Аргонная сварка: сфера применения и особенности работы. Аргоновая сварка как работает
Аргонодуговая сварка: сущность и технология
Сварочные процессы все реже обходятся без применения защитных газовых сред. Исключение контакта между заготовкой и кислородом обеспечивает более качественный результат с получением крепкого и долговечного шва. В этом смысле аргонодуговую сварку можно назвать оптимальным способом формирования металлических стыков и соединений. Аргон не мешает выполнению розжига, в дальнейшем позволяя реализовывать термическое воздействие с нужными параметрами.
Сущность метода
Технология предусматривает создание термической дуги, после чего непосредственное соединение и резка заготовки под расплавом осуществляется в среде защитного газа. Способ отличается мобильностью, оптимальными показателями провара и возможностью обработки широкого спектра металлов и сплавов. Качество формируемого шва будет определяться двумя факторами: составом покрытия электрода и газовой смесью. Что касается первого, то обычно используют вольфрамовые расходники, внешний слой которых при расплаве модифицирует структуру шва. Защитный газ при аргонодуговой сварке также может иметь разные параметры как по составу смеси, так и по интенсивности подачи, которая регулируется вручную или на программном уровне через настройки аппарата. Несмотря на название, помимо аргона практикуется и создание газовой защиты при помощи гелия. Его смеси позволяют аккуратно и безопасно работать с тонкими листами алюминия, в частности. Аргон, в свою очередь, чаще используется при сварке нержавеющей стали, низкоуглеродистых, магниевых и титановых сплавов.
Сварочные аппараты для сварки с аргоном

В работе могут использоваться разные по конструкции приборы. Так, в профессиональной сфере чаще задействуют крупногабаритные трансформаторные модели, которые хорошо переносят внешние негативные факторы и отличаются низкой чувствительностью к влажности. В мастерских и домашних хозяйствах более распространены инверторные аппараты, отличающиеся легкостью, компактностью и высокой эргономикой. Сам принцип инверторной сварки предполагает необходимость преобразования частоты тока от номинальных 50/60 Гц до 100 КГц в среднем.
К универсальным аппаратам этой группы можно отнести модели серии AC/DC. Аргонодуговая сварка на таком оборудовании может производиться в условиях постоянного и переменного тока с режимами TIG и MMA. В частности, большинство современных инверторов средней мощности позволяют выполнять сварку в следующих форматах:
- Механизированным способом в газовой среде.
- С подключением порошковой проволоки.
- Ручным дуговым способом.
В каждом случае, независимо от режима, подбираются также индивидуальные характеристики сварки в параметрах тока и напряжения. Расширенный функционал оборудования может предусматривать настройку скорости подачи проволоки и величину индуктивности.
Используемые горелки
В операциях сварки задействуются специальные газосварочные горелки, выполняющие задачи нагрева и плавления заготовки. Данный инструмент может иметь разные параметры по расходу газа, подключающей инфраструктуры и совместимости с наконечниками. Сегодня чаще используются пропановые и ацетиленовые горелки для аргонодуговой сварки, благодаря которым обеспечивается экономный расход газовой смеси. Для предотвращения утечек в их конструкции предусматривают специальный вентильный механизм.

Планируя организацию газосварочных работ, важно учесть характеристики источника активной смеси. Для поддержания оптимального давления при использовании центральной магистрали или газового баллона будет не лишним предусмотреть возможность подключение редуктора. Это регулятор, который фиксируется в точке соединения с газовым патрубком посредством упорного винта и хомута. При покупке редуктора важно учесть его совместимость с горючими и негорючими смесями.
Используемые электроды
В ходе сварки используется неплавящийся вольфрамовый электрод. Выбор в пользу данного материала обусловлен свойствами вольфрама как такового: это тугоплавкий металл, способный выдерживать экстремально высокие температуры, сохраняя внутреннюю структуру. При выборе электродов для аргонодуговой сварки следует учитывать их размерные параметры, которые будут определяться свойствами целевой заготовки. На сегодняшний день выпускаются вольфрамовые прутья для сварки длиной 175 мм и толщиной от 1 до 4 мм. В подборе нужного расходника можно ориентироваться и на расчетную величину тока: от 50 А для 1 мм и до 300 А для 4 мм. Опять же, и диаметр вольфрамового электрода, и сила тока будут определяться размерами заготовки и объемами рабочих мероприятий в целом.

Электроды отчасти могут заменять и проволочные расходники. Их используют при механизированной сварке в средах углекислого и инертного газа. Но для организации процессов сварки с автоматической подачей электродной проволоки требуется дополнительное оборудование. Как минимум инвертор со встроенной системой направления расходника.
Подготовка оборудования к сварке
Изначально проверяется конструкционная целостность и работоспособность систем электротехнической защиты сварочного аппарата. Согласно требованиям техники безопасности, оборудование должно стабильно работать при перепадах напряжения до 15 %. Далее следует подготовка аппарата аргонодуговой сварки, согласно следующим указаниям:
- Конструкция располагается на ровной сухой поверхности так, чтобы вентилятор не закрывался.
- При помощи воздушного шланга производится соединение источника газовой смеси с редуктором или впускным отверстием аппарата.
- Для заземления конструкции следует использовать кабель сечением не меньше 6 мм2. Он подключается к специальному заземляющему контакту на панели инвертора. Некоторые модели аппаратов имеют специальную арматуру и для зануления.
- Горелка с держателем вводится в созданную инфраструктуру также посредством соединительных контакторов с заземлением. Держатель соединяется с плюсовым разъемом, а обратный кабель направляется к минусовому контуру.
Непосредственно перед работой желательно отдельно проверить напряжение в сети мультиметром и в дальнейшем на полученные показания делать акцент при выполнении настроек аппарата.

Условия рабочего процесса
Аргонодуговым методом нередко выполняются деликатные сварочные операции, чувствительные к мельчайшим воздействиям окружающей среды. Если планируется именно такой формат работы, то лучше ориентироваться на следующие рекомендации относительно требований к условиям сварки:
- Влажность воздушной среды должна составлять не более 80 %. Это важно как для поддержания стабильности термической дуги, так и для сохранения работоспособности оборудования для аргонодуговой сварки. Сварочные инверторы можно использовать в среднем температурном режиме воздуха (от -5 °С до +40 °С).
- Рабочий участок должен быть чистым не только на момент начала процесса, но и в последующем. Случайное занесение грязи и атмосферных газов ветром не допускается.
