Сварка аргоном для начинающих: технология, оборудование. Принцип работы сварка аргоном
Сварка аргоном своими руками. Как быстрее освоить процесс?
Хотите самостоятельно освоить ручную аргонодуговую сварку? С чего начать? Какое оборудование понадобится? В чем тонкости работы с разными материалами? Конечно, можно обратиться за советом к мастеру. Но прежде – прочитайте нашу статью. Имея представление о методе в целом, вы будете разговаривать с опытными сварщиками на одном языке.
Не зря аргонодуговую сварку называют гибридом электродуговой и газовой сварки. Чтобы успешно освоить процесс, желательно иметь хотя бы небольшой опыт сварочных работ. Так вы сможете более уверенно вести горелку, правильно направлять инструмент на металл, соблюдать нужное расстояние от заготовки. Но об этом позже. Сначала разберемся в особенностях метода.
Аргонодуговая сварка. Что это?
Принцип: электродуга является источником нагрева, именно за счет нее происходит расплавление металла, а аргон выступает в роли инертного газа – он тяжелее воздуха, поэтому мгновенно вытесняет кислород из зоны образования сварного шва. Поэтому в месте соединения не будет кислорода и находящихся в окружающем воздухе примесей, что обеспечивает высокую чистоту процесса. Отсекание кислорода способствует получению прочного, однородного шва.
Существует несколько методов: ручная сварка с неплавящимся электродом, автоматическая сварка с неплавящимся электродом и автоматическая сварка с плавящимся электродом. Мы поговорим о ручной аргонодуговой сварке неплавящимся электродом, которую еще называют TIG-сваркой. Именно она широко применяется и в профессиональной сфере, и любителями. У данного метода есть свои сильные и слабые стороны.
Начнем с преимуществ:
- можно сваривать металлы, которые при нагреве боятся контакта с кислородом; например, легированные стали и цветные металлы окисляются, а алюминий может воспламеняться;
- высокотемпературная дуга способствует мгновенному прогреву заготовки, что ускоряет рабочий процесс;
- защита аргоном шва от кислорода помогает получить надежное соединение без инородных включений и пор;
- нагрев участка осуществляется локально, поэтому исключен риск деформации деталей и элементов конструкций даже сложной формы.
Однако у аргонодуговой сварки есть два недостатка: сложность использования оборудования и технология, требующая особого навыка сварочных работ. Несмотря на это все-таки данный метод набирает популярность. Ведь ряд материалов, например, алюминий, медь, цветные металлы, предпочтительнее сваривать именно аргоном. Кроме того, сварочный шов имеет одинаковую глубину проплавления, что важно при обработке тонких металлических заготовок, к которым возможен лишь односторонний доступ.
Данный вид сварки находит широкое применение в сфере ремонта автомобилей, например, когда нужно заварить масляный поддон, трубки кондиционера, радиатор и даже кузовные элементы. Используется также при монтаже трубопроводов, в строительных и ремонтных работах. Услуги сварщика-аргонщика стоят недешево, поэтому если вы будете выполнять эту работу самостоятельно, сможете значительно сэкономить. А может быть, вы планируете этим зарабатывать? В любом случае вам потребуется специальное сварочное оборудование. Расскажем какое.
Что понадобится для работы?
Перечень всего необходимого для сварки аргоном представлен в таблице.
| Название оборудования | Описание |
| Источник сварочного тока | Аппарат для TIG-сварки – это трансформатор или инвертор. При выборе обратите внимание на возможности оборудования. Если вы планируете сваривать алюминий, установка должна работать на переменном токе (АС). Для работы со сталями нужен аппарат постоянного тока (DC). Если же необходим универсальный вариант, ищите модель, в которой совмещены два эти режима. Учитывайте и рабочее напряжение: для сварки в гараже или мастерской с однофазной электросетью подходят аппараты, рассчитанные на 220 В. Кстати, есть модели, в которых совмещены два метода: ММА и TIG |
| Газовый баллон | На баллоне с аргоном должен быть редуктор для регулировки подачи газа, а также шланг, идущий к рабочему инструменту |
| Горелка | Это инструмент пистолетной формы. Присоединяется к газовому шлангу, через который аргон поступает из баллона. В держатель горелки вставляется электрод, конец которого на несколько миллиметров выходит за пределы ее корпуса. Через шланг газ идет в сопло на конце инструмента. На рукоятке есть кнопки для подачи тока и газа |
| Электроды | Для TIG-сварки используются неплавящиеся вольфрамовые, покрытые или графитовые электроды. Их диаметр подбирается под толщину свариваемых деталей |
| Присадочная проволока | Может понадобиться при сваривании толстых металлических заготовок. Представляет собой пруток из того же металла, что и свариваемый. Толщина прутка подбирается в зависимости от толщины заготовки |
Запомните! Сварочные работы должны проводиться в защитной экипировке. Вам обязательно понадобится сварочная маска – для защиты глаз и лица от опасного ультрафиолетового излучения, и перчатки – для защиты рук от ожогов.
Описание сварочного процесса
Чтобы легче было самостоятельно освоить метод аргонодуговой сварки, опишем его поэтапно, начиная с подготовительных работ.
