Техника ручной аргонодуговой сварки труб W-электродом. Сварка ручная аргонно дуговая
Техника ручной аргонодуговой сварки труб W-электродом
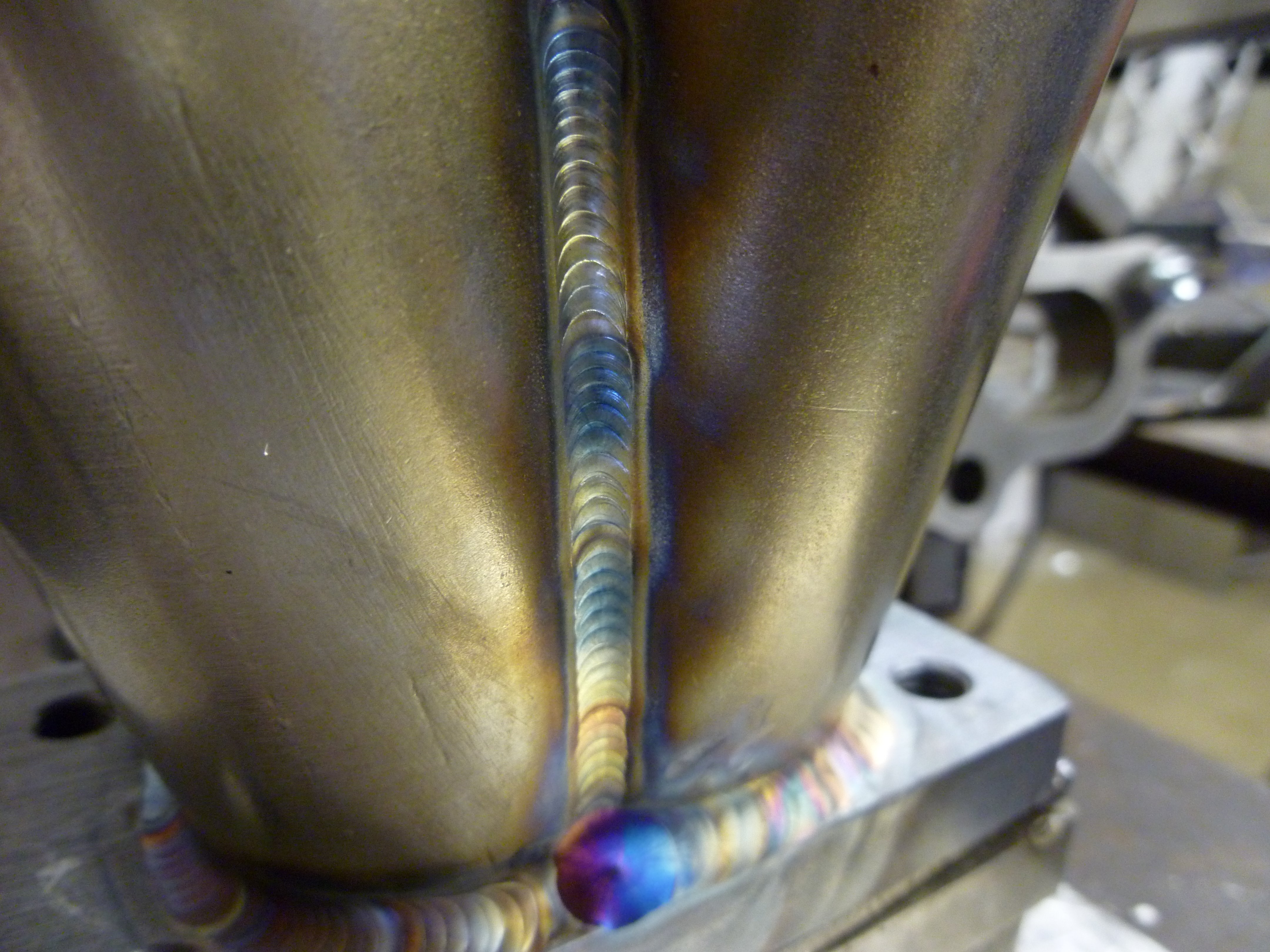
Расположение горелки и присадочной проволоки по отношению к стыку зависит от качества защиты и конструкции горелки. Для горелок АГМ-2 и ЛГС-3 угол может изменяться от 0 до 70°, а для остальных горелок с канальной схемой истечения газа - от 0 до 25°.
Движение горелки - «углом вперед» (справа налево). Присадочная проволока подается в сварочную ванну навстречу движению.
Корневой слой сваривают без поперечных колебаний как электрода, так и присадочной проволоки.
В начале сварки горелкой подогревают кромки и присадочный пруток. После образования сварочной ванночки приступают к сварке, сообщая горелке поступательное движение.
Взаимное расположение горелки и присадочной проволоки при сварке неповоротных стыков труб

1 - присадочная проволока; 2 - направление сварки; 3 - сварочная горелка; 4 - направление подачи присадка
Конец присадка должен постоянно находиться в зоне защиты аргоном
В процессе выполнения корневого шва нужно следить за проплавлением кромок, исключать непровар. О хорошем проплавлении свидетельствует ванна, вытянутая в сторону направления сварки, а о недостаточном - круглая или овальная.

При выполнении последующих слоев горелке придают поперечные колебательные движения.
Схемы манипулирования горелкой

1 - присадочная проволока; 2 - траектория движения электрода при выполнении корневого шва; 3 - то же последующих слоев; 4 - направление сварки
После окончания сварки нужно заварить кратер. Если нет дистанционно управляемого источника питания, то кратер заваривают вводом в него капли присадки, одновременно плавно отводя горелку до естественного обрыва дуги.

weldering.com
Технология ручной аргонодуговой сварки - Cварочные работы
Технология ручной аргонодуговой сварки
Ручную аргонодуговую сварку применяют для выполнения корня шва технологических трубопроводов из углеродистых, низко-, среднелегированных и легированных сталей диаметром до 100 мм с толщиной стенки не более 10 мм.

Рис. 54. Схемы взаимного расположения валиков при многослойной сварке.а —толщина стенки трубопровода до 4 мм; б — то же, 4—7 мм; в — то же, 8—10 мм; 1—1 — последовательность наложения валиков; 1 — при сварке всего сечения; 11 — при сварке корневого шва
Дальнейшее заполнение разделки производят ручной сваркой покрытыми электродами и механизированными способами. При монтаже технологических трубопроводов из хромоникелевых сталей также используют аргонодуговую сварку. У трубопровода с толщиной стенки до 3 мм стык сваривают только аргонодуговой сваркой, а при толщине более 3 мм выполняют только корень шва, а дальнейшее заполнение разделки можно производить аргонодуговой сваркой с присадочной проволокой, ручной сваркой покрытыми электродами или механизированными способами сварки. При зазоре между трубами не более 0,5 мм корневой шов можно сваривать без присадочной проволоки, а при большем зазоре — с присадочной проволокой. В дождливую и ветреную погоду аргонодуговую сварку необходимо вести в специальных укрытиях.
Число, последовательность наложения и взаимное расположение сварных валиков при многослойной сварке вертикальных и горизонтальных швов приведены на рис. 54. Взаимное расположение горелки и присадочной проволоки при сварке горизонтального и вертикального стыков показано на рис. 55. Угол между электродом и радиусом трубы в месте сварки зависит от качества защиты и конструктивных особенностей горелки.