- Нельзя использовать оборудование и в условиях риска случайного физического воздействия. Речь идет не только о сильных ударах, но и о малейших вибрациях. Наклон поверхности по горизонтали должен составлять не более 15°.
- На рабочую зону не должно воздействовать близко расположенное отопительное и климатическое оборудование.
Сварка TIG при постоянном токе

Когда аппарат будет подготовлен к работе и отрегулируется подача газа в горелке, можно приступать к операции в соответствии со следующей инструкцией:
- На панели управления через специальный переключатель выбирается режим TIG.
- Регулятор сети устанавливается в положение DC (аргонодуговая сварка с поджигом дуги на прямом токе).
- Устанавливаются параметры затухания дуги и сила тока в соответствии с толщиной заготовки.
- Включается горелка и начинается розжиг дуги.
- Электрод удерживается на расстоянии 2-4 мм от заготовки. Когда в ходе розжига исчезнут высокочастотные токи, можно будет начинать сварку.
- В процессе сварки следует избегать резких манипуляций, удерживая рабочие детали на одинаковой дистанции от зоны расплава.
- После завершения работ следует отрегулировать кнопку газовой продувки, это позволит избежать повреждения заготовки.
Такой режим оптимально подходит для работ с нержавеющими сплавами, медью и другими цветными металлами.
Сварка TIG при переменном токе
Вновь работы начинаются с базовых настроек. Выбирается режим сварки AC, который чаще используют для работ с алюминием. Важно иметь в виду, что сварка в условиях переменного тока предполагает сильные колебания напряжения. Электрод нагревается медленно, концентрируя тепло в отдельных точках. От оператора потребуется изначально выбрать оптимальную дистанцию (15-25 см) между электродом и заготовкой, чтобы она не допускала обгорания поверхностей из-за перегрева в моменты тепловых перепадов. И напротив, нет смысла в чрезмерном удалении вольфрамового прутка от рабочей зоны. Если используется аппарат аргонодуговой сварки TIG на больших токах до 200 А, то коэффициент полезной нагрузки должен быть установлен на уровне до 30 %. По мере понижения величины тока этот показатель повышается до 50 %.
Выполнение механизированной сварки
Аппарат переключается в режимы работы MIG/MMA. Подготавливается электродная проволока и механизм ее подачи через горелку. Для начала следует произвести пробную сварку, чтобы определить оптимальные показатели скорости подачи проволоки и силу тока. Оптимальными будут параметры, при которых процесс выполняется без прямого контакта электродного расходника с заготовкой и без обрывов дуги. Далее аргонодуговая сварка реализуется в режиме автомата. Как показывает практика, наиболее чистые швы в режимах MIG/MMA получаются при максимальной величине индуктивности.
Особенности ручной сварки с аргоном

Обычно используется режим MMA, но без проволоки, а с вольфрамовым электродом. Сварочный ток устанавливается через регулятор в значениях, соответствующих типу материала заготовки, диаметру электрода и внешним условиям. Процесс ручной аргонодуговой сварки начинается с образования дуги в момент поднесения вольфрамового прутка к целевому материалу. Опять же, главная задача исполнителя – выдерживать оптимальную дистанцию между электродом и заготовкой, не забывая о своевременной коррекции сетевых параметров.
Техника безопасности
Поскольку речь идет о работе в газовой среде с применением электротехнического оборудования, к мерам безопасности следует подходить с особым вниманием. В частности, соблюдаться должны следующие правила:
- Источник газа должен находиться в удалении от непосредственной рабочей зоны.
- Использовать воздушный шланг и редуктор следует только при условии, что они герметичны, исправны и соответствуют разъемам для подключения.
- Сварочный аппарат для аргонодуговой сварки нельзя подключать к сети, находящейся под напряжением. К тому же контур должен иметь заземление.
- Вся кабельная проводка должна иметь проверенную изоляцию.
Техобслуживание оборудования
После каждого сеанса сварки аппарат очищается от пыли, следов расплава и других технологических загрязнений. В условиях интенсивной эксплуатации регулярно мультиметром проверяется корректность электротехнических настроек, их соответствие показаниям индикаторов и регуляторов. Также проверяются разъемы аппарата аргонодуговой сварки, вспомогательные механизмы подачи проволоки (при наличии) и измерительные приборы.
Заключение

При помощи аргонодугового способа сварки можно получать качественные швы, затрачивая минимум усилий прямо в домашних условиях. Это особенно важно для тех, кто работает с небольшими заготовками, ожидая выполнить гладкое и прочное соединение с высокой точностью. Впрочем, есть и минусы у аргонодуговой сварки, которые сводятся к некоторым организационным сложностям. Например, для многих может стать затруднительным сам процесс подключения инвертора к источникам газа, горелке и оборудованию для направления проволоки. Также неопытных пользователей полуавтоматического сварочного аппарата нередко смущает широкий спектр регулировочных параметров, за счет которых, впрочем, и удается добиться высокого качества результата.
www.nastroy.net
Аргонная сварка: сфера применения и особенности работы
Аргонная сварка, которую также называют аргонодуговой, имеет широкую сферу применения в различных областях промышленности. Её ключевая особенность – это идеальный, гладкий, герметичный шов, который получается в результате сварки. Это требует соблюдения определённой технологии, а также наличия хорошего оборудования для выполнения задач.
