







Сварка аргоном для начинающих: технология, оборудование. Для начинающих сварка аргоном
технология, использование присадки, видео процесса
Несмотря на то, что для соединения металлических изделий можно использовать самые различные методы, достаточно широкое распространение получила ручная аргонодуговая сварка ввиду ее высокой универсальности применения. Если эту работу выполняет специалист, обладающий определенным опытом и навыками в сваривании изделий, то ему под силу создать довольно высокого качества швы, обеспечивающие соединяемым конструкциям высокую прочность и привлекательный вид.
Сегодня соединять алюминиевые, медные, титановые и нержавеющие изделия приходится не только в промышленности, но и в быту. Причем не во всех случаях решить эту задачу можно с помощью традиционных аппаратов для сварки. Довольно распространенным методом, к которому прибегает во время ремонта и создания конструкций из вышеперечисленных материалов, является сварка аргоном. Если поближе познакомиться с процессом сварки, то можно на личном опыте убедиться, что в выполнении этой работы нет ничего сложного. И создать надежное соединение, используя подобный способ сварки, может практически каждый даже при отсутствии необходимого опыта в выполнении подобных работ.
Особенности аргонодуговой сварки
Технология соединения металлических изделий посредством аргоновой сварки предусматривает работу неплавящимся электродом и применение инертного защитного газа аргона, благодаря которым и удается создавать достаточно качественные и прочные сварные соединения. Метод аргонодуговой сварки предпочтителен на фоне прочих способов тем, что с его помощью можно получать швы, отличающиеся ровной структуры, высокой прочностью и аккуратным видом.
Начинающим сварщикам не помешает посмотреть соответствующие видео уроки, которые позволяют познакомиться с особенностями выполнения подобной работы. И, надо заметить, подобные материалы часто оказываются весьма полезными, учитывая, что этот метод сварки предусматривает немало секретов.
Как правильно держать горелку
В качестве основного инструмента, при помощи которого выполняется соединение изделий посредством аргонодуговой сварки, выступает специальная аргоновая горелка. Ввиду особого конструкционного исполнения в ней фиксируется вольфрамовый электрод с тем расчетом, чтобы его конец выходил над поверхностью ограничительного керамического сопла на пару миллиметров.
Правила работы горелкой
Чаще всего варить металлические изделия с помощью подобной горелки приходится, держа ее в правой руке и располагая как можно ближе по отношению к сварочной ванне.
За счет создания короткой дуги удается обеспечить максимальную глубину проплавления металла, при этом создаваемый шов отличается эстетичным видом. По этой причине для качественного выполнения работы с использованием аргона полезно попрактиковаться с горелкой, чтобы обеспечить устойчивость и необходимую длину дуги.
Одной из особенностей аргоновой сварки является то, что здесь следует избегать частых колебательных движений, что разрешается при выполнении электродуговой сварки при помощи штучного электрода. По этой причине нелишним будет перед сваркой подобным методом ознакомиться с видео уроками, где демонстрируются все особенности правильного создания соединений.
Подача присадочного материала
Во время аргонодуговой сварки особое внимание следует уделить плавлению кромок и созданию сварочного шва. Подобную задачу можно решить несколькими методами:
- за счет тепла, обеспечиваемого сварочной дугой;
- посредством использования присадочных прутков.
Нюансы работы с присадкой
При этом немаловажная роль отводится технике подачи присадочного материала в зону сварки, поскольку это непосредственным образом влияет на то, какую ширину будет иметь шов, и насколько он будет аккуратно создан.
- Во время подачи присадки необходимо делать это без резких движений, так как в противном случае это может привести к образованию брызг. Во избежание столь неприятных явлений желательно, чтобы ввод присадочного материала производился равномерно в виде плавных и медленных движений наклонно по отношению к свариваемой поверхности по всей длине сварочного шва.
- Подача присадки должна выполняться таким образом, чтобы она поступала спереди сварочной горелки.
- Особое внимание необходимо уделить тому, чтобы присадочная проволока постоянно находилась в зоне газовой защиты.
Естественно, у начинающих сварщиков не всегда все получается с первого раза. Поэтому потребуется немало практиковаться, чтобы с первого раза добиться желаемого результата. Немалую пользу в работе по свариванию этим методом может принести ознакомление с соответствующими видео материалами, из которых можно узнать, как правильно выполнять сварку аргоном, чтобы потом на практике использовать приобретенные знания, соблюдая рекомендации, полученные во время просмотра подобных видео инструкций.
Предварительная подготовка кромок
Несмотря на то что, метод ручной аргонодуговой сварки отличается универсальностью, у него имеется и некоторый недостаток. Дело в том, что при соединении поверхностей необходимо вначале подготовить их к сварке. Опытный сварщик, который хорошо осведомлен о нюансах выполнения подобной работы, всегда имеет при себе соответствующее оборудование, инструмент, оснастки и разного рода приспособления, чтобы наиболее качественно выполнить подготовку обрабатываемых деталей и узлов.
