







Вольт-амперная характеристика дуги (ВАХ). Какая область отсутствует в сварочной дуге
Общие сведенья о сварочной дуге
Сварочная дуга является устойчивым электрическим разрядом, в ионизированной смеси газов и паров, материалов применяемых при сварке. Сварочная дуга может гореть как от источника постоянного тока, так переменной промышленной частоты. При использование источника постоянного тока, если сварка идет на прямой полярности, то в этом случае электрод является катодом (-), а на заготовке положительный заряд и является анодом.
При дуговой сварке возбуждение дуги может осуществляться двумя способами:
· подача от осцелятора, включая сварочную цепь импульса тока высокого напряжения и частоты U = 2000 – 3000В, f = 15·104Гц. С переходом искрового разряда в дуговой. Для аргоновой сварки и сварки неплавящимся электродом.
· нагрев газов и паров металлов в дуговом промежутке за счет теплоты выделяющийся при замыкание электрода и изделия (для сварки плавящимся электродом).
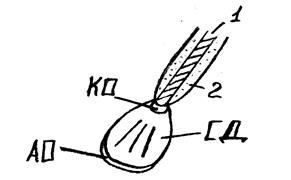
КО – катодная область;
СД – столб дуги;
АО – анодная область;
1. - стержень электрода;
2. - обмазка.
Катодная область является источником термоэлектрона, который ускоряется электрическим полем катодной области и попадает в столб дуги ионизирует находящиеся в нем газы.
Uд = Uк + Ua + Uсд
a = Uк + Ua
Uсд = в · lд; в = jc · ρc; lд » lсд
Uд = а + в · lсд.
При сварке плавящем электродом температура областей следующая:
КО: 2200 – 2300ºС
СД: 5000 – 6000ºС
АО: 2500 – 2700ºС.
ВАХ дуги
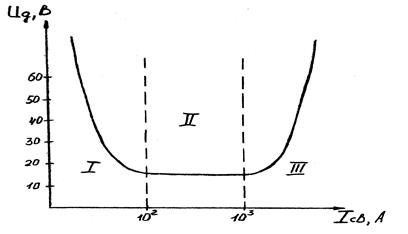
I – с увеличением сварочного тока растет степень ионизации дугового разряда, снижается сопротивление столба дуги
Iсв ® ¯ rсд
Uк и Uа » const, то напряжение дуги полностью определяет напряжение только столба дуги.
II – увеличение сварочного тока не приводит к увеличению напряжения дуги, это связано с тем что дуга распространяется по всему торцу электрода. Этот участок характеризуется ростом площади столба дуги. При постоянном значение jсд , jсд , Uст » const.
III – увеличение сварочного тока приводит к увеличению напряжения дуги. Дуговой разряд распространяется по всему тарцу электрода r = const Uд.
Наибольшее применение в сварке находят следующие участки ВАХ – II – это для ручной дуговой сварки, автоматической сварки под слоем флюса, сварка в защитных газах плавящимся электродом. III – электрошлаковая сварка.
Выборы источников питания для дуговой сварки
Источники сварочного тока могут иметь различные внешние характеристики – это зависимость напряжения на выходных клеммах от силы тока сварочной цепи. Выбор источника питания сварочного тока производится по типу внешней характеристике с применениями ВАХ дуги. 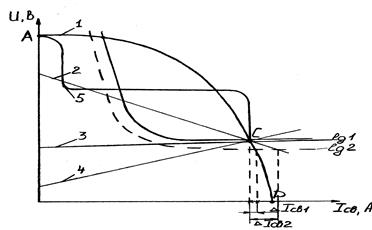
1. – крутопадающая внешняя характеристика;
2. – пологопадающая характеристика;
3. – жесткая характеристика;
5. – идеализированная внешняя характеристика.
Точка С – это пересечение ВАХ и падающей внешней характеристики источника питания и в этой точке наблюдается устойчивое горение дуги.
Точка А – режим холостого хода источника питания, когда еще разомкнутая электрическая цепь и не зажжена дуга.
Точка В – точка неустойчивого горения дуги.
Точка Д – это режим короткого замыкания в момент зажигания дуги и замыкания жидкими каплями жидкого электрического металла.
При ручной дуговой сварке возможны значительные колебания длины сварочной дуги, поэтому дуга должна обладать запасом устойчивости, которая тем больше чем круче внешняя характеристика источника питания, при этом колебание дуги по длине вызывает наименьшее отклонение силы сварочного тока от заданной величены DIсв1 – это изменение силы сварочного тока с переходом от длины дуги l1 к l2 , для крутопадающей характеристике. DIсв2 – только для пологопадаящей внешней характеристике.
Источники питания с падающими характеристиками необходимы:
1. для облегчения зажигания дуги за счет повышения напряжения холостого хода.
2. для устойчивого горения дуги и практически постоянного проплавления способности дуги, а также для ограничения тока короткого замыкания.
Лучше всего всем требованиям удовлетворяет источники питания идеализированной внешней характеристики (5).
Более распространенные источники переменного тока – сварочные трансформаторы, которые более долговечны и имеют более высокие КПД. Однако в некоторых случаях, направленная сварка на малых токах с покрытыми электродами и под флюсом, в таких случаях выгоден постоянный ток, то есть повышение устойчивости горения дуги, улучшение условия сварки в разных пространственных положениях. Возможно вести сварку как на прямой, так и на обратной полярности, а это в свою очередь из-за большого тепловыделения в анодной области, позволяющее проводить сварку тугоплавкими электродами или с тугоплавкими покрытиями или флюсами.
Источники питания
Сварочные трансформаторы
Широко применяются сварочные трансформаторы с увеличенным магнитным рассеиванием и подвижной вторичной обмоткой (трансформатора типа ТС и ТД). В этих трансформаторах первичная и вторичная обмотки раздвинуты относительно друг друга, что обеспечивает их повышенное индуктивное сопротивление, в следствие появление потока рассеивания. Для плавного регулирования сварочного тока изменяется расстояние между обмотками. При сближение обмоток происходит частичное уничтожение противоположных полярностей, что снижает индуктивное сопротивление вторичной обмотки и увеличивает сварочный ток Þ наибольшее расстояние между обмотками. Такие трансформаторы с падающей внешней характеристикой используются для ручной дуговой сварки и автоматизированной сварки под флюсом. Для сварки трехфазной дуговой применяются специальный трансформатор с падающей характеристикой, собранный на основе двух однофазных типов (ТТС и ТТСД). Для электрошлаковой сварки применяются одно и трехфазные трансформаторы с жесткой характеристикой (ТШП и ТШС).
Похожие статьи:
poznayka.org
Классификационные признаки источники питания. Распределение потенциала в дуге. Свойства сварочной дуги (Часть 1)
Источники питания дуги классифицируют по следующим признакам:
- По роду тока: а) переменного: трансформаторы, генераторы повышенной частоты; б) постоянного тока: генераторы, выпрямители.
- По конструктивным особенностям:
Трансформаторы делятся на 3 группы:
- С нормальным магнитным рассеянием:
а) с отдельным дросселем;
б) с совмещенным дросселем.
- С увеличенным магнитным рассеянием:
а) с подвижными катушками;
б) с подвижным магнитным шунтом;
в) с подмагничивающим магнитным шунтом.
3) Специальные сварочные трансформаторы:
а) для электрошлаковой сварки; б) трёхфазные.
- Сварочные генераторы бывают:
а) с независимой намагничивающей и последовательной размагничивающей обмотками;
б) с параллельной намагничивающей и последовательной размагничивающей обмотками;
в) универсальные и др.
- Сварочные выпрямители бывают:
а) по роду применяемого материала в вентилях: селеновые, кремниевые
б) по количеству внешних характеристик: универсальные (2 характеристики)
- По количеству одновременного подключаемых постов: однопостовые, многопостовые.
- По виду внешней характеристики: с жесткой (пологопадающей), с падающей внешней характеристикой.
- По способу установки: передвижные и стационарные.
Сварочная дуга – это мощный электрический разряд в ионизированной смеси газов, паров электродных металлов и веществ, защищающих сварочную дугу.