Существуют следующие основные разновидности данного метода сварки, которые применяют для работы тугоплавкий вольфрамовый электрод:— GTAW-сварка, при которой в качестве сварочной среды используются защитные газы;— TIG-сварка, при которой сварка осуществляется в среде инертных газов.И в первом, и во втором случае у электрода имеется керамическое сопло, с помощью которого к точке сварки поступает аргон. Высокое давление гарантирует качественный результат. Есть также такие способы сварки, как, например, SAW (автоматическая сварка).Чтобы металлы не окислились, необходимо заместить кислород аргоном. Если аппарат допускает перебои с подачей газа, то это скажется на окончательном результате, причём исправить огрехи будет очень непросто. Аргон значительно тяжелее воздуха, который вытесняется из зоны горения во время подачи. При этом аргон не вступает в реакцию ни с металлами, ни с газами. Появления плёнки в результате окислительных процессов не происходит.Качественная аргонная сварка может выполняться как ручным, так и автоматическим методом. В первом случае мастер самостоятельно перемещает и горелку, и присадочный материал. Во втором случае этот процесс автоматизирован и существенно упрощён. Но ручной труд применяется гораздо шире благодаря точечному нанесению, высокому качеству. Автоматический способ подходит лишь для выполнения небольших работ, и в большинстве случаев мастеру приходится варить металл вручную.Если технология соблюдается неукоснительно, то по завершении работы получается аккуратный, ровный шов, куда не могут попасть шлаки. Финишная зачистка не потребуется, а это экономия времени, материалов и денег. Кроме того, именно аргонная сварка позволяет добиться великолепного качества и длительного срока службы.Отличительной особенностью работы также является требуемая квалификация мастера. Поскольку процесс требует неукоснительного соблюдения технологии, специалист должен иметь профессиональную подготовку и богатый опыт. Но даже самый квалифицированный сварщик не сможет добиться высокого результата, если у него нет надёжного оборудования и качественных расходных материалов.Особенности аргонной сваркиВ зависимости от поставленных задач, применяется струйный или крупнокапельный перенос металла с электрода на шов. Это напрямую зависит от того, каким оборудованием располагает мастерская. Как правило, аргонная сварка выполняется струйным способом, потому что капельный является менее технологичным и небезопасным. Чем меньше давление, тем больше будут капли сварочного материала.Чтобы использовать струйный перенос на стандартном оборудовании, необходима высокая сила тока (свыше 260 А). В этом случае разбрызгивание материалов снизится, а это благоприятно скажется на качестве шва. Более технологичное оборудование, которое применяет импульсные источники питания, позволяет использовать относительно низкую силу тока для струйной подачи электрода (около 100 А).
Аргонная сварка: сфера применения
Данный вид сварки может применяться для обработки любых металлов, но чаще всего её используют для сплавов, имеющих в своём составе нержавеющую сталь и алюминий. Наибольшей популярностью метод пользуется у станций технического обслуживания автомобилей. Она даёт возможность продлить срок эксплуатации той или иной детали, отсрочив её замену.Данный вид соединения металлов нашёл широкое применение при работе с другими материалами. Так, он широко используется при сварочных работах с дюралюминием, титаном, чугуном, медью, силумином и другими цветными и чёрными металлами. Различные материалы имеют свои особенности, вот почему так важен богатый опыт мастера, который позволит избежать ошибок и различных оплошностей. Специалист должен точно знать химические особенности поведения различных металлов во время нагрева.При ремонте автомобиля, аргонная сварка подходит для отдельных элементов коробки передач, радиатора, трубок кондиционера и других деталей, выполненных на основе алюминиевых сплавов. Другие методы сварки, будь то плазменное напыление или пайка, в данном случае будут неприменимы из-за технических особенностей деталей.Кроме того, данный вид сварки используется для создания уникальных кованых изделий в интерьере: ворота, ограждения, мебель, люстры. Поскольку финишная обработка сложных соединений существенно затруднена, такая сварка позволяет оптимизировать процессы и добиться великолепного внешнего вида полученных изделий.Чтобы получить высококачественный результат, необходимо использование газа аргона с различными присадками. Опытные мастера, которые постоянно работают с автомобилями, знают оптимальный состав расходных материалов, и поэтому у них получается выполнить работу быстрее и грамотнее.Аргонная сварка: основные видыВ зависимости от того, с каким металлом ведётся работа, существуют различные виды сварки. Выбрав оптимальный способ выполнения задачи, можно добиться наилучшего качества. Наибольшей популярностью пользуется аргонная сварка ручным методом с применением штучных электродов. Ключевые особенности данного способа:— Тонкий аккуратный шов;— Высокая скорость реализации работы;— Относительно невысокие температуры сварки;— Присадочный материал не применяетсяВторой способ соединения, широко известный в промышленности – это аргонодуговая сварка ручным или автоматическим методом штучным вольфрамовым электродом и с присадочной проволокой. Он является более сложным и трудоёмким, нежели первый вариант, однако имеет большое количество преимуществ:— Высокая производительность труда, недостижимая при ручной сварке;— Возможность осуществлять сварку легированной и углеродистой стали;— Безупречное качество шва.Стоит отметить, что выбор конкретного вида соединения будет зависеть не только от технического оснащения, но и от материала для сварки. Как правило, методы являются взаимозаменяемыми, при этом второй вид более предпочтителен в большинстве случаев. Если мы говорим про оборудование для сварки, то аппарат с постоянным и переменным током является более предпочтительным. Он является достаточно дорогим, однако позволяет работать с практически неограниченным перечнем металлов.Таким образом, данный способ соединения деталей является очень качественным, но и достаточно сложным. Для его осуществления необходимо качественное оборудование, надёжные расходные материалы и высокая квалификация мастера. Однако именно аргонная сварка позволяет добиться безупречной неразрывности шва, его максимальной прочности, герметичности и качества.
Метки: выполнение сварочных работ, работа сварочным аппаратом, сварка своими руками, Сварка- основыkovka-svarka.net
Принцип аргонной сварки
Сварочный процесс, использующий для нагревания электродугу с аргоном в виде защитной среды, получил название аргонодуговой сварки. Главная цель подачи инертного газа состоит в осуществлении защиты металлов от воздействия на них кислорода. В отдельных случаях бывает целесообразна замена аргона на гелий, однако, поскольку он имеет более высокую стоимость, аргонная сварка все же предпочтительнее. При этом принцип сварочных работ с защитной гелиевой средой аналогичен аргонодуговому принципу действия.
Особенности применения аргонной сварки
Данная технология сварки реализуется в двух схемах: посредством неплавящегося электрода и при помощи плавящихся металлических электродов. Первую из них чаще используют для работ с материалами толщинами от 0,1 мм, а вторую – при соединении заготовок от 2 мм и толще. Причем такое разграничение не является принципом аргонной сварки, оно скорее условность. Зачастую, если не требуется значительной производительности работ, изделия больших толщин соединяют также сваркой неплавящимися электродами швами в несколько проходов.
Атмосфера газовой защиты позволяет проведение аргонодуговой сварки неплавящимся электродом (вольфрамовым), расплавляя только основной материал толщиной в пределах 3 мм. Если необходимо усиление шва либо требуется заполнить разделку кромок деталей толще 3 мм, то применяют присадочные материалы. Это проволоки с присадочными прутками для аргонодуговой сварки, их подают в зону дуги со стороны с помощью специального механизма подачи либо вручную.
Аргонную сварку неплавящимися электродами проводят на прямой полярности постоянных токов. Они позволяют быстро зажигаться дуге с последующим устойчивым горением при незначительном напряжении. Возможно даже использование токов высокой плотности без значительного расхода электродов и сильного нагревания. Причем стойкость горения электродуги сохраняется на минимальных электротоках, чем объясняется способность аргоновой сварки соединять довольно тонкий листовой материал.