К подобному необходимому набору следует отнести:
- абразивный инструмент;
- разнообразные борфрезы, шарошки, насадки;
- приспособления, которые позволяют химическим способом подготовить обрабатываемую деталь. Речь идет о разных бутылочках с ацетоном, тряпочках, просторных электрохимических ваннах, которые часто применяют в крупных производствах при создании емкостей, часто используемых в химической, пищевой и криогенной промышленности.
Важная роль в обеспечении качественного результата при выполнении аргонодуговой сварки отводится и чистоте обрабатываемых поверхностей. По этой причине перед сваркой необходимо удалить с поверхностей обрабатываемых узлов частицы жира, окисления и загрязнения, которые могут помешать созданию прочного шва.
Заключение
Несмотря на то, что метод аргонодуговой сварки входит в число наиболее популярных методов соединения изделий из разных металлов, пользоваться этим способом можно лишь при условии наличия знаний об особенностях выполнения этой работы.
Необходимо не только подготовить подходящие электроды и присадочные материалы, но и узнать, как правильно выполнять соединение этим методом. Именно в этом заключается особенность сварки с применением аргона. По этой причине многие специалисты, которые обладают достаточным опытом соединения изделий посредством электродуговой сварки, часто прибегают к помощи разных видеоматериалов, из которых можно узнать много полезного. Не помешает ознакомиться с такими видео инструкциями и начинающим сварщикам, которые мало себе представляют, как правильно соединять изделия аргонодуговой сваркой.
stanok.guru
Сварка аргоном для начинающих: технология, оборудование
Самым распространенным и надежным способом стыковки различных металлических деталей считается сварка. Но есть ряд металлов, которые очень плохо поддаются соединению обычным способом. Чтобы создать прочный неразъемный контакт таких металлов, как титан, алюминий, нержавеющая сталь и многих других используется сварка аргоном. Для начинающих технология вызывает некоторую сложность.
Особенности аргоновой сварки
Соединение металлических поверхностей происходит в зоне действия аргона. Применение инертного газа при сварке металлов является своеобразным защитным барьером от процесса окисления, который происходит в результате взаимодействия с кислородом, находящимся в окружающем воздухе. Проще сказать, что инертный газ прикрывает место сварки от проникновения кислорода в зону соединяемых деталей.
Вся технология сварки аргоном предусматривает выполнение работы ручным, полуавтоматическим и автоматическим способом. Именно от методов проведения сварки и вида применяемого электрода происходит квалификация режимов сварочного процесса.
В качестве неплавящегося электрода используют вольфрамовую проволоку, которая гарантирует надежное соединение металлов.
Техника выполнения соединения
Знание основных правил проведения работы позволит намного облегчить сварку аргоном, а уроки для начинающих помогут добиться хорошего качества шва.
Некоторые практические советы опытных сварщиков:
- Качество соединения деталей существенно снижает длинная дуга. Чем она длиннее, тем шире будет шов и меньшей глубина плавления. Неплавящийся электрод нужно располагать в непосредственной близости от стыка изделий.
- Для создания глубокого и узкого шва нужно добиваться продольного перемещения горелки и электрода. Даже небольшие отклонения существенно ухудшают сварку. При сварке аргоном нужно соблюдать особое внимание и аккуратность.
- Чтобы азот с кислородом не проникал внутрь сварочной зоны, электрод и присадка должны находиться в этой зоне, но под слоем аргона.
- Подача проволоки - сложная операция, так как рывки приводят к разбрызгиванию металла. Ввод этого компонента осуществляется равномерно и плавно.
- Если шов получается выпуклой и округлой формы, то это свидетельствует о низком плавлении металла, что говорит о низком качестве сварки аргоном.
- Для создания небольшого шва и его ровной поверхности присадочную проволоку необходимо вести перед горелкой и под углом к плоскости металла. Это условие позволит надежно контролировать весь процесс сварки аргоном.
- Чтобы азот с кислородом не проникли в зону стыковки деталей, процесс сварки нельзя начитать и заканчивать резкими движениями. Начало работы нужно осуществлять через 15–20 секунд после подачи газа, а заканчивать — до момента отключения горелки.
- Завершать работу необходимо путем уменьшения силы тока реостатом, входящим в аппарат для сварки аргоном. Если просто отвести горелку в сторону, то можно открыть доступ кислорода с азотом в сварочную зону.
Основным требованием перед работой является качественная очистка и обезжиривание сопрягаемых поверхностей изделия.
Преимущества применения этого вида сварки
Учитывая, что сварка аргоном является эффективным методом соединения металлов, плохо поддающимся другим видам стыковки, то и преимущества его применения основаны именно на этом свойстве. К ним относятся:
- Небольшая температура нагрева соединяемой поверхности, что позволяет сохранять форму и размеры детали.
- Инертный газ плотнее и тяжелее воздуха, поэтому способен хорошо защитить место сварки.
- Довольно высокая мощность тепловой дуги способствует кратковременному характеру сварки аргоном.
- Возможность фокусировки сварочного шва позволяет проводить работы в труднодоступных местах.
- Сварка тонких деталей легко осуществима из-за не очень высокой температуры в зоне плавления металла.