Прежде всего следует хорошо очистить поверхность заготовок. Затем к обрабатываемой детали прикрепить кабель массы, как это делается при ручной дуговой сварке. Горелка присоединяется к аппарату и газовому баллону. Пользователь берет ее в одну руку, а в другую – присадочный пруток. В зависимости от толщины металла на аппарате выставляется значение тока. Вы можете выбрать его опытным путем или по специальной таблице, которая должна быть в инструкции сварочного аппарата. Выбирается и режим сварки. На постоянном токе с прямой полярностью свариваются основные стали и сплавы. При работе с цветными металлами нужно разрушить образующуюся оксидную пленку, поэтому требуется обратная полярность или переменный ток. Если варить на постоянном токе, следует использовать прямую полярность: это обеспечит хороший прогрев металла без излишнего нагрева электрода.
Перед началом работ нужно включить подачу газа на 20 сек. Затем сопло подносят к поверхности заготовки, но не касаются ее – расстояние до конца электрода должно быть около 2 мм. Между электродом и заготовкой образуется электрическая дуга, которая расплавляет кромки металла и присадочную проволоку. При методе соединения заготовок расплавлением кромок присадочный материал не используется. Направленный поток газа изолирует сварочную зону, отсекая кислород.
Запомните! При сварке тугоплавким электродом дугу не получают путем касания о заготовку. Во-первых, электрод может загрязниться; во-вторых, не удастся эффективно ионизировать интервал между ним и поверхностью детали при искре от касания.
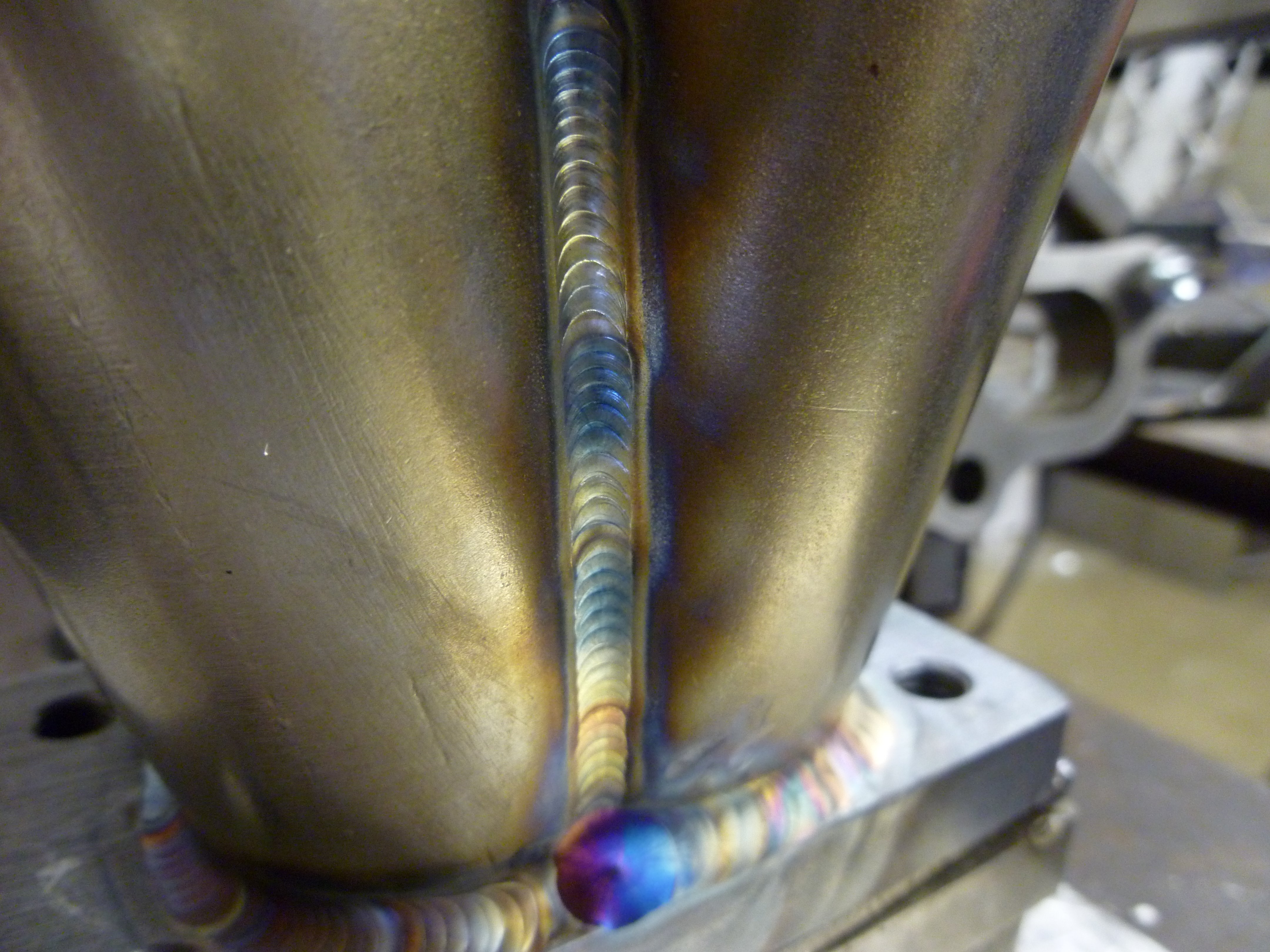
Больше всего вопросов у начинающих сварщиков-аргонщиков связано с тем, как вести горелку. Итак, следует делать только одно перемещение по оси сварного шва, исключая перпендикулярные ему движения. Присадочный пруток нужно подавать в зону сварки плавно, располагая его перед соплом горелки. Избегайте резких движений, которые могут привести к разбрызгиванию металла. Чтобы получить прочное и эстетичное соединение, следует соблюдать одинаковое расстояние между горелкой и металлом, при этом подносить электрод как можно ближе к поверхности. Так дуга будет короче, а материал будет проплавлен глубоко. При увеличении дуги металл расплавляется хуже, шов становится шире и выглядит менее эстетично, кроме того, ухудшается качество сварного соединения. В идеале шов должен иметь одинаковую ширину, а его структура напоминать чешуйки.
