Как сварить черный металл аргоном. Аргон сталь
Перила в Симферополе с Гарнтией
Надежны и долговечны, способны выдерживать большие нагрузки металлические перила. Но, устанавливая железное ограждение на открытом участке, помните, что металл подвержен коррозии. Поэтому изделия из него следует обрабатывать специальным составом и периодически красить.Перила из алюминия– это оригинальное оформление по доступной цене. Алюминиевые перила, благодаря современным технологиям (анодирование алюминия), прекрасно себя чувствуют и в помещении и на открытом воздухе. Им не страшны неблагоприятные климатические условия. И в град, и в дождь они позволяют быстро и надежно выполнять монтаж ограждений в сохраняют свой матовый блеск и гладкость поверхности. Легкие элементы конструкции позволяют установить ограждение в самые оптимальные сроки. Специфические особенности материала исключают потребность в дополнительной обработке перил за исключением полировки поверхности.Более презентабельный внешний вид и высочайшее качество имеют перила из нержавеющей стали. Им не страшна влага и ржавчина. Нержавейка сохраняет свой серебристый блеск и прекрасно комбинируется с другими материалами, при этом не требует дополнительного ухода вообще.
Изготовление и монтаж перил в Крыму
ВЫБЕРИТЕ МАТЕРИАЛ:
Мы работаем с частными лицами, муницыпальными учреждениям, строительными компаниями.Платежи принимаются по безналичному расчету с отчислением НДС и без, а также наличный расчет.Мы работаем по предоплате 70% от стоимости ограждения, для закупки материала для Вашего объекта.
Передача персональных данных.
Персональные данные Пользователей не передаются каким-либо третьим лицам, за исключением случаев, прямо предусмотренных настоящим Положением.При указании пользователя или при наличии согласия пользователя возможна передача персональных данных пользователя третьим лицам-контрагентам Оператора с условием принятия такими контрагентами обязательств по обеспечению конфиденциальности полученной информации. Оператор на основании договора может поручить обработку персональных данных третьему лицу. Существенным условием такого договора является наличие права у данного лица на обработку персональных данных, обязанность обеспечения указанным лицом конфиденциальности персональных данных и безопасности персональных данных при их обработке.
Предоставление персональных данных Пользователей по запросу государственных органов (органов местного самоуправления) осуществляется в порядке, предусмотренном действующим законодательством РФ.В целях исполнения соглашения между Пользователем и Оператором и предоставления Пользователю доступа к использованию функционала Сервиса, Оператор развивает предоставляемые сервисы и продукты, разрабатывает и внедряет новые сервисы и продукты, оптимизирует качество сервисов и продуктов, совершенствует доступный функционал Сайта и сервисов. Для обеспечения реализации указанных целей Пользователь соглашается на осуществление Оператором с соблюдением применимого законодательства сбора, хранения, накопления, систематизации, извлечения, сопоставления, использования, наполнения (уточнения) их данных, а также на получение и передачу аффилированным лицам и партнерам результатов автоматизированной обработки таких данных с применением различных моделей оценки информации, в виде целочисленных и/или текстовых значений и идентификаторов, соответствующих заданным в запросах оценочным критериям, для обработки данных Оператором и/или лицами, указанными в настоящем пункте.
Взаимодействие с федеральными органами исполнительной власти по вопросам обработки и защиты персональных данных субъектов, персональные данные которых обрабатываются Оператором, осуществляется в рамках законодательства Российской Федерации.
Хранение персональных данных осуществляется Оператором в форме, позволяющей определить субъекта персональных данных, не дольше, чем этого требуют цели их обработки, и они подлежат уничтожению по достижении целей обработки или в случае утраты необходимости в их достижении в порядке, предусмотренном настоящим Положением порядке.
При обработке персональных данных Оператор применяет правовые, организационные и технические меры по обеспечению безопасности персональных данных в соответствии со ст. 19 Федерального закона от 27.07.2006 N 152-ФЗ "О персональных данных".
Большой выбор цветов, можно подобрать под любой дизайн.Быстрая установка и коррозийная устойчивость, за относитель невысокую цену.
Высочайшая прочность и надёжность.Множество вариантов конструкций. Устойчивы к коррозии.Не требуют дополнительного ухода.Срок службы до 50 лет!
ЗАПОЛНИТЕ ФОРМУ
И ВЫ ПОЛУЧИТЕ СКИДКУ НА КАЧЕСТВЕННЫЕ ОГРАЖДЕНИЯ 17%ПРЕДЛОЖЕНИЕ ДЕЙСТВУЕТ ТОЛЬКО ДО 31 ИЮЛЯ!
КАК ВЫБРАТЬ ОГРАЖДЕНИЕ
Надёжные, и не дорогие.Имеют большой запас прочности.Требуют ежегодного обслуживания.
ПЕРИЛАПОРУЧНИОГРАЖДЕНИЯ В КРЫМУ
ОТ ПРОИЗВОДИТЕЛЯ
www.xn--80aai7aifmlj6h.xn--p1ai
АргонСталь-15 лет в Крыму!
Передача персональных данных.
Персональные данные Пользователей не передаются каким-либо третьим лицам, за исключением случаев, прямо предусмотренных настоящим Положением.При указании пользователя или при наличии согласия пользователя возможна передача персональных данных пользователя третьим лицам-контрагентам Оператора с условием принятия такими контрагентами обязательств по обеспечению конфиденциальности полученной информации. Оператор на основании договора может поручить обработку персональных данных третьему лицу. Существенным условием такого договора является наличие права у данного лица на обработку персональных данных, обязанность обеспечения указанным лицом конфиденциальности персональных данных и безопасности персональных данных при их обработке.
Предоставление персональных данных Пользователей по запросу государственных органов (органов местного самоуправления) осуществляется в порядке, предусмотренном действующим законодательством РФ.В целях исполнения соглашения между Пользователем и Оператором и предоставления Пользователю доступа к использованию функционала Сервиса, Оператор развивает предоставляемые сервисы и продукты, разрабатывает и внедряет новые сервисы и продукты, оптимизирует качество сервисов и продуктов, совершенствует доступный функционал Сайта и сервисов. Для обеспечения реализации указанных целей Пользователь соглашается на осуществление Оператором с соблюдением применимого законодательства сбора, хранения, накопления, систематизации, извлечения, сопоставления, использования, наполнения (уточнения) их данных, а также на получение и передачу аффилированным лицам и партнерам результатов автоматизированной обработки таких данных с применением различных моделей оценки информации, в виде целочисленных и/или текстовых значений и идентификаторов, соответствующих заданным в запросах оценочным критериям, для обработки данных Оператором и/или лицами, указанными в настоящем пункте.
Взаимодействие с федеральными органами исполнительной власти по вопросам обработки и защиты персональных данных субъектов, персональные данные которых обрабатываются Оператором, осуществляется в рамках законодательства Российской Федерации.
Хранение персональных данных осуществляется Оператором в форме, позволяющей определить субъекта персональных данных, не дольше, чем этого требуют цели их обработки, и они подлежат уничтожению по достижении целей обработки или в случае утраты необходимости в их достижении в порядке, предусмотренном настоящим Положением порядке.
При обработке персональных данных Оператор применяет правовые, организационные и технические меры по обеспечению безопасности персональных данных в соответствии со ст. 19 Федерального закона от 27.07.2006 N 152-ФЗ "О персональных данных".
Спасибо за информацию!И ВЫ ПОЛУЧИТЕ БЕСПЛАТНУЮ КОНСУЛЬТАЦИЮ ОПЫТНОГО СПЕЦИАЛИСТА УЖЕ СЕГОДНЯ!
Мы работаем с частными лицами, муницыпальными учреждениям, строительными компаниями.Платежи принимаются по безналичному расчету с отчислением НДС и без, а также наличный расчет.Мы работаем по предоплате 70% от стоимости ограждения, для закупки материала для Вашего объекта.
Изготовление и монтаж перил в Крыму
С 2002 ГОДА МЫ ВЫПОЛНИЛИ
БОЛЕЕ 1700 ПРОЕКТОВ
ПОСМОТРИТЕ НЕКОТОРЫЕ ИЗ НИХ
В течении первых 3-х лет была создана команда грамотных специалистов, которые очень хорошо знают свое дело. И с 2005 года по настоящее время наша команда приобрела серьезный опыт по изготовлению металлоконструкций,и этот опыт позволяет нам выполнять самые сложные работы, с высоким качеством, в разумно-короткий срок!
Спасибо за информацию!ЗАПОЛНИТЕ ФОРМУ
ОСТАЛИСЬ ВОПРОСЫ?
ЗАПОЛНИТЕ ФОРМУ И НАШ МЕНЕДЖЕР СВЯЖЕТСЯ С ВАМИВ ТЕЧЕНИИ 15 МИНУТ!
Почта:[email protected]
ЧТО О НАС ГОВОРЯТ НАШИ КЛИЕНТЫ
Муниципальные
учреждения
Строительные
компании
СЕРТИФИКАТЫ НАШИХ ПОСТАВЩИКОВ
Мы работаем с частными лицами, муницыпальными учреждениям, строительными компаниями.Платежи принимаются по безналичному расчету с отчислением НДС и без, а также наличный расчет.Мы работаем по предоплате 70% от стоимости ограждения, для закупки материала для Вашего объекта.
почта: [email protected]+7 (978) 266-41-71 Звоните!
Передача персональных данных.
Персональные данные Пользователей не передаются каким-либо третьим лицам, за исключением случаев, прямо предусмотренных настоящим Положением.При указании пользователя или при наличии согласия пользователя возможна передача персональных данных пользователя третьим лицам-контрагентам Оператора с условием принятия такими контрагентами обязательств по обеспечению конфиденциальности полученной информации. Оператор на основании договора может поручить обработку персональных данных третьему лицу. Существенным условием такого договора является наличие права у данного лица на обработку персональных данных, обязанность обеспечения указанным лицом конфиденциальности персональных данных и безопасности персональных данных при их обработке.
Предоставление персональных данных Пользователей по запросу государственных органов (органов местного самоуправления) осуществляется в порядке, предусмотренном действующим законодательством РФ.В целях исполнения соглашения между Пользователем и Оператором и предоставления Пользователю доступа к использованию функционала Сервиса, Оператор развивает предоставляемые сервисы и продукты, разрабатывает и внедряет новые сервисы и продукты, оптимизирует качество сервисов и продуктов, совершенствует доступный функционал Сайта и сервисов. Для обеспечения реализации указанных целей Пользователь соглашается на осуществление Оператором с соблюдением применимого законодательства сбора, хранения, накопления, систематизации, извлечения, сопоставления, использования, наполнения (уточнения) их данных, а также на получение и передачу аффилированным лицам и партнерам результатов автоматизированной обработки таких данных с применением различных моделей оценки информации, в виде целочисленных и/или текстовых значений и идентификаторов, соответствующих заданным в запросах оценочным критериям, для обработки данных Оператором и/или лицами, указанными в настоящем пункте.
