







Коэффициент наплавки – показатель производительности сварочного процесса. Коэффициент наплавки при полуавтоматической сварке
Коэффициент наплавки – зачем сварщику знать его значение? + Видео
Коэффициент наплавки (КН) стержней для сварки – по-настоящему важная величина. Ее в обязательном порядке учитывают при составлении техпроцесса на выполнение конкретного вида сварных мероприятий.
1 КН и производительность сварки – прямая связь
Стержни для ручной сварки делают по опробованной методике из особой проволоки. На ней обязательно имеется специальное покрытие. На последнее возлагается несколько важных задач:
- формирование определенных условий в сварочной ванне;
- предохранение стержней от вредного влияния на них окружающей атмосферы;
- увеличение числа ионов, нужных для осуществления операции.
Объем металлического расплава, идущего на создание шва за заданный временной отрезок, описывает коэффициент наплавки. Он, по сути, демонстрирует нам производительность любого сварочного мероприятия.

Создание шва на металле
Рекомендуем ознакомиться
Зная КН, специалист без проблем рассчитает число электродов (вариант – проволоки, если идет полуавтоматический процесс), которые понадобятся ему для работ (без перерывов) на протяжении некоторого (заранее оговоренного) периода времени.
На коэффициент наплавки влияет полярность и тип тока. Его показатель разнится и в зависимости от покрытия электродов и вида сварочной проволоки. Важно учесть и еще один нюанс. КН имеет неодинаковые значения при разных пространственных размещениях сварочного стержня.
Конкретное значение КН проволоки (при полуавтоматической схеме) и электродов со спецслоем (ручной процесс) рассчитывается по формуле Gh/I. Под I здесь понимают ток в амперах, а под Gh – вес металла в граммах, наплавляемого на сварное соединение за час.
2 КН и толщина покрытия электродов
Изделия для сварки из проволоки могут иметь разное покрытие. По показателю толщины оно бывает большим, средним, повышенным. Самыми эффективными считаются стержни с большой толщиной защитного слоя. Коэффициент наплавки таких изделий может составлять 12 г/А*ч.

Изделия для сварки из проволоки
Подобные стержни рекомендуется применять при нижнем положении сварки и при потребности получения достаточно длинного соединительного шва. Впрочем, их допускается использовать и в иных положениях. Все зависит от конкретных условий проведения работ.
Изделия с покрытием средней толщины годятся для любого положения. Показатель наплавки для таких электродов находится на уровне 8–9 г/А*ч. Коэффициент наплавки стержней с повышенной толщиной специального покрытия равняется уже 16–18 г/А*ч. Они очень производительные. Но при сварке использовать их допускается только в нижнем положении. Причем тогда, когда по технологическому процессу требуется получить длинный соединительный шов. Если протяженность последнего будет незначительной, эффективность эксплуатации электродов с "толстым" покрытием существенно снизится.
3 Коэффициент расплавления электродов – связь с КН
Рассматривая коэффициент наплавки, следует упомянуть и еще один параметр используемых при сварке стержней. Называется он коэффициентом расплавления (КР). Под ним понимают часть собственного веса сварочного стержня, переходящую за 1 час под влиянием электротока в расплавленный металл.

КН сварочных стержней
Понятно, что на создание шва идет далеко не вся масса металла. Некоторое его количество при воздействии на электрод сварочной дуги просто-напросто выгорает, часть испаряется и разбрызгивается. Конкретные объемы потерь металла зависят от вида сварочной проволоки, режима сварки, покрытия электродов и вида сварного соединения. При ручной и полуавтоматической сварке металла теряется меньше в случаях, когда длина дуги и плотность тока имеют малые величины.
Обычно коэффициент расплавления проволоки или электродов всегда имеет большее значение (примерно на 1–3 г/А*ч), нежели показатель наплавки. Правда, существуют такие электроды, у которых две этих величины абсолютно идентичны. Если же использовать стержни с покрытием из железного порошка, показатель расплавления будет даже меньше, чем КН.