Рис. 55. Взаимное расположение горелки и присадочной проволокиа — сварка вертикального стыка в обычных условиях; б— то же, горизонтального стыка; в — сварка с удлиненным мундштуком горизонтального стыка в стесненных условиях; 1 — направление подачи проволоки; 2 — направление сварки

Рис. 56. Схема движения горелкиа — вертикальный стык; б — горизонтальный стык; 1 — направление сварки; 2 — направление подачи проволоки; 3 — траектория движения конца электрода при наложении корневого шва; 4 — то же, при наложении последующих слоев
Для горелок АГМ-2 и АГС-3 этот угол может меняться в пределах 0—70°, для остальных горелок (АР-3, МГ-3 и др-) с канальной схемой истечения газов — в пределах 0—25°. Присадочная проволока при аргонодуговой сварке должна подаваться в сварочную ванну навстречу движению горелки, а горелка должна двигаться справа налево. Корневой шов сваривают с амплитудой колебания горелки и присадочной проволоки 2—4 мм. При наложении последующих слоев горелка должна совершать колебательные поперечные движения (рис. 56) с амплитудой 6—8 мм. Оплавляемый конец присадочной проволоки должен всегда находиться под защитой аргона. Нельзя резко подавать конец проволоки в сварочную ванну.
Ручная аргонодуговая сварка должна осуществляться при возможно короткой дуге (не более 1—3 мм) постоянным током обратной полярности. Зажигание и гашение дуги необходимо выполнять на свариваемой кромке или на сваренном шве на расстоянии 20—25 мм позади кратера. Подача аргона из горелки начинается на 15—20 с раньше момента зажигания дуги и прекращается через 10—15 с после обрыва дуги. В течение этого времени струю аргона следует направлять на место начала сварки или на кратер. Особое внимание должно быть уделено провару корня шва и заделке кратера. Для заделки кратера рекомендуется применять дистанционное управление источником питания сварочной дуги. При его отсутствии кратер заделывают путем ввода в него капли расплавленного металла присадочной проволоки с одновременным ускорением отвода горелки от стыка до естественного обрыва дуги. При сварке без присадочной проволоки кратер заделывают путем ускоренного отвода горелки в сторону, противоположную направлению сварки, и быстрого возвращения горелки на прежнее место. После сварки корневого шва проверяют его качество. При обнаружении трещин дефектный участок удаляют узким наждачным кругом и снова заваривают с присадочной проволокой. Корневой шов с применением расплавляемой вставки сваривают без присадочной проволоки с обязательным расплавлением вставки на всю глубину и по всему периметру сварного соединения.
Количество аргона, подаваемого в трубопровод небольшого диаметра для продувки, не превышает 3—. 4 л/мин. По мере увеличения диаметра трубопровода и его длины время продувки увеличивают независимо от расхода газа. Для экономии аргона заполняют не всю полость трубопровода, а только прилегающий к сварному шву его объем. Для этого устанавливают специальные заглушки (рис. 57). Установив заглушки вблизи стыка и подавая аргон через подводящий рукав, образовавшуюся полость заполняют защитным газом. Однако этот способ защиты имеет ряд недостатков. Если учесть, что на поддув идет более 50 % аргона, расходуемого на защиту сварочной ванны, то защита обратной стороны корня шва дорогостоящим аргоном обходится в 2 раза дороже, чем процесс сварки стыка. Стоимость поддува возрастает за счет изготовления и установки заглушек. Кроме того, поддув аргона неудобен и дорог тем, что для сварки замыкающих стыков часто приходится заполнять газом весь трубопровод. Указанные недостатки позволяет устранить флюс-паста, которую наносят на обратную сторону шва (рис. 58) до прихватки в защищенном от атмосферных осадков месте при положительной температуре. Полное высыхание флюс-пасты происходит через 15—20 мин после нанесения ее на кромки стыка. Высыхание флюс-пасты контролируют визуально. При высыхании она изменяет цвет с интенсивно черного на темно-серый.
Рис. 58. Схема нанесения флюс-пасты

Рис. 59. Схемы установки нагревательных устройства — из двух поясов ГЭН; б — из четырех поясов ГЭН; в — из одного КЭН; г — из двух КЭН; д — гибкий индуктор из голого медного провода; е — одно-пламенная универсальная горелка; ж — кольцевая многопламенная горелка
Для подогрева стыков применяют гибкие нагревательные элементы типа ГЭН, комбинированные нагревательные элементы типа КЭН (рис. 59), гибкие индукторы из голого медного провода марки М или М1Т сечением 180—240 мм2 с 8—12 витками и газопламенные горелки.
Одноплеменными универсальными горелками подогревают стык после установки воронок из листового асбеста, которые крепят металлическими хомутами. Нагрев следует выполнять нейтральным пламенем. Число одновременно работающих горелок не ограничивается и определяется из условия обеспечения равномерного нагрева по окружности свариваемого стыка. Кольцевые многопламенные горелки устанавливают концентрично по отношению к трубе с двух сторон от подогреваемого стыка.
Температуру нагрева определяют с помощью термоэлектрических термометров или термоиндикаторов. Горячий спай термоэлектрического термометра закрепляют на подогреваемом соединении зачеканкой с помощью бобышки, зачеканкой V-образной бобышки, креплением болтом и гайкой с прорезью, приваркой или приваркой с помощью наплавленной бобышки. Место крепления горячего спая необходимо изолировать от прямого воздействия тепловых лучей сварочной дуги асбестовой или кремнеземной тканью. При подогреве трубопроводов из закаливающихся сталей термопару необходимо крепить болтом и гайкой с прорезью. Для контроля температуры термоиндикаторами зачищают площадку размером 40X15 мм на расстоянии 10—15 мм от кромки трубы, на которую наносят термоиндикаторами штрихи шириной 7—8 мм и длиной 25—30 мм. При сварке с подогревом температуру следует контролировать в течение всего процесса подогрева и сварки, а в случае последующей термической обработки без перерыва между ними; температуру необходимо контролировать автоматическими самопишущими потенциометрами.
При изготовлении технологических трубопроводов стыки сваривают в поворотном и неповоротном положениях.

Рис. 60. Схема сварки корневого шва за два поворота1—4 — последовательность сварки

Рис. 61. Порядок сварки неповоротного стыкаа — корневого шва; б — второго и последующих слоев; 1—4 — последовательность наложения слоев

