В чем состоит отличие процессов пайки от сварки? Чем сварка отличается от пайки
Технология пайки металла
В этом разделе Вы получите информацию по следующим темам:
Физико-химические ocновы пайки металла. Способы пайки металла.
Припои. Флюсы и газовые среды.
Оборудование для пайки металла.
Подготовка поверхности и сборка под пайку металла.
Технологический процесс пайки металла.
Пайка инструментальных сталей. Пайка металла с керамикой.
Прочность и конструирование паяных соединений.
Производственная санитария, техника безопасности и противопожарная техника пайки металла.
В разделе также приведены справочные сведения по основным способам и технологическим процессам пайки по припоям, флюсам, газовым средам, оборудованию, контрольно-измерительной и регулирующей аппаратуре, производственной санитарии и технике безопасности.
Вопросы проектирования технологического npоцесса повышения эффективности производства, прочности паяных изделий.
Пайка имеет много общего со сваркой плавлением, но между ними имеются и принципиальные различия. Если при сварке основной и присадочный металлы находятся в сварочной ванне в расплавленном состоянии, то при пайке основной металл не плавится.
Пайка - процесс соединения материалов в твердом состоянии припоями, которые при расплавлении затекают в зазор, смачивают паяемые поверхности и при кристаллизации образуют паяный шов.
Для получения спая, т. е. связи на границе основной металл - припой, наряду с нагревом необходимо обеспечить еще два основных условия: удалить с поверхности металлов окисную пленку и обеспечить условия взаимодействия твердого и жидкого металлов.
При кристаллизации вступившего во взаимодействие с паяемыми металлами более легкоплавкого связующего металла (припоя) образуется паяное соединение.
При пайке формирование шва происходит путем заполнения припоем зазора между соединяемыми деталями, т. е. процесс пайки в большинстве случаев связан с капиллярным течением, что не имеет места при сварке плавлением.
В отличие от сварки плавлением пайка может быть осуществлена при любых температурах, лежащих ниже температуры плавления основного металла. Одним из преимуществ пайки является возможность соединения в единое целое за один прием множества заготовок, составляющих изделие.
Поэтому пайка, как ни один другой способ соединения, отвечает условиям массового производства. Она позволяет соединять разнородные металлы, а также металлы со стеклом, керамикой, графитом и другими неметаллическими материалами, что невозможно или весьма трудно осуществить сваркой.
Поскольку при пайке не происходит расплавления кромок паяемых деталей, но при использовании этого способа соединения проще сохранить в процессе изготовления требуемую форму и размеры изделия.
Применяя низкотемпературную пайку, удается сохранить неизменной структуру и свойства металла соединяемых деталей. Важным преимуществом пайки является разъемность паяных соединений, что делает ее незаменимой при монтажных и ремонтных работах в радио- и приборостроении.
Наряду с этим пайка обеспечивает в ряде случаев более высокую надежность изделий, чем сварка. При применении рациональных сочетаний паяемых материалов и припоев и использовании конструкций с оптимальной площадью перекрытия надежность паяных соединений в 4 раза выше, чем сварных, для самолетов и в 20 раз выше для космических аппаратов.
www.prosvarky.ru
В чем состоит отличие процессов пайки от сварки?
В чем состоит сущность наплавки?
Какие условия кроме нагрева необходимо обеспечить для получения спая?
Как можно классифицировать пайку по сущности физико-химических процессов?
В чем состоит сущность диффузионной пайки?
Лекция № 19. Способы пайки.
Рассмотренные методы пайки могут быть осуществлены с применением различных способов пайки в зависимости от используемых источников нагрева.
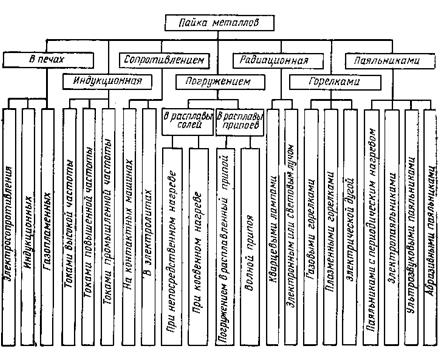
Рис 19.1 Классификация способов пайки.
1) Пайка в печах обеспечивает равномерный нагрев соединяемых деталей без заметной деформации даже при их больших габаритах и сложной конфигурации.