Недостатки аргоновой сварки
Как и любое другое соединение, аргоновая сварка имеет и некоторые недостатки, которые необходимо учитывать при выполнении работы. Основные минусы такого соединения:
- Наличие сквозняка существенно снижает защиту места пайки, поэтому работы рекомендуется осуществлять в закрытых помещениях. Только при этом нужно позаботиться о хорошей общей вентиляции объекта.
- При необходимости получения высокоамперной дуги нужно обеспечить охлаждение соединяемых изделий.
- Оборудование относится к категории сложных приспособлений, поэтому сварка аргоном для начинающих является трудновыполнимым процессом. Произвести правильную настройку режимов может только опытный сварщик.
Режимы соединения аргоном
Чтобы сварка проходила качественно, нужно выбрать правильно оптимальный режим работы. Такое действие, как правило, удается только специалистам, имеющим большой практический опыт.

Условия правильного выбора режима сварки:
- Направление и полярность тока напрямую зависят от свойств соединяемых металлов.
- Сила тока определяется исходя из трех основных характеристик, а именно полярности, диаметра применяемого электрода, толщины и типа материала. Именно в выборе этого параметра и понадобится собственный опыт сварщика.
- Равномерность потока инертного газа влияет на расход аргона. Поток при сварке алюминия аргоном должен быть без пульсаций.
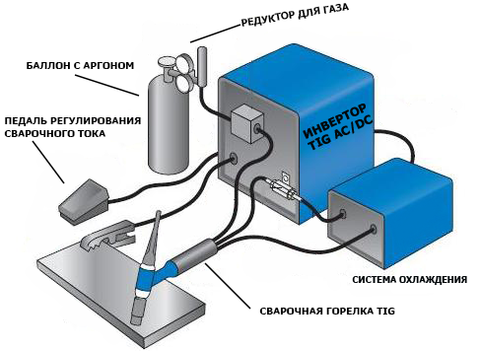
Состав оборудования
Прежде чем понять принцип работы устройства, необходимо ознакомиться с основными составными частями оборудования. Для качественной сварки понадобятся:

- Сварочный аппарат любого типа с холостым ходом 60–70 вольт.
- Силовой контактор, передающий напряжение на головку от сварочного аппарата.
- Осциллятор. Это устройство, которое стандартное напряжение преобразует в напряжение 2000–3000 В с частотой 150–500 кГц, что облегчает розжиг дуги.
- Керамическая горелка.
- Прибор, предназначенный для обдува аргоном.
- Емкость для инертного газа.
- Проволока для присадки и неплавящийся электрод.

Принцип работы устройства
После предварительной очистки соединяемых поверхностей и настройки нужного сварочного режима берем в левую руку проволоку, а в правую горелку. Кнопкой подачи газа, которая расположена на рукоятке горелки, подаем газ в зону сварки.
Электрод нужно вставить в горелку, чтобы он выступал на примерно 5 мм. Подносим горелку на расстояние до 2 мм от поверхности сварки. Затем включаем агрегат и подаем напряжение на электрод до возникновения дуги. Аргон в это время поступает в сварочную зону.
Другой рукой сварщик направляет в зазор присадочную проволоку, которая расплавляется, образуя соединение металлов. Перемещаясь постепенно вдоль шва, полностью свариваем две детали.
Сложности сварки алюминия
Алюминий считается наиболее распространенным в промышленности материалом. Сварка его представляет большую сложность из-за оксидной пленки, у которой плавление выше, чем у металла. Прежде чем начинать сварку алюминия аргоном, необходимо внимательно изучить все нюансы соединительного процесса:
- Основной ошибкой начинающих сварщиков является некачественная предварительная зачистка металла. Не может быть и речи о хорошем соединении металла, если на поверхности присутствует грязь, пыль или жировая пленка.
- Малая температура плавления алюминия и его высокая теплопроводность требует от сварки инертным газом больших затрат энергии.
- Плавится алюминий при малой температуре, чтобы избежать повреждения материала, нужно выставить правильный режим на инверторе.
- Сварочный аппарат для алюминия должен иметь специальную функцию, которая перед началом сварки подает усиленный ток, чтобы проплавить пленку, а в конце — полностью заварить кратер.

