Правила правильной и безопасной резки болгаркой (УШМ). Как резать резаком металл
Как правильно, безопасно работать и резать металл болгаркой
Выполнение ремонтных работ зачастую невозможно без использования специализированного инструмента. К нему относится и угловая шлифмашинка, значительно облегчающая труд во многих областях. Данный инструмент применяется для резки разнообразных материалов, а также выполнения шлифования. Разнообразие насадок делает это приспособление универсальным помощником. Чтобы понять, как работать такой болгаркой правильно, следует ознакомиться с мерами предосторожности при эксплуатации угловой шлифмашинки. Она относится к приспособлениям повышенной опасности, что ужесточает требования к ее применению.

Особенности и функциональные возможности болгарки
Угловая шлифмашинка имеет простую конструкцию. Она состоит из приводного двигателя, который вращает рабочий вал со сменными насадками через редуктор углового типа. Благодаря многочисленным сменным приспособлениям данным инструментом можно выполнять самые разнообразные действия. Для каждого вида процесса существуют свои насадки. УШМ отличаются по исполнению, отвечающему за функциональность, и бывают:
- бытового пользования;
- профессиональные;
- без ручек;
- одно- и двуручные.
Помимо этого, данные приспособления отличаются по мощности: большой, средней, а также малой. Выполнение резки металлов болгаркой мощного типа предусматривает использование промышленной сети трехфазного типа 380 В. Маломощные бытовые экземпляры подключаются к обычной однофазной сети 220 В.
Угловая шлифмашинка режет прочные, а также мягкие предметы из камня, пластика, бетона, а также дерева, металла и прочих материалов. Высокие обороты болгарки, закрепленной стационарно, предоставляют возможность выполнять заточку разнообразного режущего инструмента, в том числе ножей, резов, сверл. УШМ является незаменимым приспособлением в автомастерских, при разнообразных строительных работах, спасательных мероприятиях, в коммунальном хозяйстве и прочих областях.
Приемы работы с болгаркой
Применение угловых шлифмашинок требует соблюдения основных приемов эксплуатации, обеспечивающих безопасность. Резка болгаркой металла требует надежного закрепления детали, обрезаемая часть которой должна быть в свободном состоянии и не зажимать диск при обработке. Замена или же установка новой насадки производится при блокировании кнопкой редуктора. Некоторые элементы устанавливаются со строгим соблюдением направления вращения. Установленный специальный круг зажимается гайкой, при этом вполне достаточно ее лишь слегка затянуть.
Вращающийся отрезной диск плавно подводится к метке и выполняется надрез глубиной порядка 1-2 мм. После этого давление на инструмент можно усилить и ускорить процесс резания. Полировку, а также шлифовку выполняют без особых усилий, используя лишь вес самого приспособления. Обработка выполняется с соблюдением требуемого угла наклона с перемещением по кругу либо в одном направлении. Шлифовка, а также зачистка производится специальными дисками, имеющими соответствующую маркировку. Чтобы понять, как следует работать болгаркой по металлу, рекомендуем изучить видео с процессом.
Как правильно резать болгаркой
Резание разнообразных материалов с помощью УШМ выполняется специальными дисками. Необходимо строго соблюдать их предназначение, что обеспечит не только качественное выполнение работы, но и безопасность.
Перед тем как резать металл болгаркой следует ознакомиться с основными правилами. На диск оказывается усилие исключительно в радиальном направлении. При смене плоскости может поломаться рабочий инструмент и создать травмоопасную ситуацию.Резание выполняется нижней частью круга (ближним участком). После каждых пяти минут работы делается перерыв до получаса. Слегка поливая водой область реза, круги остужаются и продлевается их служба. При резании толстого алюминия на участок обработки капается керосин.
Для резки бетонных изделий небольшой толщины применяются сегментированные круги, спеченного алмазного типа. Распыляемая на борозду вода значительно уменьшит пыление при распиливании. Водяное остужение дисков продлевает их срок службы. При невозможности использования воды рабочий круг охлаждают воздухом.