Запомните! Подачу газа прекращают через 7 – 10 сек после завершения работы. Это нужно для продувки сопла горелки.
Тонкости сваривания различных металлов
Теперь, когда вы знаете о последовательности процесса аргонодуговой сварки, можно перейти к более частным вопросам. Ведь при работе с разными видами металлов есть свои нюансы. Расскажем о самых распространенных.
- Алюминий (таблица 1). В данном случае аргон служит не только для вытеснения кислорода, но и для создания электропроводной плазмы. Это заметно упрощает получение качественного шва. Во время нагрева металла на нем появляется тугоплавкая пленка, которую можно разрушить при сварке на переменном токе или обратной полярности. Газ разрушает пленку, если у детали положительный заряд, а работа ведется на обратной полярности. В случае со сваркой на переменном токе данный процесс осуществляется, когда заготовка выступает в роли катода. Подробнее о порядке работы читайте в статье «Как варить алюминий: обзор моделей и правила работы».
- Титан (таблица 2). Сложности сварки обусловлены тем, что данный металл обладает высокой химической активностью при контакте с газами, когда осуществляется нагрев и расплавление. При взаимодействии с кислородом он окисляется, образуется твердая пленка, а водород снижает качество металла. Кроме того, титан имеет низкую теплопроводность, что может потребовать наложения дополнительных швов по краям основного шва. Сварка заготовок толщиной от 1,5 мм ведется вольфрамовым электродом с присадочной проволокой – при этом угол между ними должен быть 90°.
- Медь (таблица 3). При контакте с воздухом она окисляется, что может привести к неоднородному шву. Кроме того, закись меди вступает в реакцию с водородом, который содержится в окружающей среде, – возникает пар, образующий поры в сварном шве. Поэтому медь варят аргоном, причем на переменном токе или обратной полярности. Используется графитовый или покрытый электрод. Соединение осуществляется методом расплавления кромок, то есть без присадочной проволоки.
Таблица 1
| Толщина заготовки, мм | Диаметр вольфрамового электрода, мм | Диаметр прутка, мм | Сила тока, А |
| 1 – 2 | 2 | 1 – 2 | 50 – 70 |
| 4 – 6 | 3 | 2 – 3 | 100 – 130 |
| 4 – 6 | 4 | 3 | 160 – 180 |
| 6 – 10 | 5 | 3 – 4 | 220 – 300 |
| 11 – 15 | 6 | 4 | 280 – 360 |
Таблица 2
| Толщина заготовки, мм | Диаметр электрода, мм | Диаметр проволоки, мм | Сила тока, А |
| 0,3 – 0,7 | 1,6 | - | 40 |
| 0,8 – 1,2 | 1,6 | - | 60 – 80 |
| 1,5 – 2,0 | 2 | 2,0 – 2,5 | 80 – 120 |
| 2,5 – 3,5 | 3 | 2,0 – 2,5 | 150 – 200 |
Таблица 3
| Вид электрода | Толщина заготовки, мм | Диаметр электрода, мм | Сила тока, А | Длина дуги, мм |
| Графитовый | 2 | 6 | 125 – 200 | 5 – 8 |
| 5 | 8 | 200 – 350 | 10 – 15 | |
| 8 | 10 | 300 – 450 | 15 – 20 | |
| 13 | 15 | 450 – 700 | 25 – 30 | |
| Покрытый | 2 | 2 – 3 | 100 – 120 | - |
| 3 | 3 – 4 | 120 – 160 | - | |
| 4 | 4 – 5 | 160 – 200 | - | |
| 5 | 5 – 6 | 240 – 300 | - | |
| 6 | 6 – 7 | 260 – 340 | - | |
| 8 | 7 – 8 | 380 – 400 | - | |
| 10 | 7 – 8 | 400 – 420 | - |
Надеемся, наша статья будет для вас полезна и поможет в успешном освоении аргонодуговой сварки. Регулярная практика и терпение уже в скором времени дадут свои результаты. А с качественным оборудованием осуществить это еще легче! Аппарат для TIG-сварки вы можете купить в нашем интернет-магазине. Также у нас вы найдете необходимую оснастку и расходные материалы для сварочных работ. Изучайте ассортимент, сравнивайте и делайте заказ на сайте или по телефону 8-800-333-83-28.
www.vseinstrumenti.ru
Сварка аргоном для начинающих: технология, оборудование
Самым распространенным и надежным способом стыковки различных металлических деталей считается сварка. Но есть ряд металлов, которые очень плохо поддаются соединению обычным способом. Чтобы создать прочный неразъемный контакт таких металлов, как титан, алюминий, нержавеющая сталь и многих других используется сварка аргоном. Для начинающих технология вызывает некоторую сложность.
