Cварка полуавтоматом в среде аргона. Сварка в среде аргона
Основные способы сварки аргоном
Различные металлоконструкции промышленного и бытового назначения нередко требуют сварки деталей из бронзы, титана, нержавейки, меди, алюминия и прочих цветных металлов. Их, как и легированные стали, бывает очень трудно сваривать друг с другом. Для таких случаев походит сварка аргоном, цена на которую хоть и превышает стоимость прочих видов сварки, но и эффективность ее гораздо выше.
Особенности применения сварки аргоном
Сварка аргоном технологией во многом схожа с газовой сваркой и дуговой. В производстве таких сварочных операций применяются электрическая дуга и газовая среда (аргон). Электрическая дуга применяется для нагрева и плавки кромок свариваемого материала, а инертный газ аргон оберегает металл от действия примесей и прочих газов, плохо влияющих не свойства шва.
Цветные металлы, как и легированные стали, в ходе сварки способны окисляться от действия кислорода или вступать во взаимодействие с другими примесями, из-за чего шов может оказаться недостаточно прочным. А сварка алюминия аргоном – вообще единственно возможный способ сварки этого металла, так как он горит от соприкосновения с кислородом. Аргон же, будучи гораздо тяжелее атмосферного воздуха, без труда выгоняет кислород из сварочной зоны и полноценно защищает ванну от прочих атмосферных влияний.
При этом он почти не вступает во взаимодействие со свариваемыми материалами и образующимися в области горения дуги газами, благодаря чему считается инертным газом. Подают аргон в сварочную зону незадолго до начала горения дуги, а прекращают его подачу через несколько секунд по завершении работ. Но существует у сварки в среде аргона одна особенность, которую стоит учитывать: при сварке током при обратной полярности аргон способен испускать электроны, из-за чего сама среда аргона становится электропроводной.
При производстве сварки аргоном пользуются как электродами плавящимися, так и неплавящимися. Из последних чаще всего применяется электрод из вольфрама – наиболее тугоплавкого материала, который даже используют в нитях ламп накаливания. В зависимости от характеристик сплавляемых металлов подбирают диаметр с материалом электрода. Это нетрудно сделать, воспользовавшись данными специальных таблиц в справочнике.
Оборудование для аргоновой сварки
В ходе обучения сварке аргоном выделяют три ее типа: ручная с применением неплавящегося электрода – РАД; автоматическая, производимая также неплавящимся электродом – ААД; автоматическая, использующая плавящийся электрод – ААДП. Еще следует знать аббревиатуру TIG, ее наличие на аппарате для сварки аргоном означает способность сварки фольфрамом в среде инертных газов.
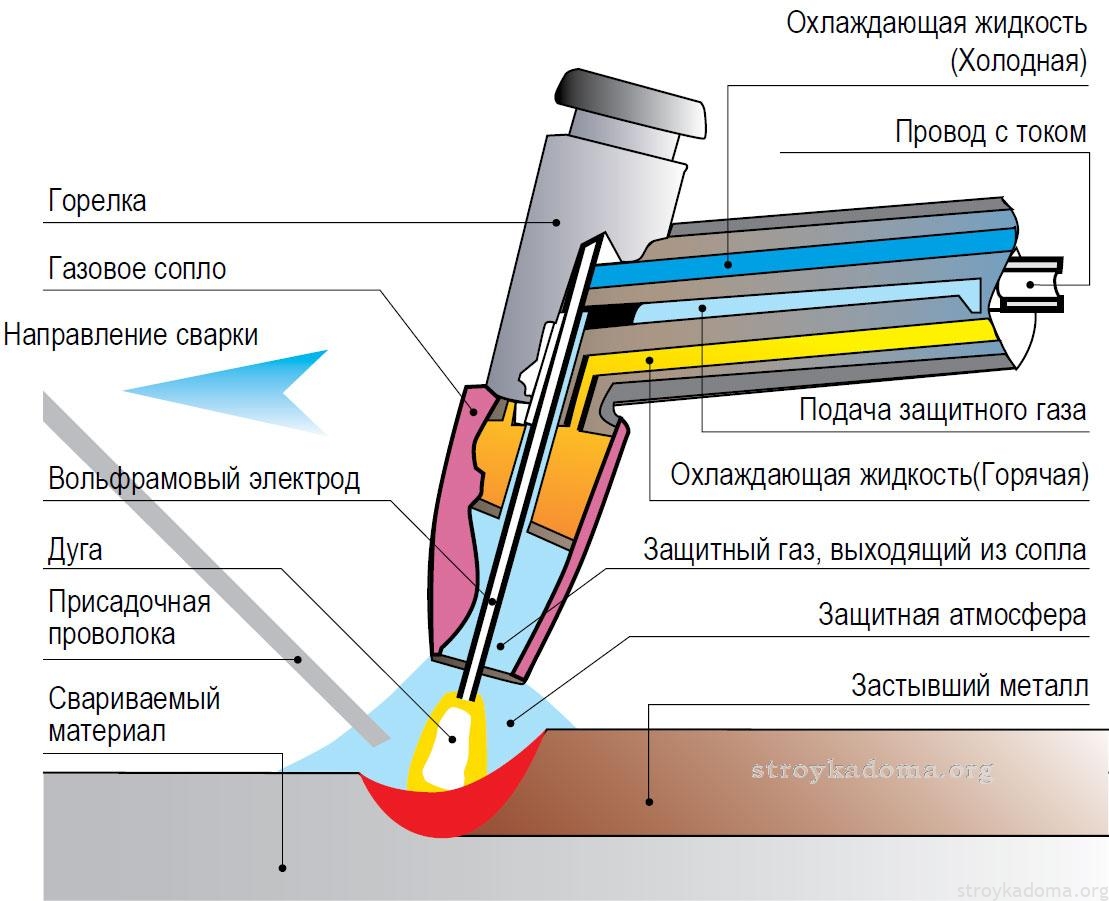
Горелка, применяемая в аргоновой сварке, внутри снабжена держателем для вставления и закрепления в нем электрода любого необходимого диаметра. Сам электрод крепится так, чтобы его край выступал из корпуса горелки не более чем на несколько миллиметров. Окружает электрод сопло, сделанное из керамического материала. Через него во время производства сварки поступает аргон. Еще необходима присадочная проволока для сварки аргоном, которая должна подаваться в сварочную зону. Она должна быть изготовлена из тех же металлов, что и сами части конструкции, подлежащие сварке. Ее диаметр, зависящий от материала свариваемых деталей, выбирается по таблицам справочников. В процессе работы присадочная проволока с горелкой должны находиться в руках у производящего сварку.
