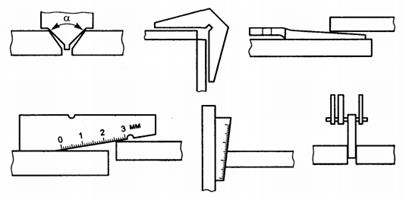
Определение сварочной дуги, ее строение, условия зажигания и горения. Температура сварочной дуги
описание, длина дуги и условия ее появления
Сама по себе сварочная дуга - это электрический разряд, который существует достаточно долго. Находится он между электродов под напряжением, расположенных в смеси газов и паров. Основные характеристики сварочной дуги - температура и довольно высокая, а также большая плотность тока.
Общее описание
Возникает дуга между электродом и металлической заготовкой, с которой ведется работа. Образование данного разряда возникает из-за того, что происходит электрический пробой воздушного промежутка. Когда возникает такой эффект, происходит ионизация молекул газа, повышается не только его температура, но и электропроводность, сам газ переходит в состояние плазмы. Сварочный процесс, а точнее горение дуги, сопровождается такими эффектами, как выделение большого количества тепла и световой энергии. Именно из-за резкого изменения этих двух параметров в сторону их большого увеличения происходит процесс плавления металла, так как в локальном месте температура увеличивается в несколько раз. Совокупность всех этих действий и называется сваркой.

Свойства дуги
Для того чтобы появилась дуга, необходимо кратковременно прикоснуться электродом к заготовке, с которой нужно работать. Таким образом происходит короткое замыкание, вследствие которого появляется сварочная дуга, температура ее довольно быстро растет. После касания необходимо разорвать контакт и установить воздушный зазор. Так можно подобрать необходимую длину дуги для дальнейшей работы.
Если разряд получится слишком коротким, то, возможно, что электрод прилипнет к обрабатываемому материалу. В этому случае плавка металла будет проходить слишком быстро, а это вызовет образование наплывов, что крайне нежелательно. Что касается характеристик слишком длинной дуги, то она неустойчива в плане горения. Температура сварочной дуги в зоне сварки в таком случае также не будет достигать требуемого значения. Довольно часто можно увидеть кривую дугу, а также сильную неустойчивость, когда работа проводится сварочным агрегатом промышленного назначения, особенно если ведется работа с деталями, имеющими большие габариты. Это часто называют магнитным дутьем.

Магнитное дутье
Суть такого метода состоит в том, что сварочный ток дуги способен создать небольшое магнитное поле, которое вполне может вступить во взаимодействие с магнитным полем, которое создается током, протекающим сквозь обрабатываемый элемент. Другими словами, отклонение дуги происходит за счет того, что появляются некоторые магнитные силы. Этот процесс называется дутьем потому, что отклонение дуги со стороны выглядит так, будто оно происходит из-за сильного ветра. Реальных способов избавиться от этого явления нет. Для того чтобы минимизировать влияние этого эффекта, можно пользоваться укороченной дугой, а сам электрод должен быть расположен под определенным углом.

Структура дуги
В настоящее время сварка - это процесс, который разобран достаточно детально. Благодаря этому известно, что существует три области горения дуги. Те участки, которые прилегают к аноду и катоду, соответственно анодный и катодный участок. Естественно, что температура сварочной дуги при ручной дуговой сварке также будет отличаться в этих зонах. Существует третий участок, который находится между анодным и катодным. Это место принято называть столбом дуги. Температура, необходимая для плавления стали, примерно 1300-1500 градусов по Цельсию. Температура столба сварочной дуги может достигать 7000 градусов по Цельсию. Хотя здесь справедливо будет отметить, что она не полностью передается на металл, однако и того значения хватает, чтобы успешно плавить материал.
Есть несколько условий, которые необходимо создать, чтобы обеспечить стабильную дугу. Необходим стабильный ток с силой около 10 А. При таком значении можно поддерживать стабильную дугу с напряжением от 15 до 40 В. Стоит отметить, что значение тока в 10 А минимальное, максимальное может достигать 1000 А. Распределение напряжения по участкам неравномерно и больше всего оно в анодном и катодном. Падение напряжение также происходит в дуговом разряде. После проведения определенных экспериментов было установлено, что, если проводить сварку плавящимся электродом, то наибольшее падение будет в катодной зоне. В таком случае распределение температуры в сварочной дуге также меняется, и наибольший градиент приходится на этот же участок.
Зная эти особенности, становится понятно, почему важно правильно выбирать полярность при сварке. Если соединить электрод с катодом, то можно достичь наибольшего значения температуры сварочной дуги.

Температурная зона
Несмотря на то, каким именно электродом проводится сварка, плавящимся или же неплавящимся, максимальный показатель температуры будет именно у столба сварочной дуги, от 5000 до 7000 градусов по Цельсию.