Рис. 62. Порядок сварки неповоротных стыков двумя сварщикамиа — корневой шов; б — второй и последующие швы; I — первый сварщик; II — второй сварщик; 1—6 — последовательность сварки
При сварке поворотных стыков ось трубопровода мо-жет располагаться вертикально или горизонтально. Если вращение стыка затруднено, сварку корневого шва выполняют за два поворота (рис. 60). Направление и порядок сварки корневого слоя вертикального и горизонтального неповоротных стыков показаны на рис. 61. Длина заваренных участков не должна превышать 200 мм. При большей длине участка его следует сваривать об-ратноступенчатым способом. Стыки трубопроводов из мартенситных и мартенситно-ферритных сталей диаметром до 219 мм независимо от толщины стенки должен сваривать один сварщик. Стыки большего диаметра сваривают одновременно два сварщика. Для поддержания необходимого температурного режима по всему периметру стыков трубопроводов диаметром более 800 мм сварку могут вести две пары сварщиков, работающих попеременно. Порядок наложения валиков первого и последующих швов при сварке вертикального стыка показан на рис. 62. Порядок сварки одним сварщиком горизонтальных стыков трубопроводов диаметром до 219 мм приведен на рис. 63. Порядок сварки горизонтальных стыков двумя сварщиками показан на рис. 64.
Трубопроводы из мартенситно-ферритных сталей сваривают при температуре окружающего воздуха не ниже 0 °С, а элементы трубопроводов из стали 15ХМ — при температуре не ниже —10 °С с подогревом до 250— 300 °С независимо от толщины стали. Допустимый перерыв между окончанием сварки и началом термообработки должен соответствовать требованиям проекта производства сварочных работ. В процессе сварки не допускается перегрев стыка труб из аустенитной стали. Если основной металл на расстоянии 20—25 мм от линии сплавления нагрелся выше 100°С, надо сделать перерыв в сварке или, не прерывая сварки, охладить стык струей сжатого воздуха.
При сварке разнородных сталей одного структурного класса, но разной степени легирования технологию и режимы выбирают для более легированной стали. Если сваривают разнородные стали различных структурных классов, технологию и режимы выбирают таким образом, чтобы обеспечить минимальное проплавление основного металла. При сварке коррозионностойкой и жаропрочной стали, содержащей 12% хрома, с высокохромистыми хромоникелевыми сталями температуру подогрева выбирают близкой к применяемой для однородных соединений из стали с 12% хрома.
Читать далее:Сварочные флюсыСварочные электродыОбщие сведения о сварке арматурыПротивопожарные мероприятия при сваркеБезопасность труда при сварке технологических трубопроводовБезопасность труда при сварке строительных металлических и железобетонных конструкцийЗащита от поражения электрическим током при сваркеТехника безопасности и производственная санитария при сваркеУправление качеством сваркиСтатистический метод контроля
stroy-server.ru
Аргонно дуговая сварка что это такое
Наиболее читаемые
Кабельканалы для электропроводки виды типы
Стандартные размеры кабель-каналов: 12х12, 15х10, 16х16, 25х16, 20х10, 25х25, 40х16, 40х25, 40х40, 60х40, 60х60, 80х40, 80х60, 100х40, 100х60, 50х16, далее...
Как выбрать мотоблок недорогой и надежный
Как выбрать мотоблок?Еще несколько десятилетий назад всю работу на участке приходилось выполнять вручную. В последние годы ситуация кардинально изменилась. В далее...
Утеплитель для стен внутри квартиры
Утепление стен изнутриУтепление стен изнутри — очень важный технологический процесс, который не имеет право на ошибку. Неправильное утепление стен изнутри может далее...
Популярные
Как посадить шиповник из семян (44)
Аргонно дуговая сварка что это такое (8)
Картинки на обои на стену (6)
Вывоз тбо что это такое (6)
Что такое форсаж дуги на сварочном инверторе (6)
Входной контроль материалов в строительстве (4)
Как узнать кадастровый номер дома по адресу (4)
Вторичный теплообменник для газового котла (4)
Последние публикации
 Какие люстры подходят для натяжного потолка По каким критериям выбрать люстру для натяжного потолка?СодержаниеРазнообразие
Какие люстры подходят для натяжного потолка По каким критериям выбрать люстру для натяжного потолка?СодержаниеРазнообразие  Какие потолки лучше глянцевые или матовые Какой натяжной потолок выбрать? (матовый, глянцевый или сатиновый)Вы приняли решение установить
Какие потолки лучше глянцевые или матовые Какой натяжной потолок выбрать? (матовый, глянцевый или сатиновый)Вы приняли решение установить  Каким валиком лучше красить потолок Как правильно красить валиком потолокЕсли вы задались вопросомКак
Каким валиком лучше красить потолок Как правильно красить валиком потолокЕсли вы задались вопросомКак  Как заделать дырку в потолке Ремонт потолка своими рукамиНатяжной потолокОтштукатуренный потолокГипсокартонный потолокЕсли у вас вдруг
Как заделать дырку в потолке Ремонт потолка своими рукамиНатяжной потолокОтштукатуренный потолокГипсокартонный потолокЕсли у вас вдруг  Как визуально сделать потолок выше Как сделать низкий потолок визуально вышеВ большинстве типовых квартир и частных
Как визуально сделать потолок выше Как сделать низкий потолок визуально вышеВ большинстве типовых квартир и частных Наиболее читаемое
Как усилить старый фундамент дома
Реконструкция старого фундаментаВ ходе эксплуатации здания может возникнуть необходимость в усилении...
Как скомбинировать обои на кухне
Как скомбинировать обои для кухни?Одним из оригинальных дизайнерских приемов, с помощью...
Чем можно утеплить стены дома внутри
Утепление стен внутри дома: достоинства и недостаткиУтепление стен внутри дома похоже...
www.sferatd.ru
Горелки для аргоно-дуговой сварки
При производстве сварочных работ важно, какая горелка для аргонодуговой сварки будет использоваться. Сварка в среде аргона является одним из самых качественных и надежных видов соединения металлических деталей. При использовании такой сварки можно соединять детали из любых металлов и их сплавов. Сварочные швы, как правило, не требуют дополнительной обработки из-за полного отсутствия окалины и шлака. Еще одно название аргоновой сварки — TIG сварка.

Рисунок 1. Общее устройство аргоновой горелки.
Аббревиатура пришла в Россию вместе с импортным оборудованием и не всегда понятна потребителю. Горелка для производства аргонодуговой сварки российского производства и горелка для TIG сварки принципиальных различий не имеют. Различают два основных вида сварки в защитной газовой среде:
- TIG сварка обозначает использование для создания дуги неплавящегося электрода.
- MIG/MAG обозначает сварку плавящимся электродом. Также в этом режиме возможно использование защитного газа со специальными добавками, придающими соединительному шву дополнительные свойства в результате химического воздействия.
Горелка аргоновая с неплавящимся электродом используется в основном для ручной сварки. Сварщик при этом работает двумя руками: в одной удерживая горелку, второй подавая в ванночку с расплавленным металлом, присадочную проволоку.
Сварка с плавящимся электродом чаще используется в полуавтоматическом или полностью автоматизированном режиме.
Источники сварочного тока

Рисунок 2. Схема установки для аргоновой дуговой сварки.
В качестве источника сварочного тока можно использовать обычные сварочные аппараты с переменным или постоянным напряжением на выходе. Для сварки деталей из алюминия необходимо использовать переменный ток. Во всех остальных случаях предпочтительнее постоянный ток с прямой полярностью подключения. Также можно использовать инверторные сварочные аппараты и другие современные устройства, обеспечивающие необходимую мощность. Торговые организации предлагают большой модельный ряд полных комплектов и различных устройств для сварки в защитной среде от различных производителей. В продаже имеются горелки с регулятором силы тока и дисплеем, отображающим его величину. Но стоимость таких устройств может осилить лишь серьезное предприятие со стабильным объемом работ. Для домашней мастерской и небольших и периодических работ намного дешевле изготовить комплект оборудования самостоятельно, со временем модернизируя и расширяя его.
Вернуться к оглавлению
Устройство и принцип работы горелки
Общее устройство аргоновой горелки можно посмотреть на рисунке (рис.1). Основной частью горелки является резервуар для охлаждающей жидкости с двумя штуцерами, через которые она циркулирует. По центру резервуара установлен вольфрамовый электрод на диэлектрических кронштейнах с проводом и клеммой для подключения кабеля от сварочного аппарата. По свободному пространству вокруг электрода к соплу поступает газ от приемного штуцера. К штуцеру присоединяется шланг от баллона с газом. На рисунке показана общая схема установки для аргоновой дуговой сварки без системы охлаждения (рис.2).
Работает горелка аргонная следующим образом:

Рисунок 3. Схема использования угольной пластины.
- запускаются все устройства: система циркуляции охлаждающей жидкости, сварочный аппарат, открывается подача газа на горелку;
- при образовании защитного слоя зажигается дуга, детали разогреваются в месте начала сварки до температуры плавления, и в образовавшуюся ванночку подается присадочная проволока;
- как только образовалось четко видимое соединение между деталями, электрод и проволока перемещаются дальше по шву.
Жидкостное охлаждение горелки для аргона используется редко, в основном на предприятиях с высокой производительностью труда и круглосуточным режимом работы. В комплект такой системы должен входить насос, емкость с холодной жидкостью и устройство для охлаждения при замкнутой циркуляции жидкости. При разомкнутом цикле будет идти постоянный расход жидкости. Оба варианта требуют дополнительных материальных затрат, что не всегда оправдано. Стоимость горелки для аргонодуговой сварки с жидкостным охлаждением тоже значительно выше.
Вернуться к оглавлению
Как изготовить горелку своими руками
Горелку для аргонодуговой сварки можно собрать своими руками. Образец такого устройства показан на фото (фото 1). Рядом с горелкой находится хомут для крепления при работе в полуавтоматическом режиме. На фотографии показаны основные составные части устройства (фото 2).
Для изготовления цангового зажима использована латунь марки ЛС59-1. Зажим на одном конце имеет четыре прорези для фиксации электрода и прохождения аргона. В корпусе горелки, изготовленном из латуни такой же марки, вырезаны шесть прорезей и проточено установочное место для сопла. Оптимальным материалом для изготовления горелки является медь из-за более низкого удельного сопротивления и большей теплопроводности. Для уплотнения между корпусом и соплом нужно установить прокладку из термостойкой резины. Специальная гайка из стали затягивается от руки, фиксирует электрод и одновременно прижимает сопло.