Взаимодействие с федеральными органами исполнительной власти по вопросам обработки и защиты персональных данных субъектов, персональные данные которых обрабатываются Оператором, осуществляется в рамках законодательства Российской Федерации.
Хранение персональных данных осуществляется Оператором в форме, позволяющей определить субъекта персональных данных, не дольше, чем этого требуют цели их обработки, и они подлежат уничтожению по достижении целей обработки или в случае утраты необходимости в их достижении в порядке, предусмотренном настоящим Положением порядке.
При обработке персональных данных Оператор применяет правовые, организационные и технические меры по обеспечению безопасности персональных данных в соответствии со ст. 19 Федерального закона от 27.07.2006 N 152-ФЗ "О персональных данных".
233компании сотрудничали с нами
15лет опыта работы с нержавеющей сталью
50лет срок эксплуатации нашей продукции
В КРЫМУ С 2002 ГОДА!
1485довольных клиентов
КОМПАНИЯ "АргонСталь"
Телефон:
+7 (978) 266-41-71
Адрес:Крым г.Симферопольул. Гоголя 68
www.xn--80aai7aifmlj6h.xn--p1ai
Сварка черного металла аргоном:режимы,технология
Сварка аргоном черного металла является относительно простым и достаточно качественным процессом соединения. Аргонно-дуговая сварка зачастую используется для сложных ситуаций, когда необходимо соединять трудно свариваемую сталь или материалы, которые сильно подвержены образованию брака. При работе с черным металлом, который нормально сваривается и при обыкновенных условиях, этот способ способен дать достаточно высокий результат. Сварка металла аргоном предполагает использование обыкновенной присадочной проволоки заданного диаметра, у которой нет защитного покрытия. Вместо него сварочную ванну от воздействия кислорода и прочих негативных факторов защищает аргон.

Сварка черного металла
Основной проблемой здесь выступает кипение сварочной ванны. Оно случается из-за того, что металл получается недостаточно раскаленным. Для того, чтобы избежать данной проблемы, следует правильно подбирать присадочный материал и использовать флюсы, которые улучшают раскаливание. При этом сварка тонкой стали аргоном происходит значительно проще, так что шов получается достаточно качественным, а вероятность прожигания заготовки становится намного меньше. Вся технология процесса, исходя из производственной технологии, должна соответствовать ГОСТ 14771-76.

Сварка листового черного металла аргоном
Преимущества 
- Сварка черных металлов аргоном предоставляет намного более качественный шов, вне зависимости от его положения, чем другие виды и способы сварки металла;

Шов при сварке тонкого металла аргоном
- Здесь легко проходит сваривание тонких листов, а также уменьшается вероятность появления бракованных изделий;
- Полученные швы могут применяться практически в любой сфере;
- Сам процесс сваривания более простой в осуществлении;
- Практически отсутствуют проблемы с зажиганием дуги;
- Благодаря использованию длинной проволоки, любой шов может получиться непрерывным;
- Возможность подогревать металл газом горелки;
- Требуется не столь тщательная подготовка металла под сварку.
Недостатки
- Сварка стали аргоном получается более дорогостоящим процессом, чем остальные его разновидности, так как себестоимость является в 10 раз выше, чем у простой дуговой;
- Повышается опасность работы из-за применения газа;
- Появляется опасность вскипания сварочной ванны, и как следствие, разбрызгивание металла в различные стороны, что приводит к ухудшению качества и создает небезопасную ситуацию;
- Некоторые расходные материалы являются более труднодоступными, чем для обыкновенной сварки.
Выбор инструмента
Правильный подбор инструмента для сваривания во многом определяет последующий успех применения данного процесса. Сварка углеродистой стали аргоном оказывается более сложной, чем высоколегированной, но здесь действуют практически одни и те же принципы подбора. Ведь сварка стали в среде аргона только способствует дополнительной защите, а свойства соединения зависят от используемых материалов. для достижения лучшего результата, следует знать точный состав свариваемого металла. Присадочный материал должен максимально соответствовать ему. Но это далеко не всегда осуществимо, поэтому, можно ориентироваться на распространенные марки проволоки, которые применяются для этого процесса. Одним из самых распространенных вариантов является Св-08Г2С, который рекомендуют многие специалисты.

Проволока сварочная Св-08Г2С и электроды
В качестве аналогов также применяют 12Х18Н10Т, 20ХМА и 20ХГСА, что уже зависит от особенностей состава заготовки.
При выборе стоит обращать внимание на свойства кипучести, если на проволоке стоит аббревиатура «КП», то это значит, что ее металл подвержен кипению. Когда идет аргоновая сварка черных металлов, то именно это и является одной из главных проблем, поэтому, такие варианты не стоит использовать. Очень важным параметром является толщина диаметра присадочного материала. Здесь подбор осуществляется согласно толщине свариваемых деталей. Эти параметры должны быть, примерно, одинаковыми. Допускается увеличение диаметра сварочной проволоки, если состав металла тугоплавкий. Если же идет сварка тонкого металла аргоном, то превышение размеров должно быть не более 0,5 мм.
Режимы сварки листового черного металла аргоном
Чтобы качество соединения было максимально качественным, даже если вы занимаетесь таким видом сварки в первый раз. Следует подобрать правильный режим, который бы соответствовал заданной толщине заготовки и другим параметрам.
Толщина заготовки, мм | Сила тока, А | Скорость прохождения сварки, см/мин | Присадочный материал | Расход аргона при сварке стали, л/мин | |
| Диаметр, мм | Скорость подачи, см/мин | ||||
0,9 | 95 | 26 | 1,6 | 42,5 | 8 |
1,3 | 118 | 26 | |||
1,5 | 130 | 26 | |||
| 1,5 | 200 | 30 | |||
| 2,3 | 160 | 20 | |||
Технология сварки металла аргоном
Сначала происходит подготовка металла, где нужно зачистить края, которые будут непосредственно свариваться. Также желательно убрать масляную пленку, если она имеется на поверхности.

Подготовка металла перед сваркой
Затем нужно выложить флюс на поверхность, если при прогреве металл будет терять какие-либо важные элементы состава, и выставить оборудование на заданные параметры работы. Затем можно приступать к сварке. Для этого требуется подвести источник энергии и присадочный материал к месту начала шва и зажечь дугу. После образования сварочной ванны следует вести ее далее до самого конца, постепенно подавая проволоку. Желательно не прерывать данный процесс, чтобы шов имел одинаковую консистенцию.
«Важно!
Шлак следует оббивать только после полного остывания, чтобы не навредить качеству шва.»
Контроль качества
Чтобы убедится, что процесс прошел нормально, следует проконтролировать результат. Первым методом контроля является внешний осмотр. Он помогает выявить только явные дефекты. Чтобы боле подробно узнать состояние, используются рентгено- и магнитографические способы анализа. Также применяют контроль качества ультразвуком, что показывает скрытые раковины и микротрещины. «Важно! Сложные анализы лучше проводить, как минимум, через сутки после сварки.»
svarkaipayka.ru
Сварка аргоном черного металла. Технология сварочного процесса.

Содержание статьи
Особенности сварки аргоном
Главная сложность, которая возникает в процессе работы – кипение сварочной ванны. Это происходит по причине того, что металл недостаточно разогревается. Для того, чтобы избежать этого негативного явления, нужно верно выбрать присадочный материал, а также использовать флюс, благодаря которому заготовленная деталь лучше будет плавиться. Выполнив все эти требования, вы значительно упростите себе работу и в итоге получите хороший шов.
На заметку! Весь производственный процесс должен выполняться в соответствии с ГОСТом 14771-76.

Достоинства
Если сваривать заготовки из черного металла при помощи аргона в соответствии со всеми рекомендациями, то в результате можно получить максимально качественное соединение. Отметим основные плюсы:
- процесс несложный и недлительный по времени,
- образовавшиеся в итоге сварки электродом швы, могут быть пригодны практически в каждой сфере,
- дуга зажигается быстро и легко,
- за счет применения длинной проволоки, любой шов может выполняться непрерывно,
- сами металлические изделия можно подогреть газом горелки.

Недостатки
Несмотря на большое количество достоинств, выделяется и ряд минусов:
- tig сварка – достаточно затратный процесс, если сравнивать с обычной дуговой, то стоимость первой будет больше в 10 раз,
- поскольку применяется газ, работа – небезопасна,
- возникает риск того, что сварочная ванна может вскипеть и в результате металл будет разбрызгиваться в разные стороны, что чревато попаданием на незащищенные участки тела и качество соединения будет значительно хуже,
- могут возникнуть трудности с поиском некоторых материалов, необходимых для таково вида сварки.
Однако все описанные недостатки станут незначительными по сравнению с тем, какого качества соединение может получиться у вас в итоге. К тому же, если подойди к процессу ответственно, то подобных недочетов и вовсе можно избежать.

Критерии выбора инструмента
Во многом успешное выполнение шва зависит от правильно выбранного инструмента и материалов, которыми вы будете пользоваться. Присадочный материал должен быть как можно более подходящим для металлического изделия, подвергающегося сварке. Поэтому, очень важно знать все составляющие металла. Однако, это не всегда удается выполнить, в связи с этим, основным ориентиром выступают популярные марки проволоки, которые наиболее часто используются. Большинство профессионалов советуют применять Св-08Г2С.

Выбирая проволоку, обращайте внимание на такой критерий как кипучесть. Многие пользователи, не зная как варить черный металл сталкиваются с этой проблемой. Чтобы избежать этого надо смотреть на маркировку. Если на проволоке указано значение КП, то это говорит о подверженности металла кипению, поэтому такие детали покупать не стоит. Еще один важный показатель – толщина диаметра присадочного материала. Выбирать нужно исходя из толщины изделий, подвергающихся сварке. Старайтесь подобрать материал максимально идентичный плотности металла.
Режимы сварки листового черного металла аргоном
Даже если вы не имеете никакого опыта, не переживайте, соблюдая все требования можно получить хорошее соединение. Для того, чтобы в конечном итоге шов был как можно более прочным и надежным, надо верно подобрать режим, который будет максимально подходить заданной толщине заготовки и другим показателям.
| Толщина заготовки, мм | Сила тока, А | Скорость прохождения сварки, см/мин | Присадочный материал | Расход аргона при сварке стали, л/мин | |
| Диаметр, мм | Скорость подачи, см/мин
| ||||
| 0,9 | 95 | 26 | 1,6 | 42,5 | 8 |
| 1,3 | 118 | 26 | |||
| 1,5 | 130 | 26 | |||
| 1,5 | 200 | 30 | |||
| 2,3 | 160 | 20 | |||
Прежде чем приступить непосредственно к сварочным работам подготовить металл. Для этого надо хорошо зачистить окончания, которые будут подвергаться соединению. Также если на поверхности присутствует масляная пленка, то ее нужно убрать.Технология сварки металла аргоном

На следующем этапе поверхность покрывается флюсом и задаются нужные параметры сварочного аппарата. После выполнения этого порядка действий можно переходить к сварочным работам. Источник энергии и присадочный материал подводятся к участку соединения и зажигается дуга. Когда возникнет сварочная ванна, дуга должна непрерывно вестись до самого конца, осуществляя медленную подачу проволоки.