Область с наименее низкой температурой сварочной дуги смещается в одну из его зон, анодную или же катодную. На этих участках наблюдается от 60 до 70 % от максимального значения температуры.

Сварка переменным током
Все описанное выше касалось процедуры проведения сварки с постоянным током. Однако для этих целей можно использовать и переменный ток. Что касается отрицательных сторон, то здесь заметно ухудшение устойчивости, а также частые скачки температуры горения сварочной дуги. Из преимуществ выделяется то, что можно использовать более простое, а значит более дешевое оборудование. Кроме того, при наличии переменной составляющей практически пропадает такой эффект, как магнитное дутье. Последнее отличие - это отсутствие необходимости в выборе полярности, так как при переменном токе смена происходит автоматически с частотой около 50 раз за секунду.
Можно добавить, что при использовании ручного оборудования, кроме высокой температуры сварочной дуги при ручном дуговом методе, будет происходить излучение инфракрасных и ультрафиолетовых волн. В данном случае их испускает разряд. Это требует максимальных средств защиты для работника.

Среда горения дуги
На сегодняшний день существует несколько разных технологий, которые можно использовать во время сварки. Все они отличаются своими свойствами, параметрами и температурой сварочной дуги. Какие существуют методы?
- Открытый способ. В данном случае горение разряда осуществляется в атмосфере.
- Закрытый способ. Во время горения образуется достаточно высокая температура, вызывая сильное выделение газов, из-за сгорания флюса. Этот флюс содержится в обмазке, которая используется для обработки сварочных деталей.
- Способ с применением защитных летучих веществ. В данном случае к зоне сварки подается газ, который представлен обычно в виде аргона, гелия или же углекислого газа.
Наличие такого способа оправдано тем, что он помогает избежать активного окисления материала, которое может возникать во время сварки, когда на металл воздействует кислород. Стоит добавить, что в некоторой мере распределение температуры в сварочной дуге идет таким образом, что в центральной части создается максимальное значение, создающее небольшой собственный микроклимат. В данном случае образуется небольшая область с повышенным значением давления. Такая область способна в некотором роде препятствовать поступлению воздуха.
Использование флюса позволяет избавляться от кислорода в области действия сварки еще эффективнее. Если использовать при защите газы, то данный дефект удается устранить практически полностью.

Классификация по продолжительности
Существует классификация сварочных дуговых разрядов по их продолжительности. Некоторые процессы осуществляются, когда дуга находится в таком режиме, как импульсный. Такие устройства проводят сварку короткими вспышками. На короткий промежуток времени, пока происходит вспыхивание, температура сварочной дуги успевает возрасти до такого значения, которого хватит, чтобы произвести локальную плавку металла. Сварка происходит очень точечно и только в том месте, где происходит касание устройства заготовки.
Однако подавляющее большинство сварочных приборов использует сварочную дугу продолжительного действия. В течение такого процесса осуществляется непрерывное перемещение электрода вдоль тех кромок, которые нужно соединить.
Есть области, которые называются сварочными ваннами. В таких участках температура дуги значительно повышена, и он следует за электродом. После того как электрод проходит участок, сварочная ванна уходит вслед за ним, из-за чего участок начинает довольно быстро охлаждаться. При охлаждении происходит процесс, который называют кристаллизацией. Вследствие этого и возникает сварочный шов.
Температура столба
Чуть более детально стоит разобрать столб дуги и его температуру. Дело в том, что этот параметр значительно зависит от нескольких параметров. Во-первых, сильно влияет материал, из которого создан электрод. Состав газа в дуге также играет важную роль. Во-вторых, существенное влияние оказывает и величина тока, так как при ее увеличении, к примеру, будет расти и температура дуги, и наоборот. В-третьих, тип электродного покрытия, а также полярность довольно важны.
Эластичность дуги
Во время сварки необходимо очень пристально следить за длиной дуги еще и потому, что от нее зависит такой параметр, как эластичность. Чтобы в результате получить качественный и прочный сварной шов, необходимо чтобы дуга горела стабильно и бесперебойно. Эластичность сварной дуги и является характеристикой, описывающей бесперебойность горения. Достаточная эластичность просматривается в том случае, если удается сохранить устойчивость процесса сварки при увеличении длины самой дуги. Эластичность сварочной дуги прямо пропорционально зависит от такой характеристики, как сила тока, использующаяся для проведения сварки.
fb.ru
Температура сварки дуговой, плазменной, в инертной газовой среде
Сегодня нет ни одной отрасли промышленности или хозяйствования, в которой не применялась бы сварка. Самым старым, но до сих пор самым востребованным остается ручная дуговая сварка, которая осуществляется при помощи электрода, сделанного из металла. Температура сварки такого типа может колебаться от 6000 до 12000 градусов. С ее помощью можно сваривать элементы в помещении и на открытом воздухе, добираться в труднодоступные места.