Для пайки применяются печи с нагревом электросопротивлением, индукционным нагревом и газопламенные печи. Пайка крупногабаритных деталей производится в камерных печах с неподвижным подом. Для массовой пайки сравнительно мелких деталей применяются печи с сеточным конвейером или роликовым подом. В этих печах для предохранения деталей от окисления и повышения качества пайки создается специальная газовая атмосфера.
Пайка в печах позволяет широко применять механизацию паяльных работ и обеспечить стабильное качество паяных соединений.
2) Индукционная пайка может производиться с нагревом детали токами высокой, повышенной и промышленной частоты. В этом случае необходимое тепло выделяется за счет тока, индуктируемого непосредственно в подлежащих пайке деталей. Различают две разновидности пайки с индукционным нагревом: стационарную и с относительным перемещением индуктора или детали.
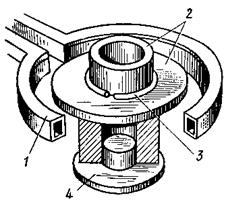
Рис. 19.2. Принципиальная схема индукционной пайки:
1 - индуктор; 2 - паяемые детали; 3 - припой; 4 - подставка
3) Пайка сопротивлением происходит за счет тепла, выделяемого при прохождении электрического тока через паяемые детали и токопроводящие элементы. При этом соединяемые детали являются частью электрической цепи. Нагрев сопротивлением осуществляется или на контактных машинах аналогичных сварочным или в электролитах. При пайке в электролитах тепловой эффект возникает за счет высокого электрического сопротивления водородной оболочки, образующейся вокруг паяемой детали (катода), погруженной в электролит.
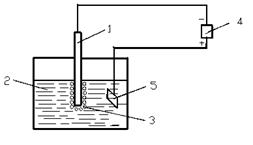
Рис. 19.3. Принципиальная схема пайки сопротивлением:
1 - паяемые детали; 2 - электролит; 3 - водородная оболочка; 4 - источник питания; 5 - анод.
4) Пайка погружением осуществляется путем нагрева деталей в ваннах с расплавами солей или припоев. При пайке в соляных ваннах нагрев может быть непосредственным или косвенным.
При пайке в соляных ваннах при непосредственном нагреве деталей, детали погружаются в расплавы солей, выполняющих роль не только источника тепла, но и флюса. Преимуществом этого способа является очень высокая скорость нагрева.
При пайке в соляных ваннах с косвенным нагревом паяемая деталь, помещенная в контейнер со спец. газовой средой или вакуумом, погружается в соляную ванну. Такой способ пайки обеспечивает несколько меньшую скорость нагрева, но качество поверхности паяемой детали получается более высокой.
При нагреве в расплавленных припоях, подготовленные к пайке детали частично или полностью погружаются в ванну с припоем. Этот способ пайки нашел широкое применение при изготовлении автомобильных и авиационных радиаторов, твердосплавного инструмента, а также в радио- и электропромышленности. Пайка в расплавленных припоях имеет две разновидности: погружением в расплавленный припой и волной припоя.
Пайка волной припоя состоит в том, что подаваемый насосом расплавленный припой образует волну над уровнем расплава. Паяемая деталь перемещается в горизонтальном направлении. В момент касания волны происходит пайка. Этот способ пайки получил большое распространение в радиоэлектронной промышленности при производстве печатного радиомонтажа.
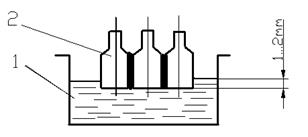
Рис. 19.4. Схема пайки погружением в расплавленный припой:
1 - припой; 2 - паяемые детали.
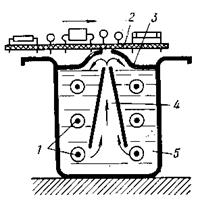
Рис. 19.5. Принципиальная схема пайки волной припоя.
1 - электронагреватель; 2 - плата; 3 - волна; 4 - сопло; 5 -припой.
5) Радиационный нагрев осуществляется за счет излучения кварцевых ламп, расфокусированного электронного луча или мощного светового потока от квантового генератора (лазера). Радиационный нагрев позволяет значительно сократить продолжительность пайки использовать точную электронную аппаратуру для регулирования температуры и времени пайки. При радиационном нагреве лучистая энергия превращается в тепловую непосредственно в материале паяемых изделий.