Существуют специальные таблицы, в которых даются величины рассмотренных нами коэффициентов для разных вариантов сварки (полуавтоматической и ручной). Но профессионалы используют их редко. На практике коэффициент наплавки и КР (их номинальные величины) устанавливаются специалистом экспериментально при осуществлении тех или иных сварочных мероприятий. При этом сварщик принимает во внимание показатель потерь металла, который варьируется в пределах 3–30%.
7 Расчет режимов наплавки
7.1 Режим ручной дуговой наплавки
Выбираем электрод Э10Г2 марки ОЗН–250У с коэффициентом наплавки 9; с умеренным разбрызгиванием и расходом электродов на 1 кг наплавленного металла равным 1,7, согласно источнику [9].
Толщина наплавленного слоя:
, (11)
где – величина износа, мм.
– величина припуска на предварительную механическую обработку, мм.
– величина припуска напоследующую механическую обработку, мм.
мм.
Ручная наплавка производится широким валиком с амплитудой поперечного перемещения от 2 до 4 диаметров электрода. Такой прием увеличивает ширину валика, замедляет охлаждение сварочной ванны, что уменьшает возможность появления непроваров, шлаковых включений. Валики накладываются после удаления шлака, так, чтобы каждый последующий перекрывал предыдущий на 1/2 - 1/3 его ширины.
При ручной дуговой наплавке изношенных поверхностей для большинства деталей подвижного состава используются электроды диаметром 3 – 5 мм, для крупногабаритных деталей - до 6 мм. Выбираем электрод диаметром 6 мм.
Длина одного валика:
(12)
мм.
(13)
мм.
Наплавку следует производить за один слой.
Определим величину сварочного тока для электрода диаметром 6 мм по формуле:
, (14)
где – плотность тока, А/мм2;
– диаметр электрода, мм.
А.
Напряжение дуги:
, (15)
В.
Площадь наплавленной поверхности, см2:
, (16)
см2.
Скорость наплавки:
(17)
где – коэффициент наплавки, г/А∙ ч;
ρ – плотность металла шва, ρ = 7,8 г/см3.
м/ч.=0,93 мм/с.
По данным источника [8]:
– Электроды Э10Г2 марки ОЗН – 250;
– электрододержатель ЭР – 1;
– источником питания выпрямитель ИПП – 300.
7.2 Режим полуавтоматической наплавки в среде углекислого газа
Выбираем проволоку Св–18ХГС 40, согласно источнику [9].
Толщина наплавленного слоя:
, (18)
где – величина износа, мм.
– величина припуска на предварительную механическую обработку, мм.
– величина на последующую механическую обработку, мм.
мм.
Выбор диаметра электрода при наплавке в производится в зависимости от размера наплавляемой поверхности так как ширина наклонной поверхности надрессорной балки равна 110 мм, то по таблице из методических указаний выбираем диаметр электродамм.
Длина одного валика:
(19)
мм.
(20)
мм.
Наплавку следует производить за три слоя.
Определим величину сварочного тока для электрода диаметром 2 мм по формуле:
, (21)
где – плотность тока, находится в пределах 80–200 А/мм2;
– диаметр электрода, мм.
Так как большие плотности тока соответствуют меньшим диаметрам электрода, выбираем А/мм2
А.
Обычно наплавку различных деталей производят при напряжении дуги 16– 34В, большие значения напряжения дуги соответствуют большей величине тока. Выбираем напряжение дугиВ.
Скорость подачи электрода:
, (22)
где – коэффициент расплавления;
– плотность металла проволоки, г/см3.
, (23)
.
Скорость подачи электрода для тока обратной полярности:
мм/ч.=55 мм/с
Шаг наплавки:
, (24)
мм.
Скорость наплавки:
, (25)
Коэффициент наплавки:
, (26)
где ψ – коэффициент потерь металла сварочной проволоки на угар и разбрызгивание, ψ = (1 – 3) %.