Обратите внимание! Избавляться от шлака нужно только после того, как шов окончательно остынет, иначе можно попросту его повредить.
После выполнения процесса не забудьте проверить полученный результат. Изначально осмотрите соединение на наличие внешних дефектов. Для того, чтобы провести более детальный осмотр внутреннего состояния изделия можно прибегнуть к рентгено- и магнитографическому анализу. Помимо этого часто используется и контроль качества ультразвуком, благодаря которому можно убедиться в отсутствии скрытых микротрещин.
Техника безопасности
Неважно новичок ли вы или вы знаете, как варить черный металл и имеете в этом деле большой опыт, правила техники безопасности нужно соблюдать всем.
- Важно, чтобы ваше рабочее место, где осуществляется процесс сварки, не находилось рядом с легковоспламеняющимися материалами, т.к. велика возможность возникновения нечаянного возгорания. Также постарайтесь убрать все лишнее с рабочей поверхности.
- Оборудуйте помещение качественной вентиляцией и в случае необходимости подсоедините систему удаления продуктов сгорания.
- Прежде чем приступить к сварке, проверьте аппарат на исправность, проконтролируйте верно ли выставлены все нужные параметры баллона, а также для того чтобы не произошла утечка газа, надо проверить в хорошем ли состоянии находятся шланги.
- Не рекомендуется применять тройники и редукторы, которые нужны для одновременного подключения нескольких горелок.
- Несомненно весь процесс должен производиться в специальной защитной одежде. По возможности постарайтесь укрыть свое тело, чтобы раскаленный металл случайно не попал на кожу, ведь это чревато серьезным ожогом. На руки обязательно наденьте перчатки, а на лицо защитную маску и очки.
Подводя итог вышеизложенного, можно сделать некоторые выводы. В первую очередь стоит отметить, что сваривать черный металл и тонкую сталь не сложно. Для этого достаточно выполнять все правила, предъявляемые к такому способу создания шва. Несмотря на то, что такой вид сварки не из дешевых, при точном соблюдении технологии в конечном итоге вы получите надежный и прочный шов. Как и любой другой вид сварки, электродуговая сопровождается рядом нюансов, на которые следует обращать внимание. Если вы новичок, то для достижения более лучшего результата, потренируйтесь выполнять шов на каких-нибудь ненужных деталях. Так, вы наберетесь опыт и у вас будет больше шансов сварить нужные заготовки правильно. В любом случае, преимущества сварки изделий из черного металла аргоном очевидны, именно поэтому данный способ соединения так популярен у пользователей.
[Всего голосов: 2 Средний: 3/5]
svarkaed.ru
Сварка нержавейки аргоном - правила проведения работ
Широкое применение нержавеющих сталей объясняется их хорошей устойчивостью к коррозии, достигнутой специальным легированием. Чтобы при нагревании во время соединения конструкций свойства металла не ухудшились, применяется сварка нержавейки аргоном. Рассмотрим тонкости такой технологии, ее преимущества и недостатки, а также оборудование и материалы для этого процесса.
Особенности нержавейки при сварке
В состав нержавеющих сталей входит до 20% хрома, кроме него добавляют никель, марганец, молибден и другие компоненты, которые придают им хорошие эксплуатационные качества. Сложность выполнения соединения нержавейки с использованием аргона связана с ее особыми свойствами:
- В отличие

 от низкоуглеродистых сталей, теплопроводность нержавейки почти в 2 раза меньше. Это плохо отражается на сварочных работах, т. к. нагрев металла до высоких температур будет сконцентрирован только в рабочей зоне, а отток тепла в другие области происходит медленно. Поэтому в зоне соединения металл может перегреться, последствием чего будет его прожог.
от низкоуглеродистых сталей, теплопроводность нержавейки почти в 2 раза меньше. Это плохо отражается на сварочных работах, т. к. нагрев металла до высоких температур будет сконцентрирован только в рабочей зоне, а отток тепла в другие области происходит медленно. Поэтому в зоне соединения металл может перегреться, последствием чего будет его прожог.
Поэтому важно: При проведении аргонодуговой сварки нержавейки необходимо уменьшать величину сварочного тока на 20% по сравнению с током при сварке других сталей.
- Другой особенностью нержавеющей стали является высокий коэффициент линейного расширения. Он дает большую усадку при нагреве. Поэтому при выполнении работ соединяемые детали могут деформироваться и появляются трещины. Чтобы избежать таких последствий, нужно соблюдать правило:
Зазор при соединении частей сваркой должен быть достаточно большим, чтобы обеспечить предотвращение деформации и последующее растрескивание.
- Эти стали обладают высоким сопротивлением при пропускании через них тока. Поэтому, при использовании электрода также с большим сопротивлением он будет сильно греться, а это создает проблемы при работе.
Электроды с большим сопротивлением лучше использовать для сварки небольших соединений нержавейки, чтобы они не успели перегреться. При большой длине шва лучше выбирать электроды длиной около 35 см.
Особенности нержавеющей стали требуют при проведении сварочных работ соблюдения правильного температурного режима, чтобы она не потеряла антикоррозионных свойств. Объясняется это тем, что при нагреве нержавейки до температур выше 500оС во время проведения работ структура сплава меняется с образованием на границе зерен карбидов (в основном железа и хрома), это приводит к коррозии металла. Чтобы предотвратить этот процесс, технология сварки нержавейки предполагает защиту металла аргоном. Для хромо-никелевых сплавов применяют также быстрое охлаждение зоны шва.
Правила и этапы проведения сварочных работ
Перед проведением работ соединяемые концы деталей тщательно зачищают. Для этого используют щетку с металлической щетиной  или проводят автоматическую шлифовку, а затем обезжиривают поверхность ацетоном или спиртом. Это обеспечивает стабильность дуги при работе и повышает качество соединения.
или проводят автоматическую шлифовку, а затем обезжиривают поверхность ацетоном или спиртом. Это обеспечивает стабильность дуги при работе и повышает качество соединения.
Сварочные работы проводят ручным способом с использованием электрода из вольфрама, который не плавится, или с помощью полуавтоматического аппарата. Рассмотрим, как варить аргоном детали из нержавейки при каждом способе.
Ручная сварка неплавящимся электродом из вольфрама
- Работы выполняются неплавящимся вольфрамовым электродом с использованием как переменного, так и постоянного тока.
- Основным инструментом при ее проведении служит горелка с закрепленным в ней электродом и подаваемым из сопла горелки аргоном.
- Соединение деталей осуществляется присадочной проволокой путем ее сплавления после ручной подачи в рабочую зону.
- Подавать проволоку следует под углом в 15-30 градусов к поверхности свариваемого металла, а горелку держать перпендикулярно проволоке.
- Горелку двигают вручную вдоль направления сварного шва, не допуская движений в стороны. Это обеспечивает получение красивого ровного шва.
- Для защиты шва с внутренней стороны ее также обдувают струей аргона.
- Во время работы нельзя допускать касания электрода поверхности металла даже при розжиге дуги, чтобы не допустить оплавление электродного конца и не загрязнить зачищенную область сварки. Поэтому для получения дуги применяют графитовые или угольные плиты. После получения дуги на плите, ее осторожно направляют в зону сварки.
- После выполнения сварочных работ сразу прекращать обдув аргоном не следует, чтобы не спровоцировать окисление полученного шва и электродного конца, это нужно сделать, подождав секунд десять.
Важно: Качество сварного соединения деталей из нержавейки в аргоне во многом зависит от правильно выбранной присадочной проволоки. Легирующие добавки в ее составе должны превышать их содержание в соединяемом металле.
Сварка с помощью полуавтомата
Использование полуавтомата для проведения сварочных работ значительно увеличивает скорость выполнения сварки и повышает качество шва. Поэтому его часто используют для стыковки изделий с большой толщиной.
Специфика работ полуавтоматом состоит в следующем:
- для соединения металлических конструкций должна использоваться проволока, содержащая никель;
- при работе с деталями, имеющими большую толщину, кроме аргона для защиты сплава добавляется углекислый газ, чтобы снизить нагрев кромок шва, т. к. он смягчает процесс сварки за счет их смачиваемости;
- применяются три технологии сварки: короткой дугой, струйным переносом, с помощью импульса, когда проволока для сварки подается путем коротких импульсов.
В режиме подачи проволоки импульсами происходит минимальное разбрызгивание образованного жидкого сплава, что уменьшает зону сварного шва и достигается большая экономия проволоки.
Струйным переносом удобней варить изделия, имеющие значительную толщину. Короткая дуга лучше подходит для сварки деталей, имеющих тонкую стенку.
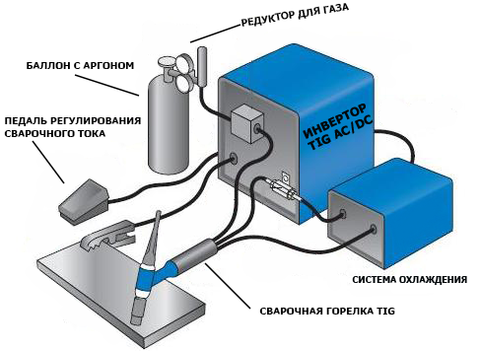
Какое оборудование необходимо
Для проведения работ потребуется следующее оборудование для аргонодуговой сварки нержавеющей стали:
- Сварочный инвертор — его марка выбирается в зависимости от характеристик свариваемых изделий и объема работ. Лучше выбирать прибор, работающий на выпрямленном токе.
- Осциллятор — для получения дуги при выполнении работ с использованием неплавящегося вольфрамового электрода.
- Горелка с токопроводящим узлом, включающая неплавящийся электрод и форсунку для подачи газа.
- Баллон с аргоном или его смесью с другим инертным газом, находящимся под большим давлением.
- Неплавящиеся электроды. Для коррозионно-стойких сталей сегодня есть огромный ассортимент этих изделий. Выбирать стоит, ориентируясь на сплавляемые материалы и характеристики шва.
- Присадочная проволока, выбор которой целиком зависит от марки свариваемых сплавов;
- Защитная маска, роба, рукавицы, а также металлическая щетка и обезжиривающая жидкость.
Плюсы и минусы такого способа
Сварка нержавейки аргоном имеет немало преимуществ, которые обеспечены ее технологией:
- При защите свариваемого шва аргоном исключается действие на расплав воздуха, негативно влияющего на горячий металл. Это дает возможность получить прочный ровный шов с равномерным проплавом по глубине.
- Металл, обладающий низкой теплопроводностью, нагревается мало. Исключение составляет только небольшая область шва. Кроме трудностей при выполнении сварки (боязнь прожога), это является и положительным фактором, т. к. дает возможность соединять детали, имеющие сложную конструкцию, без изменения их формы.