6) При пайке горелками местный нагрев паяемых деталей и расплавление припоя осуществляется за счет тепла, выделяющегося в газовых горелках при сгорании углеводородов, в плазменных горелках за счет тепла плазменной струи и тепла электрической дуги косвенного действия. Эти источники нагрева различны по своей природе, но применение их для пайки идентично, поэтому их можно рассматривать одновременно.
Из перечисленных способов нагрева газовые горелки обладают большей универсальностью. Применяя различные углеводороды в смеси с воздухом или кислородом можно получить необходимые для пайки металлов температуры нагрева. Питание газовых горелок горючим газом может производиться от баллонов, газовой сети или от газового генератора.
Плазменные горелки дают более высокую температуру нагрева и поэтому могут быть перспективными для пайки таких тугоплавких металлов, как W, Ta, Mo, Nb.
7) Пайка паяльниками ввиду простоты их устройства и общедоступности этого способа нашла чрезвычайно широкое применение в различных областях техники. При этом способе пайки нагрев основного металла и расплавление припоя осуществляются за счет тепла, аккумулированного в массе металла паяльника, который перед пайкой или в процессе пайки нагревается.
Паяльники можно разделить на 4 группы:
1) с периодическим нагревом;
2) с электронагревом;
3) ультразвуковые;
4) абразивные.
Паяльники с периодическим нагревом и электронагревом нашли наибольшее распространение для флюсовой пайки черных и цветных металлов при температурах ниже 300-350 0С.
В ультразвуковых паяльниках колебания ультразвуковой частоты используются для разрушения окисной пленки на поверхности паяемого металла под слоем расплавленного припоя. Паяльники для ультразвуковой пайки могут быть и без подогревателя. В последнем случае для расплавленного припоя используется посторонний источник нагрева. Основное преимущество ультразвуковых паяльников - возможность без флюсовой пайки. Это нашло применение главным образом для пайки алюминия легкоплавкими припоями.
Абразивные паяльники, как и ультразвуковые применяются для обслуживания алюминия и алюминиевых сплавов без применения флюсов. Окисная пленка при пайке удаляется за счет простого трения паяльником по обслуживаемой поверхности. Основным достоинством этих паяльников по сравнению с ультразвуковыми является возможность лужения и пайки алюминия и алюминиевых сплавов без применения дорогостоящего оборудования.
Контрольные вопросы:
Читайте также:
lektsia.com
Пайка и наплавкаОтличие пайки от сварки состоит в том, что в момент сварки плавятся соединяемые концы деталей (изделий), а при пайке расплавляется только припой. В пайке делаются преимущественно швы внахлестку, что приводит к увеличению расхода металла. Прочность соединения зависит от величины нахлеста. Выделяют два вида пайки: низкотемпературную (используется припой с температурой плавления ниже 550 °С) и высокотемпературную (температура плавления припоя выше 550 °С). В первом случае работа осуществляется электропаяльниками и газовоздушными горелками во втором — горелками, работающими на смеси ацетилена с бутаном или пропана с кислородом. Низкотемпературная пайка предполагает использование оловянисто-свинцовых припоев, высокотемпературная — медно-фосфористых (для меди, латуни, бронзы), медно-цинковых (для никеля, стали, чугуна) и серебряных (для черных и цветных металлов, кроме алюминия и цинка). В любой пайке применяются флюсы (канифоль, флюсы с хлоридами металлов, флюсы на основе буры, с щелочными металлами, порошкообразные и др.).Процесс пайки состоит из следующих этапов: предварительная очистка деталей, их лужение, соединение деталей (между ними должно быть расстояние 1-2 мм), обработка флюсом, пайка. Соединенные детали должны остывать естественным путем. Газопорошковая наплавка предусматривает подачу порошкового сплава (хромбороникелевые порошки с добавками кремния) через газокислородное пламя сразу в место наплавки. Данный способ позволяет восстанавливать первоначальные размеры деталей и увеличивает их износостойкость. При этом используются специальные горелки. Сначала детали тщательно очищаются и прогреваются. Затем происходит напыление тонкого слоя порошка, и участок снова прогревается до «схватывания» порошка с деталью. После этого горелка отводится в сторону, и в пламя подается порошок. Толщина напыленного слоя не должна превышать 1 мм. Газопламенная наплавка — еще один способ, позволяющий регулировать нагрев основного и присадочного металла. Используется она для наплавки черных металлов, латуни и твердых сплавов на чугун и сталь. Наплавка может быть много-и однослойной. Толщина наплавленного слоя зависит от угла наклона детали: при угле наклона 7° получается тонкий слой; если угол увеличивать до 15°, то станет больше и слой. Толщина слоя не должна превышать 2-3 мм (в отдельных случаях она достигает 4-8 мм). Горелку в процессе наплавки нужно располагать под углом 70° вправо, а присадку — под углом 40° влево. Пруток должен постоянно быть в зоне пламени. Нельзя допускать касания пламенем расплавленного металла, иначе это приведет к появлению пор в наплавляемом металле. Читать далее:Сварочные флюсыСварочные электродыОбщие сведения о сварке арматурыПротивопожарные мероприятия при сваркеБезопасность труда при сварке технологических трубопроводовБезопасность труда при сварке строительных металлических и железобетонных конструкцийЗащита от поражения электрическим током при сваркеТехника безопасности и производственная санитария при сваркеУправление качеством сваркиСтатистический метод контроля |
stroy-server.ru
О разнице между пайкой и сваркой — Пайка и сварка в Санкт-Петербурге
Очень часто путают эти два понятия, что является грубой ошибкой.На самом деле это абсолютно разные технологии, а зачастую, и взаимоисключающие.Для каждой работы и каждого соединения, выбирается своя технология.Но обо всём по порядку.