Очистка поверхности металла
Главным условием качественной аргоновой сварки является хорошая предварительная очистка поверхности металла.
Очищение проводится двумя способами:
- Способ химической обработки способствует разрушению оксидного слоя на металле за счет воздействия специального раствора. Приготовить такой состав можно самостоятельно, для чего в одном литре воды нужно растворить натрия технического 50 грамм и натрия фтористого 45 грамм. Далее нужно помешать эту массу до получения раствора. Этим составом обрабатывается поверхность, после чего смывается проточной водой.
- Механический метод очистки подразумевает обработку детали железной щеткой или наждачной бумагой. При этом необходимо следить, чтобы на поверхности инструмента для очистки не было вкраплений другого металла, частички которого могут значительно ухудшить конечный результат работы.
Особенности сварки нержавейки
Нержавеющая сталь — это металл, который обладает высокой антикоррозийной стойкостью и большой прочностью, широко используется в любых погодных условиях. Особые свойства этого металла требуют специальных технологий обработки изделия. Именно сварка нержавейки аргоном позволяет добиться хорошего качества соединения таких изделий.

Главной проблемой при работе с нержавейкой является ее растрескивание. Кроме того, есть и другие особенности:
- Из-за низкой теплопроводности нержавейки во время процесса сварки температура в зоне плавления должна быть высокой, что создает большой риск прожечь металл. Во избежание такой неприятности требуется выбирать меньшую силу тока, чем у обычной стали.
- Нержавеющая сталь имеет повышенное линейное расширение, поэтому при сварке возникает большая литейная усадка, что может привести металл к растрескиванию. Чтобы избежать этого, нужно создавать больший зазор между частями изделия.
- Так как нержавейка имеет высокое электрическое сопротивление, то в процессе сварки электрод очень нагревается, что также отрицательно влияет на качество соединения.
При сварке дисков аргоном нужно учитывать, что неправильно выбранная температура сварочного режима может привести к потере антикоррозийных свойств нержавейки.
Соединение с помощью полуавтомата
Процесс сварки аргоном полуавтоматом существенно повышает производительность работы. Технология применения сварки в полуавтоматическом режиме позволяет получать надежные и внешне привлекательные сварочные швы.
Основным нюансом сварки полуавтоматом является необходимость использования в составе сварочной проволоки никеля. Если возникла необходимость сварки трубы аргоном, то при большой толщине детали в защитный состав добавляется и углекислый газ, который улучшает смешиваемость краев сварки.

Процесс сварки полуавтоматом может осуществляться по нескольким технологиям:
- импульсного режима;
- струйного переноса;
- короткой дуги.
Техника безопасности
При проведении сварки в среде аргона нужно соблюдать правила безопасной работы. В основном они мало чем отличаются от правил, которые нужно соблюдать при проведении обычной сварки, но есть и некоторые нюансы:
- Важно контролировать газовые баллоны на герметичность, так как газ в них находится под давлением.
- Не допускать утечку аргона, ведь этот газ тяжелее воздуха и не имеет запаха. Поэтому его постепенное накопление может привести к удушью.
- Работу производить в защитной маске, специальной обуви и одежде.
- Строго соблюдать правила электрической безопасности. Оборудование агрегата должно быть надежно заземлено.
- Особое внимание следует уделить борьбе с вероятностью возникновения пожара. Все воспламеняющиеся предметы должны быть удалены из сварочной зоны.
- Нужно запретить нахождение посторонних людей в зоне проведения сварочных работ.
Помните, что аргоновая сварка позволяет получить качественное соединение металлов, которое невозможно сделать другими способами. Начинающему сварщику придется приложить много усилий и терпения, чтобы освоить все способы аргоновой сварки.
загрузка...
worldfb.ru
Сварка алюминия аргоном для начинающих: пошаговая инструкция
 Условия производства постоянно меняются, потребность изделий из металла неукоснительно растет. Металлические элементы присутствуют абсолютно во всех людских жизненных сферах. Алюминий сейчас также востребован, как и его собратья по таблице Менделеева. После многолетней практики, доказано, что сварка алюминия именно аргоном, считается лучшим методом, в результате которого можно получить прочнейшие соединения нескольких элементов.
Условия производства постоянно меняются, потребность изделий из металла неукоснительно растет. Металлические элементы присутствуют абсолютно во всех людских жизненных сферах. Алюминий сейчас также востребован, как и его собратья по таблице Менделеева. После многолетней практики, доказано, что сварка алюминия именно аргоном, считается лучшим методом, в результате которого можно получить прочнейшие соединения нескольких элементов.
Аргон принято считать инертным газом, масса которого больше, чем у воздуха. Это самый доступный и недорогой среди аналогичных газов, применяется как защитная среда.
Обладая некоторыми знаниями в основах металловедения, возможна сварка алюминия аргоном для начинающих: пошаговая инструкция придет на помощь любому новичку.
1 Шаг. Свойства металла