Площадь поперечного сечения наплавленного валика,см2:
, (27)
где а – коэффициент, учитывающий отклонения площади наплавленного валика от площади прямоугольника, а = (0,6 – 0,7),
см2 ,
м/ч.=18 мм/c
Вылет электродной проволоки существенно влияет на устойчивость процесса и качество наплавленного слоя. Его величина выбирается в зависимости от диаметра электрода. Согласно таблице приведенной в методических указаниях выбираем вылет электрода мм.
По полученным значениям, пользуясь источником [8], выбираем оборудование для наплавки:
– полуавтомат ПДГ – 508 для полуавтоматической наплавки в среде углекислого газа;
– источник питания для полуавтомата выпрямитель ВД – 306.
8 Механическая обработка детали
studfiles.net
Коэффициент - наплавка - Большая Энциклопедия Нефти и Газа, статья, страница 2
Коэффициент - наплавка
Cтраница 2
Коэффициент наплавки зависит от рода и полярности тока, типа покрытия и состава проволоки, а также от пространственного положения, в котором выполняют сварку. [16]
Коэффициент наплавки при сварке под флюсом составляет 14 - 18 г / А - ч против 8 - 12 г / А - ч при сварке покрытыми электродами. Повышение силы тока, увеличение глубины провара и коэффициента наплавки позволяют повысить производительность и при сварке многослойных швов. Отсутствие брызг - также серьезное преимущество сварки под флюсом, так как отпадает надобность в трудоемкой операции очистки от них поверхности свариваемых деталей. [17]
Коэффициент наплавки при сварке опытными электродами колеблется в пределах от. [18]
Коэффициент наплавки несколько меньше коэффициента расплавления и зависит от способа сварки, рода и полярности тока, марки электродов и флюса и других факторов. [19]
Коэффициенты наплавки для различных марок электродов приведены в главе IV. Коэффициенты наплавки при автоматической и полуавтоматической сварке обычно даются в нормативных материалах в зависимости от числа слоев шва и силы сварочного тока. [20]