Сначала о принципе сварки:
Видов сварок очень много, но самый распространённый среди них -это сварка плавлением.Основными источниками теплоты, при сварке плавлением, являются сварочная дуга, газовое пламя, лучевые источники энергии и «джоулево тепло». В этом случае расплавы соединяемых металлов и присадочный металл (электрод/пруток) объединяются в общую сварочную ванну, а при охлаждении происходит кристаллизация расплава в литой сварочный шов.
О пайке:
На практике, очень часто, все операции, где необходимо термическое соединение металлов, приписывают сварке, что совершено не правильно. Зачастую пайка оказывается обделена вниманием и фактически не рассматривается всерьёз. Видимо многим сразу вспоминается банальная пайка электропроводов. Но, на самом деле, направление пайки намного обширнее и делится на несколько типов.
Пайка — технологическая операция, применяемая для получения неразъёмного соединения деталей из одинаковых или различных материалов, путём введения между этими деталями, расплавленного металла (припоя), имеющего более низкую температуру плавления, чем материал соединяемых деталей.Спаиваемые элементы деталей, а также припой и флюс вводятся в соприкосновение и подвергаются нагреву с температурой выше температуры плавления припоя, но ниже температуры плавления спаиваемых деталей. В результате припой переходит в жидкое состояние и смачивает поверхности деталей. После этого нагрев прекращается, и припой переходит в твёрдую фазу, образуя соединение.Пайка делиться на низкотемпературную, около 200 градусов и высокотемпературную, где используются твёрдые припои и температуры от 300 до 850 градусов.Низкотемпературную пайку проводят мягкими оловянными припоями, они менее прочные и больше подвержены коррозии, но используются они там, где их свойств с лихвой хватает. Так обычно паяют провода и радиодетали при помощи паяльника.Для высокотемпературной пайки, применяют твёрдые припои, состоящие из различных пропорций таких металлов как медь, цинк, свинец, а зачастую и содержащими серебро. Такая пайка применяется на высоконагруженных узлах, где требуется прочность и долговечность, а так же герметичность — это климатическое оборудование, работающее под давлением, в агрессивных средах, а также электротехническое и многое другое.
Отдельно хотелось бы отметить про ещё одно распространённое заблуждение, о том, что соединение пайкой имеет меньшую прочность по сравнению со сварным — это не так, прочность зависит от конкретной детали и ситуации, и зачастую пайка оказывается более стойкой к нагрузкам.
Если максимально упростить всё вышесказанное, то при пайке, металл соединяемых деталий не плавиться, а только нагревается до высокой температуры, Поэтому, металлы могут быть разными. Их связывает третий металл-припой. При сварке же плавится как металл деталей, так и присадочный металл, перемешиваясь и образуя единое целое — сварочный шов. И поэтому, состав металлов должен быть одинаковым или же очень близким.
payka-svarka.ru
В чем состоит отличие процессов пайки от сварки?
В чем состоит сущность наплавки?
Какие условия кроме нагрева необходимо обеспечить для получения спая?
Как можно классифицировать пайку по сущности физико-химических процессов?
В чем состоит сущность диффузионной пайки?
Лекция № 19. Способы пайки.