Фото 1. Аргонодуговая горелка может иметь воздушное или жидкостное охлаждение.
Уплотнение гайки происходит при упоре на шайбу из фторопласта. С обратной стороны корпуса электрод уплотняется второй гайкой из стали с уплотняющей шайбой из фторопласта. В просверленное в корпусе отверстие впаивается медная трубка для подачи аргона. Шов выполнен тугоплавким серебряным припоем. Одновременно трубка исполняет функцию проводника для подключения электрода к сварочному аппарату. Место шва закрыто термоизоляционной втулкой из фторопласта, который свободно надет на трубку. На втором конце трубки припаяна конструкция для подключения сварочного кабеля и фиксации ручки.
Сварочный кабель подсоединяется к токосъему болтом М6 с шайбой. На стороне токосъема, направленной к головке, наружная резьба М12. Перед пайкой на трубку необходимо накрутить гайку и надеть шайбу. Этой гайкой зажимается ручка из эбонита, собранная из двух половинок. Ручку можно использовать от обычной газовой горелки или изготовить самостоятельно. В приемный штуцер на конце медной трубки нужно установить на резьбе дроссель с диаметром внутреннего отверстия 0,5 мм. Дроссель ограничит расход газа при работе и не допустит первичного удара при открытии клапана подачи газа.
Электроды желательно заточить на алмазном круге под углом около 40°. Оптимальная длина около 250 мм, но размер не критичен. Можно использовать то, что есть в наличии. Давление газа на горелку 1 кГс/м2, качество газа 99,993%. Расстояние от конца электрода до сопла около 4 мм, длина дуги 2,7-2,8 мм при работе в режиме полуавтомата.
Для сварки используется подключение прямой полярности, плюсовой провод на деталь, минусовой на электрод.
Для автоматической подачи при большом количестве одинаковых заготовок используется стол фрезерного станка со скоростью перемещения 80 мм/мин. На краях свариваемых деталей желательно расположить два отрезка из аналогичного материала для розжига дуги или можно использовать угольную пластину, изображенную на рисунке 3. Напряжение холостого хода на электродах номиналом 80 В обеспечивает легкий розжиг дуги. Начальный ток сварки 16 А при работе на заготовке возрастает до 22-24 А. Напряжение на электродах при работе порядка 12-12,5 В и зависит от длины дуги.
Вернуться к оглавлению
Основные преимущества сварки в среде аргона