Классификация основных видов сварки.
Механизм сваривания заключается в том, что металл разогревается под действием газа, давления либо тока до начала плавления. Расплавленные кромки перемешиваются с таким же электродом, а потом остывают и твердеют, создавая качественный (или некачественный) шов.
Но как выбрать температуру для конкретного случая? Нужно просто вспомнить школьные знания. В старших классах на уроках химии школьники узнают, что каждый металл имеет собственную температуру плавления. Рассуждая логично, можно сделать вывод, что и температура для их сварки должна быть разной. Это подтверждает практика. Алюминий коробится, если его сваривать при температуре, необходимой чугуну, а температура, необходимая для сварки чугуна, абсолютно не подходит для стальных конструкций и элементов.
По этим причинам перед сварочными работами нужно сначала изучить особенности материала, с которым придется контактировать, выбрать подходящий вид сварки.
Температура и особенности дуговой сварки

Рисунок 1. Схема ручной дуговой сварки.
Электродуговая сварка — самый распространенный процесс, предназначенный для получения цельных деталей, неразъемных на уровне атомных связей. Именно электродуговая сварка позволяет достичь максимально высоких температурных показателей. Минимальный нагрев составляет не меньше 6 тысяч градусов, но при необходимости при помощи электрической дуги можно разогреть стык металла и электрода до 12 тысяч градусов.
Электрическая дуга получила свое название из-за внешнего вида. При сварке в газовой среде образуется электроразряд, который характеризуется высокой плотностью тока, температурой и газовым давлением. Нагретый газ начинает светиться и изгибаться, образуя известную сварщикам дугу, которая горит между краем свариваемого металла и электродом. На рис.1 наглядно показан процесс, который имеет место при дуговой сварке.
Когда между деталью и электродом возникает раскаленная дуга, они начинают расплавляться, образуя сварочную ванну. Через дугу в эту ванну попадает расплавленный металл с электрода. Покрытие, плавящееся одновременно с электродом, образует шлак на поверхности горячего металла и газовую среду вокруг дуги. По мере того как сварщик продвигает дугу вперед, металл затвердевает, образуя сварочный шов, покрытый коркой из шлака. После остывания шва она ликвидируется.
Чаще всего электродуговая сварка применяется для соединения очень толстых деталей или элементов, выполненных из углеродистых сталей, имеющих высокую тугоплавкость.
Сварка в газовой среде

Рисунок 2. Схема сварки в инертном газе.
Наиболее известное название такой сварки — аргонно-дуговая, или АДС. Однако это не точное название, потому что для создания инертной газовой среды может использоваться не только аргон, но и азот, гелий, различные газовые смеси. Сварка в газовой среде проводится при помощи неплавящегося электрода и используется там, где требуется температура, не превышающая 6 тысяч градусов.
Неплавящиеся электроды изготавливают из вольфрама. Сварка с его применением в инертной аргоновой или гелиевой среде позволяет разогревать металл при помощи тепла. Оно выделяется, когда между разогретым металлом и неплавящимся электродом загорается электродуга. Инертный газ не просто предохраняет стык от любого окисления, но и полностью изгоняет кислород из сварного шва, поэтому последний образуется только из металлических расплавленных кромок.
Иногда, чтобы уплотнить шов, используют присадочную проволоку из материала, идентичного свариваемому элементу, которую вручную подводят к месту сварки. На рис.2 показан механизм работы с неплавящимся электродом.
Вольфрам закрепляется в специальной горелке с токопроводящим устройством, к ней при помощи шлангов подводится газ и провод, по которому течет ток. Струя инертного газа, выделяющегося из сопки, одновременно защищает от окисления или попадания азота и сварочную ванну, и шов, и электрод, и дугу.
Преимущество такой сварки заключается в том, что с ее помощью можно на атомном уровне соединять большое количество однородных металлов (например, золото, бронзу, титан, любые магниевые сплавы). Технология также позволяет сваривать разные металлы, например низкоуглеродную и нержавеющую сталь, медь и бронзу и т.п.
Плазменная сварка

Схема плазменной сварки открытой и закрытой плазменной струей.
Если требуется получить температуру свыше 30 тысяч градусов, используют плазменную сварку.
В этом случае на поверхность металла подается не инертный, а ионизированный газ, который состоит из незаряженных атомов и молекул, заряженных электронов и ионов.
Плазменная дуга от обычной отличается по многим параметрам:
- Дуга имеет форму цилиндра, а не конуса и значительно меньший диаметр.
- Плазменная дуга имеет значительно более высокую температуру.
- Ее давление на металл в 6-10 раз выше, чем у обычной дуги.
- Плазменный процесс может поддерживаться на токах 0,2-30 А.
Плазма является более универсальным источником тепла, необходимого для нагрева. Она позволяет проплавлять металл на большую глубину, одновременно обеспечивая меньший диаметр проплавления.