Отрезные круги для работы по каменным материалам имеют сегментированную форму с алмазным покрытием. Время непрерывного использования не должно превышать одну минуту. Диск обязательно вынимается из рабочей борозды и делается небольшой перерыв. После трех-пяти минутной постоянной резки алмазное покрытие придет в полную негодность.
Резание плитки, кафеля осуществляется шлифовальным диском, имеющим напыление алмазами для сухой либо мокрой резки. Первая вариация применяется при создании малого среза, а второй предназначен для продолжительного процесса.

Как правильно работать с болгаркой
Чтобы уяснить, как правильно резать при помощи УШМ необходимо придерживаться основных правил. Во время резания следует постоянно контролировать уровень износа рабочего диска. От его размеров зависит глубина реза в основании изделия. Этот съемный расходный элемент требует периодической замены.
На высоких оборотах ось круга разогревается до высоких температур. Чтобы повысить эффективность обработки его поливают для охлаждения простой водой. Это значительно повышает производительность процесса. Не рекомендуется использовать максимально допустимую мощность, так как это ускорит изнашивание рабочего элемента, и увеличит вероятность его поломки. Значения скорости должны находиться в пределах от трети до половины максимальных оборотов, установленных фирмой-изготовителем.
Резка толстого металла
Резание металлических деталей требует соблюдения правильной технологии, а также некоторых мер предосторожности. Для того чтобы понять, как правильно работать с любой болгаркой необходимо четко выполнять главные правила. Нельзя давить на рабочий инструмент во время реза. Это чревато быстрым перегревом, заклиниванием или же поломкой круга. Правильное распиливание выполняется исключительно прямолинейным методом. Получение изделия сложной конфигурации производится путем нескольких распилов прямой формы с последующим удалением лишних частей.
Резка профнастила и металлочерепицы
Резание стальных листовых материалов, а также профнастила, металлочерепицы производят специальными дисками, которые предназначены для различной толщины изделий. Перед тем как разрезать эти предметы, необходимо ознакомиться, как правильно резать металл такого типа болгаркой. Тонкие металлические листы разрезаются кругами, которые оснащены зубьями маленького размера и имеют соответствующую маркировку. При этом учитывается, что края среза могут оплавляться, что чревато усилением коррозионных процессов.
Удаление ржавчины
Снимать ржавый слой при помощи УШМ совсем несложно. Для этого выпускаются особые щеточные круги, имеющие рабочую поверхность из жесткой проволоки. Эффективность обработки повышается при расположении инструмента под небольшим наклоном к обрабатываемой поверхности. Изменяя эти углы, процедура значительно облегчается. Для удобства снятия ржавчины используют УШМ, имеющую боковую ручку.
Зачистка сварочных швов
Зачистка мест сварочных соединений производится обдирочными дисками, которые имеют толщину от 5 до 10 мм. УШМ во время обработки наклоняется к обрабатываемому участку на угол порядка 30-40 °. Для этого применяется удобная боковая рукоятка на инструменте.
Можно ли использовать болгарку как шлифмашинку
Применять УШМ в качестве обычной шлифмашинки можно, используя некоторые тонкости. Этот процесс требует некоторого опыта и сноровки. Основная проблема заключается в высоких оборотах инструмента, которые необходимо максимально снизить. Если регулировка оборотов не предусмотрена на инструменте, то возможна небольшая доработка электросхемы с установкой дополнительного регулятора низких скоростей. В таком случае УШМ не будет уступать по параметрам шлифмашинкам, имеющим заводское исполнение. Для качественной обработки используются особые шлифовальные насадки.
Диски для оборудования
Изделия из различных материалов (чугуна, высоколегированной нержавейки, цветных металлов) требуют применения дисков соответствующего типа. При использовании отрезных кругов на УШМ необходимого вида работа будет выполняться весьма быстро и безопасно.Каждый материал обрабатывается специально под него изготовленным кругом.