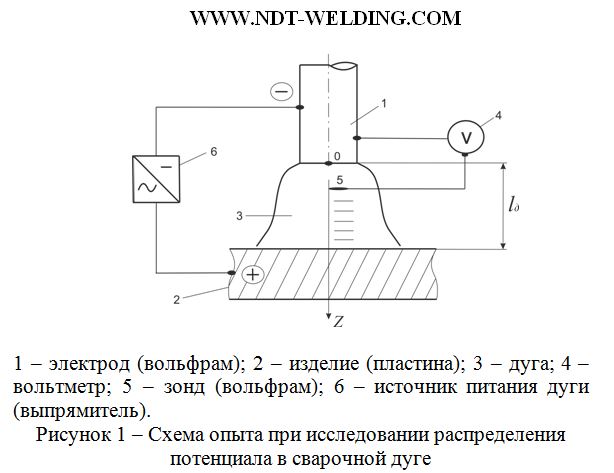
Дуговой промежуток имеет 3 области: анодную, катодную и столб дуги. Распределение потенциала (рис. 1) в дуге скачкообразное (рис. 2).
О том, что дуга состоит из трёх областей (участков), данные получены после проведения эксперимента (опыта), схема проведения которого представлена на рис.1. Между электродом (вольфрамовым, поз. 1 на рис.1, чтобы дуговой промежуток не нарушали электродные капли, если бы электрод был бы плавящимся) и изделием (2) зажигалась дуга, длина которой в процессе опыта не изменилась (lд = const). В столб дуги (3) вводился кратковременный зонд (5), а падение напряжения между электродом 1 и зондом 5 измеряли вольтметром 4. Зонд 5 выполнен из тонкой вольфрамовой (тугоплавкой) проволоки (диаметром 0,1…0,2 мм).
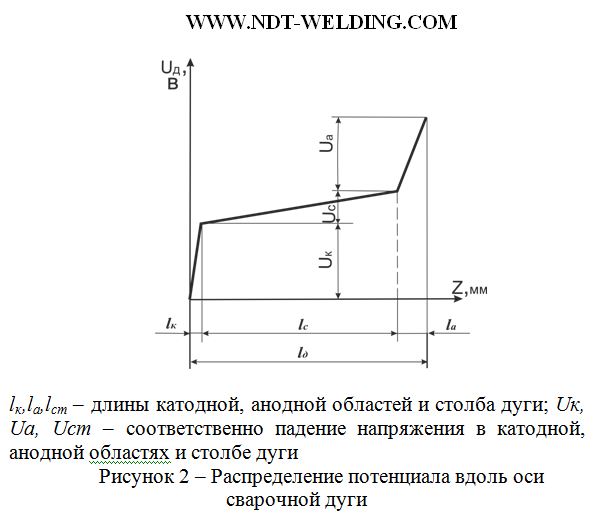
В опыте изменяли расстояние между торцом электрода (1) и зондом (5) – расстояние Z. Потом по экспериментальным данным падения напряжения между электродом (1) и зондом (5) строили график. Типичный график, полученный в экспериментах, приведен на рис.2. Характерно было, что при минимальном расстоянии Z от торца электрода (1) зонд (5) фиксировал «скачок» напряжения (Uк). Область этого скачка напряжения имела протяженность lк – катодная область. Аналогичный «скачок» напряжения наблюдался, когда зонд (5) касался изделия (2). Этот скачок напряжения – Ua на длине la (рис.2). Это – анодная область дуги. Между этими областями расположен столб дуги (lс,Uc), в котором практически линейно изменилось напряжение вдоль оси OZ.
ndt-welding.com
Вольт-амперная характеристика дуги (ВАХ) | Сварка и сварщик
Статическая вольт-амперная характеристика дуги показывает зависимость между установившимися значениями тока и напряжения дуги при постоянной ее длине.
Характеристика имеет три области
Первая область I характеризуется резким падением напряжения Uд на дуге с увеличением тока сварки Iсв. Такая характеристика называется падающей и вызвана тем, что при увеличении тока сварки происходит увеличение площади, а следовательно, и электропроводности столба дуги.
Во второй области II характеристики увеличения тока сварки не вызывают изменения напряжения дуги. Характеристика дуги на этом участке называется жесткой. Такое положение характеристики на этом участке происходит за счет увеличения сечения столба дуги, анодного и катодного пятен пропорционально величине сварочного тока. При этом плотность тока и падение напряжения на протяжении всего участка не зависят от изменения тока и остаются почти постоянными.
В третьей области III с увеличением сварочного тока возрастает напряжение на дуге Uд. Такая характеристика называется возрастающей. При работе на этой характеристике плотность тока на электроде увеличивается без увеличения катодного пятна, при этом возрастает сопротивление столба дуги и напряжение на дуге увеличивается.
Род тока при сварке - постоянный или переменный, полярность на постоянном токе может быть прямой (минус от источника на электроде), или обратной (минус от источника присоединяется к детали).
Ток обратной полярности применяют при сварке тонкого металла легкоплавких сплавов, легированных, специальных и высокоуглеродистых сталей, чувствительных к перегреву, при полуавтоматической сварке арматуры и металлоконструкций легированной проволокой сплошного сечения, при сварке электродами с фтористо-кальциевым покрытием.
При сварке на переменном токе полярность электродов и условия существования дуги периодически изменяются в соответствии с частотой тока.
В каждом полупериоде ток и напряжение меняют полярности при переходе синусоиды через нулевое значение. Дуга при этом угасает, температура активных пятен и дугового промежутка снижается. Повторное зажигание дуги в новом полупериоде происходит при повышенном напряжении - пике зажигания, которое выше напряжения на дуге.
Для повышения устойчивости дуги переменного тока добавляют в покрытия электродов и сварочные флюсы такие материалы, как мел, мрамор, полевой шпат и др., содержащие калий, натрий, кальций и другие элементы.
Газы, вводимые в зону горения дуги для защиты расплавленного металла, оказывают влияние на зажигание дуги переменного тока. При сварке с инертными газами (гелий, аргон) зажигание дуги затруднено, но возбужденная дуга горит устойчиво.
При сварке вольфрамовым электродом в среде аргона происходит испарение частиц металла с поверхности сварочной ванны и ближайших холодных зон, вместе с которыми удаляются и окисные пленки, что улучшает условия сварки и качество шва.
Углекислый газ при сварке на переменном токе действует отрицательно, поэтому сварка в углекислом газе применяется преимущественно на постоянном токе обратной полярности.
Источники питания сварочной дуги имеют также свои вольт-амперные характеристики, которые могут быть падающими, жесткими и возрастающими.
| возрастающая | жесткая | падающая |
Для стабильного горения дуги необходимо, чтобы было равенство между напряжениями и токами дуги (Uд, Iд) и источника питания (Uп, Iп).
Источники питания с падающей и жесткой характеристиками применяют при ручной дуговой сварке, с возрастающей характеристикой - при полуавтоматической сварке, с жесткой и возрастающей - при автоматической сварке под флюсом и для наплавки.
Устойчивое горение сварочной дуги возможно только в том случае, когда источник питания сварочной дуги поддерживает постоянным необходимое напряжение при протекании тока по сварочной цепи.
Работу сварочной цепи и дуги нужно рассматривать при наложении статической вольт-амперной характеристики (ВАХ) сварочной дуги на статическую вольт-амперную характеристику источника питания (называемую также внешней характеристикой источника питания) .
Ручная электросварка обычно сопровождается значительными колебаниями длины дуги. При этом дуга должна гореть устойчиво, а ток дуги не должен сильно изменяться. Также часто требуется увеличить длину дуги, поэтому дуга должна иметь достаточный запас эластичности при удлинении, т. е. не обрываться.
Статическая характеристика сварочной дуги при ручной сварке обычно является жесткой, и отклонение тока при изменении длины дуги зависит только от типа внешней характеристики источника питания. При прочих равных условиях эластичность дуги тем выше, а отклонение тока дуги тем меньше, чем больше наклон внешней характеристики источника питания. Поэтому для ручной электросварки применяются источники питания с падающими внешними характеристиками. Это дает возможность сварщику удлинять дугу, не опасаясь ее обрыва, или уменьшать длину дуги без чрезмерного увеличения тока. Также обеспечиваются высокая устойчивость горения дуги и ее эластичность, стабильный режим сварки, надежное первоначальное и повторное зажигание дуги благодаря повышенному напряжению холостого хода, ограниченный ток короткого замыкания.