Коэффициенты наплавки для различных марок электродов приведены в главе V. Коэффициенты наплавки при автоматической и полуавтоматической сварке обычно дают в нормативных материалах в зависимости от числа слоев шва и величины сварочного тока. [21]
Коэффициент наплавки - величина, показывающая, какое количество наплавленного металла приходится на 1 а силы сварочного тока за 1 час горения сварочной дуги. [22]
Коэффициент наплавки получается больше, а глубина проплав-ления ц доля основного металла меньше. [23]
Коэффициент наплавки представляет собой массу, г, наплавленного в течение 1 ч электродного металла, приходящуюся на 1 А сварочного тока. [24]
Коэффициент наплавки в большой мере зависит от специальных добавок в порошковой проволоке и, в частности, от содержания титана и кремнефтористого натрия. Дальнейшее повышение содержания титана мало влияет на улучшение технико-экономических характеристик и поэтому практически нецелесообразно. [25]
Коэффициент наплавки представляет собой массу, г, наплавленного в течение 1 ч электродного металла, приходящуюся на 1 А сварочного тока. [26]
Коэффициент наплавки ан электродов с толстым покрытием обычно меньше коэффициента плавления, за исключением тех случаев, когда в покрытие входит боль щое количество металлических составляющих. [27]
Коэффициент наплавки при этом методе восстановления увеличивается до 20 - 25 г / а-ч при уменьшении расхода основного металла, электроэнергии и флюса. Наличие формирующих приспособлений позволяет резко сократить припуск на последующую обработку восстанавливаемой поверхности или полностью от нее отказаться. [28]
Коэффициент наплавки зависит от рода и полярности тока, типа покрытия и состава проволоки, а также от пространственного положения, в котором выполняют сварку. [29]
Коэффициент наплавки, по существу, является коэффициентом расплавления, в котором учтены потери электродного металла в процессе сварки на разбрызгивание, угар, окисление. [30]
Страницы: 1 2 3 4
www.ngpedia.ru
Коэффициент наплавки - Энциклопедия по экономике