На боковой части абразивного инструмента имеется информация в виде маркировки, характеризующая его предназначение. Нельзя использовать для распила нержавейки обычные круги. Они состоят из веществ, разрушающих защитную пленку данного материала, что чревато началом коррозионных процессов.
Для чугуна, разнообразных твердых сталей, мягких и цветных металлов выпускаются соответствующие типы дисков. Они отличаются составом наполнителей, способствующих наиболее эффективной работе. Некоторые изделия содержат мягкую связку, не образующую засаливания, что актуально при распиле цветных металлов, а также алюминиевых изделий. Сверхпрочные добавки способствуют преодолению сопротивления сталей легированного вида.
Выпускаемые диски имеют три типоразмера в диаметре: маленькие (115, 125 мм), средние (150, 180 мм), а также крупные (230 мм), используемые в профессиональных моделях мощностью от 1500 Вт. Посадочный размер у вышеперечисленных изделий одинаков – 22,2 мм.
Распиливание камня, бетона, кирпича, шифера выполняется специальными дисками, имеющими алмазное напыление. Эти изделия выпускаются для мокрой, сухой резки, а также комбинированными. Цветная маркировка на боковой части алмазного круга облегчает выбор необходимого экземпляра.

Специальные диски для работы по дереву относятся к наиболее опасным инструментам. Они имеют зубцы небольшого размера и не предназначаются для установки на угловых шлифмашинках больших размеров. При работе обязательно использование защитных кожухов или стационарное закрепление УШМ.
Как правильно работать болгаркой без риска для здоровья
Чтобы обезопасить себя во время правильной обработки материалов УШМ требуется соблюдать меры предосторожности. Это обусловлено некоторыми особенностями процесса. Инструмент удерживается на весу, имея всего лишь одну точку опоры – обрабатываемый участок. Любой новичок обязан перед началом работ ознакомиться с теорией процесса, а также понять, как правильно держать болгарку при резке металла. Мерами предосторожности нельзя пренебрегать даже при выполнении небольших манипуляций.
До начала процесса подготавливается рабочее место, а также защищается тело, руки, глаза при помощи спецодежды, а также предохранительных очков (маски). Обрабатываемое изделие обязательно закрепляется, принимаются противопожарные меры. Перед тем как начинать работать болгаркой по металлу у работающего вхолостую инструмента проверяется пригодность нового диска к использованию.
Во время работы нельзя выполнять замену рабочего элемента до его остановки. Не рекомендуется применять рукавицы х/б, так как они могут воспламениться, а нитки – намотаться на круг либо шпиндель. Чтобы безопасно пользоваться УШМ не располагайте лицо и тело в плоскости вращения инструмента. Постоянно следите за нахождением провода электропитания, что предотвратит его опасное повреждение. Заготовка должна прочно закрепляться и не изгибаться в зоне распила, его сужая. Это позволит избежать зажатия инструмента в рабочей плоскости, исключить обратный удар.
По завершении процесса следует дождаться остановки вращающегося элемента, положить УШМ на стол либо пол рабочим участком вверх, отключить от электросети. Нелишним будет осмотр на предмет выявления возможных повреждений, а также признаков возгорания.
При соблюдении необходимых мер предосторожности и правильной технологии работа с угловой шлифмашинкой станет удобной и безопасной.