Фото 2. Основные составные части горелки.
Главными преимуществами такой сварки являются:
- соединяемые поверхности не ведет в разные стороны из-за небольшой площади прогрева;
- на шве полностью отсутствует окалина и шлак;
- дуга маленького размера, но повышенной мощности позволяет выполнять работы за более короткий срок;
- простые приемы сварки позволяют быстро освоить данную технологию;
- возможность работать со многими металлами и их сплавами, которые нельзя сварить другим способом.
К недостаткам аргонодуговой сварки можно отнести следующее:
- затруднительная сварка на ветру или при сильных сквозняках из-за смещения защитного газового слоя;
- при использовании энергоемкой дуги для сварки необходимо дополнительное охлаждение;
- необходимость постоянной заправки баллонов газом.
Несмотря на все трудности, многие специалисты, освоившие сварку в защитной газовой среде, не хотят возвращаться к прежним способам сварки из-за преимуществ и возможностей такого метода.
expertsvarki.ru
Гост ручная аргонодуговая сварка
Аргонодуговая сварка нержавеющих сталей
Настоящая инструкция распространяется на ручную и автоматическую сварку в среде аргона нержавеющих сталей аустенитного класса.
В соответствии с требованиями инструкции разрешается производить сварку деталей из нержавеющих сталей типа Х18Н9Т с деталями из малоуглеродистой стали и никеля.
Инструкцией надлежит руководствоваться при проектировании, разработке технологических процессов, изготовление, контроле и приемке сварных узлов.
Отступления (ужесточение или снижение требований) от настоящей инструкции могут быть внесены в технологическую документацию на изделие по согласованию с главным технологом и представителем заказчика.
Материалы, оборудование, приспособления, инструмент даны в Приложении.
Выполнение аргонодуговой сварки меди должно производиться дипломированными сварщиками при соблюдении правил техники безопасности, изложенных в инструкции по ТБ.
К выполнению сварных работ допускать дипломированных сварщиков, имеющих право на производство работ по сварке нержавеющих сталей.
Подготовка деталей к сварке
Удалить со свариваемых поверхностей деталей масло и другие жировые загрязнения протиркой хлопчатобумажной тканью, смоченной бензином.
Произвести после обезжиривания дальнейшую подготовку деталей к сварке путем химического травления или механической зачистки свариваемых кромок.
Производить механическую зачистку или травление сварочной проволоки согласно соответствующей ТИ.
Производить механическую зачистку свариваемых деталей с двух сторон до металлического блеска на ширину 15-20 мм с помощью стальной щетки или шабера.
Примечание — На подготовленных к сварке кромках деталей не допускаются заусеницы, трещины, расслоения.
Протереть после механической зачистки кромки деталей хлопчатобумажной тканью, смоченной бензином.
Производить химическое травление деталей из нержавеющих сталей согласно соответствующей ТИ.
Производить отжиг тонколистовых деталей в вакуумной печи при температуре 900-950 °С в течение 20-30 мин. Рабочий вакуум 5×10-4 мм рт.ст.
Использовать подготовленные согласно данной инструкции детали и сварочную проволоку для сварки не позднее 72 ч.
Сварка
Выбор цанги, сопла и вольфрамового электрода горелки осуществлять исходя из соотношений, указанных в таблице 1.
| Диаметр вольфрамового электрода, мм | 1,5-2 | 2,5-3 | 3,5-4 | 4,5-6 |
| Диаметр выходного отверстия сопла, мм | 5-7 | 7-9 | 9-12 | 12-14 |
| Расход аргона, л/мин | 2-3 | 4-5 | 6-8 | 10-18 |
Примечание — Использование рекомендуемых соотношений позволяет обеспечивать хорошую защиту зоны сварного шва от воздействия окружающей среды.
Протереть цангу, сопло и вольфрамовый электрод горелки х/б тканью, смоченной спиртом. Протирку производить каждый раз перед началом смены.
Установить многослойную сетку с отверстием под вольфрамовый электрод между цангой и соплом горелки.
Закрепить вольфрамовый электрод в горелке таким образом, чтобы вылет его из сопла горелки не превышал 5-12 мм.
Перед началом смены проводить операции.
Проверить внешний вид сварочной установки, убедиться в отсутствии посторонних предметов и наличия заземления установки.
Подать на установку напряжение питания от силового распределительного щита.
Открыть вентиль баллона с аргоном. С помощью редуктора установить расход газа по ротаметру согласно таблице 2.
Производить сварку на постоянном токе прямой полярности.
Произвести сборку деталей или сборочных единиц под сварку с использованием кондуктора и сделать прихватки свариваемых кромок в диаметрально противоположных точках режимом согласно таблице 2.
Снять кондуктор с узла после прихватки и установить его в приспособление для сварки.
Сварку производить рекомендуемым режимом согласно таблице 2.
Примечание — Если сварной шов узла замкнутый, произвести перекрытие его по длине на 10-20 % от периметра шва.
По окончании сварки извлечь сваренный узел из приспособления.
Осмотреть узел с помощью лупы на отсутствие дефектов сварного шва. Швы должны иметь гладкую или мелкочешуйчатую поверхность без видимых дефектов: непроваров, подрезов, пор, трещин, незаплавленных кратеров.
Примечание — Окисление основной зоны (цвета побежалости) браковочным признаком не являются.
По окончании рабочей смены выключить установку и закрыть вентиль редуктора баллона.
Зачистку сварного шва с целью установления окалины, выплесков и наплывов металла производить по маршрутной карте на изготовление узла.
Марки стальной сварочной проволоки (присадочного материала) в зависимости от марок стали свариваемых деталей указаны в таблице 3.
| Автоматическая сварка, вольфрамовым электродом без присадки | |||||||
| 0,8 | 60-100 | 9-10 | 30-50 | 2,0 | — | 6-8 | 1-2 |
| 1,0 | 70-100 | 9-10 | 25-40 | 2,0 | — | 6-8 | 1-2 |
| 1,5 | 100-160 | 10-12 | 20-35 | 3,0 | — | 9-10 | 2-3 |
| 2,0 | 160-180 | 12-13 | 20-30 | 3,0 | — | 10-12 | 2-3 |
| 2,5 | 180-200 | 12-15 | 20-30 | 3,0 | — | 10-12 | 3-4 |
| 3,0 | 200-220 | 12-15 | 20-30 | 4,0 | — | 12-14 | 3-4 |
| Автоматическая сварка, вольфрамовым электродом с применением присадки | |||||||
| 1,0 | 70-120 | 9-10 | 20-25 | 2,0 | 0,5-0,8 | 6-8 | 1-2 |
| 1,2 | 70-120 | 9-10 | 20-25 | 2,0 | 0,8-1,2 | 6-8 | 1-2 |
| 1,5 | 120-150 | 10-12 | 20-25 | 3,0 | 1,2-1,6 | 9-10 | 2-3 |
| 2,0 | 170-200 | 10-12 | 20-25 | 3,0 | 1,2-1,6 | 9-10 | 2-3 |
| 2,5 | 180-210 | 12-15 | до 20 | 4,0 | 1,6-2,0 | 10-12 | 3-4 |
| 3,0 | 200-240 | 12-15 | до 20 | 4,0 | 1,6-2,0 | 10-12 | 3-4 |
| Ручная сварка вольфрамовым электродом | |||||||
| 1,0 | 45-65 | — | — | 2,0 | 1,2-1,6 | 5-8 | 1-2 |
| 1,5 | 45-70 | — | — | 2,0 | 1,2-1,6 | 5-8 | 1-2 |
| 2,0 | 70-90 | — | — | 2,0 | 2,0 | 8-10 | 2-3 |
| 2,5 | 80-100 | — | — | 3,0 | 2,0-2,5 | 10-12 | 2-3 |
| 3,0 | 100-130 | — | — | 3,0 | 2,0-2,5 | 10-12 | 2-3 |
| 12Х18Н9 | Св-04Х19Н9 |
| 12Х18Н9Т | Св-06Х19Н9Т |
| 12Х18Н10Т | Св-07Х19Н10Б |
Контроль качества сварки
Выполнять сплошной контроль качества сварных швов после окончания сварки с помощью лупы в соответствии с чертежом.
Произвести осмотр сварных швов по всей длине с обеих сторон.
Произвести разбраковку дефектом сварных швов согласно требованиям таблицы 4.
Подваривать дефектные участки сварных швов допускается не более двух раз.
Браковать окончательно сварные узлы, имеющие в сварных швах дефекты, размеры которых более допустимых к исправлению.
| Смещение кромок свариваемых деталей | Величиной до 0,1δ по всей длине шва | Величиной более 0,1δ по всей длине шва |
| Непровары | Не допускаются | Любой протяженности |
| Трещины | Не допускаются | Общей длиной до 15 мм |
| Прожог | Не допускается | Не более 1 |
| Подрезы | Глубиной до 0,1δ | Глубиной более 0,1δ |
| Раковины | Глубиной до 0,2δ | Глубиной более 0,2δ |
| Диаметром до 0,5δ – не более 2-х штук | Диаметром до 0,5δ – не более 5-ти штук | |
| Поры и вольфрамовые включения | Диаметром до 0,4δ – не более 3-х штук | Диаметром более 0,4δ – до 0,1δ не более 6-ти штук |
| Скопления мелких пор и вольфрамовых включений | Суммарной площадью до 5 мм2 | Суммарной площадью до 15 мм2 |
| Проплавы не представляющие пористого провисания и не мешающие дальнейшей сборке | 100 % |
Примечание — При измерении дефектов сварных швов необходимо пользоваться инструментом: штангенциркулем, щупом, специальными шаблонами или др.
Материалы
- Вольфрам лантанированный в виде прутков с содержанием лантана (1,3-1,8) % ТУ 48-19-27-88.
- Аргон газообразный, сорт высший ГОСТ 10157-79.
- Проволока стальная сварочная ГОСТ 2246-70.
- Ткань х/б бязевой группы ГОСТ 29298-92.
- Перчатки трикотажные ГОСТ 5007-87.
- Бензин «Галоша» ТУ 38-401-67-108-92.
- Спирт этиловый технический ГОСТ 17299-78.
- Аргон высокий чистоты типа «ВЧ» ТУ 6-21-12-94 (для деталей из нержавеющей стали толщиной 0,15-0,8 мм).
Оборудование, приспособления и инструмент
- Источник питания типа ПС-300, ПС- 300М, ПСО-500, ВКСМ-1000, УДГ-3010 УЖЛУ или УДГ-101 для сварки в среде защитных газов с комплектом сварочных горелок, цанг и сопел.