| Таблица 58. Коэффициенты наплавки для различных марок электродов | 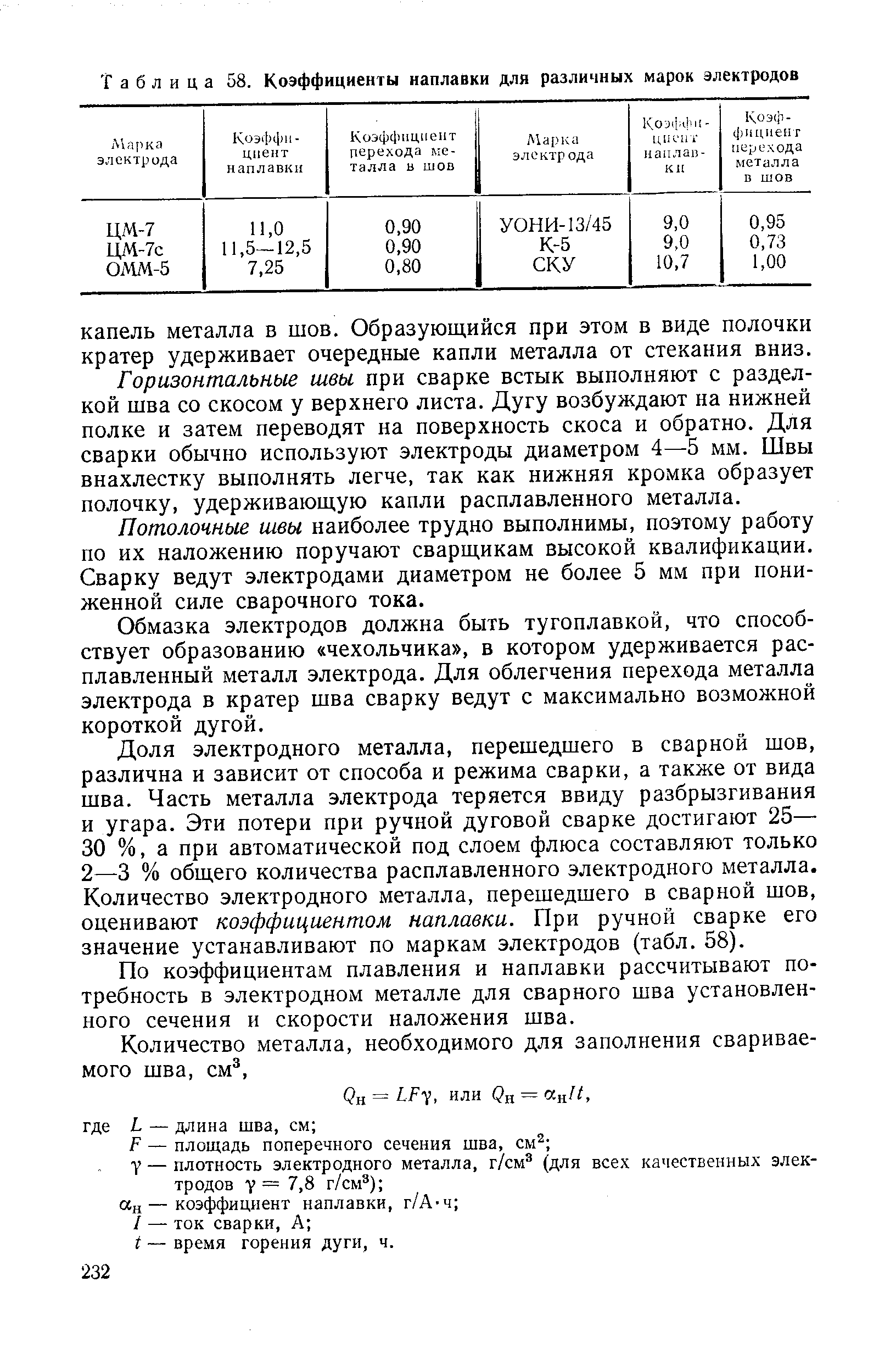 |
Коэффициенты наплавки электродной проволоки ан, принимаемые при расчете основного времени полуавтоматической дуговой сварки в защитном газе, даны в табл. 3.47. [c.138]
| Таблица 3.47 Коэффициент наплавки электродной проволоки, г/(А-ч) | 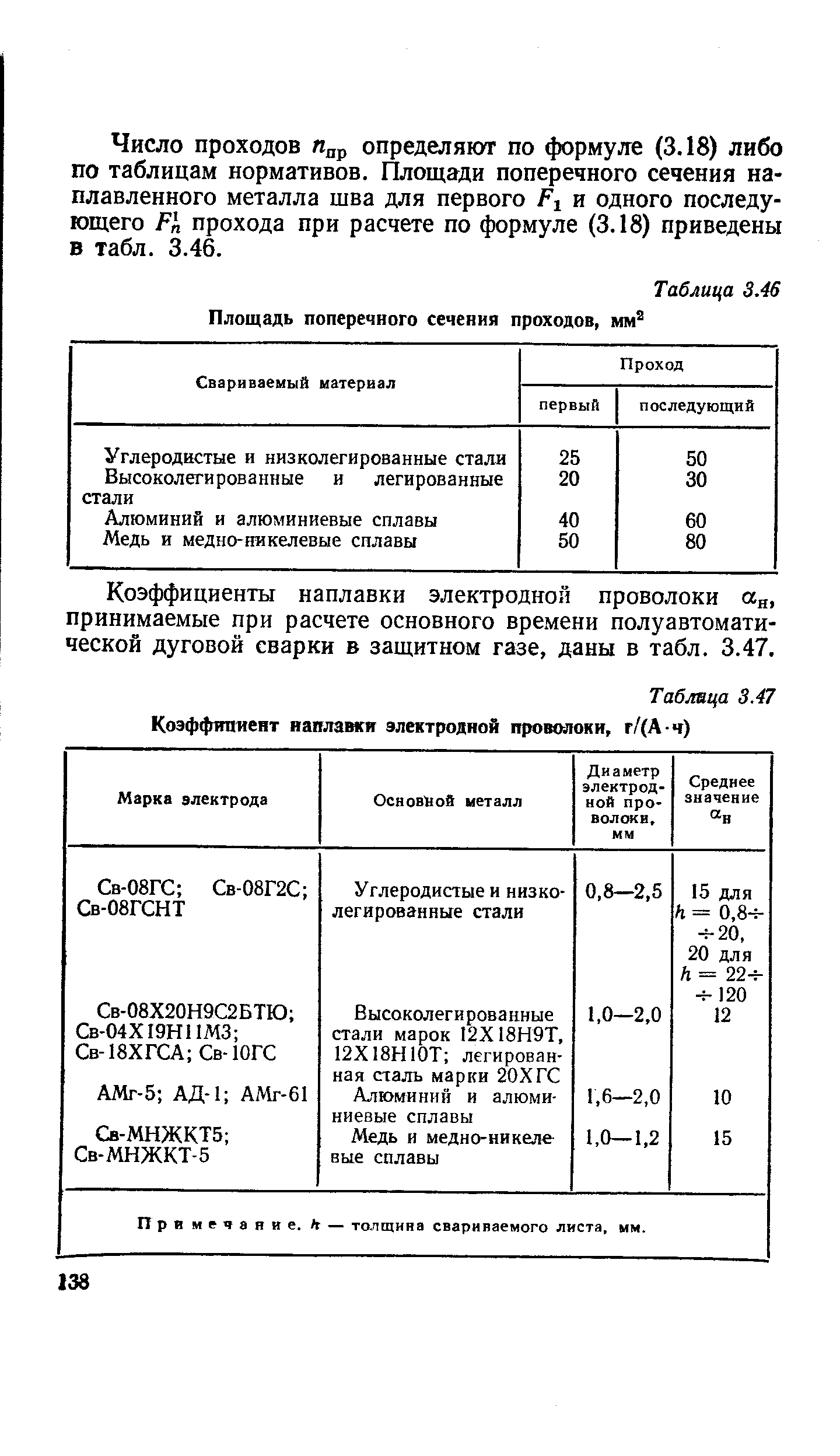 |
Моральный износ имеет две формы. Первая форма характеризуется тем, что уменьшение стоимости действующего оборудования происходит вследствие уменьшения затрат на его производство, в результате чего пересматриваются и цены на него. Вторая форма морального износа имеет место, когда оборудование технически устарело и подлежит замене более совершенным с более высокими техническими показателями. Так, например, при появлении автоматов для сварки под флюсом, работающих на более интенсивных сварочных режимах и обеспечивающих более высокий коэффициент наплавки, становится невыгодным использовать автоматы устаревших конструкций для сварки незащищенной дугой, обес-20 [c.20]
Влияние морального износа может быть во многих случаях ослаблено модернизацией оборудования, в результате которой улучшается его эксплуатационная характеристика (например, повышаются скорость сварки и коэффициент наплавки, улучшается защита металла шва от воздуха и т. д.). [c.21]
Установленные веса наплавленного металла суммируются по маркам и длинам электродов, которыми производится наплавка. В соответствии с марками и длинами электродов устанавливаются величины коэффициентов Кс по табл. 1, на которые, соответственно маркам и длинам электродов, умножаются установленные веса наплавленного металла. Путем суммирования полученных величин по маркам электродов определяется расход сварочной проволоки. [c.453]
По коэффициентам плавления и наплавки рассчитывают потребность в электродном металле для сварного шва установленного сечения и скорости наложения шва. [c.232]
При наплавке чугуна к нормативному времени, приведенному в табл. 65, применяют поправочный коэффициент Кч — 1,15, при наплавке латуни Кч = 0,85, а при наплавке меди Км = = 0,90. [c.241]