Цилиндрообразная форма дуги позволяет работать в максимально труднодоступных местах или там, где колеблется расстояние между горелкой и деталью.
Процесс плазменной сварки заключается в том, что в дугу принудительно вдувают ионизированный газ. При помощи плазмотрона дуга сжимается, увеличивается ее мощность, а температура может достигнуть 30 тысяч градусов.
Самый распространенный вид плазменной сварки — микроплазменный. Такой метод позволяет соединять тонкостенные трубы, фольгу и т.п. не прожигая их, но добиваясь глубокого соединения.
Другие виды сварки

Таблица температур при сварке.
- Варить металл можно не только снаружи, но и внутри сварочной камеры. Так. при диффузной сварке у элементов, которые нужно соединить, зачищают кромки, а сами детали помещают в камеру с заранее заданным давлением. Кромки разогреваются до 600-700°C, детали сдавливаются и свариваются. Такой метод лег в основу соединения пропиленовых изделий. При сварке полипропилена обычно достаточно 260°C.
- При электрошлаковой сварке температуры в сварочной ванне могут достигать 1700°C, поэтому она не подходит для соединения деталей из тугоплавких металлов. Механизм работы заключается в том, что ток подогревает и поддерживает на одном уровне температуру в шлаковой ванне, в которой расплавляются металлические кромки. Если температура в ванне ниже, чем точка плавления рабочего металла, то процесс становится невозможным.
- Электронно-лучевая сварка, при которой для нагрева используют пучок электронов, позволяет получать температуру около 6 тысяч градусов.
- В ультразвуковой сварке температура зависит от самого металла. На его концы воздействуют ультразвуковыми волнами, от микроколебаний кромки раскаляются и начинают плавиться, а потом свариваются. Процесс для разных металлов происходит при разных температурах. Так, для меди необходимо достичь 500°C, а для алюминия достаточно 400°C.
- Холодная сварка не нуждается в разогреве деталей, но не может проводиться при температуре окружающего воздуха ниже +5°C. Это не сварочный процесс, а процесс образования клея из двух составляющих.
- Лазерная сварка позволяет получить температуру в 25 тысяч градусов. Для соединения деталей на кромки направляют лазерный луч и подносят специальную присадку. Метод позволяет сваривать самые тугоплавкие металлы.
Для получения качественного шва мало знать температуру плавления нужного металла и температуру самой сварки. Необходимо учитывать температуру окружающей среды и тщательно подготовить детали, предназначенные для сварки.
moyasvarka.ru
Сварочная дуга | Сварочные работы
Источниками энергии при сварке плавлением элементов строительных металлоконструкций могут служить газовое пламя или электрическая дуга.
Температура газового пламени в зависимости от характера горючего газа и среды, в которой он сгорает, может составлять от 700 до 3500 °С (в ядре пламени) (рис. 2).
Рис. 2. Распределение температуры газового пламени а — ацетилено-кислородное пламя; б — пропан-бутан-кислородное пламяПри изготовлении стальных строительных конструкций для сварки и термической резки (в качестве подогревающего пламени) можно использовать тепло, выделяющееся при сгорании смеси пропан-бутана или ацетилена с кислородом. Максимальная температура такого пламени достигает 3000—3500 °С, но низкая сосредоточенность выделяемого тепла, отрицательно влияющая на производительность процесса, и высокая площадь нагрева металла в зоне сварки, влияющая на величину внутренних напряжений в конструкциях и на величину их деформаций, а также необходимость обеспечения поста горючими газами и кислородом, горелками и шлангами, редукторами и предохранителями, невозможность автоматизации или механизации процесса привели к тому, что газовая сварка при изготовлении строительных конструкций не применяется и основным способом сварки металлоконструкций признана дуговая сварка плавящимся электродом.
Источником тепла при дуговой сварке является сварочная дуга, устойчивый электрический разряд в сильно ионизированной смеси газов и паров металлов, использованных при сварке и характеризуемый высокой плотностью тока и высокой температурой.
Температура сварочной дуги составляет 4500—6000 °С, а наименьшая площадь нагрева свариваемой поверхности в несколько десятков раз меньше площади, нагреваемой газовой горелкой эквивалентной мощности.
Дуга может быть прямого действия (рис. 3, а, б), когда горит между электродом и изделием, может быть косвенного (рис. 3, в) и комбинированного действия (рис. 3, г).
Рис. 3. Сварочная дуга а — прямого действия прямой полярности; б —прямого действия обратной полярности; в — косвенного действия; г — комбинированного действияВ промышленном строительстве в качестве источника тепла для сварки применяется дуга прямого действия.
Дуга может быть переменного и постоянного тока. При постоянном токе она может быть прямой или обратной полярности. В первом случае электрод подключается к отрицательному полюсу источника и является катодом, изделие, подключенное к положительному полюсу источника, является анодом.