Особенности аргоновой сварки
Соединение металлических поверхностей происходит в зоне действия аргона. Применение инертного газа при сварке металлов является своеобразным защитным барьером от процесса окисления, который происходит в результате взаимодействия с кислородом, находящимся в окружающем воздухе. Проще сказать, что инертный газ прикрывает место сварки от проникновения кислорода в зону соединяемых деталей.
Вся технология сварки аргоном предусматривает выполнение работы ручным, полуавтоматическим и автоматическим способом. Именно от методов проведения сварки и вида применяемого электрода происходит квалификация режимов сварочного процесса.
В качестве неплавящегося электрода используют вольфрамовую проволоку, которая гарантирует надежное соединение металлов.
Техника выполнения соединения
Знание основных правил проведения работы позволит намного облегчить сварку аргоном, а уроки для начинающих помогут добиться хорошего качества шва.
Некоторые практические советы опытных сварщиков:
- Качество соединения деталей существенно снижает длинная дуга. Чем она длиннее, тем шире будет шов и меньшей глубина плавления. Неплавящийся электрод нужно располагать в непосредственной близости от стыка изделий.
- Для создания глубокого и узкого шва нужно добиваться продольного перемещения горелки и электрода. Даже небольшие отклонения существенно ухудшают сварку. При сварке аргоном нужно соблюдать особое внимание и аккуратность.
- Чтобы азот с кислородом не проникал внутрь сварочной зоны, электрод и присадка должны находиться в этой зоне, но под слоем аргона.
- Подача проволоки - сложная операция, так как рывки приводят к разбрызгиванию металла. Ввод этого компонента осуществляется равномерно и плавно.
- Если шов получается выпуклой и округлой формы, то это свидетельствует о низком плавлении металла, что говорит о низком качестве сварки аргоном.
- Для создания небольшого шва и его ровной поверхности присадочную проволоку необходимо вести перед горелкой и под углом к плоскости металла. Это условие позволит надежно контролировать весь процесс сварки аргоном.
- Чтобы азот с кислородом не проникли в зону стыковки деталей, процесс сварки нельзя начитать и заканчивать резкими движениями. Начало работы нужно осуществлять через 15–20 секунд после подачи газа, а заканчивать — до момента отключения горелки.
- Завершать работу необходимо путем уменьшения силы тока реостатом, входящим в аппарат для сварки аргоном. Если просто отвести горелку в сторону, то можно открыть доступ кислорода с азотом в сварочную зону.
Основным требованием перед работой является качественная очистка и обезжиривание сопрягаемых поверхностей изделия.
Преимущества применения этого вида сварки
Учитывая, что сварка аргоном является эффективным методом соединения металлов, плохо поддающимся другим видам стыковки, то и преимущества его применения основаны именно на этом свойстве. К ним относятся:
- Небольшая температура нагрева соединяемой поверхности, что позволяет сохранять форму и размеры детали.
- Инертный газ плотнее и тяжелее воздуха, поэтому способен хорошо защитить место сварки.
- Довольно высокая мощность тепловой дуги способствует кратковременному характеру сварки аргоном.
- Возможность фокусировки сварочного шва позволяет проводить работы в труднодоступных местах.
- Сварка тонких деталей легко осуществима из-за не очень высокой температуры в зоне плавления металла.

Недостатки аргоновой сварки
Как и любое другое соединение, аргоновая сварка имеет и некоторые недостатки, которые необходимо учитывать при выполнении работы. Основные минусы такого соединения:
- Наличие сквозняка существенно снижает защиту места пайки, поэтому работы рекомендуется осуществлять в закрытых помещениях. Только при этом нужно позаботиться о хорошей общей вентиляции объекта.
- При необходимости получения высокоамперной дуги нужно обеспечить охлаждение соединяемых изделий.
- Оборудование относится к категории сложных приспособлений, поэтому сварка аргоном для начинающих является трудновыполнимым процессом. Произвести правильную настройку режимов может только опытный сварщик.
Режимы соединения аргоном
Чтобы сварка проходила качественно, нужно выбрать правильно оптимальный режим работы. Такое действие, как правило, удается только специалистам, имеющим большой практический опыт.

Условия правильного выбора режима сварки:
- Направление и полярность тока напрямую зависят от свойств соединяемых металлов.
- Сила тока определяется исходя из трех основных характеристик, а именно полярности, диаметра применяемого электрода, толщины и типа материала. Именно в выборе этого параметра и понадобится собственный опыт сварщика.
- Равномерность потока инертного газа влияет на расход аргона. Поток при сварке алюминия аргоном должен быть без пульсаций.
Состав оборудования
Прежде чем понять принцип работы устройства, необходимо ознакомиться с основными составными частями оборудования. Для качественной сварки понадобятся:

- Сварочный аппарат любого типа с холостым ходом 60–70 вольт.
- Силовой контактор, передающий напряжение на головку от сварочного аппарата.
- Осциллятор. Это устройство, которое стандартное напряжение преобразует в напряжение 2000–3000 В с частотой 150–500 кГц, что облегчает розжиг дуги.
- Керамическая горелка.