Скорость наплавки зависит от величины силы тока / (в А) и коэффициента наплавки ан, который определяется в соответствии л маркой члектрода и его покрытия, родом тока (постоянного переменного). [c.162]
Производительность наплавки указанными электродами в сравнении с известными электродами ЦМ-7 повышается более чем на 50%, а удельный расход электроэнергии снижается на 30 % . Увеличение производительности и экономия электроэнергии при сварке этими электродами обеспечиваются за счет повышения коэффициента наплавки, повышения сварочного тока, а также применения метода глубокого проплавления. [c.260]
Основное время сварки равно времени горения дуги. Его определяют, как показано выше, делением массы наплавленного металла QH на произведение силы сварочного тока / и коэффициента наплавки ан, т. е. t0 = 60QH/(aH/). [c.235]
economy-ru.info
Обратная связь ПОЗНАВАТЕЛЬНОЕ Сила воли ведет к действию, а позитивные действия формируют позитивное отношение Как определить диапазон голоса - ваш вокал Как цель узнает о ваших желаниях прежде, чем вы начнете действовать. Как компании прогнозируют привычки и манипулируют ими Целительная привычка Как самому избавиться от обидчивости Противоречивые взгляды на качества, присущие мужчинам Тренинг уверенности в себе Вкуснейший "Салат из свеклы с чесноком" Натюрморт и его изобразительные возможности Применение, как принимать мумие? Мумие для волос, лица, при переломах, при кровотечении и т.д. Как научиться брать на себя ответственность Зачем нужны границы в отношениях с детьми? Световозвращающие элементы на детской одежде Как победить свой возраст? Восемь уникальных способов, которые помогут достичь долголетия Как слышать голос Бога Классификация ожирения по ИМТ (ВОЗ) Глава 3. Завет мужчины с женщиной
Оси и плоскости тела человека - Тело человека состоит из определенных топографических частей и участков, в которых расположены органы, мышцы, сосуды, нервы и т.д.