Сварочная дуга обладает рядом физических и технологических свойств, от которых зависит эффективность ее использования для сварки.
К физическим свойствам относятся электрические, электромагнитные, кинетические, температурные и световые; к технологическим свойствам — мощность и устойчивость дуги.
В дуговом промежутке выделяются катодная и анодная области, в которых отмечается значительное падение напряжения, и расположенный между ними столб дуги. На поверхности анода и катода образуются высокотемпературные пятна, через которые проходит весь сварочный ток, в связи с чем они максимально разогреваются.
При сварке на постоянном токе на аноде выделяется около 43—45 % тепла сварочной дуги; на катоде 36— 38 %, остальное тепло исходит из столба дуги.
Так как из анодной зоны происходит повышенное выделение тепла, то можно выбирать наиболее рациональную полярность для сварки определенных конструкций или материалов. Например, при сварке тонколистовой стали, легкоплавких сплавов и легированных сталей, когда желательно уменьшить количество выделяемого тепла в металл конструкции, применяют сварку дугой обратной полярности. Когда же необходимо получить повышенный провар с уменьшенным усилением шва, применяют дугу прямой полярности. В этом случае скорость расплавления металла электрода несколько уменьшается, а доля основного металла в металле шва увеличивается.
www.stroitelstvo-new.ru
| Зажигание сварочной дуги начинается с момента касания электродом свариваемого металла т. е. с короткого замыкания. На рис. 1 приведена последовательность процессов при зажигании сварочной дуги. Рис. 1. Последовательность зажигания сварочной дуги: а — короткое замыкание; б — образование перемычки из жидкого металла; в — возникновение дуги Так как торец электрода и поверхность свариваемого металла имеют неровности, то контакт между ними при коротком замыкании происходит в отдельных точках (рис. 1,а). Поэтому плотность тока в точках контакта достигает больших значений, металл мгновенно расплавляется, образуя перемычку из жидкого металла между электродом и свариваемым металлом (рис. 1,б). При отводе электрода от поверхности металла на некоторую длину, называемую длиной дуги Ɩ, жидкая перемычка растягивается с уменьшением сечения, затем в момент достижения металлом перемычки температуры кипения он испаряется, и происходит разрыв перемычки (рис. 1,в). Образуется разрядный промежуток, который заполняется заряженными частицами паров металла, покрытия электрода и газов. Так возникает сварочная дуга, которая представляет собой светящийся столб нагретого газа, состоящего из электронов, ионов и нейтральных атомов. Рис. 2. Схема сварочной дуги: 1 — электрод; 2 — катодное пятно; 3 — катодная область; 4 — столб дуги; 5 — анодная область; 6 — анодное пятно; 7 — сварочная ванна; 8 — свариваемая деталь; падения напряжения: UK — в катодной области; UCT — в столбе дуги; UA — в анодной области; UД — напряжение на дуге; Ɩ — длина дуги; h — глубина проплавления (провар) Это состояние газа называется плазмой, которая электрически нейтральна, так как в ней количество положительных и отрицательных частиц одинаково. Температура столба дуги выше температуры точки кипения металла электрода и изделия, и конец электрода и изделие отделены от столба дуги промежуточными газовыми слоями, называемыми приэлектродными областями дуги (рис. 2). В катодной области 3 из катодного пятна 2 происходит эмиссия электронов в столб дуги 4, где они ионизируют нейтральные атомы. В катодной области на длине в доли миллиметра сосредоточена значительная часть напряжения дуги, которое называется катодным падением напряжения UК и достигает 10... 16 В. В анодной области 5 около анодного пятна 6 происходит резкое падение напряжения на длине свободного пробега электрона. Это падение напряжения называется анодным падением напряжения UA, величина которого составляет 6...8 В. На этом участке электроны резко увеличивают скорость своего движения и нейтрализуются на анодном пятне. Анод получает энергию от дуги в виде потока электронов и теплового излучения, поэтому температура анодной области выше температуры катодной области, и на аноде выделяется большее количество тепла. Общее падение напряжения в электрической дуге UД = UА + UК + UСТ где UД — общее падение напряжения; UA — падение напряжения в анодной области; UK — падение напряжения в катодной области; UСТ — падение напряжения в столбе дуги. В среднем величина напряжения на дуге UД = UA + UK + UСТ = (10...16) + (6...8) + (2...12) = (18...36) В. Дуга горит устойчиво при сварке плавящимся электродом при UД = 18...28 В, а при сварке неплавящимся электродом — при UД = 30...35 В При сварке на постоянном токе прямой полярности температура в различных зонах сварочной дуги:
При сварке на переменном токе распределение тепла дуги и температуры в катодной и анодной областях примерно одинаково (катодная область на электроде). |
www.samsvar.ru
Определение сварочной дуги, ее строение, условия зажигания и горения. Сварка
Определение сварочной дуги, ее строение, условия зажигания и горения
Электрической сварочной дугой называют устойчивый электрический разряд в сильно ионизированной смеси газов и паров материалов, происходящий при давлении, близком к атмосферному, используемом при сварке, и характеризуемый высокой плотностью тока и высокой температурой.