Ограничение этого тока имеет большое значение, так как при ручной дуговой сварке происходит переход капли расплавленного металла электрода на изделие, и при этом возможно короткое замыкание.
При больших значениях тока короткого замыкания происходят прожоги металла, прилипание электрода, осыпание покрытия электрода и разбрызгивание расплавленного металла. Обычно значение тока короткого замыкания больше тока дуги в 1,2-1,5 раз.
Основными данными технических характеристик источников питания сварочной дуги являются напряжение холостого хода, номинальный сварочный ток, пределы регулирования сварочного тока.
Напряжение холостого хода источника сварочного тока - напряжение на его зажимах при отсутствии дуги, номинальный сварочный ток - допустимый по условиям нагрева источника питания ток при номинальном напряжении на дуге.
В процессе сварки непрерывно меняются значения тока и напряжения на дуге в зависимости от способа первоначального возбуждения дуги и при горении дуги - характера переноса электродного металла в сварочную ванну.
При сварке капли расплавленного металла замыкают дуговой промежуток, периодически изменяя силу тока и длину дуги, происходит переход от холостого хода к короткому замыканию, затем к горению дуги с образованием капли расплавленного металла, которая вновь замыкает дуговой промежуток. При этом ток возрастает до величины тока короткого замыкания, что приводит к сжатию и перегоранию мостика между каплей и электродом. Напряжение возрастает, дуга вновь возбуждается, и процесс периодически повторяется.
Изменения тока и напряжения на дуге происходят в доли секунды, поэтому источник питания сварочной дуги должен обладать высокими динамическими свойствами, т. е. быстро реагировать на все изменения в дуге.
weldering.com
Сварочная дуга и ее характеристики

Сварочная дуга по своей сути представляет электрический разряд в среде различных газов. Газ не является проводником электричества, однако при большой разнице потенциалов в нем образуется множество заряженных частиц: с отрицательным зарядом – свободные электроны, с положительным – ионы газа.
Сварочная дуга, состоящая из электронов, нейтральных атомов и ионов, имеет различную температуру по своей протяженности. Условно сварочную дугу можно поделить на несколько областей. Область около сварочного электрода называется катодной. Температура дуги в ней приблизительно равна 24000С. В середине столба дуги – 5500 0С и выше. В анодной области, находящейся вблизи свариваемой поверхности, достигает 2600 0С. В результате влияния массопереноса металла электрода и теплоты дуги, температура сварочной ванны достигает 2000 0С.
Влияние различных параметров на стабильность сварочной дуги
Сварочная дуга считается стабильной в том случае, когда происходит непрерывный процесс её образования между электродом и свариваемой поверхностью деталей.
Критерии, определяющие устойчивость горения дуги.
- Величина сварочного тока.
- Полярность.
- Вид тока (постоянный, переменный).
- Частота тока.
- Материал электрода, включая материал обмазки.
- Наличие защитной среды.
Совокупность этих факторов является определяющей для стабильности сварочной дуги. Также непременным условием считается оптимальное расстояние между сварочным электродом и свариваемой поверхностью. Для ручной дуговой сварки расстояние, обеспечивающее стабильное горение дуги, принимается равным от 0,5 до 1,1 диаметра электрода.
В настоящее время применение новых инверторных источников сварочного тока дает возможность нивелировать отклонение от оптимального расстояния, благодаря механизму обратной связи. В результате этого достигаются оптимальные динамические вольтамперные характеристики, позволяющие изменять напряжение и силу тока в соответствии с длиной дуги в докритических пределах.
Зависимость качества сварного шва от длины дуги
Оптимальной для процесса сварки считается короткая дуга. При этом высока ее стабильность, меньше контакт металла с воздухом в процессе массопереноса от электрода к поверхности деталей. К тому же время прохождения через высокотемпературную область дуги невысоко и в результате этого в сварочной ванне уменьшается пористость.
При длинной дуге переносимый расплавленный металл электрода намного более подвержен отрицательному влиянию окружающей среды, происходит азотирование металла и связывание его отдельных частиц с ионами кислорода, то есть, окисление. Также нужно отметить, что длинная дуга характеризуется нестабильностью. То есть, в процессе сварки происходит кратковременное прерывание процесса образования дуги. Это отрицательно влияет на качество сварного соединения.
Эффект магнитного дутья
Данный процесс возникает при большой величине сварочного тока, как правило, превышающей 150А. Так как при дуговой сварке образуется электромагнитное поле, то при его неравномерности образуется отклонение столба дуги. Такое отклонение называется магнитным дутьем. Оно отрицательно влияет на качество сварного соединения.
На равномерность магнитного поля влияет форма и расположение свариваемых поверхностей, место подключения контакта к деталям, наличие больших масс ферромагнетиков вблизи зоны сварки.
Снижение влияния магнитного поля на форму дуги может производиться путем переноса места контакта, компенсации несимметричности масс размещением дополнительных металлических плит. Также с этим явлением можно бороться наклоном электрода в сторону, противоположную отклонению дуги. При этом обеспечивается соосность электрода и сварочной дуги.
Источник: smart2tech.ru
[~DETAIL_TEXT] =>
Сварочная дуга по своей сути представляет электрический разряд в среде различных газов. Газ не является проводником электричества, однако при большой разнице потенциалов в нем образуется множество заряженных частиц: с отрицательным зарядом – свободные электроны, с положительным – ионы газа.
Сварочная дуга, состоящая из электронов, нейтральных атомов и ионов, имеет различную температуру по своей протяженности. Условно сварочную дугу можно поделить на несколько областей. Область около сварочного электрода называется катодной. Температура дуги в ней приблизительно равна 24000С. В середине столба дуги – 5500 0С и выше. В анодной области, находящейся вблизи свариваемой поверхности, достигает 2600 0С. В результате влияния массопереноса металла электрода и теплоты дуги, температура сварочной ванны достигает 2000 0С.
Влияние различных параметров на стабильность сварочной дуги
Сварочная дуга считается стабильной в том случае, когда происходит непрерывный процесс её образования между электродом и свариваемой поверхностью деталей.
Критерии, определяющие устойчивость горения дуги.
- Величина сварочного тока.
- Полярность.
- Вид тока (постоянный, переменный).
- Частота тока.
- Материал электрода, включая материал обмазки.
- Наличие защитной среды.
Совокупность этих факторов является определяющей для стабильности сварочной дуги. Также непременным условием считается оптимальное расстояние между сварочным электродом и свариваемой поверхностью. Для ручной дуговой сварки расстояние, обеспечивающее стабильное горение дуги, принимается равным от 0,5 до 1,1 диаметра электрода.
В настоящее время применение новых инверторных источников сварочного тока дает возможность нивелировать отклонение от оптимального расстояния, благодаря механизму обратной связи. В результате этого достигаются оптимальные динамические вольтамперные характеристики, позволяющие изменять напряжение и силу тока в соответствии с длиной дуги в докритических пределах.
Зависимость качества сварного шва от длины дуги
Оптимальной для процесса сварки считается короткая дуга. При этом высока ее стабильность, меньше контакт металла с воздухом в процессе массопереноса от электрода к поверхности деталей. К тому же время прохождения через высокотемпературную область дуги невысоко и в результате этого в сварочной ванне уменьшается пористость.
При длинной дуге переносимый расплавленный металл электрода намного более подвержен отрицательному влиянию окружающей среды, происходит азотирование металла и связывание его отдельных частиц с ионами кислорода, то есть, окисление. Также нужно отметить, что длинная дуга характеризуется нестабильностью. То есть, в процессе сварки происходит кратковременное прерывание процесса образования дуги. Это отрицательно влияет на качество сварного соединения.