Прежде чем начать работу, очищают от жира с окислами и прочих загрязнений поверхности деталей, подлежащих сварке. Очистка подразумевает механический и химический способы. Затем на детали, подвергаемые сварке, подается обычная для дуговой сварки «масса». В сварке небольших изделий возможна ее подача в специальную ванну или специальный рабочий стол, изготовленный из металла. Подающуюся отдельно присадочную проволоку в общую электрическую цепь включать не нужно. Горелку обычно сварщик держит правой рукой, присадочную проволоку – левой. Также горелка должна быть снабжена кнопкой для пуска тока с газом, что позволит регулировать расход аргона при сварке. Выбираемая сила тока зависит характеристик свариваемых материалов или подбирается опытным путем. Подача газа включается до начала сварки, примерно за 20 секунд перед ней.
Горелка с электродом подаются к свариваемым кромкам изделия на максимально близкое расстояние. Это необходимо для создания самой короткой дуги, возникающей от края электрода до металла. Именно электрическая дуга расплавляет край свариваемой части детали с присадочной проволокой. Чем короче дуга, тем лучше глубина сплавления металла, уже и эстетичнее шов. От большой дуги не только портится качество шва, но и растет напряжение. Оптимальное расстояние между горелкой и деталью – около 2 мм.
Технологии аргоновой сварки стали, нержавейки и других материалов
Качество сварка аргоном стали, например, во многом зависит от умения производящего сварку. Он должен проводить горелкой в районе шва медленно, равномерно продвигаясь, не позволяя резких или поперечных движений и равномерно подавая присадочную проволоку. Резкая ее подача может привести к брызгам расплавленного металла, плавность и аккуратность подачи достигаются практическим опытом. Немаловажно и расположение присадочной проволоки. Лучше всего, когда она подается перед горелкой под определенным углом к сварочной поверхности без резких движений. От этого зависит ровность и размер получаемого шва.
Еще важно при сварке аргоном нержавейки, например, правильно подобрать нужный режим сварки. Определяя направление и полярность тока, руководствуются характеристиками свариваемого металла, размерами электрода и самих деталей. Многие сплавы, а также стали сваривают на постоянном токе с прямой полярностью. Некоторые цветные металлы, такие как магний или алюминий, предпочтительнее варить на переменном токе с обратной полярностью, что быстрее разрушает их пленку, состоящую из оксидов. Сварка на постоянным токе способствует неравномерному отделению тепла: у анода – 70%, а у катода – 30%. Из-за этого, к примеру, для сварки титана аргоном пользуются прямой полярности током, чтобы, не сильно разогревая электрод, качественно сплавлять детали. Подбирая силу сварочного тока, можно воспользоваться специальной таблицей справочной литературы или собственным накопленным опытом.