Температура в столбе сварочной дуги достигает 5 000–12000 °C и зависит от плотности тока, состава газовой среды дуги, материала и диаметра электрода. А потому сварочная дуга является мощным концентрированным источником теплоты. Электрическая энергия, потребляемая дугой, в основном превращается в тепловую энергию.
В столбе сварочной дуги протекают следующие процессы:
1. Столб дуги заполнен заряженными частицами – электронами и ионами. В нем присутствуют также и нейтральные частицы – атомы и даже молекулы паров веществ, из которых сделаны электроды. Под действием электродинамических сил частицы перемещаются. Скорость их перемещения различна. Быстрее всего перемещаются электроны. Они легко разгоняются и, сталкиваясь с атомами и ионами, передают им свою энергию. Столкновения электронов с атомами могут быть упругими и неупругими. При упругих столкновениях атомы начинают двигаться быстрее – увеличивается их кинетическая энергия. В результате повышается температура плазмы дуги.
2. Электрон, который в электрическом поле приобрел достаточно большую энергию, является источником неупругих столкновений. Столкнувшись с атомом, он возбуждает его, а когда удар достаточно силен, то и выбивает из атома его собственные электроны.
Энергию, которая должна быть сообщена электрону для ионизации какого-либо атома, выражают в электронвольтах (эВ) и называют потенциалом ионизации. Величина потенциала ионизации зависит от строения атома. Чем меньше номер группы и больше номер периода в таблице элементов Менделеева, тем меньше энергии необходимо затратить для ионизации. Наименьшим потенциалом ионизации (3,9 эВ) обладает атом цезия, поскольку он самый тяжелый из всех щелочных металлов. Самый легкий из инертных газов – элемент последней, нулевой группы – гелий обладает наивысшим потенциалом ионизации (24,5 эВ).
Энергия, расходуемая на диссоциацию (разделение) различных молекул, также различна. Так, например, для диссоциации молекулы водорода необходимо затратить 4,48 эВ, фтора – 1,6 эВ, а углекислого газа – 9,7 эВ. Эти величины имеют для сварщиков особое значение. При разработке электродных покрытий, флюсов и проволок приходится учитывать, молекулы каких веществ диссоциируют раньше, а каких – позже, какие элементы ионизируются легче, а какие – труднее, и сколько для этого потребуется энергии.
В зависимости от числа электродов и способов включения электродов и свариваемой детали в электрическую цепь различают следующие виды сварочных дуг (рис. 46):
1. Прямого действия, когда дуга горит между электродом и изделием.
2. Косвенного действия, когда дуга горит между двумя электродами, а свариваемое изделие не включено в электрическую цепь.
3. Трехфазную дугу, возбуждаемую между двумя электродами, а также между каждым электродом и основным металлом.

Рис. 46.
Виды сварочных дуг:
а – прямого; б – косвенного; в – комбинированного действия (трехфазная)
По роду тока различают дуги, питаемые переменным и постоянным током. При использовании постоянного тока различают сварку на прямой и обратной полярности.
При прямой полярности электрод подключается к отрицательному полюсу и служит катодом, а изделие – к положительному полюсу и служит анодом.
При обратной полярности электрод подключается к положительному полюсу и служит анодом, а изделие – к отрицательному и служит катодом.
В зависимости от материала электрода различают дуги между неплавящимися электродами (угольными, вольфрамовыми) и плавящимися металлическими электродами.
Сварочная дуга обладает рядом физических и технологических свойств, от которых зависит эффективность использования дуги при сварке.
К физическим свойствам относятся электрические, электромагнитные, кинетические, температурные, световые.
К технологическим свойствам относятся мощность дуги, пространственная устойчивость, саморегулирование.
Электрическим разрядом в газе называют электрический ток, проходящий через газовую среду благодаря наличию в ней свободных электронов, а также отрицательных и положительных ионов, способных перемещаться между электродами под действием приложенного электрического поля (разности потенциалов между электродами.
Сварка дугой переменного тока имеет некоторые особенности. Вследствие того, что мгновенные значения тока переходят через нуль 100 раз в 1 с, меняет свое положение катодное пятно, являющееся источником электронов, ионизация дугового промежутка менее стабильна и сварочная дуга менее устойчива по сравнению с дугой постоянного тока.
Общепринятой мерой повышения стабилизации сварочной дуги переменного тока является включение в сварочную цепь последовательно с дугой индуктивного сопротивления. Последовательное включение в сварочную цепь катушек со стальным сердечником (дросселей) позволяет вести сварочные работы металлическими электродами на переменном токе при напряжении сварочного трансформатора 60–65 В.