oxmetall.ru
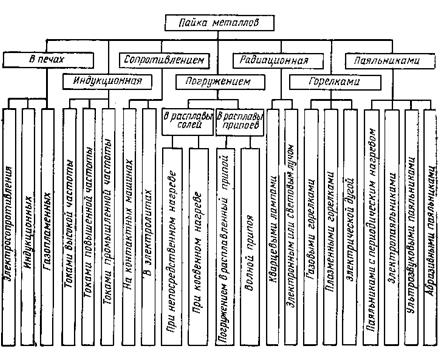
Резкой металла называется отделение частей от листового, литого или сортового куска металлической заготовки. Высокие требования к промышленным деталям и деталям конструкций заставляет совершенствовать качество раскроя металла, т.к нужно не просто разделить его части, а сделать это ровно с ювелирной точностью. Способы резания делятся на две группы: механический и термический. Механический способ и его виды Механический (холодный) - способ, при котором мастер оказывает на металл механическое воздействие, при этом режущий материал должен быть прочнее, чем обрабатываемая заготовка. При холодном способе используют ножовку, ножницы по металлу, дисковые и сабельные пилы, болгарки:
Термический способ и его виды Термическая (горячая) обработка - способ, при котором металл расплавляется в месте воздействия, а расплав в итоге удаляется газовым потоком. Для этого используют газовую (кислородную), газоэлектрическую, плазменную, и лазерную обработку металлов. 1. При газовом нагреве не используются источники электроэнергии. Различаются три способа:
Преимущества: газового нагрева: дешевизна, возможность резки толстых слоев металла. Недостатки: Медленная резка, большой расход материала, низкая точность, металл деформируется, большая толщина реза и необходимость дополнительной обработки металла. 2. Газоэлектрическая обработка нагревает металла за счет электроэнергии, при этом расплав удаляется струей газа. У метода два способа резки: воздушно-дуговой и кислородно-дуговой. В первом случае жидкий металла из зоны плавления убирается струей сжатого воздуха, а во втором нагревается в пламени дуги и сгорает в струе кислорода, после чего ей же и выдувается. Такой способ отлично подойдет, если нужно исправить дефекты сварных швов. Недостаток: место разреза пересыщается углеродом из-за сгорания угольных электродов. 3. Плазменная резка - самый быстрый и экономически выгодный тип резки металла. Заготовка плавится струей смесей ионизированного газа (плазмой). Струя создается в плазмотроне из простой электрической дуги, в результате чего происходит частичное выгорание , плавление и полное выдувание металлических частиц в месте разреза. в. Традиционно используется один из двух способов обработки:
Преимущества: быстрая резка, высокая точность и качество шва, экологичность, вырезание заготовок любой формы, универсальность и экономичность за счет того, что не нужно покупать дорогостоящий газ. Недостатки: Высокая стоимость и сложное техобслуживание, высокий уровень шума, нельзя резать заготовки толще 100 мм, угол отклонения реза от перпендикулярности ограничен. 4. Гидроабразивная резка с точностью до миллиметра раскраивает металл толщиной до 30 см. При этом в дальнейшем не требуется дополнительная обработка краев материала. Сама резка производится при помощи смеси абразивного песка и воды, которая подается через сопло под давлением. Преимущества: отсутствие деформации металла, быстрый и точный рез. Недостатки: высокая стоимость, нельзя использовать с металлами, которые подвержены коррозии. 5. Лазерная резка - это метод с использованием лазерного луча, который воздействует на металл и испаряет его. При этом оставшийся в разрезе материал выдувается газовым потоком. Преимущества: детали высокой точности и любой формы, ровные края без дополнительной обработки, отсутствие деформации. Недостатки: дороговизна, ограничения толщины проката до 20 мм, не подходит для алюминия и других металлов с высокими отражающими свойствами. Как очистить металл от ржавчины? Транспортировка и хренение металлопроката. |

metall-online.ru
КАК ПРАВИЛЬНО РЕЗАТЬ МЕТАЛЛ КИСЛОРОДНО-ПРОПАНОВЫМ РЕЗАКОМ?
Опубликовал: admin в Для вас 04.08.2017 308 Просмотров
Оглавление:
- Преимущества и недостатки
- Необходимое оборудование
- Подготовка к работе
- Приступаем к работе
- Нюансы резки по металлу
- Поверхностная и фигурная резка
- Меры предосторожности
По сравнению с газосварочными работами резка газом требует от человека гораздо меньших навыков. Поэтому овладеть газовым резаком не так уж сложно. Достаточно понять, как это правильно делать. Наибольшее распространение в наше время получили пропановые резаки. В них применяются совместно пропан и кислород, так как их смесь дает наибольшую температуру горения.