- Прибор, предназначенный для обдува аргоном.
- Емкость для инертного газа.
- Проволока для присадки и неплавящийся электрод.

Принцип работы устройства
После предварительной очистки соединяемых поверхностей и настройки нужного сварочного режима берем в левую руку проволоку, а в правую горелку. Кнопкой подачи газа, которая расположена на рукоятке горелки, подаем газ в зону сварки.
Электрод нужно вставить в горелку, чтобы он выступал на примерно 5 мм. Подносим горелку на расстояние до 2 мм от поверхности сварки. Затем включаем агрегат и подаем напряжение на электрод до возникновения дуги. Аргон в это время поступает в сварочную зону.
Другой рукой сварщик направляет в зазор присадочную проволоку, которая расплавляется, образуя соединение металлов. Перемещаясь постепенно вдоль шва, полностью свариваем две детали.
Сложности сварки алюминия
Алюминий считается наиболее распространенным в промышленности материалом. Сварка его представляет большую сложность из-за оксидной пленки, у которой плавление выше, чем у металла. Прежде чем начинать сварку алюминия аргоном, необходимо внимательно изучить все нюансы соединительного процесса:
- Основной ошибкой начинающих сварщиков является некачественная предварительная зачистка металла. Не может быть и речи о хорошем соединении металла, если на поверхности присутствует грязь, пыль или жировая пленка.
- Малая температура плавления алюминия и его высокая теплопроводность требует от сварки инертным газом больших затрат энергии.
- Плавится алюминий при малой температуре, чтобы избежать повреждения материала, нужно выставить правильный режим на инверторе.
- Сварочный аппарат для алюминия должен иметь специальную функцию, которая перед началом сварки подает усиленный ток, чтобы проплавить пленку, а в конце — полностью заварить кратер.

Очистка поверхности металла
Главным условием качественной аргоновой сварки является хорошая предварительная очистка поверхности металла.
Очищение проводится двумя способами:
- Способ химической обработки способствует разрушению оксидного слоя на металле за счет воздействия специального раствора. Приготовить такой состав можно самостоятельно, для чего в одном литре воды нужно растворить натрия технического 50 грамм и натрия фтористого 45 грамм. Далее нужно помешать эту массу до получения раствора. Этим составом обрабатывается поверхность, после чего смывается проточной водой.
- Механический метод очистки подразумевает обработку детали железной щеткой или наждачной бумагой. При этом необходимо следить, чтобы на поверхности инструмента для очистки не было вкраплений другого металла, частички которого могут значительно ухудшить конечный результат работы.
Особенности сварки нержавейки
Нержавеющая сталь — это металл, который обладает высокой антикоррозийной стойкостью и большой прочностью, широко используется в любых погодных условиях. Особые свойства этого металла требуют специальных технологий обработки изделия. Именно сварка нержавейки аргоном позволяет добиться хорошего качества соединения таких изделий.

Главной проблемой при работе с нержавейкой является ее растрескивание. Кроме того, есть и другие особенности:
- Из-за низкой теплопроводности нержавейки во время процесса сварки температура в зоне плавления должна быть высокой, что создает большой риск прожечь металл. Во избежание такой неприятности требуется выбирать меньшую силу тока, чем у обычной стали.
- Нержавеющая сталь имеет повышенное линейное расширение, поэтому при сварке возникает большая литейная усадка, что может привести металл к растрескиванию. Чтобы избежать этого, нужно создавать больший зазор между частями изделия.
- Так как нержавейка имеет высокое электрическое сопротивление, то в процессе сварки электрод очень нагревается, что также отрицательно влияет на качество соединения.
При сварке дисков аргоном нужно учитывать, что неправильно выбранная температура сварочного режима может привести к потере антикоррозийных свойств нержавейки.
Соединение с помощью полуавтомата
Процесс сварки аргоном полуавтоматом существенно повышает производительность работы. Технология применения сварки в полуавтоматическом режиме позволяет получать надежные и внешне привлекательные сварочные швы.
Основным нюансом сварки полуавтоматом является необходимость использования в составе сварочной проволоки никеля. Если возникла необходимость сварки трубы аргоном, то при большой толщине детали в защитный состав добавляется и углекислый газ, который улучшает смешиваемость краев сварки.

Процесс сварки полуавтоматом может осуществляться по нескольким технологиям:
- импульсного режима;
- струйного переноса;
- короткой дуги.
Техника безопасности
При проведении сварки в среде аргона нужно соблюдать правила безопасной работы. В основном они мало чем отличаются от правил, которые нужно соблюдать при проведении обычной сварки, но есть и некоторые нюансы:
- Важно контролировать газовые баллоны на герметичность, так как газ в них находится под давлением.
- Не допускать утечку аргона, ведь этот газ тяжелее воздуха и не имеет запаха. Поэтому его постепенное накопление может привести к удушью.
- Работу производить в защитной маске, специальной обуви и одежде.
- Строго соблюдать правила электрической безопасности. Оборудование агрегата должно быть надежно заземлено.
- Особое внимание следует уделить борьбе с вероятностью возникновения пожара. Все воспламеняющиеся предметы должны быть удалены из сварочной зоны.
- Нужно запретить нахождение посторонних людей в зоне проведения сварочных работ.