- Сварочная работа проводится быстро, благодаря высокой температуре дуги.
Не обходится эта технология и без недостатков. К ним относится:
Необходимость в достаточно сложном оборудовании, которое требует точности настройки, а также определенные навыки и знание тонкостей процесса.
Как варить нержавейку аргоном
Опытные сварщики советуют:
- Обеспечивать минимальную дугу при работе, а неплавкий электрод располагать максимально близко к свариваемому металлу не касаясь его. Большая дуга не позволяет проплавлять деталь на всю глубину шва и повышает его ширину, ухудшая качество соединения.
- Для предотвращения окисления не нужно допускать резкую подачу проволоки при ручной сварке. Она должна быть постоянно в защитной зоне аргона.
- Качество проплавления шва можно определить визуально по форме наплывов проволочной ванны. Если они удлинены в направлении сварного шва, то качество проплавления хорошее, если они круглые или овальные, проплав не достаточно глубокий.
- Конец шва нужно заваривать, уменьшая силу тока. При резком обрывании дуги и отводе горелки с аргоном защита расплавленного металла снижается, а это влияет на качество шва.
Если у Вас есть опыт работы по сварке изделий из нержавейки в аргоне, то Вы можете поделиться им в комментариях к этой статье.
wikimetall.ru
Сварка аргоном стали
Сварка черного металла аргоном
Сварка аргоном черного металла является относительно простым и достаточно качественным процессом соединения. Аргонно-дуговая сварка зачастую используется для сложных ситуаций, когда необходимо соединять трудно свариваемую сталь или материалы, которые сильно подвержены образованию брака. При работе с черным металлом, который нормально сваривается и при обыкновенных условиях, этот способ способен дать достаточно высокий результат. Сварка металла аргоном предполагает использование обыкновенной присадочной проволоки заданного диаметра, у которой нет защитного покрытия. Вместо него сварочную ванну от воздействия кислорода и прочих негативных факторов защищает аргон.
Сварка черного металла
Основной проблемой здесь выступает кипение сварочной ванны. Оно случается из-за того, что металл получается недостаточно раскаленным. Для того, чтобы избежать данной проблемы, следует правильно подбирать присадочный материал и использовать флюсы, которые улучшают раскаливание. При этом сварка тонкой стали аргоном происходит значительно проще, так что шов получается достаточно качественным, а вероятность прожигания заготовки становится намного меньше. Вся технология процесса, исходя из производственной технологии, должна соответствовать ГОСТ 14771-76.
Сварка листового черного металла аргоном
Преимущества
- Сварка черных металлов аргоном предоставляет намного более качественный шов, вне зависимости от его положения, чем другие виды и способы сварки металла;
Шов при сварке тонкого металла аргоном
- Здесь легко проходит сваривание тонких листов, а также уменьшается вероятность появления бракованных изделий;
- Полученные швы могут применяться практически в любой сфере;
- Сам процесс сваривания более простой в осуществлении;
- Практически отсутствуют проблемы с зажиганием дуги;
- Благодаря использованию длинной проволоки, любой шов может получиться непрерывным;
- Возможность подогревать металл газом горелки;
- Требуется не столь тщательная подготовка металла под сварку.
Недостатки
- Сварка стали аргоном получается более дорогостоящим процессом, чем остальные его разновидности, так как себестоимость является в 10 раз выше, чем у простой дуговой;
- Повышается опасность работы из-за применения газа;
- Появляется опасность вскипания сварочной ванны, и как следствие, разбрызгивание металла в различные стороны, что приводит к ухудшению качества и создает небезопасную ситуацию;
- Некоторые расходные материалы являются более труднодоступными, чем для обыкновенной сварки.
Выбор инструмента
Правильный подбор инструмента для сваривания во многом определяет последующий успех применения данного процесса. Сварка углеродистой стали аргоном оказывается более сложной, чем высоколегированной, но здесь действуют практически одни и те же принципы подбора. Ведь сварка стали в среде аргона только способствует дополнительной защите, а свойства соединения зависят от используемых материалов. для достижения лучшего результата, следует знать точный состав свариваемого металла. Присадочный материал должен максимально соответствовать ему. Но это далеко не всегда осуществимо, поэтому, можно ориентироваться на распространенные марки проволоки, которые применяются для этого процесса. Одним из самых распространенных вариантов является Св-08Г2С, который рекомендуют многие специалисты.
Проволока сварочная Св-08Г2С и электроды
В качестве аналогов также применяют 12Х18Н10Т, 20ХМА и 20ХГСА, что уже зависит от особенностей состава заготовки.
При выборе стоит обращать внимание на свойства кипучести, если на проволоке стоит аббревиатура «КП», то это значит, что ее металл подвержен кипению. Когда идет аргоновая сварка черных металлов, то именно это и является одной из главных проблем, поэтому, такие варианты не стоит использовать. Очень важным параметром является толщина диаметра присадочного материала. Здесь подбор осуществляется согласно толщине свариваемых деталей. Эти параметры должны быть, примерно, одинаковыми. Допускается увеличение диаметра сварочной проволоки, если состав металла тугоплавкий. Если же идет сварка тонкого металла аргоном, то превышение размеров должно быть не более 0,5 мм.
Режимы сварки листового черного металла аргоном
Чтобы качество соединения было максимально качественным, даже если вы занимаетесь таким видом сварки в первый раз. Следует подобрать правильный режим, который бы соответствовал заданной толщине заготовки и другим параметрам.
Толщина заготовки, мм | Сила тока, А | Скорость прохождения сварки, см/мин | Присадочный материал | Расход аргона при сварке стали, л/мин | |
| Диаметр, мм | Скорость подачи, см/мин | ||||
0,9 | 95 | 26 | 1,6 | 42,5 | 8 |
1,3 | 118 | 26 | |||
1,5 | 130 | 26 | |||
| 1,5 | 200 | 30 | |||
| 2,3 | 160 | 20 |
Технология сварки металла аргоном
Сначала происходит подготовка металла, где нужно зачистить края, которые будут непосредственно свариваться. Также желательно убрать масляную пленку, если она имеется на поверхности.
Подготовка металла перед сваркой
Затем нужно выложить флюс на поверхность, если при прогреве металл будет терять какие-либо важные элементы состава, и выставить оборудование на заданные параметры работы. Затем можно приступать к сварке. Для этого требуется подвести источник энергии и присадочный материал к месту начала шва и зажечь дугу. После образования сварочной ванны следует вести ее далее до самого конца, постепенно подавая проволоку. Желательно не прерывать данный процесс, чтобы шов имел одинаковую консистенцию.
«Важно!
Шлак следует оббивать только после полного остывания, чтобы не навредить качеству шва.»
Контроль качества
Чтобы убедится, что процесс прошел нормально, следует проконтролировать результат. Первым методом контроля является внешний осмотр. Он помогает выявить только явные дефекты. Чтобы боле подробно узнать состояние, используются рентгено- и магнитографические способы анализа. Также применяют контроль качества ультразвуком, что показывает скрытые раковины и микротрещины. «Важно! Сложные анализы лучше проводить, как минимум, через сутки после сварки.»
svarkaipayka.ru
Технология сварки нержавейки аргоном – важные особенности и тонкости
Сварка нержавейки, при которой пользуются аргоном как защитным газом, является одной из самых распространенных технологий получения качественных и надежных соединений деталей, изготовленных из такой стали.
Использование аргона при сварке нержавеющей стали позволяет получать сварные швы высокого качества
Прежде чем приступать к обучению этому процессу, следует познакомиться с характеристиками данного сплава, которые и делают его трудносвариваемым материалом.Нержавеющая сталь является металлом, который успешно противостоит коррозионным процессам. Таким его делают легирующие добавки, основной из которых является хром (в отдельных марках нержавейки он может составлять до 20%). В различные виды такой стали могут также добавляться в качестве легирующих элементов титан, никель, молибден и др. Эти добавки, кроме антикоррозионных свойств, наделяют нержавейку и рядом других необходимых физико-механических характеристик.
Нержавеющая сталь, кроме исключительных антикоррозионных свойств, обладает поверхностью привлекательного внешнего вида. Именно поэтому ее часто даже не покрывают краской. Отсюда возникают дополнительные требования к качеству сварного шва: он должен быть не только надежным, но и аккуратным.
Выполнять сварочные работы с нержавейкой и получать соединения, удовлетворяющие самым строгим требованиям, может только специалист, обладающий не только необходимыми знаниями технологии, но и достаточным опытом работы в данной области. Это значит, что для обучения приемам сварки нержавеющей стали в среде аргона недостаточно просто посмотреть видео такого процесса – необходимо еще получить практические уроки.
В чем заключаются сложности сварки нержавеющей стали
Сложность сварки нержавейки объясняется свойствами данного металла, которые ему придают легирующие добавки. По сравнению с низкоуглеродистой сталью, нержавейка имеет более низкую теплопроводность (в два раза ниже), что является негативным фактором для сварочных работ. Высокая температура из-за низкой теплопроводности металла будет концентрироваться в месте выполнения соединения и недостаточно активно отводиться от него. Это может стать причиной перегрева области соединения и даже прожога металла. Именно поэтому технология сварки нержавейки предусматривает снижение сварочного тока: его значение выбирается на 20% ниже, чем при сварке обычных сталей.
Дисплей сварочного полуавтомата с цифровой индикацией рабочего тока и напряжения
Еще одной характеристикой нержавеющей стали, которую обязательно следует учитывать при сварке, является повышенный коэффициент линейного расширения и, как следствие, значительная линейная усадка. Именно это свойство нержавейки приводит к тому, что детали из нее при выполнении сварочных работ подвергаются значительным деформациям, нередко приводящим к появлению трещин на их поверхности. Учитывая это, между соединяемыми заготовками следует оставлять больший зазор, который будет компенсировать деформационные процессы.
Нержавейка отличается повышенным электрическим сопротивлением, что очень негативно сказывается на сварке, если она выполняется электродом из высоколегированной стали. Такой электрод, который также имеет большое электрическое сопротивление, начинает сильно нагреваться. Это приводит к ухудшению качества формируемого сварного шва. Если вы соберетесь варить нержавейку такими электродами, следует использовать изделия минимальной длины.
Трещина сварного шва – самый опасный дефект, приводящий к разрушению конструкции
Если при сварке нержавейки не соблюдать правильный термический режим, этот сплав может утратить свои антикоррозионные свойства.Объясняется это следующим. При значительном нагреве (свыше 500 градусов) на границах кристаллических зерен металла начинают образовываться карбид хрома и железа. Так появляются очаги возникновения и дальнейшего распространения коррозии. Чтобы избежать этого негативного явления, которое носит название межкристаллитной коррозии, необходимо очень быстро охлаждать детали из нержавейки сразу после окончания сварочных работ. Однако указанный метод эффективен лишь в том случае, если вы варите нержавеющую сталь хромоникелевой группы.