Резак пропановый предназначен для ручной разделительной кислородной резки углеродистых и низколегированных сталей с применением пропана.
Преимущества и недостатки
Преимущества резки металла пропаном перед другими способами очевидны:

Схема сборки ручного резака для резки стали.
- Применяется газовая резка, когда нужно разрезать довольно толстый металл или что-то вырезать по шаблонам, когда требуется криволинейный рез, который попросту невозможно сделать той же болгаркой. Газовый резак незаменим, если возникла необходимость вырезать диск из толстого металла или пробить глухое отверстие на 20-50 мм.
- Малый вес и удобство в использовании газового резака — еще одно неоспоримое достоинство. Кто работал с бензиновыми аналогами, знает, насколько они тяжелы, неповоротливы и шумны, сильно вибрируют, заставляя оператора прилагать значительные усилия при работе. Газовые модели лишены всех этих недостатков.
- Кроме того, резка металла газом позволяет работать в 2 раза быстрее, нежели при использовании устройства с двигателем на бензине.
- Пропан стоит гораздо дешевле не только бензина, но и других газов. Поэтому его выгодно использовать при больших объемах работ, например, при резке стали на металлолом.
- Кромка среза при пропановой резке немного хуже, чем при использовании ацетиленовых резаков. Тем не менее срез получается гораздо чище, чем у бензиновых горелок или болгарки.
Единственным минусом газовых резаков (пропановых в том числе) можно считать ограниченность спектра металлов, которые с их помощью можно резать. Им под силу только низко- и среднеуглеродистые стали, а так же ковкий чугун.

Кислородно-пропановая установка для пайки и сварки.
Резать газом высокоуглеродистые стали невозможно, потому что температура их плавления довольно близка к температуре пламени. В результате окалина не выбрасывается в виде столпа искр с обратной стороны листа, а смешивается с расплавленым металлом по краям разреза. Это не дает кислороду добраться вглубь металла, чтобы его прожечь. При резке чугуна процессу мешают форма зерен и графит между ними. (Исключение составляет ковкий чугун). Алюминий, медь и их сплавы газовой резке тоже не поддаются.
Следует напомнить, что к низкоуглеродистым сталям относятся марки от 08 до 20Г, к среднеуглеродистым — марки от 30 до 50Г2. В обозначениях же марок углеродистых сталей впереди всегда ставится буква У.
Необходимое оборудование
Для резки металла газом необходимо иметь по одному баллону пропана и кислорода, шланги высокого давления (кислородные), сам резак и мундштук нужного размера. На каждом баллоне должен располагаться редуктор, позволяющий регулировать подачу газа. Учтите, на баллоне с пропаном резьба обратная, поэтому навернуть на него другой редуктор невозможно.
Конструкция газового оборудования для резки металла разных производителей отличается незначительно. Обычно на всех них есть 3 вентиля: первый из них для подачи пропана, за ним идет вентиль регулирующего кислорода, после — вентиль режущего кислорода. Чаще всего кислородные вентили синие, те же, что открывают пропан, красные либо желтые.
Металл режут под воздействием струи горячего пламени, которая генерируется резаком. Во время работы аппарата в специальной смесительной камере пропан соединяется с кислородом, образуя горючую смесь.
Пропановый резак способен раскроить металл толщиной до 300 мм. Многие детали этого аппарата сменные, поэтому устройство в случае его поломки можно быстро отремонтировать прямо на рабочем месте.
Очень важно правильно выбрать мундштук. При его подборе стоит исходить из толщины металла. Если предмет, который необходимо разрезать, состоит из частей разной толщины, которая варьируется от 6 до 300 мм, понадобится несколько мундштуков с внутренними номерами от 1 до 2 и с внешними — от 1 до 5.
Подготовка к работе

Схема вставного резака.