Обратная токовая полярность вызывает возрастание напряжения электродуги, а это снижает стойкость ее горения с усилением нагрева и ростом расходования электродов. Такие свойства дуги обратной полярности почти исключают ее использование в ходе ручной аргонодуговой сварки. Но эта дуга имеет одну важную технологическую особенность: ее воздействие способно очищать свариваемые кромки от загрязнений и поверхностных окислов. Данную операцию еще называют катодным распылением, в ходе которого поверхность изделия подвергается бомбардировке положительно заряженными частицами газа аргона. Они механическим способом устраняют пленку из окислов. Указанное свойство дуги обратной полярности особенно эффективно в аргонной сварке алюминия, магния, прочих склонных окисляться металлов и сплавов для активного разрушения поверхностной пленки.
Принцип аргонной сварки
Для питания электродуги в аргоне необходим переменный ток, получаемый от специального источника. Его схемой предусмотрено включение стабилизатора горения электродуги. Это особое электронное приспособление, способное подавать на дугу импульсы добавочного напряжения в период ее функционирования на обратной полярности тока. Наличием данного устройства в аппаратах аргонной сварки достигается устойчивость дуги на любой полярности при постоянстве тока и процесса образования шва.
Сварочные операции в аргонной среде неплавящимся электродом возможны как с применением присадок в виде проволоки для аргонодуговой сварки, так и без ее использования. Соединение материалов малых толщин встык либо по отбортовке производят без присадочных материалов. В сваривании аргоном высоколегированных сталей с использованием неплавящихся электродов в виде присадок применяют электродные проволоки со схожими с основным материалом химическими свойствами.
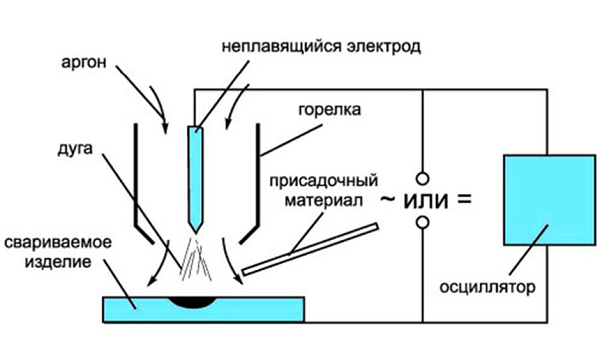
Технология аргонодуговой сварки основывается на возбуждении дуги, возникающей между поверхностью обрабатываемого элемента конструкции и электродом. Он размещается в устройстве проведения тока горелки для аргонной сварки в окружении керамического сопла. От действия электродуги в процессе плавления соединяемых кромок происходит образование общего расплава сварочной ванны. Нагнетаемый под давлением токоведущим устройством аппарата аргонодуговой сварки аргон вытесняет собой кислород. Таким образом осуществляется защита расплава ванной сварки от действия азота и окисления.
В этом виде сварочного процесса в дугу осуществляется подача присадочных металлов (прутков либо проволок), которые технологически свариваются с основными материалами. Подаваемые в область горения дуги присадки не включают в электроцепь. Особый уровень прочности получаемого шва, а также герметичность и долговечность конструкции обеспечиваются тем обстоятельством, что шов становится неотъемлемой частью единого с соединяемыми заготовками целого. В ходе обучения аргонодуговой сварке следует учитывать достижение сварочной зоной предельно высокой температуры. Это объясняется высокой концентрацией электродуги на ограниченной из-за сжатия поверхности.
Возбуждение электродуги при сваривании неплавящимися электродами невозможно от касания к поверхности детали. Отчасти это объясняется значительным потенциалом ионизации аргона, что существенно осложняет этот процесс для дугового промежутка при прохождении искры между деталью и электродом. Помимо этого, от соприкосновения с изделием электрод из вольфрама способен активно оплавляться, загрязняясь. Поэтому принципом работы аргонной сварки предусмотрено одновременное присоединение особого приспособления (осциллятора) к источнику питающего тока. Посредством осциллятора осуществляется передача на электроды импульсов высокой частоты. Высоковольтные импульсы, насыщая ионами промежуток дуги, способствуют возбуждению дуги с пуском тока. Работая на переменных токах, осциллятор после возбуждения дуги входит в фазу стабилизации, проводя передачу импульсов лишь в случаях изменения полярности тока. Его работа предупреждает деионизацию промежутка дуги с обеспечением ее устойчивого горения.
Технология аргонодуговой сварки
Сварочные процессы, требующие применения аргона, проводят как в механизированном, так и ручном режимах аргонодуговой сварки. Последний предполагает нахождение сварочной горелки с присадочным металлом в руках проводящего сварку, в противном случае перемещение того и другого осуществляется автоматически. Операция ручной сварки, имея свои отличительные особенности, производится без совершения колебательных действий горелкой для аргонодуговой сварки. Это могло бы нарушить защиту зоны сваривания. Угол между поверхностью заготовки и горелкой не может превышать 80º, а между элементом конструкции и присадочным материалом находиться в пределах 20º. В сваривании неплавящимся электродом режим подбирается с учетом химических характеристик и толщин соединяемых элементов конструкции.
Ряд случаев, связанных с обработкой коррозионностойких сталей или алюминия, требуют использования установок аргонодуговой сварки с помощью плавящихся электродов. Хотя масштабы применения данного способа производства значительно уступают обработке неплавящимся электродом. Нормальный ход сварочного процесса с помощью плавящихся электродов в аргонной атмосфере с получением швов должного качества достигается применением токов довольно высокой плотности. В таком случае переносимый с электрода расплав металла приобретает мелкокапельный и даже струйный вид, когда от электромагнитных сил расплавленные капли, быстро двигаясь, соединяются в одну струю жидкого металлического расплава. Этот перенос электродного металла создает глубокое проплавление основного материала заготовки с образованием шва хорошей плотности. Причем его поверхность получается чистой и достаточно ровной, а разбрызгивание металлов оборудованием для аргонодуговой сварки остается в допустимых объемах.
Необходимость использования токов большой плотности в сварочном процессе с плавящимися электродами обусловила использование сварочной проволоки небольших диаметров на высокой скорости ее подачи в зону электродуги. Требуемый режим способна обеспечить лишь автоматизированная подача. Причем электрические характеристики дуги во многом определяются существованием в ее столбе ионизированных частиц металла анода, образующихся из-за испарения электрода. Такая электродуга обратной полярности в сварке плавящимися электродами обладает стойким горением, обеспечивая должное образование шва, высокие скорость расправления проволок с производительностью сварочного процесса.