Эффект магнитного дутья
Данный процесс возникает при большой величине сварочного тока, как правило, превышающей 150А. Так как при дуговой сварке образуется электромагнитное поле, то при его неравномерности образуется отклонение столба дуги. Такое отклонение называется магнитным дутьем. Оно отрицательно влияет на качество сварного соединения.
На равномерность магнитного поля влияет форма и расположение свариваемых поверхностей, место подключения контакта к деталям, наличие больших масс ферромагнетиков вблизи зоны сварки.
Снижение влияния магнитного поля на форму дуги может производиться путем переноса места контакта, компенсации несимметричности масс размещением дополнительных металлических плит. Также с этим явлением можно бороться наклоном электрода в сторону, противоположную отклонению дуги. При этом обеспечивается соосность электрода и сварочной дуги.
Источник: smart2tech.ru
[DETAIL_TEXT_TYPE] => html [~DETAIL_TEXT_TYPE] => html [PREVIEW_TEXT] => Сварочная дуга по своей сути представляет электрический разряд в среде различных газов. Газ не является проводником электричества, однако при большой разнице потенциалов в нем образуется множество заряженных частиц: с отрицательным зарядом – свободные электроны, с положительным – ионы газа. [~PREVIEW_TEXT] => Сварочная дуга по своей сути представляет электрический разряд в среде различных газов. Газ не является проводником электричества, однако при большой разнице потенциалов в нем образуется множество заряженных частиц: с отрицательным зарядом – свободные электроны, с положительным – ионы газа. [PREVIEW_TEXT_TYPE] => text [~PREVIEW_TEXT_TYPE] => text [DETAIL_PICTURE] => [~DETAIL_PICTURE] => [TIMESTAMP_X] => 10.04.2017 16:02:17 [~TIMESTAMP_X] => 10.04.2017 16:02:17 [ACTIVE_FROM] => 10.04.2017 [~ACTIVE_FROM] => 10.04.2017 [LIST_PAGE_URL] => /news/ [~LIST_PAGE_URL] => /news/ [DETAIL_PAGE_URL] => /news/115/58068/ [~DETAIL_PAGE_URL] => /news/115/58068/ [LANG_DIR] => / [~LANG_DIR] => / [CODE] => svarochnaya_duga_i_ee_kharakteristiki [~CODE] => svarochnaya_duga_i_ee_kharakteristiki [EXTERNAL_ID] => 58068 [~EXTERNAL_ID] => 58068 [IBLOCK_TYPE_ID] => news [~IBLOCK_TYPE_ID] => news [IBLOCK_CODE] => news [~IBLOCK_CODE] => news [IBLOCK_EXTERNAL_ID] => clothes_news_s1 [~IBLOCK_EXTERNAL_ID] => clothes_news_s1 [LID] => s1 [~LID] => s1 [NAV_RESULT] => [DISPLAY_ACTIVE_FROM] => 10.04.2017 [IPROPERTY_VALUES] => Array ( [SECTION_META_TITLE] => Сварочная дуга и ее характеристики [SECTION_META_KEYWORDS] => сварочная дуга и ее характеристики [SECTION_META_DESCRIPTION] => Сварочная дуга по своей сути представляет электрический разряд в среде различных газов. Газ не является проводником электричества, однако при большой разнице потенциалов в нем образуется множество заряженных частиц: с отрицательным зарядом – свободные электроны, с положительным – ионы газа. [SECTION_PAGE_TITLE] => Сварочная дуга и ее характеристики [ELEMENT_META_TITLE] => Сварочная дуга и ее характеристики [ELEMENT_META_KEYWORDS] => сварочная дуга и ее характеристики [ELEMENT_META_DESCRIPTION] => Сварочная дуга по своей сути представляет электрический разряд в среде различных газов. Газ не является проводником электричества, однако при большой разнице потенциалов в нем образуется множество заряженных частиц: с отрицательным зарядом – свободные электроны, с положительным – ионы газа. [ELEMENT_PAGE_TITLE] => Сварочная дуга и ее характеристики [SECTION_PICTURE_FILE_ALT] => Сварочная дуга и ее характеристики [SECTION_PICTURE_FILE_TITLE] => Сварочная дуга и ее характеристики [SECTION_DETAIL_PICTURE_FILE_ALT] => Сварочная дуга и ее характеристики [SECTION_DETAIL_PICTURE_FILE_TITLE] => Сварочная дуга и ее характеристики [ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Сварочная дуга и ее характеристики [ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Сварочная дуга и ее характеристики [ELEMENT_DETAIL_PICTURE_FILE_ALT] => Сварочная дуга и ее характеристики [ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Сварочная дуга и ее характеристики ) [FIELDS] => Array ( [TAGS] => ) [DISPLAY_PROPERTIES] => Array ( ) [IBLOCK] => Array ( [ID] => 1 [~ID] => 1 [TIMESTAMP_X] => 15.02.2016 17:09:48 [~TIMESTAMP_X] => 15.02.2016 17:09:48 [IBLOCK_TYPE_ID] => news [~IBLOCK_TYPE_ID] => news [LID] => s1 [~LID] => s1 [CODE] => news [~CODE] => news [NAME] => Пресс-центр [~NAME] => Пресс-центр [ACTIVE] => Y [~ACTIVE] => Y [SORT] => 500 [~SORT] => 500 [LIST_PAGE_URL] => /news/ [~LIST_PAGE_URL] => /news/ [DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/ [~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/ [SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/ [~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/ [PICTURE] => [~PICTURE] => [DESCRIPTION] => [~DESCRIPTION] => [DESCRIPTION_TYPE] => text [~DESCRIPTION_TYPE] => text [RSS_TTL] => 24 [~RSS_TTL] => 24 [RSS_ACTIVE] => Y [~RSS_ACTIVE] => Y [RSS_FILE_ACTIVE] => N [~RSS_FILE_ACTIVE] => N [RSS_FILE_LIMIT] => 0 [~RSS_FILE_LIMIT] => 0 [RSS_FILE_DAYS] => 0 [~RSS_FILE_DAYS] => 0 [RSS_YANDEX_ACTIVE] => N [~RSS_YANDEX_ACTIVE] => N [XML_ID] => clothes_news_s1 [~XML_ID] => clothes_news_s1 [TMP_ID] => b8af53374710a1ee4792b8c239510fee [~TMP_ID] => b8af53374710a1ee4792b8c239510fee [INDEX_ELEMENT] => Y [~INDEX_ELEMENT] => Y [INDEX_SECTION] => Y [~INDEX_SECTION] => Y [WORKFLOW] => N [~WORKFLOW] => N [BIZPROC] => N [~BIZPROC] => N [SECTION_CHOOSER] => L [~SECTION_CHOOSER] => L [LIST_MODE] => [~LIST_MODE] => [RIGHTS_MODE] => S [~RIGHTS_MODE] => S [SECTION_PROPERTY] => N [~SECTION_PROPERTY] => N [PROPERTY_INDEX] => N [~PROPERTY_INDEX] => N [VERSION] => 1 [~VERSION] => 1 [LAST_CONV_ELEMENT] => 0 [~LAST_CONV_ELEMENT] => 0 [SOCNET_GROUP_ID] => [~SOCNET_GROUP_ID] => [EDIT_FILE_BEFORE] => [~EDIT_FILE_BEFORE] => [EDIT_FILE_AFTER] => [~EDIT_FILE_AFTER] => [SECTIONS_NAME] => Разделы [~SECTIONS_NAME] => Разделы [SECTION_NAME] => Раздел [~SECTION_NAME] => Раздел [ELEMENTS_NAME] => Новости [~ELEMENTS_NAME] => Новости [ELEMENT_NAME] => Новость [~ELEMENT_NAME] => Новость [CANONICAL_PAGE_URL] => [~CANONICAL_PAGE_URL] => [EXTERNAL_ID] => clothes_news_s1 [~EXTERNAL_ID] => clothes_news_s1 [LANG_DIR] => / [~LANG_DIR] => / [SERVER_NAME] => www.alfa-industry.ru [~SERVER_NAME] => www.alfa-industry.ru ) [SECTION] => Array ( [PATH] => Array ( [0] => Array ( [ID] => 115 [~ID] => 115 [TIMESTAMP_X] => 2015-11-25 18:37:33 [~TIMESTAMP_X] => 2015-11-25 18:37:33 [MODIFIED_BY] => 2 [~MODIFIED_BY] => 2 [DATE_CREATE] => 2015-09-29 20:10:16 [~DATE_CREATE] => 2015-09-29 20:10:16 [CREATED_BY] => 1 [~CREATED_BY] => 1 [IBLOCK_ID] => 1 [~IBLOCK_ID] => 1 [IBLOCK_SECTION_ID] => [~IBLOCK_SECTION_ID] => [ACTIVE] => Y [~ACTIVE] => Y [GLOBAL_ACTIVE] => Y [~GLOBAL_ACTIVE] => Y [SORT] => 500 [~SORT] => 500 [NAME] => Технические статьи [~NAME] => Технические статьи [PICTURE] => [~PICTURE] => [LEFT_MARGIN] => 27 [~LEFT_MARGIN] => 27 [RIGHT_MARGIN] => 28 [~RIGHT_MARGIN] => 28 [DEPTH_LEVEL] => 1 [~DEPTH_LEVEL] => 1 [DESCRIPTION] => [~DESCRIPTION] => [DESCRIPTION_TYPE] => text [~DESCRIPTION_TYPE] => text [SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ [~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ [CODE] => [~CODE] => [XML_ID] => 115 [~XML_ID] => 115 [TMP_ID] => [~TMP_ID] => [DETAIL_PICTURE] => [~DETAIL_PICTURE] => [SOCNET_GROUP_ID] => [~SOCNET_GROUP_ID] => [LIST_PAGE_URL] => /news/ [~LIST_PAGE_URL] => /news/ [SECTION_PAGE_URL] => /news/115/ [~SECTION_PAGE_URL] => /news/115/ [IBLOCK_TYPE_ID] => news [~IBLOCK_TYPE_ID] => news [IBLOCK_CODE] => news [~IBLOCK_CODE] => news [IBLOCK_EXTERNAL_ID] => clothes_news_s1 [~IBLOCK_EXTERNAL_ID] => clothes_news_s1 [EXTERNAL_ID] => 115 [~EXTERNAL_ID] => 115 [IPROPERTY_VALUES] => Array ( [SECTION_META_TITLE] => Технические статьи [SECTION_META_KEYWORDS] => технические статьи [SECTION_META_DESCRIPTION] => [SECTION_PAGE_TITLE] => Технические статьи [ELEMENT_META_TITLE] => Технические статьи [ELEMENT_META_KEYWORDS] => технические статьи [ELEMENT_META_DESCRIPTION] => [ELEMENT_PAGE_TITLE] => Технические статьи [SECTION_PICTURE_FILE_ALT] => Технические статьи [SECTION_PICTURE_FILE_TITLE] => Технические статьи [SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи [SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи [ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи [ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи [ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи [ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи ) ) ) ) [SECTION_URL] => /news/115/ ) Сварочная дуга и ее характеристики10.04.2017
Сварочная дуга по своей сути представляет электрический разряд в среде различных газов. Газ не является проводником электричества, однако при большой разнице потенциалов в нем образуется множество заряженных частиц: с отрицательным зарядом – свободные электроны, с положительным – ионы газа.
Сварочная дуга, состоящая из электронов, нейтральных атомов и ионов, имеет различную температуру по своей протяженности. Условно сварочную дугу можно поделить на несколько областей. Область около сварочного электрода называется катодной. Температура дуги в ней приблизительно равна 24000С. В середине столба дуги – 5500 0С и выше. В анодной области, находящейся вблизи свариваемой поверхности, достигает 2600 0С. В результате влияния массопереноса металла электрода и теплоты дуги, температура сварочной ванны достигает 2000 0С.
Влияние различных параметров на стабильность сварочной дуги
Сварочная дуга считается стабильной в том случае, когда происходит непрерывный процесс её образования между электродом и свариваемой поверхностью деталей.
Критерии, определяющие устойчивость горения дуги.
- Величина сварочного тока.
- Полярность.
- Вид тока (постоянный, переменный).
- Частота тока.
- Материал электрода, включая материал обмазки.
- Наличие защитной среды.
Совокупность этих факторов является определяющей для стабильности сварочной дуги. Также непременным условием считается оптимальное расстояние между сварочным электродом и свариваемой поверхностью. Для ручной дуговой сварки расстояние, обеспечивающее стабильное горение дуги, принимается равным от 0,5 до 1,1 диаметра электрода.
В настоящее время применение новых инверторных источников сварочного тока дает возможность нивелировать отклонение от оптимального расстояния, благодаря механизму обратной связи. В результате этого достигаются оптимальные динамические вольтамперные характеристики, позволяющие изменять напряжение и силу тока в соответствии с длиной дуги в докритических пределах.
Зависимость качества сварного шва от длины дуги
Оптимальной для процесса сварки считается короткая дуга. При этом высока ее стабильность, меньше контакт металла с воздухом в процессе массопереноса от электрода к поверхности деталей. К тому же время прохождения через высокотемпературную область дуги невысоко и в результате этого в сварочной ванне уменьшается пористость.
При длинной дуге переносимый расплавленный металл электрода намного более подвержен отрицательному влиянию окружающей среды, происходит азотирование металла и связывание его отдельных частиц с ионами кислорода, то есть, окисление. Также нужно отметить, что длинная дуга характеризуется нестабильностью. То есть, в процессе сварки происходит кратковременное прерывание процесса образования дуги. Это отрицательно влияет на качество сварного соединения.
Эффект магнитного дутья
Данный процесс возникает при большой величине сварочного тока, как правило, превышающей 150А. Так как при дуговой сварке образуется электромагнитное поле, то при его неравномерности образуется отклонение столба дуги. Такое отклонение называется магнитным дутьем. Оно отрицательно влияет на качество сварного соединения.
На равномерность магнитного поля влияет форма и расположение свариваемых поверхностей, место подключения контакта к деталям, наличие больших масс ферромагнетиков вблизи зоны сварки.
Снижение влияния магнитного поля на форму дуги может производиться путем переноса места контакта, компенсации несимметричности масс размещением дополнительных металлических плит. Также с этим явлением можно бороться наклоном электрода в сторону, противоположную отклонению дуги. При этом обеспечивается соосность электрода и сварочной дуги.
Источник: smart2tech.ru
Просмотров: 985
www.alfa-industry.ru
Свойства сварочной дуги
Зажигание сварочной дуги начинается с момента касания электродом свариваемого металла т. е. с короткого замыкания.
На рис. 1 приведена последовательность процессов при зажигании сварочной дуги.
Рис. 1. Последовательность зажигания сварочной дуги:а — короткое замыкание; б — образование перемычки из жидкого металла; в — возникновение дуги
Так как торец электрода и поверхность свариваемого металла имеют неровности, то контакт между ними при коротком замыкании происходит в отдельных точках (рис. 1,а). Поэтому плотность тока в точках контакта достигает больших значений, металл мгновенно расплавляется, образуя перемычку из жидкого металла между электродом и свариваемым металлом (рис. 1,б).
При отводе электрода от поверхности металла на некоторую длину, называемую длиной дуги Ɩ, жидкая перемычка растягивается с уменьшением сечения, затем в момент достижения металлом перемычки температуры кипения он испаряется, и происходит разрыв перемычки (рис. 1,в).
Образуется разрядный промежуток, который заполняется заряженными частицами паров металла, покрытия электрода и газов. Так возникает сварочная дуга, которая представляет собой светящийся столб нагретого газа, состоящего из электронов, ионов и нейтральных атомов.
Рис. 2. Схема сварочной дуги:1 — электрод; 2 — катодное пятно; 3 — катодная область; 4 — столб дуги; 5 — анодная область; 6 — анодное пятно; 7 — сварочная ванна; 8 — свариваемая деталь;падения напряжения: UK — в катодной области; UCT — в столбе дуги; UA — в анодной области; UД — напряжение на дуге; Ɩ — длина дуги; h — глубина проплавления (провар)
Это состояние газа называется плазмой, которая электрически нейтральна, так как в ней количество положительных и отрицательных частиц одинаково.