Рассмотренные методы пайки могут быть осуществлены с применением различных способов пайки в зависимости от используемых источников нагрева.
Рис 19.1 Классификация способов пайки.
1) Пайка в печах обеспечивает равномерный нагрев соединяемых деталей без заметной деформации даже при их больших габаритах и сложной конфигурации.
Для пайки применяются печи с нагревом электросопротивлением, индукционным нагревом и газопламенные печи. Пайка крупногабаритных деталей производится в камерных печах с неподвижным подом. Для массовой пайки сравнительно мелких деталей применяются печи с сеточным конвейером или роликовым подом. В этих печах для предохранения деталей от окисления и повышения качества пайки создается специальная газовая атмосфера.
Пайка в печах позволяет широко применять механизацию паяльных работ и обеспечить стабильное качество паяных соединений.
2) Индукционная пайка может производиться с нагревом детали токами высокой, повышенной и промышленной частоты. В этом случае необходимое тепло выделяется за счет тока, индуктируемого непосредственно в подлежащих пайке деталей. Различают две разновидности пайки с индукционным нагревом: стационарную и с относительным перемещением индуктора или детали.
Рис. 19.2. Принципиальная схема индукционной пайки:
1 - индуктор; 2 - паяемые детали; 3 - припой; 4 - подставка
3) Пайка сопротивлением происходит за счет тепла, выделяемого при прохождении электрического тока через паяемые детали и токопроводящие элементы. При этом соединяемые детали являются частью электрической цепи. Нагрев сопротивлением осуществляется или на контактных машинах аналогичных сварочным или в электролитах. При пайке в электролитах тепловой эффект возникает за счет высокого электрического сопротивления водородной оболочки, образующейся вокруг паяемой детали (катода), погруженной в электролит.
Рис. 19.3. Принципиальная схема пайки сопротивлением:
1 - паяемые детали; 2 - электролит; 3 - водородная оболочка; 4 - источник питания; 5 - анод.
4) Пайка погружением осуществляется путем нагрева деталей в ваннах с расплавами солей или припоев. При пайке в соляных ваннах нагрев может быть непосредственным или косвенным.
При пайке в соляных ваннах при непосредственном нагреве деталей, детали погружаются в расплавы солей, выполняющих роль не только источника тепла, но и флюса. Преимуществом этого способа является очень высокая скорость нагрева.
При пайке в соляных ваннах с косвенным нагревом паяемая деталь, помещенная в контейнер со спец. газовой средой или вакуумом, погружается в соляную ванну. Такой способ пайки обеспечивает несколько меньшую скорость нагрева, но качество поверхности паяемой детали получается более высокой.
При нагреве в расплавленных припоях, подготовленные к пайке детали частично или полностью погружаются в ванну с припоем. Этот способ пайки нашел широкое применение при изготовлении автомобильных и авиационных радиаторов, твердосплавного инструмента, а также в радио- и электропромышленности. Пайка в расплавленных припоях имеет две разновидности: погружением в расплавленный припой и волной припоя.
Пайка волной припоя состоит в том, что подаваемый насосом расплавленный припой образует волну над уровнем расплава. Паяемая деталь перемещается в горизонтальном направлении. В момент касания волны происходит пайка. Этот способ пайки получил большое распространение в радиоэлектронной промышленности при производстве печатного радиомонтажа.
Рис. 19.4. Схема пайки погружением в расплавленный припой:
1 - припой; 2 - паяемые детали.
Рис. 19.5. Принципиальная схема пайки волной припоя.
1 - электронагреватель; 2 - плата; 3 - волна; 4 - сопло; 5 -припой.
5) Радиационный нагрев осуществляется за счет излучения кварцевых ламп, расфокусированного электронного луча или мощного светового потока от квантового генератора (лазера). Радиационный нагрев позволяет значительно сократить продолжительность пайки использовать точную электронную аппаратуру для регулирования температуры и времени пайки. При радиационном нагреве лучистая энергия превращается в тепловую непосредственно в материале паяемых изделий.
6) При пайке горелками местный нагрев паяемых деталей и расплавление припоя осуществляется за счет тепла, выделяющегося в газовых горелках при сгорании углеводородов, в плазменных горелках за счет тепла плазменной струи и тепла электрической дуги косвенного действия. Эти источники нагрева различны по своей природе, но применение их для пайки идентично, поэтому их можно рассматривать одновременно.