Аргонный способ сварки активно используют при изготовлении конструкций из легких металлов и тугоплавких сплавов, а также в аргонодуговой сварке сталей. В последнем случае эффективно смешивание аргона с другими горючими газами (углекислым с кислородом). В данной смеси электродуга обладает лучшими технологическими качествами, обеспечивающими ее устойчивое горение с должным формированием шва.
promplace.ru
Аргонодуговая сварка подвластна каждому желающему

Новичок может всегда стать профессионалом, если есть желание
Аргонно-дуговая сварка – это соединение металла, при котором для защиты сварочного процесса используется аргон. За исключением этого факта, процесс аргонодуговой сварки и обычная дуговая сварка отличаются немногим. Аргон является инертным газом. За счет своей химической инертности он не реагирует со свариваемыми материалами и защищает их от воздействия атмосферных газов: кислорода, азота, углекислого газа, водяных паров и других веществ, могущих повредить процессу сварки.
Аргонодуговая сварка: принцип работы
Дуговая сварка с помощью аргона выглядит так: сварщик выполняет сваривание деталей при помощи дугового сварочного аппарата. Сварочная зона защищается аргоном. За счет того, что аргон тяжелее воздуха, он вытесняет воздух из зоны сварки и позволяет эффективно изолировать ее. При этом подача аргона осуществляется непрерывно – с помощью специального устройства, обеспечивающего дозированную подачу аргона в сварочную зону. Для этого на электрод надевается специальная трубка – газовое сопло, из которого и выдувается аргон. Это напоминает процесс кислородной резки металла. Кроме этого, аргонодуговая работа с металлом может осуществляться и в специальном боксе, заполняемом аргоном перед процессом сваривания. Лучше понять, как происходит аргонно-дуговое соединение деталей, вы можете, просмотрев подходящее видео.
Для такой сварки могут использоваться плавящиеся и неплавящиеся электроды. Последние, как правило, изготавливаются из вольфрама, обеспечивающего должную тугоплавкость и устойчивость электрода.
Немного о токах
Обычная дуговая сварка и аргонодуговая различаются еще и тем, что дуга зажигается не привычным способом – касанием электродом сварочной поверхности, а с помощью специального устройства – осциллятора. Аргон гораздо сложнее ионизируется, чем воздух, и привычным способом дугу зажечь не получится. Осциллятор же подключается к электроду и создает высокочастотные и высоковольтные импульсы, которые легко разжигают дугу. Здесь стоит учесть и то, что при касании металла вольфрамовым электродом произойдет его оплавление и загрязнение.

Горелка для сварщика, как кисть для художника
Плавкими электродами варят и без осциллятора – пары железа, появляющиеся при касании, ионизируются гораздо легче, чем аргон, и поэтому осциллятор не нужен.
Для соединения большинства материалов используется постоянный ток, так как при аргонодуговой сварке разогрев анода и катода происходит неравномерно. Постоянный ток дает возможность передавать максимум энергии на деталь и минимум – на электрод. Переменный ток используется лишь для сварки алюминия – он позволяет эффективнее разрушать пленку окиси алюминия.
Аргонодуговая сварка: где применяется?
Область применения аргонодугового процесса – соединение цветных металлов и легированных сталей. Аргонодуговая сварка позволяет получать исключительное качество шва, чем и обусловлено ее применение для сваривания ценных материалов и ответственных конструктивных узлов. Сварщик, владеющий этим методом, может больше и ценится выше, поэтому пройти обучение – бесспорно полезный шаг.
Как научиться варить аргонодуговой сваркой?
Здесь есть два решения. Первое – это пройти обучение аргонной сварке, записавшись на специальные курсы. Проходя курсы, вы не только обучитесь аргонной сварке на практике, но и узнаете множество ценной информации. Многое зависит от того, какие курсы вы выберете – выбирайте курсы, опираясь на опыт знакомых, отзывы в интернете, или руководствуйтесь здравым смыслом: изучите программу, которую предлагают курсы, и, опираясь на теоретическую часть, сделайте выбор.
Второе решение – научиться самостоятельно. Пройти обучение помогут статьи, рекомендации, видео процесса, а также опыт знакомых. В принципе, если у вас есть необходимое оборудование, просмотр видео и чтение тематических статей вполне может научить вас полноценно использовать этот ценный метод соединения металла.
zavarimne.ru
Как сделать аргонную сварку своими руками из инвертора
Аргонная сварка является незаменимым методом, с помощью которого можно создавать неразъемные соединения изделий из цветных металлов, титана, нержавеющей стали и других сплавов. К тому же, данный вид сварки отличается хорошим качеством шва и высокой производительностью. Универсальные возможности аргоновой сварки привлекают и домашних мастеров. Но данное оборудование имеет высокую стоимость, и для домашнего использования практически не покупается. Поэтому все больше мастеров начинают задумываться о изготовлении агрегата аргонной сварки своими руками.
Технология и применение аргонной сварки
Аргоновая сварка немного напоминает обыкновенную дуговую, но для защиты сварочной ванны в ней используется защитный газ — аргон. Данный инертный газ имеет ряд присущих только ему свойств.
- Поскольку аргон тяжелее воздуха на 38%, он хорошо проникает в сварочную ванну и защищает ее от газов, находящихся в атмосфере. Благодаря этому сварочный шов получается без образования оксидной пленки, что улучшает качество соединения.
- Аргон присутствует в воздухе, поэтому он является побочным продуктом, образующимся при получении кислорода и азота из атмосферы, и является самым недорогим среди защитных газов для сварки.

Процесс сварки в среде аргона происходит по следующему принципу. Буквально за 1 секунду до розжига дуги в горелку подается аргон. Сварщик подносит электрод к детали, приготовленной для соединения, и нажимает кнопку включения. Но поскольку для розжига дуги в среде защитного газа требуется его высокая ионизация, то в работу вступает осциллятор.
Осциллятор — это прибор, вырабатывающий высокочастотные и высоковольтные импульсы, способные ионизировать газ и зажечь дугу между электродом и заготовкой.
После розжига дуги в место соединения деталей подается присадочная проволока вручную или в автоматическом режиме. Детали свариваются за счет плавления присадки, металл которой попадает на расплавленные кромки соединяемых заготовок.