Температура столба дуги выше температуры точки кипения металла электрода и изделия, и конец электрода и изделие отделены от столба дуги промежуточными газовыми слоями, называемыми приэлектродными областями дуги (рис. 2).
В катодной области 3 из катодного пятна 2 происходит эмиссия электронов в столб дуги 4, где они ионизируют нейтральные атомы.
В катодной области на длине в доли миллиметра сосредоточена значительная часть напряжения дуги, которое называется катодным падением напряжения UК и достигает 10... 16 В.
В анодной области 5 около анодного пятна 6 происходит резкое падение напряжения на длине свободного пробега электрона. Это падение напряжения называется анодным падением напряжения UA, величина которого составляет 6...8 В. На этом участке электроны резко увеличивают скорость своего движения и нейтрализуются на анодном пятне. Анод получает энергию от дуги в виде потока электронов и теплового излучения, поэтому температура анодной области выше температуры катодной области, и на аноде выделяется большее количество тепла.
Общее падение напряжения в электрической дуге
UД = UА + UК + UСТ
где UД — общее падение напряжения; UA — падение напряжения в анодной области; UK — падение напряжения в катодной области; UСТ — падение напряжения в столбе дуги.
В среднем величина напряжения на дуге
UД = UA + UK + UСТ = (10...16) + (6...8) + (2...12) = (18...36) В.
Дуга горит устойчиво при сварке плавящимся электродом при UД = 18...28 В, а при сварке неплавящимся электродом — при UД = 30...35 В
При сварке на постоянном токе прямой полярности температура в различных зонах сварочной дуги:
- в середине столба дуги — около 6000 °С;
- в анодной области — 2600 °С;
- в катодной области — 2400 °С;
- в сварочной ванне — 1700...2000 °С.
При сварке на переменном токе распределение тепла дуги и температуры в катодной и анодной областях примерно одинаково (катодная область на электроде).
otdelka-profi.narod.ru
Электрические свойства дуги - Сварка металлов
 Электрические свойства дуги
Электрические свойства дуги Категория:
Сварка металлов
Электрические свойства дуги Электрическая дуга представляет собой мощный электрический длительный разряд в газовой среде между двумя электродами. Электрический разряд в газах есть прохождение электрического тока в ионизированной газовой среде.
При нормальных условиях все газы не проводят электрический ток, т. к. в них нет свободных электрических зарядов. При этих условиях все газы являются хорошими диэлектриками (изоляторами). Газы способны проводить электрический ток в том случае, если в них появляются свободные электрически заряженные частицы.
Явление ионизации газов. Процесс образования в газе свободных электрически заряженных частиц называется ионизацией. Свободными заряженными частицами в газах могут быть электроны, ионы (положительные и отрицательные). Если к ионизированному газовому промежутку приложить электрическое напряжение, то начнется электрический газовый разряд (прохождение электрического тока). При прохождении электрического тока через ионизированный газ положительные ионы движутся к отрицательному полюсу электрической цепи (катоду), электроны и отрицательные ионы— к положительному полюсу (аноду),’
Ионизация газа может происходить при воздействии на газ высокой температуры, мощного электрического поля, мощного светового излучения, при столкновении свободных электронов с нейтральными атомами. В зоне сварочной дуги ионизация газа происходит в основном за счет высокой температуры (термическая ионизация). Высокая температура газа поддерживается притоком энергии из питающей электрической цепи.
Явление электронной эмиссии. Для начала процесса ионизации необходим приток в газовый промежуток свободных электронов от внешнего источника. В этом случае особенно важна роль отрицательного электрода электрической цепи — катода, который служит мощным источником свободных электронов.
Процесс выхода свободных электронов с поверхности металла носит название электронной эмиссии. Электронная эмиссия возникает при воздействии высокой температуры, мощного электрического поля, мощного светового излучения, за счет энергии, выделяемой при ударах положительных ионов о поверхность раскаленного катода.
Основными факторами, которые обеспечивают в дуговом промежутке мощный поток электронов, способствующий устойчивому горению сварочной дуги, являются термоэлектронная эмиссия и эмиссия электронов от ударов положительных ионов о поверхность катода.
Процесс возникновения сварочной дуги. Ионизация дугового промежутка в начальный момент возникает в результате термоэлектронной эмиссии с поверхности катода. Существенное влияние на стабильное горение сварочной дуги оказывает термическая ионизация дугового промежутка.
Чтобы создать условия термоэлектронной эмиссии, необходимо раскалить поверхность катода. С этой целью производят короткое замыкание электрической (сварочной) цепи: электродом касаются основного металла (изделия). При отрыве электрода дуговой промежуток заполняется свободными электронами, вышедшими с поверхности раскаленного катода. Одновременно происходит термическая ионизация дугового промежутка — он заполняется ионизированными частицами газов, паров металла и электродного покрытия.
С ростом числа свободных заряженных частиц в дуговом промежутке растет его электрическая проводимость. В результате сила тока через дуговой промежуток увеличивается, а напряжение дуги уменьшается. Рост тока и уменьшение напряжения дуги происходят до определенного предела, затем наступает устойчивое состояние дугового разряда — горение дуги.
В установившемся режиме горения дуга при сварке плавящимся штучным (покрытым) электродом горит устойчиво при напряжении 18—25 В. Этого напряжения достаточно для поддержания дугового разряда, когда дуговой промежуток хорошо ионизирован и имеет малое электрическое сопротивление.
Но для возбуждения сварочной дуги такого напряжения недостаточно, так как в начальный момент образования дуги (мгновенное состояние после отрыва электрода от изделия после короткого замыкания) дуговой промежуток ионизирован очень слабо и имеет большое электрическое сопротивление. В момент возбуждения сварочной дуги необходимо более высокое напряжение — не менее 60 В.
В прошлом при низких технологических характеристиках электродов и источников питания для повышения стабильности гооения при сварке переменным током использовалось вспомогательное устройство — осциллятор. Он обеспечивал на дуговом промежутке вспомогательное высокое напряжение (до нескольких киловольт) при высокой частоте. Высокая частота необходима для безопасности людей. При использовании осциллятора возникновение дуги в начальный момент происходит без касания электродом изделия (без короткого замыкания). Дуга возбуждается при приближении электрода к изделию (основному металлу) на расстояние 2— 3 мм. В этом случае начальная ионизация дугового промежутка происходит за счет мощного электрического поля, создаваемого высоким напряжением.
Современные электроды и источники питания имеют высокие технологические характеристики, обеспечивающие стабильное горение дуги при сварке переменным током. Поэтому отпала необходимость в дополнительных вспомогательных устройствах, усложняющих сварочный процесс.
Понятие устойчивости горения дуги. Сварочная дуга, горящая равномерно, без произвольных обрывов, с незначительными произвольными изменениями величины тока в ней, называется устойчивой.
Сварочная дуга называется неустойчивой, если она горит неравномерно, часто обрывается и гаснет, если произвольные изменения величины тока в ней значительны.
Строение сварочной дуги. Электрическая сварочная дуга постоянного тока имеет три основные четко выраженные зоны: катодную область, анодную область и столб дуги.
В процессе горения дуги на катоде и аноде наблюдаются активные пятна, представляющие собой наиболее нагретые участки электрода и основного металла. Через активные пятна проходит весь ток дуги. При среднем значении сварочного тока (200—300 А) диаметр анодного пятна в 1,5—2 раза больше диаметра катодного пятна.
Столб дуги расположен между катодной и анодной областями. Столб дуги представляет собой ярко светящийся, нагретый до высокой температуры сложный газ, состоящий из смеси электродов, положительных и отрицательных ионов, нейтральных атомов. Такое состояние вещества называется плазмой. Плазма в целом электрически нейтральна, так как количество положительных и отрицательных частиц в ней одинаково.
Явление магнитного дутья. Отклоняющее действие магнитных полей на сварочную дугу носит название магнитного дутья. Сварочную дугу можно рассматривать как гибкий газовый проводник электрического тока. При взаимодействии магнитного поля столба Дуги с магнитными полями, возникающими при прохождении сварочного тока по изделию, или с ферромагнитными массами может произойти отклонение сварочной дуги от своей оси и в результате нарушится сварочный процесс.