Быстрота подачи аргона со скоростью вносимых потоков воздухавлияют на расход газа. К примеру, при сварке меди аргоном в помещении, исключающем сквозняки, его расход будет небольшим. А работы по сварке, производимые на улице при порывах бокового ветра, потребуют большего расстояния, отделяющего электрод от свариваемой поверхности детали. Воздушный поток будет сдувать аргон, оставляя металл шва незащищенным. Чтобы избежать таких сложностей применяют особое сопло с сеткой в мелкую ячейку, называемое конфузорным.
Нередко в смесь газов вместе с аргоном включают немного кислорода. Он, в отличие от инертного аргона, реагируя с вредоносными примесями, способен защищать от них свариваемую поверхность изделия. Из-за воздействия кислородом грязь и различные присадки, образующиеся в ходе плавления металлов, сгорают либо образуют другие соединения, способные всплывать поверх ванны сварки. Так, применение кислорода позволяет бороться с порами в шве при сварке чугуна аргоном.
Отдельные достоинства с недостатками имеются у каждой технологии, есть они и у сварки аргоном. Ее главным преимуществом является возможность защитить сварочную ванну и шов от атмосферного воздействия. Также плюсом производимой полуавтоматом сварки аргоном считается большая скорость проведения работ, обусловленная высокой температурой дуги. При этом можно не бояться видоизменить форму возводимой конструкции благодаря небольшой области нагрева. Также аргонодуговая сварка позволяет соединять сплавы с металлами, иначе сварить которые просто невозможно. Недостатками этой технологии сварки считают относительную сложность производства работ и требующее точности в настройках оборудование.
promplace.ru
Сварка аргоном своими руками
Детали и конструкции из нержавеющих, медных и алюминиевых, легированных сплавов, различные иные цветные металлы, невозможно сварить обычным способом. Иногда случаются различные ситуации, когда нужно сварить нержавеющие трубы, алюминиевые детали для автомобиля и т. п. В таких моментах нужна специальная сварка – аргонодуговая.

Методика и общие положения
Сварка в среде аргона сочетает в себе дуговую и газовую сварки. От электросварки здесь присутствует электрическая дуга, а от газовой – наличие газа и принцип работы.
Появляется закономерный вопрос, для чего присутствие аргона? Потому, что в процессе работы цветные и легированные стали контактируя с воздухом из окружающей среды начинают окисляться. Сварной шов выходит слабым, пористым, а при контакте алюминия с воздухом происходит возгорание. Для защиты металла от негативного воздействия различных факторов приходится использовать инертный газ аргон. Так как масса этого газа больше массы воздуха, то он свободно вытесняет кислород из области сварки, при этом надежно защищает рабочую зону от всех влияний окружающей среды. Подачу газа в область сваривания деталей начинают за 20 сек., прекращают спустя 7 – 10 секунд окончания работы. В процессе сварки используя обратную полярность из молекул аргона выделяются электроны, превращая сварочную среду в электропроводную плазму. Из-за этой особенности газа применяют тугоплавкий электрод из вольфрама.
Сварка аргоном для начинающих
Рассмотрим технологию сварки аргоном:
- вокруг вольфрамового электрода закрепляют сопло из керамики, из него подается аргон;
- по таблицам подбирается присадочный пруток, материал аналогичен свариваемым элементам;
- свариваемые поверхности зачистить от окисления, грязи, жира;
- подается «масса» к свариваемой детали, присадочный пруток подается отдельно;
- в рабочую руку берем горелку во вторую присадочную проволоку, за 20 секунд до начала работы начинаем подавать газ;
- сила тока устанавливается исходя из характеристик свариваемых металлов;
- сопло горелки подводится на расстояние до 2 мм к присадочной проволоке;
- прекращать подачу газа спустя 4 – 7 секунд после прекращения сварки.
Режимы сварки аргоном
Для получения высококачественного шва при сварке в среде аргона нужно правильно выбрать режим. Для каждого материла необходимо отдельно подбирать режим. Он зависит, от химического состава метала и толщины свариваемых деталей.
Сварка алюминия
Расплавление алюминия происходит при температуре 650 °C, а оксидной пленки 2000 °C поэтому сварка обычным способом невозможна. В связи с этим выполняют сварку алюминия аргоном на обратной полярности. При этом способе ионы аргона начинают атаковать поверхность металла, создавая электропроводную плазму для более быстрого разрушения оксидной пленки.

Сварка нержавеющей стали
Металл обладает высокими антикоррозийными свойствами и высокой степенью прочности. Из-за своих особенных свойств сталь требует специальных методов обработки. Поэтому производят сварку нержавейки аргоном. Этот процесс очень сложен и трудоемок, а связи с этим этот вид работ для начинающих не по силам. Основная проблема этого процесса растекание металла. К сварке нержавейки аргоном надо подходить очень внимательно. Например: присадочный пруток должен иметь более высокую степень легирования, а электрод горелки — тугоплавким.