- Реостат типа РБ-200 или РБ-300.
- Редуктор баллонный ТУ 26-05-90-87.
- Ротаметр типа РМ-11 или РМ-1 ГОСТ 13045-81.
- Манометр ДМ 60-0,2 МПа-4 ГОСТ 2405-88.
- Набор резиновых трубок технических ГОСТ 5496-78 (для подачи защитных газов и воды в горелку).
- Шлем-маска защитная сварочная с набором защитных сварочных стекол ЭС-100, ЭС-300, ЭС-500 ТУ 38.11.0208-86.
- Очки герметичные защитные ГОСТ 12.4.001-80.
- Щетки стальные из нержавеющей проволоки диаметра (0,2-0,3) мм ГОСТ 18143-72.
- Сборочно-сварочные приспособления.
- Лупа ЛП-1-5 ГОСТ 25706-83.
- Штангенциркули ГОСТ 166-89.
- Линейка металлическая ГОСТ 427-75.
- Устройство для ламинарного истечения газа для горелки.
weldworld.ru
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры (с Изменениями N 1, 2, 3), ГОСТ от 28 июля 1976 года №14771-76
ГОСТ 14771-76
Группа В05
МКС 25.160.40
Дата введения 1977-07-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 28.07.76 N 1826 дата введения установлена 01.07.77 Ограничение срока действия снято Постановлением Госстандарта от 18.06.92 N 553 ВЗАМЕН ГОСТ 14771-69 ИЗДАНИЕ (декабрь 2006 г.) с Изменениями N 1, 2, 3, утвержденными в марте 1982 г., декабре 1986 г., январе 1989 г. (ИУС 6-82, 3-87, 4-89)
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых дуговой сваркой в защитном газе.
Стандарт не устанавливает основные типы, конструктивные элементы и размеры сварных соединений стальных трубопроводов по ГОСТ 16037-80.
2. В стандарте приняты следующие обозначения способов сварки: ИН - в инертных газах, неплавящимся электродом без присадочного металла; ИНп - в инертных газах неплавящимся электродом с присадочным металлом; ИП - в инертных газах и их смесях с углекислым газом и кислородом плавящимся электродом; УП - в углекислом газе и его смеси с кислородом плавящимся электродом.
3. Основные типы сварных соединений должны соответствовать указанным в табл.1.
Таблица 1
| Тип соединения | Форма подготовленных кромок | Характер выполненного шва | Форма поперечного сечения | Толщина свариваемых деталей, мм, для способов сварки | Условное обозна- чение сварного соеди- нения | ||||||
| подготовленных кромок | выполненного шва | ИН | ИНп | ИП | УП | ||||||
| Стыковое | С отбортовкой двух кромок | Односторонний | 0,5-2,0 | - | 0,5-4,0 | 0,5-4,0 | С1 | ||||
| - | 0,8-4,0 | 1,0-12,0 | 1,0-12,0 | С28 | |||||||
| С отбортовкой одной кромки |
| 0,5-2,0 | - | 0,5-4,0 | 0,5-4,0 | С3 | |||||
| Без скоса кромок | 0,5-4,0 | 0,8-6,0 | 0,8-6,0 | 0,8-6,0 | С2 | ||||||
| Односторонний на съемной подкладке | 0,8-8,0 | С4 | |||||||||
| Односторонний на остающейся подкладке | 0,5-4,0 | 0,8-6,0 | 0,8-6,0 | 0,8-8,0 | С5 | ||||||
| Односторонний замковый | С6 | ||||||||||
| Двусторонний | 3,0-6,0 | 3,0-6,0 | 3,0-6,0 | 3,0-12,0 | С7 | ||||||
| Co скосом одной кромки | Односторонний | - | 3,0-10,0 | 3,0-10,0 | 3,0-60,0 | С8 | |||||
| Односторонний на съемной подкладке | С9 | ||||||||||
| Односторонний на остающейся подкладке | С10 | ||||||||||
| Односторонний замковый | - | 3-10 | 3-10 | 3-40 | С11 | ||||||
| Двусторонний | - | 3-60 | С12 | ||||||||
| С криволинейным скосом одной кромки | - | - | 18-100 | 18-100 | С13 | ||||||
| С ломаным скосом одной кромки | - | - | С14 | ||||||||
| С двумя симметричными скосами одной кромки | - | 6-20 | 8-100 | 8-100 | С15 | ||||||
| С двумя симметричными криволинейными скосами одной кромки | Двусторонний | - | - | 30-120 | 30-120 | С16 | |||||
| Со скосом двух кромок | Односторонний |
| - | 3-10 | 3-10 | 3-60 | С17 | ||||
| Односторонний на съемной подкладке | С18 | ||||||||||
| Односторонний на остающейся подкладке | - | C19 | |||||||||
| Односторонний замковый | - | С20 | |||||||||
| Двусторонний | - | С21 | |||||||||
| Со ступенчатым скосом двух кромок | Односторонний | - | 4-20 | 4-20 | - | С22 | |||||
| С криволинейным скосом двух кромок | Двусторонний | - | - | 24-100 | 24-100 | С23 | |||||
| С ломаным скосом двух кромок | - | - | 24-100 | 24-100 | С24 | ||||||
| С двумя симметричными скосами двух кромок | - | 6-20 | 6-120 | 6-120 | С25 | ||||||
| С двумя симметричными криволинейными скосами двух кромок | - | - | 26,0-120,0 | 26,0-120,0 | C26 | ||||||
| С двумя симметричными ломаными скосами двух кромок | - | - | - | С27 | |||||||
| Угловое | С отбортовкой одной кромки | Односторонний | 0,5-3,0 | 0,5-3,0 | 0,5-4,0 | 0,5-4,0 | У1 | ||||
|
| - | 0,8-4,0 | 1,0-12,0 | 1,0-12,0 | У2 | ||||||
| Без скоса кромок | - | 0,8-4,0 | 0,8-8,0 | 0,8-8,0 | У4 | ||||||
| - | 0,8-10,0 | 0,8-30,0 | 0,8-30,0 | ||||||||
| Двусторонний | - | 0,8-4,0 | 0,8-12,0 | 0,8-12,0 | У5 | ||||||
| - | 0,8-10,0 | 0,8-30,0 | 0,8-30,0 | ||||||||
| Со скосом одной кромки | Односторонний | - | 3,0-10,0 | 3,0-10,0 | 3,0-60,0 | У6 | |||||
| Двусторонний | - | 3-10 | 3-10 | 6-60 | У7 | ||||||
| С двумя симметричными скосами одной кромки | - | 6-20 | 6-20 | 6-100 | У8 | ||||||
| Со скосом двух кромок | Односторонний | - | 3-20 | 3-20 | 3-60 | У9 | |||||
| Двусторонний | - | У10 | |||||||||
| Тавровое | Без скоса кромок | Односторонний | - | 0,8-40,0 | 0,8-40,0 | 0,8-40,0 | T1 | ||||
| Двусторонний | - | 0,8-40,0 | 0,8-40,0 | 0,8-40,0 | Т3 | ||||||
| Со скосом одной кромки | Односторонний | - | 3-10 | 3-60 | 3-60 | Т6 | |||||
| Двусторонний | Т7 | ||||||||||
| С двумя симметричными скосами одной кромки | Двусторонний | - | 6-20 | 6-80 | 6-80 | Т8 | |||||
| - | - | 12-100 | 12-100 | Т9 | |||||||
| Нахлесточное | Без скоса кромок | Односторонний | 0,8-4,0 | 0,8-10,0 | 0,8-60,0 | 0,8-60,0 | Н1 | ||||
| Двусторонний | 0,8-4,0 | 0,8-10,0 | 0,8-60,0 | 0,8-60,0 | Н2 |
4. Конструктивные элементы сварных соединений, их размеры и предельные отклонения по ним должны соответствовать указанным в табл.2-47. Кроме указанных способов сварки, допускается применять другие способы дуговой сварки в защитных газах.
Таблица 2
Размеры, мм
| Условное обозна- чение сварного соеди- нения | Конструктивные элементы | Способ сварки | , не более | ||||||
| подготовленных кромок свариваемых деталей | шва сварного соединения | Номин. | Пред. откл. | ||||||
| С1 | ______________ * Размер для справок | ИН | 0,5-0,9 | 0 | +0,2 | От до 2 | От до 3 | 1,5()+1,5 | |
| 1,0-1,4 | +0,3 | ||||||||
| 1,5-2,0 | +0,5 | ||||||||
| ИП, УП | 0,5-1,4 | 1,5()+2,5 | |||||||
| 1,5-4,0 | +1,0 |
Таблица 3
Размеры, мм
| Условное обозна- чение сварного соеди- нения | Конструктивные элементы | Способ сварки | , не более | ||||
| подготовленных кромок свариваемых деталей | шва сварного соединения | Номин. | Пред. откл. | ||||
| С28 | ИНп | 0,8-1,9 | 3s+2,0 | 0 | +1,0 | ||
| 2,0-4,0 | 2s+2,0 | +1,5 | |||||
| ИП, УП | 1,0-1,9 | 3s+2,0 | +1,0 | ||||
| 2,0-6,0 | 2s+3,0 | ||||||
| 7,0-9,0 | +2,0 | ||||||
| 10,0-12,0 | 2s+4,0 | +3,0 |
Таблица 4
Размеры, мм
| Условное обозна- чение сварного соеди- нения | Конструктивные элементы | Способ сварки | , не более | ||||||
| подготовленных кромок свариваемых деталей | шва сварного соединения | Номин. | Пред. откл. | ||||||
| С3 | ________________ * Размер для справок | ИН | 0,5-0,9 | 0 | +0,2 | 3+1,5 |
docs.cntd.ru
АРГОНОДУГОВАЯ СВАРКА
Аргон - бесцветный газ, в 1,38 раза тяжелее воздуха, с большинством элементов он не образует химических соединений и нерастворим в жидких и твердых металлах. Аргон получают из воздуха переохлажденного до низких отрицательных температур путем избирательного испарения при температурах выше –185°С,
Согласно ГОСТ 10157-79 выпускают три марки аргона различной чистоты: В - 99,99%, I- 99,96% в II - 99,90% (указаны проценты чистого аргона, остальное - примеси кислорода и азота). Поставляется и хранится аргон в сжатом газообразном состоянии в стальных баллонах под давлением 15 MПa.
Аргонодуговой сваркой можно сваривать изделия по двум схемам: неплавящимся и плавящимся электродами.
Сварку неплавящимся электродом применяют, как правило, при соединении металлов толщиной 0,1 ... 6 мм; плавящимся электродом - от 3 и более.
В качестве неплавящегося электрода применяют вольфрамовые прутки по ГОСТ 23949 – 80, марки ЭВЧ, ЭВЛ, ЭВИ. Диаметр вольфрамового электрода выбирается в зависимости от величины сварочного тока (табл.8)
Таблица 8
| Сила тока, A | 20-60 | 60-120 | 120-180 | 180-260 | 260-320 | 320-500 |
| Диаметр вольфрамового электрода, мм | 1-2 |
Сварку неплавящимся электродом обычно ведут на постоянном токе прямой полярности. Для сварки Al сплавов используется постоянный ток обратной полярности либо переменный с использованием осцилляторов, что позволяет за счет эффекта катодного распыления разрушить окисные пленки.
Рис. 37.
Для сварки неплавящимся электродов в среде защитных газов необходимо иметь (рис. 25): 1 – присадочный пруток или проволоку; 2 – сопло; 3 – токоподводящий мундштук; 4 – корпус горелки; 5 – неплавящийся вольфрамовый электрод;