Традиционно под аргоновой сваркой подразумевают соединение металлов с помощью неплавящегося вольфрамового электрода, создающего дугу, и присадки в виде металлического прутка или проволоки. Данный тип сварки имеет международное обозначение “TIG”.
Применяется аргонная сварка в следующих сферах.
- Каркасное строительство. Сварные швы способны выдерживать постоянные нагрузки.
- Стыковка труб как стальных, так и из цветных металлов, в том числе труб из различных сплавов.
- Соединение разнородных металлов.
- Сращивание практически любых металлов между собой: титана, меди, алюминия, нержавейки, бронзы, латуни, чугуна и т.д. Особенно это важно для автомобилестроения.
- Изготовление декоративных и ювелирных изделий.
Элементы для сборки самодельного аппарата
Чтобы собрать оборудование для аргоновой сварки, потребуются следующие элементы:
- сварочный аппарат постоянного тока или инверторного типа;
- осциллятор;
- блок защиты инвертора;
- горелка;
- баллон с аргоном;
- газовый редуктор;
- газовый шланг;
- сварочные кабели.
Источник тока
В качестве источника тока для TIG сварки можно взять обычный сварочный трансформатор и на его выходе приспособить диодный мост для выпрямления тока. Также можно использовать сварочный выпрямитель. Но для обоих типов аппаратов потребуется добавить еще и осциллятор, который будет способствовать бесконтактному розжигу дуги.

На просторах интернета можно прочитать, что проще всего сделать аргонную сварку из инвертора. Но здесь имеется несколько нюансов. Существуют инверторы, в которых уже встроена возможность для TIG сварки. В таком случае достаточно подсоединить к аппарату рукав с горелкой для аргоновой сварки, подсоединить шланг к баллону с аргоном, и агрегат готов к работе. Но сначала нужно переключить его в режим TIG и выставить необходимую силу тока.
Следует заметить, что в таких инверторах уже встроен осциллятор и необходимая защита.
Инверторы без встроенной функции TIG сварки использовать для этой цели не получится. Даже если к нему подключить внешний осциллятор, то инвертор просто сгорит. Чтобы этого не произошло, понадобится небольшая переделка инвертора, которая заключается в добавлении в его схему блока защиты. Данный блок можно собрать вместе с осциллятором на одной плате и поместить ее в отдельный корпус. Получится небольшая приставка к инвертору.
Осциллятор и блок защиты
Как уже говорилось выше, для сварочного инвертора потребуется специальная приставка для TIG сварки. Ее можно собрать своими руками по схеме, предоставленной ниже.
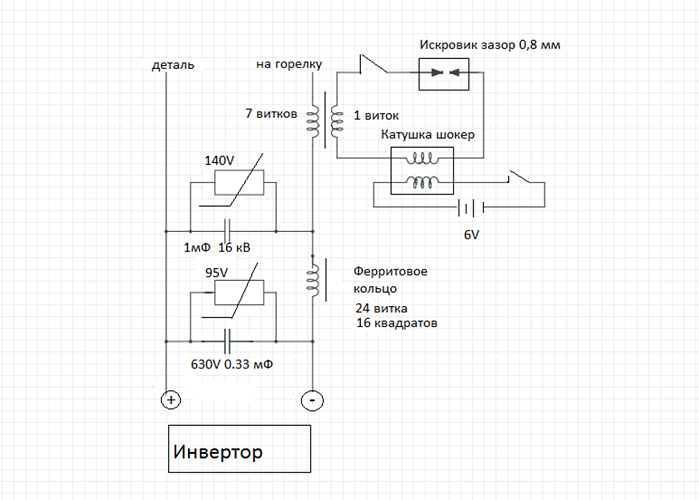
Данная схема включает блок защиты (расположен слева) и осциллятор. Последний можно приобрести в Китае или собрать самостоятельно. Как собирается приведенная выше схема, можно узнать, посмотрев это видео.
Горелка
Для аргоновой сварки используется специальная горелка, состоящая из керамического сопла и держателя вольфрамового электрода.

Также на горелке расположены кнопка пуска и вентиль для подачи газа. Горелку можно собрать из комплектующих, которых достаточно на китайских сайтах, или там же купить уже готовую (собранную).
Баллон с аргоном
В целях безопасности все баллоны с газом принято окрашивать в разные цвета и наносить на них надписи тоже различных цветов. Ниже приведен рисунок, на котором показаны все разновидности газовых баллонов с соответствующей их содержимому маркировкой и цветом.
Как видно из рисунка, для аргона используют баллоны черного цвета (с белой полосой) либо серого цвета (с зеленой полосой и надписью). Для TIG сварки применяют очищенный аргон. Поэтому понадобится приобрести баллон серого цвета с зеленой надписью “Аргон чистый”.
Совет! Для профессионального использования используются баллоны емкостью около 50 литров, имеющие большой вес. Но для бытового использования будет достаточно баллона на 10 литров, который можно перемещать самостоятельно.
Редуктор
Поскольку газ в баллоне находится под большим давлением, то чтобы подать его на горелку, потребуется редуктор. Данный прибор показывает давление в баллоне и позволяет регулировать скорость потока газа по шлангу, ведущему к горелке.

Редуктор должен подбираться строго под определенный газ, то есть в данном случае – под аргон. Обычно прибор имеет такой же цвет, как и баллон с газом.
Шланг и сварочные кабели
Если собирать рукав для аргоновой сварки самостоятельно, то он получится толстым и плохо гнущимся, поскольку в него нужно поместить электрический кабель и газовый шланг. К тому же, потребуется отдельно приобретать разъемы для подключения к горелке и к инвертору (если использовать инвертор с возможностью TIG сварки). Готовый рукав для аргоновой сварки можно купить там же, где и горелку.
Алгоритм сборки сварочного аппарата
Сборка оборудования для аргоновой сварки из инвертора достаточно проста.
- Подключите к инвертору защитный блок с осциллятором согласно схеме, приведенной выше.
- Кабель массы необходимо подсоединить к клемме осциллятора со знаком “+“. Кабель, который идет к горелке, подключается к клемме со знаком “-”. Для сварки алюминия кабели подключаются наоборот.
- Подсоедините к рукаву с кабелем и газовым шлангом горелку.
- Прикрутите к баллону с аргоном редуктор.
- Газовый шланг необходимо подсоединить к редуктору, установленному на баллоне с аргоном.
- Подключите инвертор к сети 220 В, а осциллятор к блоку питания на 6 В.