Помните, что аргоновая сварка позволяет получить качественное соединение металлов, которое невозможно сделать другими способами. Начинающему сварщику придется приложить много усилий и терпения, чтобы освоить все способы аргоновой сварки.
fb.ru
TIG сварка металла аргоном и углекислым газом: технология сварки
Многие люди слышали словосочетание ТИГ сварка и даже видели результаты ее работы, но не все знают, что именно представляет собой данное понятие. TIG сварка – это процесс соединения металла путем общего или местного нагрева, в котором используется не плавящийся вольфрамовый электрод, дуга которого защищена инертным газом. Это обеспечивает весьма высокое качество получаемого шва, так как инертный газ дает отличную защиту от воздействия внешних факторов.

ТИГ сварка металла
Область применения 
Благодаря своему высокому качеству, TIG сварка получила довольно широкую область применения. Чаще всего ее используют там, где нужна высокая ответственность. Это может быть строительная сфера, так как несущие металлоконструкции высотных зданий и прочих сооружений должны обладать высоким запасом прочности. Сюда же можно отнести мастерские по ремонту, в том числе и автомобилей. Данным способом могут проводиться практически все виды сварочных работ, но с учетом того, что он обходится дороже, чем обыкновенная ручная дуговая сварка, то в экономических целях его применяют преимущественно для сложных работ.
Преимущества
Высокую популярность сварка ТИГ металла приобрела благодаря следующим преимуществам:
- Возможность соединять разнородные металлы, сохраняя высокий уровень качества;
- Надежная изоляция от негативных условий окружающей среды;
- Отсутствие нарушения в кристаллической решетке свариваемого металла;
- Стабильное горение дуги.
Недостатки
Помимо положительных качеств тут имеются еще и свои минусы:
- Сварка методом TIG оказывается неэффективной, если работа проводится на сквозняке или ветру, так как сила ветра может попросту сдувать газ;
- Если производится процесс соединения при дуге большой мощности, то горелку приходится периодически охлаждать;
- TIG сварка дает высокое ультрафиолетовое излучение, особенно, если в качестве инертного газа используется гелий.
Принцип работы
Аргонодуговая сварка TIG, а также прочие ее разновидности являются уникальным сочетанием, которое объединяет в себе нюансы ручной дуговой и газовой сварки. Здесь не используются электроды с покрытием, так как основной защитой тут выступает инертный газ. Это объединяет данный метод с газовой сваркой, но основной силой, дающей нужную температуру, здесь выступает электрическая дуга. Покрытые электроды не используются по той причине, что покрытие не дает должный уровень защиты, а в отсыревших электродах может быть скопление водорода, что навредит шву. Вместе этого используется сварочная проволока без покрытия. Не плавящийся электрод нужен для розжига дуги.
Сначала сварщик подает газ с горелки и поджигает его. Затем зажигается электрическая дуга и сразу подается проволока, которая находится в газовой среде. Так как обе руки у мастера заняты, подает расходный материал автоматическая система, которая может регулировать скорость подачи проволоки.

Схема сварки методом ТИГ
Технология сварки
TIG сварка проводится на постоянном токе с прямой полярностью. Чтобы получить соединение высокого качества, требуется обеспечить точную сборку стыка и смещение точек не было выше, чем это допускается по технологии. Аргон чаще всего применяется для изделий толщиною до 5 мм, а для более толстых деталей нужна газовая смесь аргона с гелием или чистый гелий.
«Важно!
Чтобы повысить качество сварки, процесс совершают при минимальных режимах.»

Выбор тока для сварки методом TIG
Химический состав присадочной проволоки должен соответствовать основному металлу. Сам процесс соединения выполняется без перерыва и недопустимо выводить проволоку из защитной зоны газа. Если случился вынужденный перерыв, то следует перекрывать предыдущую зону шва на 1-2 см. защитный газ прекращается подаваться из горелки только через 10 секунд после окончания горения дуги. Это призвано сократить риск окисления поверхности.

Непрерывный процесс сварки методом ТИГ
Данная технология позволяет получить шов, в котором хорошо формируется обратный валик, вне зависимости от пространственного положения. Это отлично подходит при сварке трубопроводов. Если предстоит работа с большой толщиной металла, то сварка аргоном TIG применяется только для корневого шва. Дальнейшая наплавка производится иными способами. Если зазор между трубами составляет до 0,5 мм, то корневой слой сваривается без присадочного материала. После того как будет заварен кратер в конце, то горелка отводится в сторону, противоположную направлению шва.
Подача инертного газа производится за 20 секунд до начала сварки. Во время сварки горелка перемещается с правой стороны на левую, а присадочный материал движется навстречу движению. Амплитуда колебания вольфрамового неплавкого электрода составляет около 3 мм, а если нужно делать несколько слоев наплавки, то в последующих она увеличивается до 7 мм.
Комплект для TIG сварки включает в себя электроды от 2,4 до 3,2 мм. Сила тока регулируется от 90 до 150 А. Все характеристики определяются согласно заданным режимам сварки.
Ошибки при TIG сварке
Одной из основных ошибок является быстрое сгорание вольфрамового электрода. Это может случиться из-за выбора режима обратной полярности, недостаточному расходу газа, некорректно подобранному диаметру электрода и так далее. Основными причинами устранения являются подбор правильных режимов сварки, а также выбор качественных расходных материалов.