6 – рукоять горелки; 7 – атмосферу защитного газа; 8 – сварочную дугу; 9 – ванну расплавленного металла.
Дуга горит между вольфрамовым электродом и свариваемым изделием. В зону пламени дуги подается присадочный пруток, изготовленный из материала, близкого по химическому составу к основному металлу. Металлический пруток и основной металл образуют ванну расплавленного металла. Сварка осуществляется специальной горелкой, в которой укреплен электрод, по каналу горелки в зону дуги подается аргон.
При переменном токе максимально допустимый ток I = 60d, I - сила тока, A; d – диаметр электрода, мм (табл. 7) (вид соединения - встык),
При сварке на постоянном токе прямой полярности с горелками без водяного охлаждения максимально допустимый сварочный ток определяют по формуле:
Iсв = 80 d, А (10)
При сварке с водяным охлаждением сварочный ток увеличиваю на 20-30 %.
Режимы для аргонодуговой сварки неплавящимся электродом
Таблица 9.
| Толщина металла, мм | Сварочный ток, А | Диаметр проволоки, мм | Расход газа, л/мин | Скорость сварки, см/мин |
| 1,0 1,5 2,0 | 30 – 40 45 – 70 70 – 120 | 1,6 1,6 2,0 | 3 – 4 4 – 5 5 – 6 | 12 – 28 10 – 20 8 – 18 |
При ручной сварке диаметр присадочного прутка определяют по формуле:
, мм (11)
где S – толщина металла, мм.
Сварочный пост для ручной сварки на постоянном токе включает источник постоянного тока, специальную горелку, баллон с газом, редуктор, ротаметр для измерения расхода газа и др.
Для сварки на постоянном токе в качестве источника питания применяют сварочные генераторы, сварочные выпрямители.
Сварку в среде аргона применяют для нержавеющих, жаропрочных сталей и алюминиевых сплавов.
При аргонодуговой сварке, выполненной неплавящимся электродом, формируется сварной шов по ГОСТ 14771-76.
Дата добавления: 2016-11-04; просмотров: 696; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Похожие статьи:
poznayka.org
Все о ручной сварке: виды, возможности и варианты применения
Сваркой металла называется технологический процесс создания неразъемного соединения деталей посредством образования прочной межатомной связи. Возникновение такой устойчивой связи может происходить вследствие разных физических процессов. Эти процессы образуют три основных класса сварки, в соответствии с ГОСТ 19521-74:
- термическую (сварка плавлением без приложения давления)
- термомеханическую (плавление с приложением давления)
- давлением.
В настоящее время существует множество видов сварки. Число их постоянно растет. Разделяют виды сварки по таким техническим признакам:
- по непрерывности процесса
- по методу и характеру защиты металла в сварочной зоне
- по типу защитного газа
- по степени механизации
По типу механизации сварку делят на:
- автоматическую
- автоматизированную
- механизированную
- ручную.
Развитие автоматизированных методов сварочных работ привело к значительному увеличению скорости и качества процесса. При этом, у ручной сварки есть свои преимущества, которые делают ее незаменимой в ряде случаев:
- возможность применения в труднодоступных местах;
- доступность для работы в различных пространственных положениях;
- быстрота перехода от одного свариваемого материала к другому;
- широкий выбор марок электродов, позволяющий проведение сварки различных типов стали;
- удобство транспортировки и простота обслуживания сварочного оборудования.
При помощи ручной сварки решаются многочисленные задачи в строительстве, производстве, сфере обслуживания и быту.
Ручная электродуговая сварка металла может производиться при помощи двух типов электродов. Электродами называются специальные стержни с защитным покрытием, изготовленные из сварочной проволоки. Наиболее распространенная технология — сварка плавящимися электродами. Кромки электрода и изделия, соприкасаясь, образуют электрическую дугу, которая расплавляет металл, образуя сварочную ванну. При смешивании металла электрода и изделия образуется сварной шов. Расплавленный шлак поднимается на поверхность. Окончательная обработка при последующем затвердении, необходима для работы со швами, покрытыми шлаками.
Пространственное положение, величина и форма кромок свариваемых поверхностей, скорость перемещения дуги — эти факторы влияют на размеры сварочной ванны. Постепенное плавление электрода вынуждает сварщика производить плавное движение вниз для сохранения длины дуги. Перемещение вдоль оси шва необходимо для заполнения разделки. Ширина шва формируется вследствие поперечного движения руки.
Положение швов в пространстве разделяют на нижнее (до 60º), вертикальное (60-120º) и потолочное (120-180º). Наиболее простым для работы является нижнее положение шва. Удержание сварочной ванны необходимо для исключения непроваров и прожогов при дуговой сварке. Достигается оно использованием подкладки (съемной медной или несъемной стальной) и наложением дополнительного подварочного шва.
Вертикальное положение затрудняет формирование шва вследствие стекания расплавленного металла. Производительность сварки в этом случае падает. Особенно трудоемким становится создание горизонтальных швов.
Для качественного выполнения сварки в потолочном положении необходимо максимально уменьшить размеры сварочной ванны. Это достигается применением электродов малого диаметра, снижением силы тока и созданием коротких замыканий.
Технология ручной дуговой сварки с применением плавящихся электродов отличается большей производительностью, но требует удаления шлака, который образуется поверх шва, по мере выполнения работ.
Ручная аргонодуговая сварка происходит с использованием неплавящегося электрода. Сварщик держит в одной руке аргоновую горелку, а в другой — присадочную проволоку. Горелка представляет собой цилиндрическую ручку, внутри которой при помощи специального держателя крепится вольфрамовый электрод. Через сопло на свариваемое изделие подается защитный газ. Аргон является инертным элементом, он вытесняет воздух из сварочной зоны и препятствует химической реакции расплавленного металла.
Дуга создается бесконтактным способом. Для этого используется специальное устройство, называемое осциллятором. Предназначение осциллятора — создание высоковольтных высокочастотных импульсов. Под действием импульсов происходит ионизация дугового промежутка и зажигается дуга. Технология ручной аргонодуговой сварки требует более высокой квалификации сварщика. При этом, количество видов свариваемых материалов и качество швов значительно выше, чем у электродуговой сварки, выполняемой своими руками. Электродами, покрытыми загрязнениями, невозможно качественное проведение дуговой сварки. Чистота кромки электрода нарушается при соприкосновении со свариваемым металлом.
Полуавтоматическая сварка является одним из видов ручной сварки. Подача электрода (сварочной проволоки) производится автоматически. Ручным процессом является перемещение дуги по линии сваривания. Полуавтоматическая сварка отличается наименьшей трудоемкостью и высокой производительностью. Используется, главным образом, для сварки нержавеющих, низколегированных и низкоуглеродистых сталей.
Основное применение контактной сварки происходит в промышленных масштабах. Точечная сварка своими руками — единственный вид контактной сварки, доступный в домашних условиях. Технология процесса предусматривает размещение свариваемых деталей между электродами. Затем происходит нагревание поверхности, вследствие прохождения сварочного тока, и последующая пластическая деформация. Ручная точечная сварка отличается высокой экономичностью и прочностью образующихся швов.
Самодельный сварочный аппарат для точечной сварки можно сделать в домашних условиях своими силами. Настольный вариант применяется наиболее часто. Основные компоненты: сварочный трансформатор, полупроводниковый тиристор и реле времени. Электроды изготавливаются, в основном, из меди с примесью хрома и цинка. Реже применяются сварочные стержни, созданные на основе бронзы и вольфрама. Диаметр точек соединения должен быть в 2-3 раза больше, чем толщина детали соединения. Своими руками производят контактную сварку при ремонте бытовой техники, кухонных приборов.
ГАЗОВАЯ СВАРКА
Еще один вид сварочных работ. Технология газовой сварки заключается в газопламенной обработке металла специальной горелкой. Горючим газом для газовой сварки выступает ацетилен. Реже используются водород, метан, пропан, пары керосина. Сжигание происходит в парах кислорода для эффективного достижения высокой температуры.
Особое значение при газовой сварке придается соблюдению правил противопожарной безопасности. Все виды горючих газов являются взрывоопасными. Детонация может быть вызвана превышением допустимого давления и быстрым нагреванием до температуры 500ºC.
Основным инструментом в работе газосварщика является горелка. Она служит для образования горючей смеси ацетилена и кислорода. Газовые горелки бывают инжекторного и безинжекторного типа. Сварочные горелки комплектуются сменными наконечниками для работ с деталями разной толщины.