После этого собранный своими руками сварочный аппарат TIG будет готов к работе. Но предварительно его следует правильно настроить.
Настройка готового оборудования
Самодельная установка для аргоновой сварки требует следующих настроек.
- Заточите вольфрамовый электрод на точиле, чтобы он стал похож на иглу. Делается это для того, чтобы дуга концентрировалась на конце иглы и не “гуляла” в разные стороны.
- Возьмите горелку и установите в нее вольфрамовый электрод. Диаметр электрода должен соответствовать цанге, в которой он закрепляется.
- Откройте вентиль на горелке и отрегулируйте необходимую скорость потока аргона с помощью редуктора (будет достаточно расхода 12-15 л/мин.), после чего снова закройте вентиль на горелке.
- Включите осциллятор и поднесите горелку с электродом к металлу, к которому подключен кабель массы.
- При нажатии кнопки включения между металлом и электродом на расстоянии около 0,5 мм должна появиться дуга.
- Включите подачу газа и снова нажмите на кнопку. В этом случае дуга должна поджигаться уже на расстоянии 10 мм и более.
После проведения вышеописанных несложных настроек можно сказать, что аппарат c функцией TIG полностью готов к работе.
tehnika.expert
Сварка аргоном: особенность и технология процесса
Если в бытовых условиях понадобилось соединить нержавеющий трубопровод или детали автомобиля на основе алюминия, потребуется сварка аргоном. Такого рода аргонодуговая сварка имеет способность создавать высоковольтную электродугу, которая с легкостью плавит кромки металлических поверхностей, благодаря чему на выходе образуется едва заметный шов.

Технология процесса
Сварка аргоном имеет технологический принцип, который состоит из использования электродуги. Она же является источником подачи тока, под действием которого плавятся кромки металла. В жидком состоянии он заполняет стыковые ниши.
Чтобы на металл не влияли различные сплавы из газов, применяют инертный газ аргон: он выше по инертности воздуха на 38 %, благодаря чему с быстротой и легкостью вытесняет кислородную массу из участка сварочного процесса. Аргонная смесь надежно защищает сварочный отсек от внешнего атмосферного влияния.
Начало подачи газа в сварочную зону осуществляется за 20 секунд до розжига дуги, а остановить подачу необходимо после 7-10 секунд после пайки. Аргонная сварка не образует химического воздействия с поверхностью исходной заготовки, даже если используются другие виды газа в местах подачи тока на дугу. За это аргон получил название инертный.
Однако имеется в данной технологии одно «но»: при пайке с режимом обратного полярного процесса молекулы аргона могут распадаться на электроны, что в итоге создает электронную плазменную проводимость.
Аргонная сварка может осуществляться плавкими электродами или неплавкими. Вольфрамные стержни, с помощью которых производиться аргонодуговая сварка, имеют нити для розжига аппарата. Ширина электродного стержня полностью зависит от состава соединительных частей, показатели которых можно изучить на этикетке расходного материала.
Принцип работы
В сопло аппарата вставляется электрод на основе неплавящегося вольфрама, который должен иметь выступ за пределы самой горелки не больше чем на 2-5 мм. Аргонно дуговая сварка предусматривает подбор электродов в соответствии с диаметром в таблице, указанной на пачке материала.
Внутренняя часть горелки имеет держатель, в который встраивают, а затем фиксируют электрод выбранной ширины. По оси электрода размещают сопло из керамики, из которого будет подаваться газ аргон. Аргонодуговая сварка должна состоять из осадочной проволоки того же состава, что и свариваемая деталь, его ширина высчитывается по данным таблицы.
Чтобы получить более эффективный результат соединения двух изделий, нужно грамотно установить сварочный режим. Полярную подачу тока стоит подбирать, основываясь на химическом свойстве металлических участков. Основные стальные листы и сплавы подвергаются пайке под воздействием постоянного тока с прямой полярностью. Цветные металлические конструкции лучше паять с обратимой полярностью или с подачей переменного напряжения, что помогает быстрее разрушить оксидную пленку.
Аргонная сварка при постоянном напряжении выделяет неравномерное количество теплопроводности на анодной и катодной пластине. Чтобы полноценно нагревался электрод и при этом глубоко накалялся участок исходного материала, нужно задействовать модуль с полярностью прямого действия.
Аргонодуговая сварка в процессе сварочных работ может образовать закись на медных изделиях при взаимодействии с водородом, находящимся в воздушной массе. При выходе наружу водородные пары превращаются в поры на швах. В связи с этим защита сварочной поверхности аргоном должна проводиться в обязательном порядке.
На каких этапах основана работа аппарата?
Начало сварочных работ нужно организовывать согласно таким действиям:
-
Сварка аргонодугового типа и ее рабочий участок должны быть очищены от окиси, пыли и жира. Проделывается это с помощью обработки аппарата химическими реагентами.
-
Если свариваемые детали имеют небольшую толщину, оборудование можно уложить на железную ровную поверхность или стол. Осадочный шнур в электрощит не запускается, электропитание должно подаваться отдельно.
-
В правой руке сварщика должна находиться аппаратная горелка, а в левой — осадочная проволока. Горелка должна быть оснащена блоком регулировки, с запуском которой произойдет подача тока и газа.
-
Подавать газ необходимо раньше, чем ток. Сила напряжения устанавливается с учетом свариваемых исходников.
-
Далее сопло с электродом опускается как можно ниже к сварочному участку на расстоянии 2 мм. Электродуга появляется между электродным кончиком и сталью, она плавит кромочные края исходной детали и осадочной проволоки.
-
Не спеша проводят горелкой поперек стыковочного места, без резких движений сварщик должен с нарастающим темпом подавать проволоку в сопло инвертора. Именно от мастерства сварщика будет зависеть итоговый результат по образованию шва.
Сварка с использованием аргона обеспечивает надежные и прочные швы с равноценной глубиной плавки металла. Этот фактор является важным при сварочном процессе по пайке тонколистого изделия из металла с односторонним участком доступа. Если допускается сварка аргоном по соединению цветных металлов небольшого диаметра, проволоку для осадки можно не использовать.
Похожие статьиgoodsvarka.ru
Как варить аргоновой сваркой или 6 советов по сварке TIG
Помните об этих советах при использовании аргоновой сварки, они помогут сохранить вам время и деньги, и гарантируют качественный сварной шов. Применяя следующие шаги в подготовке и настройке помогут вам избежать выполнить работу в срок и избежать трат и аварийных ситуаций или последующих переделок в процессе сварки.