| Конструктивные элементы подготовки кромок и виды сварных соединений (стыковые, угловые, тавровые, нахлесточные) для автоматической и механизированной сварки под слоем флюса регламентированы ГОСТ 8713-79. Основными параметрами режима автоматической и механизированной сварки под слоем флюса, оказывающим влияние на размеры и форму шва, являются: 1. Диаметр электродной (сварочной) проволоки, dэл, мм. 2. Сила сварочного тока, Iсв, А. 3. Напряжение на дуге, Uд, В. 4. Скорость сварки, Vсв, м/ч. 5. Скорость подачи электродной проволоки,Vп.п., м/ч. Дополнительными параметрами режима являются: 6. Род тока. 7. Полярность (при постоянном токе). 8. Марка флюса.
Расчет режима сварки швов стыковых соединений
Расчет режима сварки начинают с того, что задают требуемую глубину провара(h)при сварке с первой стороны, которая устанавливается равной:
где S – толщина металла, мм. Силу сварочного тока(Iсв), необходимую для получения заданной глубины проплавления основного металла, рассчитывают по формуле:
Диаметр сварочной проволоки (dэл) рассчитывают по формуле:
где j – допустимая плотность тока, А/мм2; (табл. 17) Iсв – сила сварочного тока, А. Таблица 17 Допускаемая плотность тока в электродной проволоке при автоматической сварке стыковых швов
Напряжение на дуге (Uд) принимают для стыковых соединений в пределах 32÷40 В. Большему току и диаметру электрода соответствует большее напряжение на дуге. Необходимо выбрать конкретное напряжение. Определяют коэффициент наплавки (Lн), который при сварке постоянным током обратной полярности
а при сварке на постоянном токе прямой полярности и переменном токе по формуле:
где Iсв – сила сварочного тока, А; dэл – диаметр электродной проволоки, мм; А, В – коэффициенты, (табл. 18). Таблица 18 Значения коэффициентов А и В
Скорость сварки (Vсв) электродной проволокой диаметром 1…3 мм определяют по формуле:
а электродной проволокой диаметром 4…6 мм по формуле:
Скорость подачи сварочной проволоки (Vп.п.) определяют по формуле:
где Lн – коэффициент наплавки, г/А·ч; dэл – диаметр электродной проволоки, мм.
Результаты, расчетов режима сварки стыковых соединений следует занести в таблицу 19.
Таблица 19 Режимы сварки стыкового шва и его размеры при автоматической сварке
Расчет режима сварки угловых швов сварных соединений Расчет режима сварки ведется в следующей последовательности. Площадь поперечного сечения (Fн) наплавленного металла, которая для шва без выпуклости высоты усиления определяется по формуле:
где К – катет шва, мм;
а для шва с выпуклостью (с высотой усиления) по формуле:
где g – выпуклость углового шва величины усиления, мм.
|

 Отёска стен и прирубка косяков - Когда на доме не достаёт окон и дверей, красивое высокое крыльцо ещё только в воображении, приходится подниматься с улицы в дом по трапу.
Отёска стен и прирубка косяков - Когда на доме не достаёт окон и дверей, красивое высокое крыльцо ещё только в воображении, приходится подниматься с улицы в дом по трапу. Дифференциальные уравнения второго порядка (модель рынка с прогнозируемыми ценами) - В простых моделях рынка спрос и предложение обычно полагают зависящими только от текущей цены на товар.
Дифференциальные уравнения второго порядка (модель рынка с прогнозируемыми ценами) - В простых моделях рынка спрос и предложение обычно полагают зависящими только от текущей цены на товар.megapredmet.ru



.png)