Алюминий применяют при строительстве различных летательных аппаратов космической индустрии и в авиации. За это его прозвали «крылатым металлом».
Первым делом мастеру необходимо ознакомиться со свойствами металла. Он имеет небольшой удельный вес, достаточно прочный. Химически активный – при соприкосновении с воздухом, сразу происходит реакция, в результате чего покрывается пленкой оксида. Если окись попадает в шов при сварочных работах, она неизменно разрушает его структуру.
Алюминий, в отличие от остальных металлов, не изменяет свой цвет во время нагревания. Расплавленный металл может растечься.
Данному химическому элементу свойственен значительный показатель усадки, нужно учитывать это свойство во избежание деформации и лишнего напряжения.
Характеристики:
- активные химические свойства;
- невысокая температура плавления;
- объемная усадка.
Метод с использованием аргона защищает зону сварки от влияния газов, которые находятся в атмосфере.Технология процесса
Профессионалы выделяют несколько действий, от согласованности каких зависит прочность соединения деталей между собой. Необходимо подготовить к работе все необходимое оборудование.
2 Шаг. Для операции потребуется:
- сварочный аппарат;
- источник питания;
- баллон с газом аргон;
- присадочная проволока.
Подготовка деталей
Когда готово оборудование, начинается процесс подготовки деталей:
- удалить грязь;
- обезжирить (при помощи растворителя).
Если деталь толщиной более 4-х мм, ее кромку обычно разделывают. Также профессионалы рекомендуют варить их исключительно «встык».
Кромка зачищается при помощи напильника, либо наждачного станка. Иногда у деталей замысловатые формы, в этом случае, следует зачистить место сварки шлифмашинкой.
С поверхности металла обязательно удаляется оксидная пленка.
3 Шаг. Процесс
- Присадочную проволоку устанавливают прежде электрода из вольфрама и точно вдоль шва. Так как аргон газ тяжелый, то предпочтительнее работать в горизонтали.
- Электрод должен находиться очень близко к алюминию, проволока подается постепенно, без рывков (чтобы исключить разбрызгивания металла).
- Электрод находится под углом 80 гр., его движение и движение проволоки должно быть вдоль шва.
- При работе с очень тонким металлом, для устранения риска прожога и улучшения отвода тепла, стоит подложить лист нержавейки.
- Ход работ должен начинаться с разогрева дуги, ведь необходимо убрать оксидный налет и прочнее закрепить элементы металла.
- Проволока добавляется по необходимости. Проводить сварку нужно быстро, стыки делать ровными. Вот такая несложная пошаговая инструкция по работе с алюминием и аргоном.
Алюминий известен давно, время шло, и он из драгоценного металла превратился в бытовой. Работать с ним может и начинающий мастер на все руки.
Благодарю за репост, друзья:
Читайте также:
remontgeeks.ru
- Получение аргона в домашних условиях
- Сварка алюминия аргоном для начинающих видео уроки

- Ручная аргонодуговая сварка

- Расход аргона при сварке нержавейки

- Сварка алюминия аргоном технология
- Технология сварка аргоном алюминия
- Что такое аргонная сварка

- Видео как варить аргонной сваркой

- Сварка в среде аргона

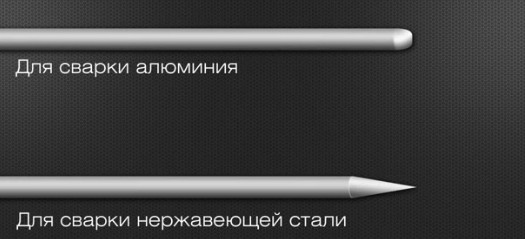
- Электроды для аргонодуговой сварки

- Сварка аргоном титана