Как подготовить детали из нержавейки к сварке
Для того чтобы в результате аргонодуговой сварки изделий из нержавейки получить качественное и надежное соединение, необходимо правильно подготовить их поверхности. Такая обработка не сильно отличается от подготовки к сварке в среде аргона деталей из других металлов и заключается в следующем.
Труба из нержавейки, подготовленная к сварке с помощью шлифовальной насадки
- Кромки соединяемых заготовок необходимо зачистить до металлического блеска, для чего используется металлическая щетка или шлифовальная машинка.
- После зачистки кромки деталей обезжириваются при помощи ацетона или авиационного бензина, что необходимо сделать для обеспечения устойчивости дуги и повышения качества сварного шва.
- При подготовке соединяемых заготовок к сварке следует предусмотреть в них увеличенный зазор, который будет компенсировать деформационные процессы.
Кроме диаметра присадочной проволоки, надо обращать внимание и на ее состав. Степень легирования такой проволоки должна превышать соответствующий показатель у металла, из которого изготовлены соединяемые заготовки.
Марки сварочной проволоки для нержавейки
Аргоновая сварка нержавейки при помощи электрода из вольфрама
Сварка нержавейки в защитной среде аргона используется преимущественно в тех случаях, когда соединить необходимо детали небольшой толщины. Данная технология позволяет получать качественные и надежные соединения с красивыми и аккуратными сварными швами.
В защитной среде аргона чаще всего выполняется сварка нержавеющих труб, используемых для транспортировки различных жидких и газообразных сред. Качество сварных швов, получаемых при использовании данной технологии, позволяет применять ее для соединения деталей трубопроводов, эксплуатируемых под высоким давлением.
Выполненное электросваркой в среде аргона соединение труб из нержавеющей стали
Аргонодуговая сварка, выполняемая неплавящимся вольфрамовым электродом, может производиться на переменном или постоянном токе прямой полярности. Основным рабочим органом при выполнении такой сварки является горелка, в которой закреплен электрод и из сопла которой подается струя аргона. Сварной шов формируется за счет присадочной проволоки, подаваемой вручную в зону горения сварочной дуги. Все движения, совершаемые горелкой, также выполняются вручную.
В отличие от обычной электродуговой технологии, при сварке, выполняемой в среде аргона, электродом и присадочной проволокой не совершают поперечных движений – их перемещают только вдоль оси формируемого шва.Делается это для того, чтобы не вывести сварочную ванну из зоны действия аргоновой защиты (это негативно скажется на качестве соединения). Необходимо также позаботиться и о защите от окружающего воздуха обратной стороны шва, которая также обдувается аргоном. Конечно, расход газа от этого увеличивается, но качество всех участков сварного шва будет высоким.
Положение горелки при сварке ТИГ
Чтобы не загрязнить поверхности соединяемых заготовок и не оплавить конец вольфрамового электрода, им нельзя прикасаться к основному металлу даже в процессе розжига дуги. Именно поэтому технология сварки в среде аргона с применением вольфрамового электрода предполагает использование для розжига дуги специальной пластины, изготовленной из графита или угля. Только после зажигания на такой пластине сварочную дугу аккуратно переводят на нержавейку. Хорошо демонстрирует этот процесс, выполнению которого обязательно следует научиться начинающему специалисту, обучающее видео.
Чтобы исключить окисление нагретого электрода и только что сформированного шва, подачу аргона следует отключать не сразу после окончания сварки, а через 10–15 секунд. На расходе газа это скажется незначительно, но этим вы увеличите срок службы электрода и улучшите качество сварного шва.
Сварка с помощью полуавтомата
Сварка полуавтоматом, производимая в среде аргона, позволяет значительно увеличить производительность работ. Такую технологию можно использовать для соединения деталей из нержавейки даже значительной толщины. Наряду с высокой производительностью, технология сварки полуавтоматом в среде аргона позволяет получать соединения, отличающиеся высоким качеством, надежностью, привлекательным внешним видом.
Режим сварки фланца с трубой: горелка на 11 часов, направление вращения по стрелке
Существует несколько нюансов сварки нержавейки полуавтоматом, которые обязательно следует учитывать в работе. Сварочная проволока для повышения качества формируемого соединения должна обязательно содержать в своем составе никель. Если необходимо варить детали большой толщины, то в состав защитного газа, кроме аргона, добавляют углекислый газ, который обеспечивает лучшую смачиваемость краев шва.
Сварка нержавейки полуавтоматом в защитной среде аргона может выполняться по нескольким технологиям – с использованием:
- короткой дуги;
- струйного переноса;
- импульсного режима.
Наиболее контролируемой является технология с использованием импульсного режима. В данном случае сварочная проволока подается в зону действия дуги короткими импульсами. Это позволяет минимизировать разбрызгивание расплавленного металла, уменьшить зону термического воздействия на основной металл, снизить расход дорогостоящей сварочной проволоки. Обработка готового шва и прилегающей к нему поверхности при использовании данной технологии занимает минимальное количество времени, так как брызги металла на них практически отсутствуют.
При помощи струйного переноса можно варить детали большой толщины, а короткая дуга больше подходит для соединения тонких изделий. Лучше познакомиться с особенностями перечисленных технологий позволяют видео.met-all.org
Как варить сталь?(TIG, аргон) — Аргонщик.рф - megasvarshik на DRIVE2
Всем привет!Как то я позабыл о сварке ТИГ, изделий из обычной стали. Теперь немного расскажу о технике сварки сталей.
Сталь, как и нержавейку варят на постоянном токе.
Если понадобилось воспользоваться ТИГ сваркой стали(низколегированной, низкоуглеродистой и т.д), то для этого нужно не много. Зачистить от загрязнений и ржавчины место сварки(желательно со всех возможных сторон), если толщина свариваемых деталей более 6-8мм, лучше сделать разделку кромок, для лучшего заполнения и проплавления корня шва. Подача аргона в пределах 4-6л, диаметр вольфрамового электрода напрямую зависит от толщины свариваемой детали. (Толще деталь — толще электрод, и наоборот.) Присадку можно использовать Св-08Г2С(омеднённая), чаще всего эта проволока встречаться в виде бобин для полуавтоматной сварки, а иногда и в сварочных прутках, специально для ТИГ сварки.
Преимущество ТИГ сварки перед другими явное, сварочная ванна более контролируема, от сюда получается лучший провар корня шва, да и вид шва будет красивым. Так как для защиты сварочной ванны и шва в целом используется газ, а не покрытие, как на электроде, то еще одним преимуществом будет отсутствие шлака и брызг после сварки. Так же стоит отнести к преимуществам и возможность работы с мелкими деталями, трубками, мелкими кронштейнами и т.д. Лично мне несколько раз приходилось гарантированно варить встык тормозные трубки.
Я всегда могу вам помочь со сваркой в среде аргона. Сварка стали (аргон) в Истре и Дурыкино
Следующий пост о сварке Предыдущий пост о сварке
Ближе к практике.Приходилось ремонтировать топливный тройник от какого то грузовика.
Отломанная часть тройника, как видно деталь не очень большая
После зачистки и подгонки, отломившуюся часть привариваем.После сварки
А это труба, которую нужно было усилитьВсем бобра!
На видео можно увидеть, как правильно заварить т-образное соединение труб, в каких пространственных положениях можно варить и какие с этим бывают проблемы.
www.drive2.ru
Технология сварка нержавейки аргоном
Нержавеющая сталь называется так потому, что она под действием различных факторов не покрывается коррозией. То есть, срок ее эксплуатации практически вечен. Поэтому изделия из нее так востребованы в промышленности и быту. Находящая в нем легированная добавка в виде хрома (12%) делает такой металл не только нержавеющим, но и хорошо поддающемся обработке и сварке. Практически все сварочные технологии можно использовать для соединения нержавеющих заготовок. Но когда разговор заходит о стыковке тонких деталей, то сварка нержавейки аргоном – оптимальное решение данной проблемы.
Есть у нержавейки определенные свойства, которые негативно влияют на конечный результат сварочного процесса.
- Низкая ее теплопроводность, что при высокой силе сварочного тока приводит к прожигу металла на участке сварки. Решить данную проблему можно просто – снизить ток.
- Большой усадочный процент при остывании нагретого металла. Поэтому очень важно правильно выставить зазор между свариваемыми деталями.
- При высоких и долгих температурах хром начинает испаряться, при этом сама сталь теряет антикоррозийные свойства. Поэтому приваренные заготовки надо быстро охлаждать.
Оборудование и расходные материалы
Что касается оборудования, то для ручной сварки тонкой нержавейки аргоном (TIG) подойдет стандартный набор с инвертором, осциллятором и баллоном с аргоном. Конечно, нужна будет горелка и комплект проводов и шлангов.
К расходным материалам относится присадочная проволока и сам газ аргон. Необходимо отметить, что присадка должна быть одного состава, что и свариваемый материал. Так как чаще всего для изготовления различных изделий используется нержавейка марки 304, то для сварки лучше всего использовать присадочный пруток марки Y308. Что касается аргона, то он не является единственным защитным газом, который используется в сварочной технологии данного типа. Но он является основным, именно поэтому сам процесс называется аргонодуговой сваркой.
Немаловажным показателем в плане себестоимости проводимых сварочных работ является расход аргона. Все будет зависеть от того, какой металл технологией ТИГ сваривается. К примеру, для соединения алюминия расходуется до 20 литров газа в минуту, для стыковки титана – до 50 литров, для сварки нержавейки всего лишь 8 литров. При этом можно уменьшить объем расходуемого газа, если на горелку установить так называемую газовую линзу, в состав которой входит сеточка. Кстати, это приспособление также улучшает защиту сварочной ванны.
К каждому соплу горелки подходит свой размер линзы, который варьируется от 4 по 10 номера. При этом чем больше номер линзы, тем лучше защитные ее качества. Но небольшие линзы позволяют проводить сварку аргоном в труднодоступных местах. Также необходимо отметить, что установка на горелку газовой линзы позволяет выдвигать неплавящийся вольфрамовый электрод на 10 мм дальше. Что касается вольфрамовых электродов, то аргоновая сварка нержавейки может проводиться универсальным их видом. Диаметр неплавящегося стержня выбирается в зависимости от толщины свариваемых нержавеющих заготовок.
- Толщина деталей из нержавейки – до 1,6 мм. Используется вольфрамовый стержень диаметром 1 мм и сила сварного тока 50 ампер.
- Толщина большего значения требует силы тока больше 50 ампер и вольфрамового электрода диаметром 1,6 мм.
TIG сварка нержавейки
Ручная аргонная сварка начинается, как и все сварочные процессы, с подготовки заготовок. Необходимо зачистить соединяемые торцы до металлического блеска, чтобы не осталось грязи, налетов других материалов (к примеру, краски), а также надо провести обезжиривание примыкающих плоскостей. Если свариваются заготовки из нержавейки толщиною более 4 мм, то необходимо сформировать кромки. Тонкостенные детали варятся без кромок.