Также может случиться загрязнение шва вольфрамом. Оно появляется из-за того, что электрод попадает в сварочную ванну и плавится там. При слишком малом диаметре он может плавиться и без попадания в ванну. Чтобы решить данную проблему, нужно выбирать правильное положение сварки и соответствующий диаметр электрода.
Шов плохого качества случается при недостаточном снабжении сварочной ванны газом, из-за чего получается слабая защита.
Техника безопасности
В данном случае нужно соблюдать правила как газовой, так и электробезопасности. Баллон с инертным газом должен стоять на расстоянии 5-10 метров от источника пламени и легко возгораемых предметов. Он должен находиться в вертикальном положении и закреплен от падения. Обязательно нужно проверять шланги перед использованием. При работе нужно использовать средства индивидуальной защиты.
Заключение
Сварка ТИГ углекислым газом и прочие ее разновидности является одной из самых востребованных разновидностей соединения металла. Это обусловлено высоким качеством получаемых швов. Несмотря на трудоемкость и дороговизну процесса, технология активно применяется в профессиональной сфере, где к соединениям выдвигается большая ответственность.
svarkaipayka.ru
Инверторная аргонная сварка — что это такое?
Апрель 8, 2017
Проблема быстрого соединения металлических заготовок перестала существовать после изобретения сварки дугой короткого замыкания, прогресс на этом не остановился, и была изобретена сварка под аргоном. Лёгкие и мощные инверторы позволяют избежать воздействия кислорода на шов, этого можно достичь применением инертного газа в процессе сварки. Таким способом варятся металлы и сплавы, в том числе и быстро окисляемые, которые иным способом не удаётся соединить. Мы расскажем об этом процессе, выясним, что для него нужно и обсудим технологию аргонно дуговой сварки с применением инверторных аппаратов.
Виды сварки металлов и сплавов
Самыми востребованными, по многим отзывам, являются инверторные сварочные аппараты, которые мало весят, обладают достаточной мощностью и такими возможностями, как сварка в среде аргона. Они недорого стоят и с покупкой горелки и баллона приобретают очень широкие возможности, позволяя сваривать сплавы алюминия, титан, нержавеющую и легированную сталь. Есть много разновидностей сварочной проволоки и прута, которые придают шву прочность и высокое качество соединения даже разнородных металлов. Единственным препятствием является агрессивное воздействие окисляющего, атмосферного кислорода, которое и устраняет среда инертного газа.Простое обучение позволяет быстро приобрести необходимые навыки, а стоимость оборудования быстро окупится потому, что стоимость такой работы при заказах в сторонних мастерских чрезвычайно высока. Для того чтобы понять как правильно варить аргоном, нужно знать методы работы и аппаратуру, позволяющую выполнять подобные операции. В этих целях используются следующие методики:
- инверторная сварка в защитной среде способом TIG с использованием тугоплавкого вольфрамового электрода и ручной подачей проволоки в зону сварки;
- полуавтоматическая сварка методом MIG с подачей плавящейся проволоки в сварочную ванночку с регулируемой скоростью.
Наименее затратным является аргонно-дуговая сварка методом TIG, поскольку инверторы MMA+TIG более доступны по цене, но обычно в комплектацию не входит горелка и шланг подачи газа. Также придётся приобретать вольфрамовые электроды и присадочную проволоку, которая подаётся вручную в зону сварки. Высокая универсальность метода позволяет сваривать алюминиевые сплавы, нержавеющую сталь, чугун и листовой металл, что необходимо при ремонте кузовов автомашин.
Более дорогая аппаратура метода MIG/MAG даёт возможность подавать автоматически сварочную проволоку различной толщины с регулируемой скоростью в зону плавления. Эта проволока и является электродом, и её подбирают наиболее близкой по составу к свариваемым деталям. Подача осуществляется со специального встроенного барабана через еврорукав на горелку, которая оснащена насадками различного внутреннего диаметра для прохода проволоки. С этим оборудованием возможна как сварка аргоном, так и активным газовым составом.
Важно отметить, что работу с использованием инертных газов необходимо производить в помещениях, где нет сквозняков, чтобы избежать перерасхода газа и ухудшения качества шва.
Оборудования для аргонной сварки
Соединение металлов и сплавов стало основной инженерной задачей для конструкторов аппаратуры в течение длительного времени. Первые опыты, естественно, связаны с оборонной промышленностью, но прогресс в этой области, подсказал гражданское использование аргона для сварки в обычных житейских целях. У потребителя возникает проблема сварки разнородных, и быстро окисляющихся деталей на открытом воздухе и здесь аргонная сварка является выходом из сложного положения. Необходимо отметить, что для этого вида работ нужно определённое, не очень дорогое оборудование, которое обеспечивает надлежащее качество сварочного шва, а именно:
- газовый баллон, с двумя редукторами и манометрами для обеспечения подачи инертного газа или смеси в зону сварочной ванночки;
- соединительный шланг, для подачи смеси в зону расплава металлов или сплавов с герметичным соединением;
- горелки, разного назначения при методе TIG или MIG, но обеспечивающие подачу инертного газа в зону плавления металла или сплава.
- евроразъём различного назначения;
- вольфрамовые электроды (TIG) или сварочная проволока (MIG) для обеспечения бесперебойного процесса;
- встроенный в инвертор сварочный осциллятор для высокочастотного возбуждения дуги короткого замыкания.