Из перечисленных способов нагрева газовые горелки обладают большей универсальностью. Применяя различные углеводороды в смеси с воздухом или кислородом можно получить необходимые для пайки металлов температуры нагрева. Питание газовых горелок горючим газом может производиться от баллонов, газовой сети или от газового генератора.
Плазменные горелки дают более высокую температуру нагрева и поэтому могут быть перспективными для пайки таких тугоплавких металлов, как W, Ta, Mo, Nb.
7) Пайка паяльниками ввиду простоты их устройства и общедоступности этого способа нашла чрезвычайно широкое применение в различных областях техники. При этом способе пайки нагрев основного металла и расплавление припоя осуществляются за счет тепла, аккумулированного в массе металла паяльника, который перед пайкой или в процессе пайки нагревается.
Паяльники можно разделить на 4 группы:
1) с периодическим нагревом;
2) с электронагревом;
3) ультразвуковые;
4) абразивные.
Паяльники с периодическим нагревом и электронагревом нашли наибольшее распространение для флюсовой пайки черных и цветных металлов при температурах ниже 300-350 0С.
В ультразвуковых паяльниках колебания ультразвуковой частоты используются для разрушения окисной пленки на поверхности паяемого металла под слоем расплавленного припоя. Паяльники для ультразвуковой пайки могут быть и без подогревателя. В последнем случае для расплавленного припоя используется посторонний источник нагрева. Основное преимущество ультразвуковых паяльников - возможность без флюсовой пайки. Это нашло применение главным образом для пайки алюминия легкоплавкими припоями.
Абразивные паяльники, как и ультразвуковые применяются для обслуживания алюминия и алюминиевых сплавов без применения флюсов. Окисная пленка при пайке удаляется за счет простого трения паяльником по обслуживаемой поверхности. Основным достоинством этих паяльников по сравнению с ультразвуковыми является возможность лужения и пайки алюминия и алюминиевых сплавов без применения дорогостоящего оборудования.
Контрольные вопросы:
Читайте также:
lektsia.info
сварка пайка — Чем отличается пайка от сварки? — 22 ответа
чем сварка отличается от пайки
В разделе Техника на вопрос Чем отличается пайка от сварки? заданный автором Ёергей лучший ответ это при пайке детали соединяются металлом с температурой плавления намного меньше чем металлы деталей, при сварке происходит расплавление краев деталей и они соединяются металлом, схожим по температуре плавления.
Ответ от 2 ответа[гуру]Привет! Вот подборка тем с ответами на Ваш вопрос: Чем отличается пайка от сварки?
Ответ от Кирилл Грибков[гуру]ничем, в обоих случаях плавят металл, но только:при сварке плавится наприме две трубы и сплавляются между собой под действием больщих токов.при пайке два отрезка трубы покрывается сверху слоем плавленного металла, герметизируя шов.вот и вся разница
Ответ от Elmir Boyko[гуру]Сварка-это когда два металла плавятся и соединяются в месте расплава, а при пайке они соединяются только за счет ввода между ними расплавленного металла с более низкой температурой плавления-происходит как бы склеивание деталей.
Ответ от Машуня[гуру]два абсолютно разных процесса.припаювают-пропаювают металы не перемешиваются, быстрее можно назвать процесс склеиванием. да и температура на много ниже чем при сварке.при сварке происходит расплав метала как соединяющихся элементов так сварочного. все это премешивается, плавится-вариться .
Ответ от Castiel.[новичек]на пайке спайвают на варке сваривают))
Ответ от Владимир Лаптев[гуру]Температурой проходящих химических процессов.
Ответ от Јестьдесят Четыре[гуру]При пайке между скрепляемыми деталями вводят материал имеющий более низкую температуру плавления (припой) . А при сварке, расплавляются сами скрепляемые детали
Ответ от Zevs[новичек]Сварка - использование материала, индентичного варимого объекта.Пайка - использование инородного (другого) материала для спаивания объекта.Читайте книжки.
Ответ от Анна[новичек]ааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааафыыыыыыыыыыыыыыыыыыывпаавпавппкапаврпгашгаааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггг
Ответ от 2 ответа[гуру]Привет! Вот еще темы с нужными ответами:
Ответить на вопрос:
22oa.ru
Газопламенная пайка - Cварочные работы
Газопламенная пайка
Газопламенная пайка отличается от сварки тем, что при пайке расплавляется только припой, тогда как при сварке плавятся соединяемые кромки металла. При этом температура плавления припоя значительно меньше, чем у соединяемого металла.