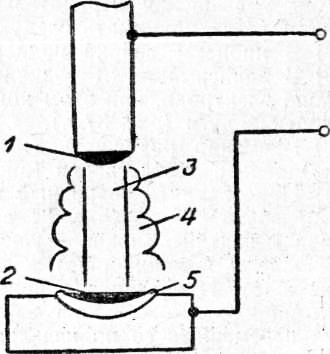
Рис. 1. Строение сварочной дуги: 1 — катодная зова; 2 — анодная зона; 3 —столб дуги; 4 — ореол пламени; 5 — сварочная ванна
Pис. 2. Явление магнитного дутья: a — влияние места токоподвода к изделию; б — влияние ферромагнитной массы; в — влияние типа сварного соединения
Магнитное дутье резко повышает разбрызгивание электродного металла, ухудшает качество сварных швов и снижает производительность сварочного процесса. Явление магнитного дутья может существенно затруднить сварку постоянным током, при сварке переменным током оно проявляется значительно слабее. Силовое действие магнитного поля пропорционально квадрату силы тока, поэтому магнитное дутье особенно заметно себя проявляет при сварке на больших токах (свыше 250 А).
На величину магнитного дутья оказывают влияние следующие факторы: место присоединения сварочного провода к основному металлу (изделию), присутствие вблизи места сварки значительных ферромагнитных масс, тип сварного соединения.
Присоединение сварочного провода к изделию в отдалении от дуги приводит к отклонению ее в сторону, противоположную токо-подводу. Сильным фактором, действующим на отклонение дуги, являются ферромагнитные массы, имеющие, высокую магнитную проницаемость, значительно большую, чем воздух. Близко расположенные к дуге ферромагнитные массы вызывают направленный магнитный поток, который отклоняет дугу в сторону массы. Это явление наблюдается при сварке стыковых швов вблизи массивных элементов крепления, при сварке угловых швов, при сварке листов различной толщины, при сварке стыковых швов с разделкой кромок при большой толщине металла.
Для уменьшения отрицательного влияния магнитного дутья рекомендуется принимать следующие меры:1) В процессе сварки поддерживать предельно короткую дугу.2) В зависимости от величины отклонения дуги изменять угол наклона электрода, при этом конец электрода направлять в сторону отклонения дуги.3) Временно размещать симметричные ферромагнитные массы (тела) вблизи места сварки.4) Присоединять сварочный провод к изделию в непосредственной близости к дуге. При сварке длинных швов токо-подвод к изделию можно осуществлять при помощи двух проводов (в начале и в конце шва) и даже трех (в начале, середине и в конце шва). При сварке длинных швов в нижнем положении сварочный провод можно присоединить к стальной плитке и периодически перемещать ее по изделию вдоль шва по мере продвижения дуги.
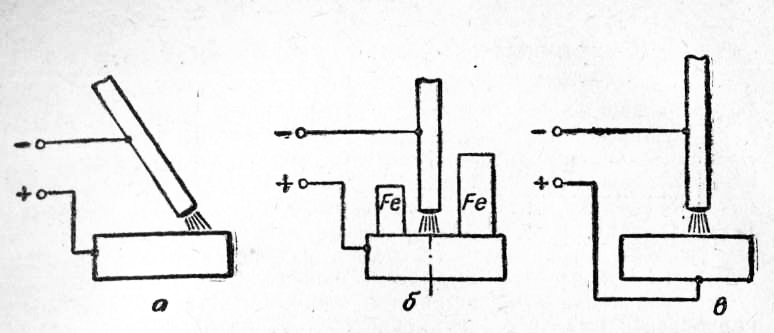
Рис. 3. Уменьшение отрицательного влияния магнитного дутья
Магнитное дутье проявляется значительно слабее при применении электродов с толстым покрытием. Если все перечисленные способы борьбы с магнитным дутьем не дают эффекта, то необходимо перейти на сварку переменным током.
Особенности горения дуги переменного тока. Устойчивость горения сварочной дуги, питаемой переменным током, ниже, чем питаемой постоянным током. Это объясняется тем, что при переходе тока через нуль и изменении полярности напряжения в начале и конце каждого полупериода дуговой разряд угасает. Дуга горит примерно 70% времени в течение каждого полупериода переменного тока. При промышленной частоте переменного тока 50 герц перерывы в горении дуги повторяются 100 раз в секунду. В эти моменты резко уменьшается температура дугового промежутка и степень его ионизации. При этом электропроводимость дугового промежутка падает, и дуговой разряд может не возникнуть вновь в начале следующего полупериода, т. е. дуга может погаснуть.
Длительность перерывов в горении дуги зависит от величины напряжения холостого хода источника питания переменного тока (трансформатора), состава электродного покрытия, температуры плавления электродного металла.
Для повышения устойчивости горения дуги переменного тока можно применять источники питания сварочной дуги с повышенным напряжением холостого хода (в сравнении с источниками питания постоянного тока), можно включать в сварочную цепь индуктивное сопротивление для сдвига нулевого значения тока относительно нулевого значения напряжения.
Если в зоне дуги присутствуют легкоионизируемые элементы, то зажигание дуги в начале каждого полупериода облегчается, т. е. повышается устойчивость горения дуги переменного тока. С этой целью в состав электродных покрытий вводят элементы с низким потенциалом ионизации: калий, натрий, кальций. Эти элементы содержатся в таких компонентах электродных покрытий, как мел, мрамор, поташ, полевой шпат, жидкое стекло.
Производство штучных (покрытых) электродов все время совершенствуется. Разработаны составы электродных покрытий, которые обеспечивают достаточно устойчивое горение дуги при сварке переменным током.
Сварка переменным током нашла широкое применение на производстве. Она имеет следующие достоинства: а) экономические — оборудование сварочного поста и его эксплуатация значительно проще и дешевле, б) технологические — практически отсутствует явление магнитного дутья.
Читать далее:
Сварочные свойства электрической дуги
Статьи по теме:
pereosnastka.ru
Основные сведения о сварочной дуге
СВАРКА И РЕЗКА МЕТАЛЛОВ
Сварочная дуга представляет собой длительный электрический разряд, происходящий при атмосферном давлении в газовом промежутке между двумя электродами
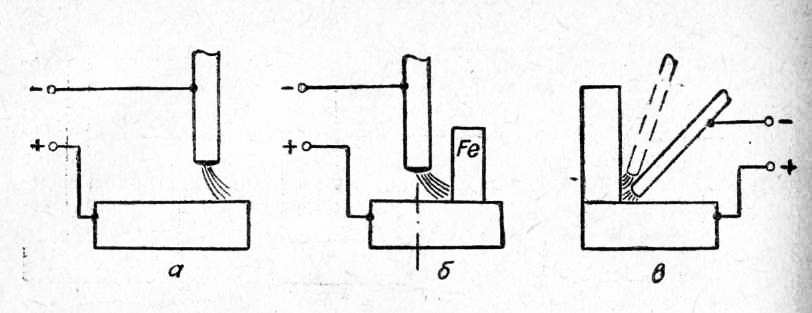
При всех основных и наиболее распространенных способах сварки обычно используется дуга прямого действия (рис. 19, а), горящая между электродами, из которых одним является стержень (металлический или угольный), а другим — свариваемый металл
Дуга косвенного действия (рис. 19, б) образуется между двумя электродами (угольными или вольфрамовыми), расположенными под углом друг к другу. Эта дуга менее удобна для сварки и поэтому используется только при некоторых способах сварки, например при атомно-водородной сварке применяют дугу косвенного действия, горящую в атмосфере водорода между двумя вольфрамовыми электродами.