Кстати, при сварке тонкой нержавейки надо устанавливать под нее медную пластину, с помощью которой будет отводиться тепло. Но этот кусок меди будет выполнять и другие функции: удерживать с обратной стороны расплавленный от присадочной проволоки металл, и жестко будет фиксировать две соединяемые заготовки. В том случае если обе детали точно подогнаны друг под друга и хорошо зафиксированы, то сварку можно проводить и без присадочного прутка. Это касается в основном заготовок с максимальной толщиной до 1 мм. При этом рекомендуется сварку проводить током 35-37 ампер, заварку кратера в течение 3 секунд, а подачу газа после окончания сварочного процесса 4 секунды.
Технология сварки
Технология сварки нержавеющей стали производится точно так же, как и обычной. Но есть и некоторые нюансы.
- Перемещение неплавящегося электрода и присадочной проволоки производится только вдоль сварного шва. Никаких поперечных отклонений. Нельзя допустить, чтобы присадка вышла из защитной зоны аргона.
- Чтобы увеличить качество сваренного участка, рекомендуется обдувать аргоном стыкуемые заготовки и с обратной стороны. Это, конечно, увеличит расход защитного газа.
- Нельзя прикасаться вольфрамовым электродом к поверхности свариваемых заготовок из нержавеющей стали, даже при розжиге дуги. Иногда розжиг производят на графитовой или угольной пластине с последующим переносом на основной металл, как показано на обучающем видео. Или можно воспользоваться бесконтактным методом, используя для этого осциллятор.
Как и при всех видах сварки аргоном, необходимо после окончания сварочного процесса подачу газа сразу не прекращать. Таким образом, остынет сам вольфрамовый электрод, он не будет окисляться, а также начнет быстрее остывать сварочный шов. Период времени отключения газа равен 10-15 секундам после окончания сварочного процесса.
Сварка труб из нержавеющей стали
Трубы из нержавейки сегодня все чаще используются в быту, хотя в промышленности они используются в больших объемах и во многих областях. Их стыковка, особенно тонкостенных трубопроводов, производится при помощи аргонодуговой сварки. Технология соединения практически точно такая же, как и сваривание листовых или объемных заготовок. То есть, подготовительный процесс производится идентично, режимы выставляются такие же, но есть и один небольшой нюанс.
Необходимо, чтобы сварочный шов в процессе соединения обдувался с двух сторон аргоном. Понятно, что с внешней стороны это сделать не проблема. А как это сделать изнутри трубы. Все достаточно просто.
- Отверстие одной трубы закрывается пробкой, сделанной из ткани, бумаги или любого другого материала.
- Стык двух труб по периметру закрывается клеящей пленкой: скотчем или изолентой.
- В открытое отверстие второй трубы подается из горелки аргон под небольшим давлением, чтобы не выбило пробку.
- Как только трубы заполняться газом, отверстие, через которое он подавался, также закрывается пробкой.
- Теперь снимается скотч или изолента со стыка и производится сварка двух труб из нержавеющей стали.
И в конце таблица, в которой показано соотношение режима сварки нержавейки аргоном, его параметров и размеров расходных материалов.
| Толщина соединяемых заготовок, мм | Вид тока | Сила тока, А | Диаметр вольфрамового электрода, мм | Диаметр присадочной проволоки, мм | Скорость сварочного процесса, см/мин |
| 1 | Постоянный – полярность прямая | 30-60 | 1 | 2 | 12-28 |
| 1 | Переменный | 35-75 | 1 | 2 | 15-33 |
| 1,5 | Постоянный – полярность прямая | 40-75 | 1,6 | 2 | 9-19 |
| 1,5 | Переменный | 45-85 | 1,6 | 2 | 14-22 |
| 4 | Постоянный – полярность прямая | 85-130 | 2,5 | 4 |
Обязательно ознакомьтесь с обучающим видео, расположенным на этой странице сайта. Оно поможет разобраться во всех тонкостях сварочного ручного процесса в защитном аргоном газе. Как показывает практика, эта технология является лучшей, когда стоит задача сварить тонкостенные детали из нержавеющей стали.
Поделись с друзьями
0
0
0
0
svarkalegko.com
www.samsvar.ru
Сварка аргоном нержавеющей стали
4 способа как варить нержавейку
С нержавеющей сталью каждый человек встречается каждый день — из нее сделано множество вещей, от кухонной посуды до архитектурных деталей зданий, оград, турникетов и сложного промышленного и торгового оборудования. Но только сварщики и инженеры знают, насколько сложна сварка нержавейки. Это своеобразный «высший пилотаж» в сфере сварки металлов плавлением.
Все дело в химических особенностях нержавеющей стали. Этот металл создан довольно давно — более 100 лет назад. Даже известно имя одного из его создателей — англичанин Гарри Бреарли. При исследовании металлов для оружейного производства, он обнаружил, что при добавлении в обычную легированную сталь хрома в количестве выше 11%, сплав получает особые свойства — абсолютно не боится коррозии.
Дело в том, что хром при контакте с кислородом образует очень прочный оксид, который покрывает всю поверхность металла и не допускает возникновения любых химических реакций как при комнатной температуре, так и при нагревании и плавлении. Современные марки нержавейки содержат хрома от 11 до 30% и совершенно по разному ведут себя по отношению к свариванию — от довольно хорошо свариваемых, до практически несвариваемых.
То есть соединять детали в принципе можно, но необходимо знать, как варить нержавейку, какие инструменты и способы применять в каждом конкретном случае, как подготовить зону шва и чем шов обрабатывать по окончании сварки. Именно о методах сварки нержавеющей стали расскажет эта статья.
Виды нержавеющей стали
Промышленная и бытовая сварка листовой и профильной нержавейки требует правильного выбора способа работы. Он определяется видом металла. По основным свойства нержавейка классифицируется на:
- Аустенитную;
- Мартенситную;
- Ферритную.
Аустенитная названа так по основной фазе. Это сплавы с высоким содержанием хрома и никеля. Пример — всем известная пищевая сталь AISI 304 (08Х18Н10 по ГОСТ), активно использующаяся при изготовлении посуды, различных архитектурных деталей, дымоходов, ложек и вилок. Содержит 18% хрома и 10% никеля. Стали аустенитного типа немагнитные, пластичные, химически стойкие и прочные механически.
Мартенситные стали отличаются спецификой внутренней структуры, заметной под микроскопом. Отличаются низким содержанием углерода (сотые доли процента) и хрома до 12%. Металлы очень твердые, но хрупкие, применяются для изготовления режущих инструментов или бытовых вещей, турбин и крепежей, которые используются в слабоагрессивной среде. Широко распространена при производстве алкогольных напитков. После термообработки получают необходимую ударную вязкость и жаропрочность.
Пример — AISI 410 (12Х13 по ГОСТ). Содержит 13% хрома и 0,10-0,12% углерода. Устойчива к серным соединениям.
Ферритные — стали со средним содержанием хрома, не закаляются и очень устойчивы к агрессивной среде (кислотам, солям). Они менее пластичны, чем аустенитные и не такие хрупкие, как ферритные. Пример — AISI 430 (12Х17 по ГОСТ). Хрома — 17%, углерода — 0,10-0,12%. Относится к классу трудносвариваемых. Применяется в машиностроении для изготовления втулок, валов, штуцеров.
Как сваривать нержавеющую сталь
Широкое распространение этого вида металла привело к активной разработке методов сваривания. Сварка нержавеющей стали производится практически всеми наиболее распространенными способами — ручной дуговой MMA, вольфрамовым электродом в атмосфере аргона TIG, полуавтоматами в инертной атмосфере — MIG/MAG, лазером.
Но в отличие от обычной, углеродистой стали, при сварке нержавейки используются особые подходы, благодаря ее сложному химическому составу и физическим свойствам. Основными параметрами, затрудняющими сварку являются:
- температура плавления ниже, чем у углеродистых сталей;
- значительное тепловое расширение;
- низкая теплопроводность.
Как правило, нержавеющая сталь перед сваркой прогревается. Не требуют нагрева сплавы с содержанием углерода менее 0,20%. Но детали из металла толщиной более 30 мм следует нагреть до температуры около 150 0С. Низкая теплопроводность требует снижения силы сварочного тока на 15-20% — металл плохо проводит тепло и может прогорать в зоне сварки.
ММА-сварка
Ручная дуговая сварка ММА производится с использованием двух типов электродов. Первые — с основным покрытием (карбонаты кальция и магния) применяются при сварке постоянным током на обратной полярности (электрод подключен к положительному полюсу аппарата).
Вторым типом электродов, рутиловыми, сварить нержавейку можно как при переменном, так и при постоянном токе обратной полярности. При работе с нержавейкой эти электроды намного удобнее, чем основные — меньше разбрызгивается расплав и лучше держится дуга. Оба вида электродов используются в любом пространственном положении, но рутиловые лучше всего работают в нижнем.
TIG-сварка
Аргонодуговой метод используется при сварке тонкой листовой стали. Производится в полностью аргоновой или аргоно-гелиевой атмосфере. В большинстве случаев используется нержавеющая присадочная проволока с ручной или автоматической подачей.
MIG MAG-сварка
Сварочные работы в полуавтоматическом режиме производятся в атмосфере смеси газов 98%Ar / 2%CO2. Иногда вместо углекислого газа используют кислород в том же процентном отношении. При этом несколько улучшаются параметры шва. Варить полуавтоматом можно как объемные детали, так и тонкую нержавейку. От остальных методов MIG/ MAG отличается высокой скоростью и точностью шва.
В этом виде сварки используются различные техники:
- короткой дугой;
- со струйным переносом;
- импульсной.
Короткая дуга, как правило, используется при работе с тонкими металлами, струйный перенос — с более габаритными элементами.
Наиболее управляемый и поддающийся тонкому контролю — импульсный метод. Металл в сварочную ванну полается по каплям, благодаря чему происходит уменьшение среднего тока дуги, а, значит, и поступление тепловой энергии в зону сваривания. Зона термического влияния становится уже, что очень важно при низкой теплопроводности металла.
При импульсной сварке практически исключено появление брызг, что очень важно при необходимости получения точного шва, например, при изготовлении емкостей или декоративных элементов.
Сварка нержавейки при помощи лазера
Промышленная лазерная сварка нержавейки требует специального оборудования. В бытовых условиях она практически не реализуется. Основными преимуществами этого способа является отсутствие явления снижения прочности в зоне отпуска, если сталь была термически упрочнена. Также исключается появление одного из самых распространенных дефектов сварки нержавейки — термических трещин.
При лазерной сварке швы остывают намного быстрее, а размеры зерна получаются мельче. Сварка лазером нержавеющей стали производится как точечным, так и шовным методом. Быстрота и точность воздействия сфокусированного луча на металл не допускает возникновения оксидной пленки на поверхности расплава, соединение получается исключительно прочным. Сваривается нержавеющая сталь лазером только встык — термические напряжения, которые могут возникнуть при соединении внахлест, значительно ухудшают общую прочность конструкции.