Нужно заметить, что при пайке происходит довольно большой расход металла, а отдельные виды припоев очень дороги. Кроме этого, часто пайка предполагает применение швов внахлестку. Ввиду этих причин пайка не так широко распространена, как сварка. Однако при некоторых видах работ она незаменима (пайка электро- и радиоаппаратуры, печатных схем точных приборов, внутренних швов пищевой и медицинской аппаратуры и др.).
В паяльных работах используются низкотемпературные и высокотемпературные пайки.
Низкотемпературная пайка осуществляется с использовавшем припоев с температурой плавления ниже 550 °С, а высокотемпературная предусматривает применение припоев с температурой плавления свыше 550 С. Низкотемпературную пайку можно осуществлять электрическими паяльниками или газово-душными горелками, а высокотемпературную — горелками, которые работают на кислородно-пропановой или ацетилен-бута-новой смеси. При пайке крупногабаритных изделий можно применять многопламенные горелки.
Выбор того или иного вида припоя будет зависеть от вида паяемого металла и, конечно, от вида пайки. Для низкотемпературной пайки используются оловянисто-цинковые и оловянисто-свинцовые припои, причем последние получили довольно широкое распространение. Для высокотемпературной пайки применяются серебряные, медно-цинковые и медно-фосфористые припои. Самую широкую область применения имеют серебряные припои, которые дают высокое качество пайки почти всех черных и цветных металлов (за исключением цинка и алюминия). Медно-цинковые припои находят применение для пайки никеля, стали и чугуна, хотя их можно использовать и для паяния металлов медной группы. Медно-фосфористые припои применяются только при пайке меди и ее сплавов (латунь, бронза). Эти припои характеризуются тем, что при пайке меди вообще не требуют флюса, но они довольно хрупкие и поэтому их нельзя применять в конструкциях, которые подвергаются механическим нагрузкам.
Применение флюсов при пайке необходимо практически всегда, так как они растворяют образующиеся при пайке оксиды, улучшают смачивание припоем металла, а также препятствуют окислению металла и припоя.
При низкотемпературной пайке наиболее часто используется такой флюс, как канифоль. Хлористый цинк, хлористый аммоний, фтористый натрий применяются реже.
Высокотемпературная пайка цветных и черных металлов предполагает использование флюсов чаще всего на основе буры. В случае повышения рабочей температуры пайки (когда применяются более тугоплавкие припои) иногда добавляется борная кислота. Комплекс солей, состоящий из хлоридов щелочных и щелочно-земельных металлов, используется при пайке магниевых и алюминиевых сплавов. Во флюс вводится хлористый цинк, фтористый калий и другие соединения щелочных металлов тогда, когда необходимо выполнить работу легкоплавким припоем.
Следует заметить, что при газопламенной пайке лучше всего применять флюсы в виде порошка или паст.
Особенности паяных швов. При пайке, как уже указывалось выше, используются в основном нахлесточные швы, прочность соединения которых тесно связана с величиной нахлеста. Однако при паяльных работах применяются еще стыковые, втулочные, специальные швы, а также швы с отбортовкой (рис. 136).
Нужно запомнить, что для улучшения надежности стыкового соединения его площадь можно увеличить путем выполнения косого или зубчатого стыка. Конечно, такая конструкция паяного шва потребует специальной и точной механической обработки, но она хорошо оправдывает себя, например, при пайке полотен циркулярных и ленточных пил.
Пайка различных трубчатых конструкций применяется весьма широко.
Трубчатые соединения типов 1 и 2 возможны в том случае, когда допускается увеличение наружного диаметра трубы, а соединения типов 3 и 4 — когда нужно сохранить точный диаметр трубы. При пайке величину зазора между деталями необходимо сделать наименьшей. Это нужно для улучшения заполнения зазора припоем под воздействием капиллярных сил.
Тавровый тип соединения используется при пайке относительно редко.
Читать далее:Сварочные флюсыСварочные электродыОбщие сведения о сварке арматурыПротивопожарные мероприятия при сваркеБезопасность труда при сварке технологических трубопроводовБезопасность труда при сварке строительных металлических и железобетонных конструкцийЗащита от поражения электрическим током при сваркеТехника безопасности и производственная санитария при сваркеУправление качеством сваркиСтатистический метод контроля
stroy-server.ru