Газовый баллон служит для подачи газов через редукторы, которые обеспечивают подачу смеси в нужных пропорциях в зону плавления сварочной ванночки. Для обеспечения этого процесса используется один или два баллона с газом и манометрами. Газы смешиваются для стали и сплавов алюминия в составе 99,98% аргона, 0,01% азота и 0,002% кислорода. Также часто используется гелий, который обеспечивает высокую температуру плавления материалов, и глубокое проваривание шва.
Соединительный шланг в методе TIG используется как способ подачи инертного газа к месту сваривания металлов. В методе MIG используют еврорукав, который, кроме подачи инертного газа, служит каналом для движения сварочной проволоки в зону расплава. Горелки обладают разными конструктивными особенностями, и если в методе TIG, это керамический держатель вольфрамового тугоплавкого электрода с соплом подачи инертного газа, то метод MIG служит ещё и для подачи сварочной проволоки в зону плавления.
Важно, что вольфрамовые электроды нуждаются в очистке потому, что загрязнения значительно ухудшают качество сварки металлов и сплавов.
Цель сварки аргоном и свариваемые материалы
Понять что такое аргоновая сварка можно на примере соединения алюминия и бронзовых заготовок, которые не свариваются обычной электродной дуговой сваркой ни при каких обстоятельствах. Целью сварочной технологии такого уровня является изолировать сварочную ванночку от воздействия кислорода, образующего оксидную плёнку, и соединить, например, нержавеющую сталь в единое целое. Прошедшие обучение опытные сварщики знают, как варить аргоном сложные сплавы, чугун и титан. Мы расскажем о возможностях аргонодуговой сварки на примере соединения разнообразных металлов и их сплавов, а также листового проката, а именно:
- под аргоном можно варить чугун, конструкционные стали и листовой металл;
- нержавеющие металлы, в том числе пищевого и медицинского назначения;
- алюминиевые сплавы с соответствующей проволокой и присадками;
- титан, медь, а также оцинкованную сталь, бронзу и иные сплавы.
Аккуратного шва, при сварке алюминиевых сплавов, титана, нержавеющих сталей и листового металла, достичь можно только сваркой под аргоном, но даже в этом случае понадобится максимальная очистка от загрязнений, масел и оксидного слоя.
Инвертор создаёт импульсный высокочастотный ток, который вместе с инертным газом позволяет разрушать окисный слой и делает возможным получать тонкий и прочный сварочный шов. Этим способом удаётся соединить разнородные металлы, осуществлять кузовной ремонт автомобилей, сваривать тонкие оцинкованные листы, а для экономии дорогой аргон можно сочетать с углекислым газом. Для работы с чистыми металлами и магниевыми сплавами используется также инертный гелий, а азот предпочтителен для медных сплавов. Все эти защитные газы выпускаются в разной степени чистоты до 99,9% высшей категории, до 99,5% первой категории и до 99% технической категории.
Технология сварки аргоном и последовательность операций
Рассмотрим технологию сварки методом TIG с использованием инверторного сварочного аппарата. Изделия такого рода обычно выпускаются в компоновке ММА+TIG и имеют соответствующие разъёмы для подключения газовых шлангов, а горелка подключается через разъём с использованием еврорукава. Последовательность сварки заключается в выполнении следующих действий:
- на баллоне открывается вентиль и устанавливается расход аргона от 6 до 8 литров в минуту в зависимости от толщины металла и тока сварки;
- если применяется смесь, то она используется в соотношении 80% аргона и 20% углекислого газа;
- в горелке крепится тугоплавкий вольфрамовый электрод, выступающий на 3−5 мм от среза сопла;
- подбирается соответствующая свариваемым деталям проволока, и фиксируются заготовки;
- включается инвертор и кнопкой горелки запускается сварочный процесс, при этом импульс с осциллятора поступает с задержкой на 1−2 секунды;
- добиваются возникновения сварочной ванночки, в которую вручную подаётся сварочная проволока.
Сварка аргоном требует навыка, приобретаемого путём обучения на курсах или самостоятельно. Если возникают трудности и вопросы, то лучше обратиться за консультацией к специалистам, либо подобрать подходящий режим работы экспериментальным путём.
При аргоновой сварке методом MIG необходимо применение сварочной проволоки размещённой на барабане с регулируемой скоростью подачи через еврорукав в зону действия дуги. Диаметр проволоки (от 1 до 4 мм) подбирается индивидуально в зависимости от толщины свариваемых деталей, на горелке имеются сменные насадки под различный размер. Аргон подаётся немного раньше, чтобы избежать окисления заготовок в сварочной ванночке и облегчить розжиг дуги короткого замыкания. Расход проволоки, являющейся электродом, зависит от скорости сварки аргоном и подбирается индивидуально.
Необходимо помнить об использовании сварочной маски типа Хамелеон, спецодежды и рукавиц, а также соблюдать правила техники безопасности.
Заключение
Возможности современной техники делают процесс сварки в среде аргона более чем доступным методом работ. Обучиться этому процессу несложно, а выгода окажется очень ощутимой потому, что затраты на расходные материалы не очень велики. Мы надеемся, что смогли быть вам полезными, рассказав об аргоновой сварке двумя самыми популярными методами.
electrod.biz