обладает достаточно высоким потенциалом ионизации, поэтому ионизировать дуговой промежуток за счет искры между изделием и электродом достаточно сложно (при аргонной сварке плавящимся электродом после того, как проволока коснется изделия, в зоне дуги появляются пары железа, которые имеют потенциал ионизации в 2,5 раза ниже, чем аргона, что позволяет зажечь дугу). Во-вторых, касание изделия вольфрамовым электродом приводит к его загрязнению и интенсивному оплавлению. Поэтому при аргонной сварке неплавящимся электродом для зажигания дуги параллельно источнику питания подключается устройство, которое называется «осциллятор».
Осциллятор для зажигания дуги подает на электрод высокочастотные высоковольтные импульсы, которые ионизируют дуговой промежуток и обеспечивают зажигание дуги после включения сварочного тока. Если аргонная сварка производится на переменном токе, осциллятор после зажигания дуги переходит в режим стабилизатора и подает импульсы на дугу в момент смены полярности, чтобы предотвратить деионизацию дугового промежутка и обеспечить устойчивое горение дуги.
При сварке на постоянном токе на аноде и катоде выделяется неодинаковое количество тепла. При токах до 300А 70% тепла выделяется на аноде и 30% на катоде, поэтому практически всегда используется прямая полярность, чтобы максимально проплавлять изделие и минимально разогревать электрод. Все стали, титан и другие материалы, за исключением алюминия, свариваются на прямой полярности. Алюминий обычно сваривается на переменном токе для улучшения разрушения оксидной пленки.
Для улучшения борьбы с пористостью к аргону иногда добавляют кислород в количестве 3–5%. При этом защита металла становится более активной. Чистый аргон не защищает металл от загрязнений, влаги и других включений, попавших в зону сварки из свариваемых кромок или присадочного металла. Кислород же, вступая в химические реакции с вредными примесями, обеспечивает их выгорание или превращение в соединения, всплывающие на поверхность сварочной ванны. Это предотвращает пористость.
Область применения и преимущества аргонодуговой сварки
Основная область применения аргонодуговой сварки неплавящимся электродом – соединения из легированных сталей и цветных металлов. При малых толщинах аргонная сварка может выполняться без присадки. Способ сварки обеспечивает хорошее качество и формирование сварных швов, позволяет точно поддерживать глубину проплавления металла, что очень важно при сварке тонкого металла при одностороннем доступе к поверхности изделия. Он получил широкое распространение при сварке неповоротных стыков труб, для чего разработаны различные конструкции сварочных автоматов. В этом виде сварку иногда называют орбитальной. Сварка неплавящимся электродом – один из основных способов соединения титановых и алюминиевых сплавов.
Аргоновая сварка плавящимся электродом используется при сварке нержавеющих сталей и алюминия. Однако объем ее применения относительно невелик.
Недостатки аргонодуговой сварки
Недостатками аргонодуговой сварки являются невысокая производительность при использовании ручного варианта. Применение же автоматической сварки не всегда возможно для коротких и разноориентированных швов.
www.rudetrans.ru
Аргонодуговая TIG сварка
Из всех процессов дуговой сварки TIG сварка (Tungsten Inert Gas) наиболее способствует достижению высокого качества сварочных швов и является наиболее универсальной. В плане того, какие различные материалы можно сваривать и в каких пространственных положениях.
Аргонодуговая TIG сварка является чрезвычайно универсальным процессом и может использоваться практически при сварке любых металлов, в том числе и разнородных, толщиной от 0,3 мм.
Иногда её называют сварка WIG сварка, сокращенно от Wolfram Inert Gas или аргонодуговая сварка переменного и постоянного тока AC/DC.
Высокое качество сварочного шва в обмен на скорость сварки
Однако высокое качество TIG сварки достигается за счет более длительного времени, затрачиваемого на этот процесс. TIG сварка, как правило, медленнее, чем другие процессы дуговой сварки (MIG или MMA), и применяется там, где качество имеет решающее значение.