В дуговой сварке вольфрамовым электродом в среде аргона есть определенные моменты не замечая которых есть риск снижения качества и прочности сварных швов. Знание как решить эти вопросы может сократить время и стоимость при аварийных ситуациях и избежать переделок. Выбор правильного оборудования и расходников, следование некоторым ключевым приемам в настройке и подготовке к сварке поможет вам сделать работу правильно. Рассмотрим 6 советов которые максимально влияют на успех.
1.Правильный выбор материала
Как в большинстве сварочных процессах, один из главных факторов который вы должны рассматривать это тип материала который вы будете сваривать и его характеристики. Также важно знать каким воздействиям будут подвергаться сварные швы в процессе эксплуатации.Эти факторы влияют на выбор присадочного металла который лучше всего подходят для применения. Например, если нужно анодировать материал после сварки или конечный продукт должен выдержать пескоструйную обработку, выбирайте присадочный металл способный выдержать специфические механические и химические требования необходимые для выполнения технических условий. Эти условия особенно важны когда свариваются такие металлы как алюминий и нержавейка, из- за склонности к разрушению и трещинообразованию. К тому же некоторые металлы и сплавы требуют предварительный и последующий подогрев, который также влияет на выбор присадочного металла.
При сварке алюминия и его сплавов всегда необходимо точно определять какой сплав вы свариваете и подбирать соответствующий присадочный металл. Производители присадочного металла обычно предлагают таблицы или другие инструменты обеспечивающие справочной информацией обо всех сплавах производящихся на сегодняшний день.
2.Выбор правильного вольфрама
Основа процесса аргоновой сварки это вольфрамовый не плавящийся электрод обеспечивающий током сварочную дугу. От правильного выбора вольфрамового электрода зависит весь процесс. Толщина свариваемого металла и сварочный ток два важных фактора при выборе электрода.
Вольфрамовые электроды выпускаются различного диаметра от 0,8 — 6,0мм и стандартной длины 175мм. Возможна другая длина но стоят такие электроды дороже. Электрод состоит как из чистого вольфрама так и в смеси с редкоземельными металлами и оксидами.Что бы избежать путаницы в различных типах электродов конец каждого электрода помечается производителем определенным цветом. В зависимости от свариваемого металла вы можете выбрать чистый вольфрам обычный для сварки алюминия на переменном токе, или цериевый, лантановый или торированный. Каждый вид применяется при определенных условиях и материале. Цериевые электроды имеют широкое применение в аргоновой сварке, тогда как торированные и лантановые для сварки нержавейки и редких сплавов. Торированный вольфрам обеспечивает много преимуществ из-за своей высокой способности к эмиссии электронов которая обеспечивает образование сварочной дуги.Однако,торированный электрод содержит низкий уровень радиоактивных веществ, поэтому при работе с ним необходимо соблюдать технику безопасности.
3.Поддерживай чистоту
Чистота кромок свариваемых деталей очень важна не зависимо от способа сварки, но особенно это относится к аргоновой сварке.Загрязнение приводит к образованию пор и к последующим переделкам и трате материала.Эти факторы делают чистоту кромок необходимой особенно при работе с таким материалами как титан и алюминий.Вы всегда должны очищать основной металл от масла, смазки и грязи перед сваркой во избежания загрязнения сварочных швов.Необходимо использовать чистящие средства с чистой, сухой, мягкой тканью. Если вы работаете с титаном то ткань должна быть безворсовой.Брать титан в руки необходимо нитриловыми перчатками, которые устойчивы к маслу и смазке.Осторожно выбирайте тип чистящего средства оно не должно содержать хлор, который может быть причиной травления при выгорании.
С присадочным материалом необходимо обращаться должным образом. Содержите концы проволоки в чистоте и сухости, проволоку необходимо хранить в закрытых контейнерах. Контроль за окружающей средой очень важен для предотвращения окисления присадочного металла. Должное хранение основного металла другой немаловажный фактор. Например, основной материал из алюминия должен всегда хранится на стойках, а не лежать друг на друге для минимизации риска окисления. Избегать перекрестное загрязнение также важно, абразивная пыль от предшествующего материала может легко загрязнить сварной шов. Необходимо использовать для каждого материала отдельные круги и щетки. Абразивная пыль от титана и магния огнеопасна. Зачистку таких материалов необходимо производить отдельно и вдали от огня.
4.Используйте зажимы и струбцины
Должное зажатие свариваемых деталей при аргоновой сварке необходимо для предотвращения деформации и других проблем.Тонкий металл особенно нуждается в качественном прижиме в нескольких местах для предупреждения деформации. Некоторые изделия особенно трудно фиксировать. Возможно вам понадобиться так называемая «третья рука»(third hand) приспособление для фиксации и поддержки готовых для сварки частей. Третья рука есть в различных формах и дизайнах. Также необходим устойчивый стол для сварки. Используйте опору к которой можно прислонится или опереть локоть в течении сварки.Эти приготовления могут показаться трудоемким процессом и в некоторых случаях занимает больше времени чем сам процесс сварки,но они необходимы для создания устойчивой поддержки которая устранит непреднамеренные помехи и случайные движения сварщика.
5.Контролируйте сварные швы
Чтобы быть уверенным что все приготовления были правильны вы должны выполнить пробный шов на похожем материале.Не жалейте время на этот шаг, он вам поможет избежать проблемы в будущем, особенно если у вас единственный экземпляр материала или ответственные сварные швы.
Использование похожих материалов для тестовой сварки также помогает убедится в правильности техники выполнения сварки и дает понятие как ведет себя материал при заданных параметрах сварки.
6.Используйте газовые линзы
Горелка с газовыми линзам(на рисунке с лева) для улучшения газовой защиты.
Покрытие газом основного материала имеет прямое влияние на сварочные швы. Используйте газовые линзы, которые меняют поток газа через сопло для улучшения газовой защиты и видимости свариваемого соединения.Расходные материалы для передней части горелки включают: газовая чаша, цанга, цангодержатель, задний колпачок.Газовая линза заменяет тело цанги которая является стандартным для горелок используемых в аргоновой сварке. Стандартное тело цанги имеет четыре отверстия для распространения газа.Газовая линза имеет многослойный экран через который поток газа равномерно распространяет защитный газ вокруг вольфрама и вдоль сварочной дуги и ванны.Газовые линзы обеспечивают намного лучшую защиту для сварочной ванны что очень важно для сварки нержавеющей стали, алюминия,титана.
Понравилось это:
Нравится Загрузка...
Похожее
donweld.ru