Процесс, при котором из нейтральных атомов и молекул образуются положительные и отрицательные ионы, называют ионизацией. При обычных температурах ионизацию можно вызвать, если уже имеющимся в газе электронам и ионам сообщить при помощи электрического поля большие скорости. Обладая большой энергией, эти частицы могут разбивать нейтральные атомы и молекулы на ионы. Кроме того, ионизацию можно вызвать световыми, ультрафиолетовыми, рентгеновскими лучами, а также излучением радиоактивных веществ.
В обычных условиях воздух, как и все газы, обладает весьма слабой электропроводностью. Это объясняется малой концентрацией свободных электронов и ионов в газах. Поэтому, чтобы вызвать в газе мощный электрический ток, т. е. образовать электрическую дугу, необходимо ионизировать воздушный промежуток (или другую газообразную среду) между электродами.
Ионизацию можно произвести, если приложить к электродам достаточно высокое напряжение, тогда имеющиеся в газе свободные электроны и ионы будут разгоняться электрическим полем и, получив энергию, смогут разбить нейтральные молекулы на ионы.
Однако при сварке, исходя из правил техники безопасности, нельзя пользоваться высокими напряжениями. Поэтому применяют другой способ. Так как в металлах имеется большая концентрация свободных электронов, то надо извлечь эти электроны из объема металла в газовую среду и затем использовать для ионизации молекул газа.
Существует несколько способов извлечения электронов из металлов. Из них для процесса сварки имеют значения два: термоэлектронная и автоэлектронная эмиссии.
Во время термоэлектронной эмиссии происходит «испарение» свободных электронов с поверхности металла благодаря высокой температуре. Чем выше температура металла, тем большее число свободных электронов приобретают энергии, достаточные для преодоления «потенциального барьера» в поверхностном слое и выхода из металла.
Во время автоэлектронной эмиссии извлечение электронов из металла производится при помощи внешнего электрического поля, которое несколько изменяет потенциальный барьер у поверхности металла и облегчает выход тех электронов, которые внутри металла имеют достаточно большую энергию и могут преодолеть этот барьер.
Ионизацию, вызванную в некотором объеме газовой среды, принято называть объемной.
Объемная ионизация, полученная благодаря нагреванию газа до очень высоких температур, называется термической. При высоких температурах значительная часть молекул газа обладает достаточной энергией для того, чтобы при столкновениях могло произойти разбиение нейтральных молекул на ионы. Кроме того, с повышением температуры увеличивается общее число столкновений между молекулами газа. При очень высоких температурах в процессе ионизации начинает также играть заметную роль излучение газа и раскаленных электродов.
Ионизация газовой среды характеризуется степенью ионизации, т. е. отношением числа заряженных частиц в данном объеме к первоначальному числу частиц (до начала ионизации). При полной ионизации степень ионизации будет равна единице.
При температуре 6000–8000 °C такие вещества, как калий, натрий, кальций, обладают достаточно высокой степенью ионизации. Пары этих элементов, находясь в дуговом промежутке, обеспечивают легкость возбуждения и устойчивое горение дуги. Это свойство щелочных металлов объясняется тем, что атомы этих металлов обладают малым потенциалом ионизации. Поэтому для повышения устойчивости горения электрической дуги эти вещества вводят в зону дуги в виде электродных покрытий или флюсов.
Электрическая дуга постоянного тока возбуждается при соприкосновении торца электрода и кромок свариваемой детали. Контакт в начальный момент осуществляется между микровыступами поверхностей электрода и свариваемой детали. Высокая плотность тока способствует мгновенному расплавлению этих выступов и образованию пленки жидкого металла, которая замыкает сварочную цепь на участке «электрод – свариваемая деталь». При последующем отводе электрода от поверхности детали на 2–4 мм пленка жидкого металла растягивается, а сечение уменьшается, вследствие чего возрастает плотность тока и повышается температура металла.
Эти явления приводят к разрыву пленки и испарению вскипевшего металла. Возникшие при высокой температуре интенсивные термоэлектронная и автоэлектронная эмиссии обеспечивают ионизацию паров металла и газов межэлектродного промежутка. В образовавшейся ионизированной среде возникает электрическая сварочная дуга. Процесс возбуждения дуги кратковременен и осуществляется в течение долей секунды.
В установившейся сварочной дуге различают три зоны: катодную, анодную и столба дуги.
Катодная зона начинается с раскаленного торца катода, на котором расположено так называемое катодное пятно. Отсюда вылетает поток свободных электронов, осуществляющих ионизацию дугового промежутка. Плотность тока на катодном пятне достигает 60–70 А/мм2 к катоду устремляются потоки положительных ионов, которые бомбардируют и отдают ему свою энергию, вызывая нагрев до температуры 2500–3000 °C.