Перед работой обязательно требуется осмотреть устройство, чтобы убедиться в том, что резак полностью исправен. Затем проделайте следующие шаги:
- Первым делом к аппарату для резки присоединяются шланги. До того, как присоединить рукав, нужно его продуть газом, чтобы удалить попавший туда мусор или грязь. Шланг для кислорода крепится к штуцеру с правой резьбой при помощи ниппеля и гайки, второй шланг (для пропана) — к штуцеру с левой резьбой. Не забудьте, прежде чем присоединить рукав с газом, проверить, есть ли подсос в каналах резака. Для этого соедините кислородный шланг со штуцером кислорода, а газовый штуцер должен остаться свободным. Установите уровень подачи кислорода на 5 атмосфер и откройте газовый и кислородный вентили. Потрогайте пальцем свободный штуцер, чтобы убедиться, идет ли подсос воздуха. Если нет, следует прочистить инжектор и продуть каналы резака.
- Далее проверьте разъемные соединения на герметичность. Обнаружив утечку, подтяните гайки или смените уплотнители.
- Не забудьте проконтролировать, насколько герметичны крепления газовых редукторов и исправны ли манометры.
Приступаем к работе
Выставляем на кислородном редукторе 5 атмосфер, на газовом — 0,5. (Обычно соотношение газа к кислороду 1:10.) Все вентили резака следует поставить в закрытое положение.

Для работы резаком на редукторе ставим 5 атмосфер, на газовом — 0,5.
Берется резак, сначала немного открываем пропан (на четверть или чуть больше), поджигаем. Упираем сопло резака в металл (под наклоном) и медленно открываем регулирующий кислород(не перепутайте с режущим). Поочередно регулируем эти вентили, чтобы добиться пламени нужной нам силы. При регулировке открываем попеременно газ, кислород, газ, кислород. Сила (или длина) пламени подбирается с расчетом толщины металла. Чем лист толще, тем сильнее пламя и расход кислорода с пропаном больше. Когда пламя отрегулировано (оно приобретает синий цвет и коронку), можно резать металл.
Подносится сопло к краю металла, держится он в 5 мм от разрезаемого предмета под углом 90°. Если лист или изделие необходимо прорезать в середине, разогревать металл следует начинать с той точки, от которой пойдет разрез. Разогреваем верхнюю кромку до 1000-1300° в зависимости от металла (до температуры его возгорания). Визуально это выглядит так, словно поверхность начала немного «мокнуть». По времени разогрев занимает буквально несколько секунд (до 10). Когда металл воспламеняется, открываем вентиль режущего кислорода, и на лист подается мощная узконаправленная струя.
Вентиль резака следует открывать очень медленно, тогда кислород зажжется от разогретого металла самостоятельно, что позволит избежать обратного удара пламени, сопровождающегося хлопком. Не спеша ведем кислородной струей вдоль заданной линии. В этом деле очень важно правильно выбрать угол наклона. Он должен составлять сначала 90°, затем иметь небольшое отклонение на 5-6° в сторону, обратную направлению резки. Однако если толщина металла превышает 95 мм, можно допустить отклонение в 7-10°. Когда металл уже прорезан на 15-20 мм, необходимо изменить угол наклона на 20-30°.
Нюансы резки по металлу

Схема процесса разделительной газокислородной резки.
Резать метал нужно с правильной скоростью. Определить оптимальную скорость можно визуально по тому, как разлетаются искры. Поток искр при верной скорости вылетает под углом примерно 88-90° к разрезаемой поверхности. Если поток искр полетел в сторону, противоположную движению резака, это означает, что скорость резки слишком мала. Если же угол потока искр меньше 85°, это сигнализирует о превышении скорости.
При работе всегда необходимо ориентироваться на то, какой толщины металл. Если свыше 60 мм, лучше расположите листы под наклоном, чтобы обеспечить сток шлаков, и выполните работу наиболее точно.
Резка толстого металла имеет свои особенности. Перемещать резак раньше, чем металл будет разрезан на всю толщину, нельзя. К концу процесса резки необходимо плавно уменьшить скорость продвижения и сделать угол наклона резака больше на 10-15°. Останавливаться в процессе резки не рекомендуется. Если же работа по какой-то причине была прервана, не продолжайте резать с той точки, на которой остановились. Необходимо заново начать резать и только в новом месте.