Преимущества и недостатки
Технология сварки аргоном, как и все остальные, имеет преимущества и недостатки.
Достоинства
- зона сварки защищена от влияния окружающей среды, что придает шву прочность;
- материал практически не нагревается, что позволяет сваривать детали сложной конструкции, не деформируя их;
- высокая скорость выполнения работ;
- можно сварить металлы, которые иным методом не сваришь.
Недостатки
- сложное и дорогостоящее оборудование, необходима точная настройка;
- выполнение сварочных работ требует опыта.
Эта технология сварки обеспечивает высококачественный шов, что особенно важно при работе с тонким металлом.
stroykadoma.org
Полуавтоматическая сварка в аргоне
 Один из перспективных способов выполнения неразъемных соединений различных металлов — сварка полуавтоматом в аргоне.
Один из перспективных способов выполнения неразъемных соединений различных металлов — сварка полуавтоматом в аргоне.
Именно данный тип сварки позволяет не только гарантировать качество шва, но и увеличить скорость выполнения работ.
Принцип полуавтоматической сварки в аргоне
Полуавтоматическая сварка является дуговой электросваркой, которая может выполняться в среде инертных газов. Чаще всего для этой цели применяют аппаратуру, вырабатывающую постоянный ток (в основном сварка выполняется при отрицательной полярности).
Особенности технологии:
- Для выполнения сварочных работ могут применяться плавящиеся или неплавящиеся (вольфрамовые, графитные, угольные) электроды. Для формирования шва используется порошковая или сплошная проволока, которая подается в зону сварки автоматически. Изменение скорости подачи, величины сварочного тока позволяет выбрать наиболее оптимальный режим выполнения работ.
- Для повышения качества сварного шва применяется полуавтоматическая сварка в аргоне, который выступает в качестве защитного инертного газа. Нередко применяется не чистый аргон, а его смесь с другими газами.
Что дает применение инертных газов?
Применение защитных газов позволяет решить несколько вопросов, которые характерны для сварки, которая выполняется в среде обычного атмосферного воздуха:
 Для большинства цветных металлов основным препятствием является быстрое их окисление при контакте с воздухом. Например, алюминий создает достаточно прочную и тугоплавкую пленку оксида, которая препятствует образованию прочного соединения. Применение обдува инертными газами позволяет вытеснить из сварочной зоны атмосферный воздух, что и препятствует возникновению оксидов, ухудшающих качество шва.
Для большинства цветных металлов основным препятствием является быстрое их окисление при контакте с воздухом. Например, алюминий создает достаточно прочную и тугоплавкую пленку оксида, которая препятствует образованию прочного соединения. Применение обдува инертными газами позволяет вытеснить из сварочной зоны атмосферный воздух, что и препятствует возникновению оксидов, ухудшающих качество шва.- Но кислород не единственное составляющее воздуха, способное ухудшить качество шва. Большую роль играет и присутствующий в нем в больших количествах азот, попадание которого в сварочную ванну приводит к появлению повышенной пористости металла шва. Это приводит к снижению прочности и других физических характеристик, именно применение инертных газов позволяет избавиться от влияния этого фактора.
При выполнении сварочных работ может применяться не только чистый аргон, но и смесь его с другими газами, например, с гелием.
Для того, чтобы добиться надежной защиты зоны сварки, удельная масса подаваемых инертных газов должна превышать массу кислорода не менее чем на 40%. Только при таких условиях возможно полное вытеснение воздуха от сварочной ванны.
Преимущества сварки в аргоне
Сварка полуавтоматом в аргоне имеет следующие плюсы:
- Существует возможность выполнять работы при небольших значениях сварочного тока, что требуется для сварки тонких металлов.
- При помощи такого оборудования можно выполнять наплавление металлов на значительно изношенные детали.
- Обдув инертными газами позволяет предотвратить образование токсичных соединений (пары, окислы), которые повышают опасность выполнения работ.
- Данный тип сварки предотвращает разбрызгивание расплавленного металла.
- Сварка в среде инертных газов уменьшает появление шлака, поэтому в большинстве случаев нет необходимости в последующей механической обработке шва.
Полуавтоматическая сварка с применением защитных газов может применяться при работе с алюминием, медью, другими цветными металлами, даже тугоплавкими (титан и другие). Существующее на сегодняшний день оборудование позволяет выполнять такие работы даже в бытовых условиях.
А наличие такой аппаратуры во многих мастерских свидетельствует о его надежности и эффективности.
steelguide.ru