Схема дуги лрямого действия постоянного тока, горящей между металлическим электродом 1 и свариваемым металлом 4, показана на рис. 19, а. Дуга состоит из столба 3, основание которощ> расположено в углублении (кратере) 7, образующемся на поверхности ванны 6 расплавленного металла. Столб дуги і моет цилиндрическую или слегка коническую форму. Верхняя часть сголба соприкасается с сильно раскаленной поверхностью электрода / в области 8, называемой катодным пятном. Основание столба расположено на свариваемом металле и ограничивается областью 5, называемой анодным пятном При средних значениях сварочного тока (200—300 а) диаметр анодного пятна в 1,5 — 2 раза больше диаметра катодного пятна Катодное и анодное пятна ограничивают силовые линии гока, плотность которого в этих частях дуги велика и составляет:
при ручюгі сварке покрытым электродом 18—20
при сварке под флюсом 50—100
«при сварке в защитной среде углекислого газа 75—300
1+) в)
Рис. 19. Схема электрической дуги:
а — прямого действия, б — косвенного действия, / — электроды, 2— факел дуги, 3 — столб дуги, 4 — свариваемый металл, 5— анодное пятно, 6— ванна расплавленного металла, 7 — кратер, 8 — катодное пятно, в — схема процесса объемной ионизации газа электронами
3 — Эя — быстрые электроны, А, А —нейтральные
атомы газа, Э/~~ ье^ленные электроны, —Я—отрн цательный, - j - И — положительный ион
Вещество столба, так называемая плазма, состоит из раскаленных, сильно ионизированных газов. В столбе сосредоточено основное количество энергии дуги, поэтому в его осевой части расположена и зона наиболее высоких температур дуги, достигающих здесь значений от 5500 до 7800°. Чем выше плотность тока в дуге, тем выше температура ее столба. Снаружи столб окружен ореолом пламени 2 из нагретых паров и газов, имеющих более низкую температуру.
Рассмотрим условия, необходимые для возбуждения и горения дуги.
Газы и пары в рбычных условиях являются электрически нейтральными веществами и почти не проводят ток. Электрический ток начинает проходить через газ только при наличии в нем частиц, несущих электрические заряды: электронов, положительных ионов, отрицательных ионов. Такой газ называется ионизирован - н ы м. Чем больше количество электронов и ионов, двйжущихся в газе, тем выше степень ионизации и электропроводность газа. Эти электрически заряженные частицы вещества и являются переносчиками электрической энергии в среде газа.
Электроном называется материальная частица, несущая один отрицательный электрический заряд. Масса электрона ничтожно мала, она в 1840 раз меньше массы атома водорода — самого легкого элемента в природе. Ионом называется атом или молекула вещества, несущая только положительный (положительный ион) или отрицательный (отрицательный ион) заряды.
Рассмотрим схематически процесс ионизации газа электронами, движущимися в промежутке между электродом и металлом (рис. 19, в).
Атомы веществ состоят из положительно заряженного ядра и окружающей его оболочки из отрицательно заряженных электронов. При нормальном состоянии вещества отрицательные заряды всех электронов атома уравновешиваются положительным зарядом ядра и поэтому атом электрически нейтрален, а газ, состоящий из таких атомов и молекул, не проводит электрического тока.
Представим теперь, что с поверхности катода начинают вылетать свободные электроны (см. рис. 19, в). Это явление носит название эмиссии электронов[2]. Под действием электрического ПОЛЯ в катодной зоне движение электронов сильно ускоряется. При столкновении с нейтральными атомами газа электроны, обладая большой энергией движения, выбивают из оболочки более тяжелого и поэтому менее подвижного атома один или несколько электронов.
Эти электроны уже со значительно меньшей скоростью движутся к положительно заряженному аноду под действием его электрического поля. Атом, потерявший с выбитыми из его оболочки электронами часть отрицательного электричества, становится положи
тельным ионом, который устремляется к отрицательно заряженному катоду. При уДаре о поверхность катода положительный ион выбивает из него электроны: часть из них он захватывает, превращаясь снова в нейтральный атом, а часть электронов через столб дуги устремляется к аноду. Отрицательные ионы образуются из нейтральных атомов при захватывании ими свободных электронов. Так как отрицательные ионы способны образовывать не все элементы, то в ионизированных газах отрицательных ионов содержится меньше, чем положительных.
| Температура Т, ВК Рис. 20. Зависимость степени термической ионизации различных элементов от температуры при атмосферном давлении: |
Образование электрически заряженных частиц в среде газов и паров называется объемной ионизацией. Ионизация возникает не только при соударении электронов с молекулами и атомами газа. Ее могут вызывать также энергия светового излучения (особенно ультрафиолетовые лучи) или нагревание газов и паров до температуры 2000°. Ионизация газа под влиянием нагрева, вызывающего ускорение движения частиц газа и увеличивающего число их столкновений при высоких температурах, называется термической ионизацией[3].
| /—калнй, 2 — натрий, 3 — кальций, 4 —марганец, 5 — железо, 6 — кремний, 7 — углерод, 8— кислород, 9— азот |
В дуге происходит также образование нейтральных атомов из положительных и отрицательных ионов или из положительных ионов и электронов.
Эго явление носит название рекомбинации. Вследствие этого процессы образования и исчезновения заряженных частиц в газе при данной температуре взаимно уравновешиваются и степень ионизации нагретого газа остается постоянной при существующих условиях горения дуги.
Степенью ионизации называется отношение количества заряженных частиц в данном объеме к общему количеству частиц до момента ионизации. Если степень ионизации равна единице, то это означает, что все частицы газа в данном объеме имеют положительные или отрицательные электрические заряды. Чем ниже температура, при которой достигается данная степень ионизации газа или пара, тем легче в его среде возникает электрический дуговой разряд.
На рис. 20 показаны кривые зависимости степени термической ионизации атомов различных веществ от температуры. Из графика видно, что калий, натрий и кальций при температуре дуги обеспечивают достаточную степень ионизации. Поэтому присутствие паров этих веществ в столбе дуги облегчает возбуждение и повышает устойчивость горения дуги, вследствие чего указанные вещества всегда вводятся в составы различных электродных покрытий.
Разные элементы обладают различными потенциалами ионизации. Потенциалом ионизации называется количество энергии, которое необходимо затратить для полного удаления одного электрона из оболочки атома данного вещества. Потенциал ионизации атомов калия примерно в 3,4 раза, натрия в 2,8 раза и кальция в 2,4 раза ниже, чем потенциал ионизации атомов азота и кислорода. Этим объясняется благоприятное действие калия, натрия и кальция на устойчивость горения дуги.
Ионизация газа и возникновение в нем мощного дугового разряда являются сложными физическими процессами, зависящими от многих факторов и условий. Исследованиями электрической сварочной дуги установлено, что выбрасывание (эмиссия) катодом свободных электронов происходит в результате следующих процессов:
1. Термоэлектронной эмиссии, вызываемой высокой температурой катода, при которой электроны способны отрываться от его поверхности.
2. Автоэлектрон ной эмиссии, вызываемой действием силового электрического поля, отрывающего электроны от поверхности катода.
3. Эмиссии от'ударов тяжелых положительных ионов о поверхность катода.
4. Фотоэлектронной эмиссии, вызываемой действием световых лучей дуги на поверхность катода.
Эмиссия электронов катодом и объемная ионизация газов являются основными источниками потоков заряженных частиц, обусловливающих устойчивое горение сварочной дуги.
Сварка – технологический процесс, используемый на многих производствах, для соединения деталей путем их нагрева и установления межатомных связей. Существует более ста видов сварки, которые классифицируются по различным признакам. Классификация по …
Такая технология гравировки, резки и раскроя материала использует лазер высокого уровня мощности. Лазерный луч, который сфокусирован, двигается в графической программе по траектории отрисованного эскиза. Используются разные материалы: двухслойный пластик, органическое …
Как правильно выбрать сварочный кабель? На обеспечение бесперебойной работы сварочного оборудования, а также длительность его эксплуатационного срока зависит то, как правильно выбрать сварочный кабель. Необходимо, чтобы это было приспособление высокого …
msd.com.ua
- Как медь сварить с медью

- Кислородный баллон для сварки характеристики

- Определение сварки

- Контактная сварка это

- Что такое плазменная сварка косвенного действия

- Боль в глазах после сварки

- Термообработка сварных швов

- Расход пропана и кислорода на 1 м реза

- Как резать резаком правильно

- Можно ли закалить нержавейку
- Кислородная резка