Завершив резку, сначала перекрываем режущий кислород, затем отключаем регулирующий кислород, в последнюю очередь отключаем пропан.
Поверхностная и фигурная резка

Схема поверхностной кислородной резки.
Иногда возникает необходимость прорезать металл не насквозь, а лишь создать на поверхности рельеф, прорезая на листе канавки. При этом методе резки металл будет нагреваться не только за счет пламени резака. Расплавленный шлак так же послужит источником тепла. Растекаясь, он будет подогревать нижние слои металла.
Поверхностная резка, как и обычная, начинается с того, что нужный участок прогревается до температуры воспламенения. Включив режущий кислород, вы создадите очаг горения металла, а равномерно перемещая резак, обеспечите процесс зачистки вдоль заданной линии разреза. Резак в этом случае нужно расположить под углом 70-80° к листу. При подаче режущего кислорода нужно наклонить резак, создавая угол в 17-45°.
Размеры канавки (ее глубину и ширину) регулируйте скоростью резки: увеличив скорость, уменьшаете размеры углубления и наоборот. Глубина выреза увеличится, если возрастет угол наклона мундштука, если уменьшится скорость резки и повысится давление кислорода (конечно же, режущего). Ширина канавки регулируется диаметром режущей кислородной струи. Помните, что глубина канавки должна быть меньше ее ширины примерно в 6 раз, иначе на поверхности появятся закаты.
Вырезать фигурное отверстие в металле можно следующим образом. Сначала намечаем на листе контур (при разметке окружности или фланцев следует отметить еще и центр окружности). До начала самой резки следует сделать пробивку отверстий. Начинать резку всегда необходимо с прямой линии, это поможет получить на закруглениях чистый рез. Начинать резать прямоугольник можно в любом месте, кроме углов. В самую последнюю очередь следует вырезать наружный контур. Это поможет вырезать деталь с наименьшими отклонениями от намеченных контуров.
Меры предосторожности
Резка металла газом сопряжена с некоторым риском, поэтому необходимо строго придерживаться правил безопасности. Начнем с защитной одежды, которая должна включать в себя: огнеупорный костюм и краги для рук с такой же пропиткой; маску сварщика, сделанную из негорючего пластика с наголовником; рабочую обувь с высокими бортами. Также рекомендуется надевать респиратор. Зачем дышать дымами и пылью? Все эти меры придуманы не случайно, и не стоит ими пренебрегать. Например, может возникнуть ситуация, когда толстый металл сразу не продуется, и расплавленные брызги будут попадать на вас.
В процессе работы не забывайте следить за показанием редукторов на баллонах. Помните, что нельзя приступать к резке, если на шлангах есть трещины, разрывы или стыки. Некоторые умельцы соединяют стыки трубкой из алюминия или латуни. Однако лучше не рисковать. Примите во внимание, что железные трубки использовать с этой целью нельзя категорически, так как железо может дать искру.
Самое главное, что необходимо знать при работе с газовыми резаками: пропан огнеопасен, кислород же маслоопасен. При контакте кислорода с любым маслом произойдет взрыв. Во избежание беды, не прикасайтесь к кислородному баллону в испачканных маслом рукавицах или одежде. Не оставляйте рядом промасленные тряпки.
Помните, что баллоны должны располагаться на расстоянии 10 м от рабочего места и в 5 м друг от друга. Весь газ из баллона расходовать никак нельзя.
Иногда в процессе работы возникают внештатные ситуации. Не теряйтесь. Например, если у вас во время резки слетел со штуцера или оборвался кислородный шланг, не пугайтесь. Обычно испуг возникает из-за того, что случается это неожиданно и громко. Необходимо тут же перекрыть на резаке подачу пропана, затем закрыть оба баллона. Случается, что при розжиге пламени и настройки резака неожиданно исчезает пламя, издав хлопок. Просто закрываете вентили резака и разжигаете пламя заново.
uyut-dm.ru