TIG сварка используется для сварки легких металлов, таких как магний, алюминий на переменном токе AC. Тонкие листы из нержавеющей стали и сплавы из меди, как правило, также свариваются при помощи этого процесса, на постоянном токе DC.
Наиболее часто используемый газ для аргонодуговой TIG сварки - чистый аргон, для всех материалов. В отличие от MIG сварки, где определенный газ или газовая смесь должны быть использованы для соответствующего свариваемого материала.
TIG сварка в сочетании с высокой производительностью MIG/MAG сварки
В некоторых случаях, TIG сварку используют в сочетании с полуавтоматической MIG/MAG сваркой. Например, при соединении труб для морской промышленности, TIG применяется для корневой сварки, а MIG для последующего заполнения разделки шва. Это дает высокое качество корня шва, в сочетании со скоростью заполнения остальной части разделки.
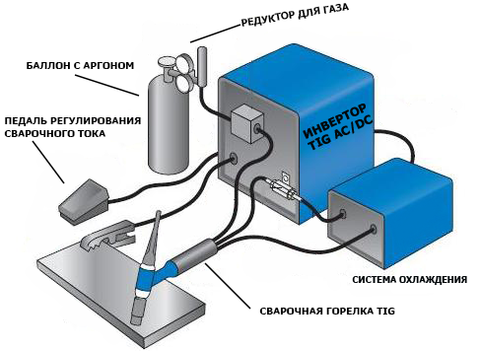
При сварочном процессе TIG используется неплавящийся вольфрамовый электрод и инертный газ (обычно аргон). Вольфрам применяется в качестве материала для электродов и из-за его высокой температуры плавления и хороших электрических характеристик. Инертный газ используется в качестве защиты сварочной дуги, электрода и сварочной ванны от воздействия атмосферы. В сварочную ванну подается присадочная проволока, в ручном или автоматическом режиме.
Схема аппарата для аргонодуговой сварки

Для сварки процессом TIG требуется высокая квалификация сварщика. Сварщик должен держать сварочную горелку в одной руке, в то время как другой рукой должен обеспечивать подачу присадочного металла в ванну. Зажигание дуги является важным в процессе сварки. Оно бывает контактным и бесконтактным.
Контактное и бесконтактное зажигание дуги
Контактное зажигание дуги происходит при прикосновении вольфрамового электрода изделия, после чего, при подъеме горелки, возбуждается дуга. Данный способ зажигания является не оптимальным для аргонодуговой TIG сварки, так как при нем в основном металле остаются вольфрамовые включения, которые могут привести к дефектам сварного шва.
При бесконтактном способе зажигания, поджиг дуги обеспечивает высокочастотный генератор. Сварочная дуга возникает после нажатия на кнопку на сварочной горелке при расстоянии между электродом и изделием 1,5-3 мм.
При выборе сварочного аппарата TIG, вы должны знать, какая вам требуется мощность источника для проводимых работ. Необходимо оценить объем работ в настоящее время и с прогнозом на будущее. Следующий вопрос - нужен ли переменный ток или достаточно постоянного тока источника питания. Имейте в виду, что алюминий и магний свариваются переменным током (AC). А нержавеющие стали и обычная сталь - при помощи постоянного тока (DC). Если требуется варить и то и другое, используют аппараты с постоянным и переменным током AC/DC.
Аппараты для TIG сварки, как правило, доступны с диапазоном сварочного тока от 150А до 500А и способны работать при токах от 3A. TIG аппараты могут быть использованы для пайки и сварки штучными электродами.
Надеемся, эта статья поможет вам при выборе аппарата, с удовольствием поможем вам и в будущем.
© Смарт Техникс ![]()
Данная статья является авторским продуктом, любое её использование и копирование в Интернете разрешена с обязательным указанием гиперссылки на сайт www.smart2tech.ru
Видео по аргонодуговой TIG сварке:
Время сварки@1 - TIG cварка литой детали из алюминия
Время сварки@2 - Импульсная TIG сварка
Время сварки@3 - Сварка алюминия для начинающих
www.smart2tech.ru