Подготовка и финишная обработка
Качество сварки нержавейки, как и любых других металлов, зависит от подготовки зоны сваривания. Металл должен быть тщательно очищен от жира, пыли и грязи, промыт ацетоном или высокооктановым бензином и просушен. Металлической щеткой необходимо зачистить кромки деталей до характерного блеска.
Сварка нержавейки имеет свои особенности — высокий коэффициент термического расширения может вызвать появление холодных трещин, если детали сдвинуть очень плотно. Между ними необходимо оставить небольшой зазор, ширина которого определяется по справочнику или опытом сварщика.
Зачистка сварочных швов нержавеющей стали — обязательный этап завершения работ. Она производится механическим или химическим способом. Основная цель — удалить сажу и окалину, очистить зону шва от различных примесей, которые мешают образованию полноценной оксидной пленки.
Перед тем, как зачистить сварочный шов на нержавейке, необходимо тщательно осмотреть его на предмет появления трещин или иных видимых дефектов. При бытовой сварке нет необходимости в использовании дефектоскопической аппаратуры, но при промышленной — она должна применяться в обязательном порядке.
Травление кислотами производится на всех марках стали при помощи соляной и серной кислот. После обработки шва необходимо промыть зону работ чистой водой. В домашних условиях кислотное травление производится редко, более распространен механический способ.
Механическая обработка производится способом очистки металлической щеткой и обработкой мелкозернистой наждачной бумагой. Если есть возможность — обработать пескоструйным аппаратом. После механической обработки следует нанести на шов пассивирующий раствор.
Шлифовка и полировка зоны шва и поверхности изделия целиком производится при помощи полировальных и шлифовальных кругов с различными типами поверхности. Из инструментов при этом используется болгарка или вибрационные шлифмашинки.
Сварочные работы с нержавейкой имеют много особенностей и тонкостей. Если вы обладаете практическим опытом сварки нержавейки — поделитесь им на страницах нашего сайта. Ждем ваших писем и сообщений.
wikimetall.ru
Использование инверторной сварки для нержавейки
Основы инверторной сварки
Прежде чем понять, в чем заключаются особенности сварки нержавейки инвертором, следует разобраться, что же из себя представляет данное сварочное оборудование.
Инвертор — это устройство, обеспечивающее источник питания для сварочного аппарата, благодаря которому создается электрическая дуга.
В число главных требований к этому устройству входят следующие:
- гарантия стабильной работы;
- легкий поджиг;
- качественное горение дуги.
Благодаря чему гарантируется устойчивость в работе? Прежде всего, аппарат должен хорошо выдерживать различные помехи и колебания, присутствующие в электрической сети.
Сварочные аппараты подразделяются по типу источника питания на три категории:
Сварка трансформаторного типа- выпрямители;
- трансформаторы;
- инверторы.
Последний тип — наиболее современный и популярный. Он отличается надежностью, компактностью, удобством в работе и широким диапазоном настроек. Принцип работы достаточно прост: переменный ток преобразуется в постоянный, обладающий большей частотой. Это дает сварочной дуге устойчивость, повышает КПД, снижает уровень разбрызгивания металла.
О работе с легированными сталями
О сварке нержавейки можно сказать, что она в целом соответствует принципам, применяемым и к другим легированным сталям. Справочник металлов классифицирует нержавеющую сталь как высоколегированную — легирующим элементом в данном случае выступает хром, содержание которого находится на уровне 20%. Также в качестве добавочных примесей могут присутствовать такие материалы как:
- титан;
- никель;
- молибден;
- марганец.
Благодаря этим добавкам повышаются антикоррозионные качества материала и улучшаются его физические и механические характеристики.
Сварка нержавейки полуавтоматомКакие качества, влияющие на сварочный процесс, присущи нержавейке (и другим высоколегированным сталям):
Низкий уровень теплопроводности
По сравнению с низкоуглеродистыми металлами, высоколегированные стали имеют теплопроводность примерно в два раза ниже. К чему это приводит? Приходится снижать силу сварочного тока на 20%.
Высокий коэффициент линейного расширения
По причине значительного расширения нержавейки при сварке, свариваемые конструкции могут деформироваться. Поэтому рекомендуется выдерживать достаточный зазор между имеющими значительную толщину деталями, чтобы снизить вероятность деформации.
Потеря антикоррозионных свойств
Нередко возникает такая ситуация, когда места, подверженные сварке, впоследствии теряют свои антикоррозионные качества, что лишает нержавеющую сталь ее главного преимущества. Из-за чего это случается? При сварочном процессе образуются такие соединения как карбид железа и карбид хрома, через которые коррозия проникает в основу металла. Как этого избежать? Например, можно быстро охладить место сварки.
Особенности подготовительного процесса
Детали нужно зачистить перед сваркойКак подготовить нержавейку для сварки инвертором? Подготовка поверхности деталей и кромки к сварочному процессу не очень отличается от стандартной: следует очистить их стальной щеткой, а затем обезжирить ацетоном либо бензином, чтобы дуга была как можно стабильнее.
Шлак имеет свойство «стрелять», поэтому необходимо позаботиться о защите лица.
Также не следует забывать о достаточной величине зазора сварного стыка — должно хватать места для усадки.
Что касается выбора электродов, то нужно брать такие, у которых покрытие специально предназначено для сварки высоколегированных сталей.
Точечная сварка для нержавейкиПо сравнению с низколегированными сталями, в данном случае электроды будут плавиться быстрей, и это следует учитывать. Кроме того, если не снизить силу тока (примерно на 20%), существует вероятность разрушения электрода (его покрытие может отваливаться). Время контакта со швом тоже рекомендуется уменьшать. Хорошо зарекомендовали себя вольфрамовые электроды.
Еще одна подсказка, которая может помочь избежать снижения коррозионной стойкости нержавеющей стали: во время сварочного процесса нужно охлаждать детали. Это можно сделать, например, с помощью медных подкладок или воды.
Стандарты качественных швов
Качественный сварочный шов ровный, не имеет пор и пустотПри сварке нержавейки требуется осуществлять особый контроль за качеством шва. Это необходимо, потому что в большинстве случаев изделия из этого металла используются для каких-то важных задач: пищевая отрасль, фармацевтика, или др. Таким образом, к ним выдвигаются повышенные санитарные требования.
Обязательно нужно обращать внимание на герметичность шва и сохранение антикоррозионных свойств. На шве не должно быть пор или раковин. Удаление шлака лучше всего проводить с использованием абразивов на базе оксида алюминия или оксида циркония.
Про использование аргона
Не секрет, что можно осуществлять сварку нержавейки аргоном. То же самое касается, кстати, и алюминия. Перед тем, как применять в сварочном процессе аргон, рекомендуется ознакомиться с технологией данного метода, а также провести подготовительные работы с материалом.
Главное преимущество аргоновой среды — уменьшение объема сварочных работ при очень высоком качестве шва.
Аргоновая сварка хорошо подходит для работы с материалами из нержавеющей стали, которые обладают большой толщиной. Рекомендуется использовать смесь аргона и углекислого газа, а также добавлять в сварную проволоку никель.
Техника сварки нержавейки аргоном подразделяется на три варианта:
- струйный перенос; Редуктор на аргоновый баллон
- короткая дуга;
- импульсный режим.
Струйный перенос применяется в случае с изделиями большой толщины. Короткая дуга, наоборот, используется при необходимости сварить тонкий металл. Что касается импульсного режима, то о нем стоит поговорить отдельно.
При импульсном режиме сварочная проволока подается к сварочной ванне по импульсному принципу. Каждый импульс представляет из себя отдельную сварочную каплю. Такой процесс легко контролировать. Благодаря данной технологии можно снижать среднестатистическое значение тока дуги (что благоприятно сказывается на снижении зоны термического влияния), а также предотвращать появление брызг металла (а значит не тратить лишнее время на зачистку шва).
Выбор сварочного аппарата
Инверторные аппараты для сварки аргономКакие лучше всего использовать инверторы для сварки нержавейки? Разумеется, вряд ли кто-то станет покупать отдельный инвертор специально для работы с высоколегированными сталями (хотя, можно допустить и такую необходимость). Но если планируется часто работать с нержавеющей сталью, то при покупке аппарата желательно обратить внимание на наличие встроенного осциллятора. Обычно в инструкции указывается перечень металлов, с которыми хорошо работает аппарат. Наиболее оптимальный вариант — аргонодуговая сварка.
Видео: Сварка нержавеющей стали
Похожие статьи
promtu.ru
Аргонодуговая сварка нержавеющей стали: преимущества и недостатки
Прочность и надежность нержавеющей стали, обеспечили материалу широкое применение на производстве и в быту. Однако отличаясь выдающимися свойствами, сталь требует специального ухода, для чего были разработаны оригинальные технологии. В их числе присутствует сварка поверхности при помощи аргона.
Преимуществом методики выступает качество сварного шва. Он уверенно выполняет основную функцию, а вдобавок не портит внешний вид, гарантируя поверхности привлекательный облик. Аргонодуговая сварка позволяет соединять нержавеющую сталь с большинством других металлов и сплавов, включая бронзу, никель, углеродистую сталь, титан, латунь и другие материалы.
Аргонодуговая сварка нержавеющей стали применяется в работе с тонкими листами материала. Своим названием она обязана аргону, который используется в качестве защитного элемента. Если в процессе применяется автомат, функции защитного газа выполняет аргонно-гелиевый материал. Несмотря на деликатность процедуры, которая вызвана толщиной обрабатываемой поверхности сварка выполняется и без использования присадочной проволоки. Ее подача выполняется вручную или автоматически, в зависимости от аппарата.
ВАЖНО! Сварка аргоном представляет собой сложный процесс, требующий серьезного опыта и квалификации. Только в этом случае оператор добьется надежного и аккуратного соединения.
к содержанию ↑Плюсы и минусы аргонодуговой сварки
В сравнении с другими способами сварных соединений нержавеющей стали, аргонодуговая методика ТИГ имеет следующие преимущества:
- Высококачественные швы;
- Визуальное наблюдение за ходом процесса;
- Отсутствие металлического разбрызгивания;
- Сварка выполняется во всех плоскостях;
- Отсутствие шлака в сварном шве.
К минусам традиционно причисляют длительность процедуры, относительно других способов сварки. Из-за этого аргонодуговой методике отдается предпочтение при кропотливой работе, где главным требованием является качество. Если приоритетом выступает скорость, операторы прибегают к иным технологиям.
к содержанию ↑Свойства аргонодуговой сварки
Аргонодуговая сварка является ключевым способом обработки нержавеющей стали. В этом случае непосредственный участок надежно защищается, сводя к минимуму трещины, дефекты и другие недостатки. Положительные качества аргона превратили его в основную технологию сварки тонких изделий. Прежде всего, это трубы, формирующие системы коммуникации, где к надежности сварных швов предъявляются высокие требования.