Газовая сварка используется при обработке легированной и углеродистой стали, чугуна и цветных металлов. Дефекты отливок, сколы, трещины труб исправляются при помощи ручной газовой сварки.
Процессы сварочных работ, применяемое оборудование, техника безопасности, контроль и качество строго регламентированы ГОСТами. Вот некоторые из них:
ГОСТ Р ИСО 17659-2009 определяет многоязычные термины для сварочных соединений
ГОСТ 5264-80 и ГОСТ 11534-75 разработаны для ручной дуговой сварки
ГОСТ 14771-76 и ГОСТ 23518-79 устанавливают основные требования для дуговой сварки в защитном газе
ГОСТ 10157-79 регламентирует технические условия для Аргона
ГОСТ 5583-78 предусматривает технические условия для Кислорода.
Похожие статьиgoodsvarka.ru
www.samsvar.ru
технология ручного сваривания, оборудование, аппарат (инвертор), горелка
 Аргонодуговая сварка – это достаточно распространенная технология, применяемая в процессе сборки конструкций из любых металлов. Главная «фишка» такой технологии – неплавящийся электрод, генерирующий электрическую дугу в среде инертного газа (аргона).
Аргонодуговая сварка – это достаточно распространенная технология, применяемая в процессе сборки конструкций из любых металлов. Главная «фишка» такой технологии – неплавящийся электрод, генерирующий электрическую дугу в среде инертного газа (аргона).
Подобное решение позволяет использовать для соединения деталей присадочную проволоку, расплавляемую электрической дугой в среде, отсеченной от кислородосодержащей атмосферы. В итоге, аргонно-дуговая сварка гарантирует формирование чистого и прочного шва. Причем процесс генерации качественного неразъемного соединения доступен даже начинающим сварщикам.
На этой странице мы познакомим наших читателей со всеми нюансами технологии сваривания металлов аргонодуговым методом. Эта информация будет интересна и начинающим сварщикам и заказчикам сварных работ, рассчитывающим на быстрый и по-настоящему качественный результат.
Технология аргонно-дуговой сварки
Интересующая нас технология предполагает непрерывный обдув сварочного шва аргоном – инертным газом, плотность которого больше плотности воздуха почти на 40 процентов. Струящийся из сопла горелки газ будет двигаться сверху вниз, стекая в сварочную ванну и вытесняя кислородосодержащую среду (воздух).
Сам процесс сварки происходит за счет генерации дуги между встроенным в сопло электродом и свариваемой заготовкой. Полученная за счет разности потенциалов между катодом и анодом (электродом и деталью) дуга расплавляет не только кромки соединяемых деталей, но и присадочную проволоку, размягчив которую можно заполнить пустоты в стыке.
 Причем процесс заполнения шва можно выстроить на основе крупнокапельного или струйного переноса электродного (присадочного) металла. Крупнокапельное заполнение осуществляется при силе тока от 120 до 240 Ампер.
Причем процесс заполнения шва можно выстроить на основе крупнокапельного или струйного переноса электродного (присадочного) металла. Крупнокапельное заполнение осуществляется при силе тока от 120 до 240 Ампер.
Струйный перенос возможен при токах от 260 Ампер и выше. Однако аргонодуговая сварка неплавящимся электродом из вольфрама (Tungsten Inert Gas), питаемым от импульсных источников, позволяет получить непрерывную струю даже при силе тока в 100 ампер.
Достоинства и недостатки аргонодуговой сварки
Основные преимущества TIG технологии это:
-
Слабый нагрев самого свариваемого металла, что позволяет избежать изменений в кристаллической решетке материала и отказаться от отпуска детали после монтажа.
- Практически абсолютная защита сварочной ванны, и, как результат — повышение качества шва.
- Огромная мощность генерируемой дуги, порождаемой токами силой в сотни Ампер. Разумеется, с повышением мощности растет и скорость сваривания.
- Универсальность процесса. Аргонодуговая сварка tig типа (с неплавким электродом из вольфрама) используется для стыковки любых металлов: от стали до титана. Причем конструкционные материалы стыкуемых деталей могут быть разными.
- Адаптивность технологии к автоматическому способу сварки. Техпроцесс аргонодуговой сварки очень легко автоматизировать. Неплавкий электрод и защищенная сварочная ванна дают хорошую базу для адаптации, а подача проволоки (присадки) реализуется достаточно просто.
Главные недостатки аргонодуговой технологии это:
 Потребность в длительном обдуве сварочной ванны даже после отключения дуги. По технологии аргон должен поступать в зону сваривания до тех пор, пока шов не остынет хотя бы до 400 градусов по Цельсию.
Потребность в длительном обдуве сварочной ванны даже после отключения дуги. По технологии аргон должен поступать в зону сваривания до тех пор, пока шов не остынет хотя бы до 400 градусов по Цельсию.- Отсутствие возможности задействовать технологию вне помещения в ветреную погоду. Аргонодуговая технология это практически «кабинетная» сварка. Любой порыв ветра попросту сдует аргоновое облако. В итоге, сварочная ванна окажется беззащитной перед атмосферным кислородом.
- Высокий уровень ультрафиолетового излучения, генерируемого заключенной в аргоновое облако дугой.
Оборудование для аргонодуговой сварки
По типу конструкции аргонодуговое оборудование можно разделить на:
- Аппараты с неплавящимся электродом, предназначенные для ручной сварки.
- Аппараты с неплавящимся электродом, предназначенные для автоматической сварки.
- Аппараты с плавящимся электродом, предназначенные для автоматической сварки.
Из вышеперечисленных конструкций для новичков подойдет лишь «ручной» аппарат аргонодуговой сварки. Ну а профессионалы владеют любой разновидностью сварочного оборудования.
С точки зрения заказчика сварочных работ, наиболее приемлемым вариантом сварочного аппарата, применяемого для мелкосерийного производства, будет «ручной» тип оборудования. Ну а в крупносерийном производстве лучше всего использовать автоматический аппарат с неплавким электродом.
По способу генерации «зажигания» сварочной дуги все вышеперечисленное оборудование делится на:
- Аппараты, формирующие дугу во время прямого соприкосновения электрода с изделием.
- Аппараты, формирующие дугу с помощью особого блока – осциллятора.
- Аппараты, формирующие дугу с помощью выводных планок.
С точки зрения практиков, проще и выгоднее пользоваться аппаратом с осциллятором. Он гарантирует сохранение целостности электрода и функционирует лучше выносной планки.
") Помимо самого аппарата к категории сварочного оборудования можно причислить и вспомогательные инструменты и приспособления: зажим для провода (обратного), кабели, резервуар для аргона, накопитель для проволоки (барабан) и прочее.
Помимо самого аппарата к категории сварочного оборудования можно причислить и вспомогательные инструменты и приспособления: зажим для провода (обратного), кабели, резервуар для аргона, накопитель для проволоки (барабан) и прочее.
Кроме того, в комплект оборудования входит горелка для аргоно-дуговой сварки – особое приспособление, объединяющие систему подачи аргона, неплавящийся электрод (его зажимают в цанговом патроне горелки) и транспортер проволоки (используется в полуавтоматических аппаратах).
А еще в комплект дополнительного оборудования входит и кислородный баллон. Ведь кислородно-аргоновая смесь, с содержанием первого компонента не более 2-3 процентов, позволяет сэкономить время на очистке шва. Вся грязь просто выгорает в слабонасыщенном кислородом аргоне.
Ручная аргоно-дуговая сварка: обзор процесса
Соединение элементов металлоконструкции сваркой начинается с раскроя заготовок и сборки на сварочном столе полуфабриката, состоящего из точно подогнанных деталей.
Заготовки отрезаются от мерных отрезков металлопроката болгаркой, а составляемый на столе полуфабрикат можно зафиксировать в нужном положении струбцинами или специальными направляющими.
После этого нужно подготовить инвертор аргонно дуговой сварки. К соответствующим разъемам аппарата подключают шланги с газом, провода и шланги, ведущие к горелке. На пульте управлением аппаратом выбирают тип (переменный или постоянный) и выставляют желаемую силу тока. После этого можно приступать к свариванию конструкции.
Процесс сваривания начинают с подачи в рабочую зону аргона и активации дуги. Проволоку вводят в зону горения дуги по направлению навстречу движения неплавкого электрода. Причем расплавляемая проволока для аргонодуговой сварки, а точнее ее конец, должна находиться в аргоновом облаке до полного остывания шва.
Опытный сварщик подает проволоку в сварочную ванну и перемещает горелку вдоль оси шва с одинаковой скоростью. При этом горелка располагается под углом 75 градусов к свариваемой плоскости и движется справа налево. Проволока перемещается перед электродом, вдоль шва.
В финале выполняют заваривание кратера и 5-10 секундный обдув этой зоны аргоном (при неработающей дуге).
steelguide.ru