Качество сварки зависит от многих факторов, в том числе правильного выбора присадочных элементов. Уровень легирования проволоки должен превышать аналогичные параметры обрабатываемых металлов. При аргоновой сварке оптимальным материалом электрода служит вольфрам. Для того чтобы он не попадал в сварочный котел, поджог выполняется бесконтактным способом. Если такая технология недоступна, зажигание производят на угольной плите, а уже затем подводят электрод к обрабатываемой поверхности.
Перед тем как сварить нержавеющую сталь поверхность тщательно обрабатывается. Процедура включает очистку кромок железной щеткой вплоть до образования блеска. После этого металл обезжиривается при помощи ацетона или схожих жидкостей. Склонность нержавеющей стали к расширению и усадке создает необходимость в интервале. Его оставляют между краями изделий, препятствуя потенциальному растрескиванию.
СОВЕТ! Качественный шов исключает неровные движения и колебания электрода. В этом случае велик риск нарушения аргоновой защиты и последующего образования оксидного налета.
Дополнительным преимуществом сварки является возможность ее выполнения с помощью переменного или постоянного тока.
к содержанию ↑Режимы сварки поверхностей из нержавеющей стали
Аргонодуговая сварка выполняется в ручном, автоматическом и полуавтоматическом режимах. Самым надежным и быстрым из них является последний вариант. Даже при ручной сварке оператор многократно сокращает расход вольфрама. Для этого достаточно прекратить сварку и на 10-15 секунд оставить подачу аргона. Воздушная масса обдувает электрод и минимизирует окислительные процессы.
Полуавтоматическая сварка выполняется аналогичным способом, за исключением механической подачи проволоки. Другим ее преимуществом является точность и аккуратность шва, а также скорость процедуры. Оператору доступны различные техники сварки, чей выбор определяется толщиной металла:
- Толстые поверхности обрабатываются посредством струйного переноса;
- Для тонких листов стали применяется короткая дуга;
- Импульсная сварка представляет собой универсальную методику фиксации поверхностей из нержавеющей стали. На сегодня она считается наиболее экономически целесообразной.
Трудности сварки и их преодоление
Процесс сварки сопровождают различные сложности в первую очередь растрескивание поверхности. В этом отношении нержавеющая сталь выступает проблемным материалом. В числе других свойств, затрудняющих процедуру сваривания выделяются:
- Низкая теплопроводность. В сравнении с материалами с низким содержанием углерода, показатели нержавейки в 2 раза ниже. В итоге участок сильно нагревается, создавая опасность сквозной проварки металла. Во избежание такого развития событий сила тока, применяемая для сварки других сталей, при обработке нержавеющего материала снижается на 20%;
- Нержавеющей стали присуще линейное расширение, что вызывает литейную усадку. В итоге при сварке металл деформируется, на его поверхности появляются трещины. Профилактикой подобных дефектов выступает зазор между свариваемыми изделиями. Чем толще их поверхность, тем большее требуется расстояние;
- Сварка нержавеющей стали аргоном сопровождается высоким электрическим сопротивлением металла. Оно ведет к чрезмерному перегреву электрода и низкому качеству сварного шва. Во избежание негативных последствий в процессе используют небольшие электроды, длиной не более 350мм.
ВНИМАНИЕ! Превышение температурных показателей во время сваривания нивелирует свойства материала. На поверхности образуются карбиды, и металл теряет антикоррозийные качества.
Негативные процессы формируются при достижении температурного порога в 500С. Профилактикой выступает своевременное охлаждение. В кустарных условиях самым доступным вариантом является полив поверхности водой.
к содержанию ↑Оборудование, использующееся для аргонодуговой сварки
В процессе работы оператору потребуется следующее оборудование
- Сварочный аппарат TIG;
- Газовый баллон с чистым аргоном или аргонно-гелиевая смесь;
- Пистолетная горелка. Как правило, она идет в комплекте со сварочным аппаратом, но при отсутствии, пользователь может воспользоваться универсальным изделием;
- Вольфрамовые электроды. Их диаметр и составы выбираются исходя из особенностей свариваемой поверхности;
- Присадочные прутки, чей материал и толщина должны соответствовать обрабатываемому металлу
Особенности сварки нержавеющей стали делают аргон предпочтительным вариантом, обеспечивающим качество и надежность сварного шва. Именно его выберет квалифицированный сварщик, особенно если дело касается обработки тонкой поверхности из нержавеющей стали. Аргонодуговая сварка уверенно соединяет нержавейку с другими материалами, что вкупе с прочностью шва повышает популярность технологии.
solidiron.ru
Оборудование для аргонодуговой сварки нержавеющей стали
Что особенного в нержавеющих сплавах, и почему создано специальное оборудование для аргонодуговой сварки нержавеющей стали.
Нержавейка – это сплав низкоуглеродистого железа и хрома не менее 12 %, который придает главное свойство – коррозионную стойкость. Происходит это благодаря процессу естественного патентирования – т.е. образованию оксидной пленки, толщиной нескольких атомов на поверхности.
Атомы оксидов хрома и самого хрома по размерам не очень сильно отличаются друг от друга и поэтому хорошо прилегают друг к другу, образуя невидимую пленку, защищающую от дальнейшего окисления. Но такое свойство хрома, алюминия, меди негативно сказывается при соединении двух частей с помощью обычной сварки, т.к. взаимодействие расплавленного металла с атмосферным кислородом усиливает окисление и образование пленки.
Виды оборудования для аргонодуговой сварки
Особенность оборудования для такого сплава заключается в создании защитной атмосферы при помощи инертных (защитных) газов и полное исключение взаимодействия с кислородом расплава. Существующее оборудование для аргонной сварки нержавеющей стали разделяется по:
- степени механизации процесса;
- материалов изготовления рабочего элемента – электрода;
- использованию переменного или постоянного тока, — каждый тип
Оборудования имеет преимущества и используется для сплава с определенным химическим составом и толщиной свариваемых деталей. Также существенна разница в стоимости.
- Ручная дуговая ММА — работает с двумя типами электродов и на постоянном и переменном токах. Зависимость от человеческого фактора: требуется высокая специализация сварщика для качественного проведения работ.
Инвертор для ручной дуговой сварки ММА
- Аргонодуговая TIG или WIG — работает на одном типе электрода – вольфрамовом с возможностью смены полярности и режима работы. Высокое качество шва, возможность проводить работы со всеми видами сплавов, сложно свариваемых без защитной атмосферы. Используется для тонколистовой стали менее 30 мм.
Инвертор для аргонодуговой сварки TIG
- Полуавтоматическая MIG или MAG — человеческий фактор сведен к минимуму, полуавтоматическая настройка режимов и высокое качество шва. Позволяет сваривать толстостенные детали. Работает в защитной атмосфере аргона и углекислоты в соотношении 98 % /2 %.
Полуавтомат для сварки MIG
Популярные модели и их основные характеристики
Оборудование для сварки нержавеющей стали производят и отечественные фирмы, и зарубежные аналоги. Рассмотрим модельную линейку на примере производителя Integral, серии ARC. Модели, работающие от трехфазной сети 380 В, классом защиты IP 23 и напряжением холостого хода 80 +/- 8 В.
Модель | Потребляемая мощность кВА | Потребляемый ток А | Диапазон тока сварки | Габариты, мм | Вес, кг |
ARC 315 | 10,3 | 20 | 20-315 | 576*297*557 | 34 |
ARC 400B | 14,4 | 28 | 5-400 | 501*232*495 | 23 |
| ARC 400 | 14,4 | 26 | 20-400 | 576*297*557 | 43 |
ARC 500 | 20 | 35 | 20-500 | 636*322*582 | 50 |
| ARC 630 | 27,7 | 52 | 50-630 | 686*322*584 | 58 |
Все модели имеют одинаковый КПД 89% коэффициент мощности 0,95 cos.
Как правило, выбрать аппарат в более точном диапазоне возможностей не составит труда.
Преимущества использования полуавтомата
«Важно!
При сварке нержавейки нельзя перегревать метал выше 500 ºC!»
Сплавы хрома характеризуются низкой теплопроводностью и высоким электрическим сопротивлением, из-за чего затруднен отвод тепла и за десятые доли секунд повышается нагрев. Повышение температуры выше критической, способствует образованию карбидов Cr и Fe по краям зерен, что делает металл хрупким.
В первую очередь, оборудование для сварки нержавейки различается степенью автоматизации процесса. На что это влияет, и какие цели преследуются?
Одним из важных критериев является качество сварного соединения:
- Полное исключение механических примесей огарков электрода;
- Подбор мощности тока к толщине кромок свариваемых деталей;
- Равномерное наплавление соединительного материала;
- Исключение перегрева.
Выбрать режим работы, провести безотрывно линию, не перегреть сталь под силу только квалифицированным специалистам, если вы учитесь работать ручным агрегатом, то, как минимум, не повредит стажировка у такого мастера, когда как работать на полуавтомате сможет начинающий.
Критерии выбора
Основной критерий – качество соединения, возможности сваривания большого количества металлов и стоимость. Так по качеству, на первом месте стоит аргонодуговая и полуавтоматическая, но наиболее эффективно они используются для соединения труб, листов т.е. тонкого проката до 30 мм.
Для более сложных деталей подойдет полуавтоматическое или автоматическое оборудование, позволяющее не только повысить чистоту и равномерность, но и увеличить производительность.
Какие электроды рекомендуют использовать?
Оборудование для сварки аргоном нержавейки (аргонодуговое), работает только с вольфрамовыми электродами, а работу регулирует при выборе тока: переменного или постоянного.
Внешний вид вольфрамовых электродов
В зависимости от требований к качеству шва, заживание дуги проводиться двумя методами:
- Контактным – происходит при касании рабочей части электрода к поверхности и такое действие снижает качество, оставляя след на поверхности и загрязняя электрод;
- Бесконтактным – высокочастотный генератор или осциллятор вырабатывает импульсы, зажигающие дугу, при этом сохраняется чистота рабочего жала.
Для ручной сварки без защитного газа, кстати наиболее доступной, используются два типа электродов из основного материала двуокиси титана, покрытого:
- рутилом;
- карбонатом магния и кальция, — возможность использования для
определенного вида сплава лучше определять по ГОСТ 10052. Здесь вы найдёте рекомендации к применению, но желательно знать марку или химический состав стали.
Какие защитные газы использовать?
Защитная атмосфера используется двух видов:
- для аргонодуговой TIG/ WIG с вольфрамовым типом электрода используется чистый аргон;
- для полуавтоматов MIG/ MAG, применяемые для крупных изделий, применяется смесь аргона с углекислотой в пропорции 98 % к 2 %.
Аргон для сварки
Заключение
Современные агрегаты основаны на одном принципе работы, но модификации, позволяют выбрать наиболее подходящие по мощности, типу и выполняемым работам. Наиболее эффективными и адекватными по стоимости считаются полуавтоматы, пользоваться которыми сможет даже начинающий сварщик.
svarkaipayka.ru
www.samsvar.ru