Анодная зона расположена у торца положительного электрода, в котором выделяется небольшой участок, называемый анодным пятном. К анодному пятну устремляются и отдают свою энергию потоки электронов, разогревая его до температуры 2500–4000 °C.
Столб дуги, расположенный между катодной и анодной зонами, состоит из раскаленных ионизированных частиц. Температура в этой зоне достигает 6000–7000 °C в зависимости от плотности сварочного тока.
Для возбуждения дуги в начальный момент необходимо несколько большее напряжение, чем при ее последующем горении. Это объясняется тем, что при возбуждении дуги воздушный зазор недостаточно нагрет, степень ионизации недостаточно высокая и необходимо большее напряжение, способное сообщить свободным электронам достаточно большую энергию, чтобы при их столкновении с атомами газового промежутка могла произойти ионизация.
Увеличение концентрации свободных электронов в объеме дуги приводит к интенсивной ионизации дугового промежутка, а отсюда к повышению его электропроводности. Вследствие этого напряжение тока падает до значения, которое необходимо для устойчивого горения дуги. Зависимость напряжения дуги от тока в сварочной цепи называют статической вольт-амперной характеристикой дуги.
Вольт-амперная характеристика дуги имеет три области: падающую, жесткую и возрастающую.
В первой (до 100 А) с увеличением тока напряжение значительно уменьшается. Это происходит в связи с тем, что при повышении тока увеличивается поперечное сечение, а следовательно, и проводимость столба дуги.
Во второй области (100–1000 А) при увеличении тока напряжение сохраняется постоянным, так как сечение столба дуги и площади анодного и катодного пятен увеличиваются пропорционально току. Область характеризуется постоянством плотности тока.
В третьей области увеличение тока вызывает возрастание напряжения вследствие того, что увеличение плотности тока выше определенного значения не сопровождается увеличением катодного пятна ввиду ограниченности сечения электрода.
Дуга первой области горит неустойчиво и поэтому имеет ограниченное применение. Дуга второй области горит устойчиво и обеспечивает нормальный процесс сварки.
Необходимое напряжение для возбуждения дуги зависит от рода тока (постоянный или переменный), материала электрода и свариваемых кромок, дугового промежутка, покрытия электродов и ряда других факторов. Значения напряжений, обеспечивающих возникновение дуги в дуговых промежутках, равных 2–4 мм, находятся в пределах 40–70 В.
Напряжение для установившейся сварочной дуги определяется по формуле:
где: а – коэффициент, по своей физической сущности составляющий сумму падений напряжений в зонах катода и анода, В;
b – коэффициент, выражающий среднее падение напряжения на единицу длины дуги, В/мм;
1 – длина дуги, мм.

Рис. 47.
Схема сварочной дуги и падения напряжений в ней:
1 – электрод; 2 – изделие; 3 – анодное пятно;
4 – анодная область дуги; 5 – столб дуги;
6 – катодная область дуги; 7 – катодное пятно
Длиной дуги называется расстояние между торцом электрода и поверхностью сварочной ванны. Короткой дугой называют дугу длиной 2–4 мм. Длина нормальной дуги составляет 4–6 мм. Дугу длиной более 6 мм называют длинной.
Оптимальный режим сварки обеспечивается при короткой дуге. При длинной дуге процесс протекает неравномерно, дуга горит неустойчиво – металл, проходя через дуговой промежуток, больше окисляется и азотируется, увеличиваются угар и разбрызгивание металла.
При помощи магнитных полей, создаваемых вокруг дуги и в свариваемой детали, электрическая сварочная дуга может быть отклонена от своего нормального положения. Эти поля действуют на движущиеся заряженные частицы и тем самым оказывают воздействие на всю дугу. Такое явление называют магнитным дутьем. Воздействие магнитных полей на дугу прямо пропорционально квадрату силы тока и достигает заметного значения при сварочных токах более 300 А.
Магнитные поля оказывают отклоняющее действие на дугу при неравномерном и несимметричном расположении поля относительно дуги. Наличие вблизи сварочной дуги значительных ферромагнитных масс нарушает симметричность магнитного поля дуги и вызывает отклонение дуги в сторону этих масс.
В некоторых случаях магнитное дутье затрудняет процесс сварки, и поэтому принимаются меры по снижению его действия на дугу. К таким мерам относятся:
• сварка короткой дугой;
• подвод сварочного тока в точке, максимально близкой к дуге;
• наклон электрода в сторону действия магнитного дутья;
• размещение у места сварки ферромагнитных масс.
При использовании переменного тока анодное и катодное пятна меняются местами с частотой, равной частоте тока. С течением времени напряжение и ток периодически изменяются от нулевого значения до наибольшего. При переходе значения тока через нуль и перемене полярности в начале и в конце каждого полупериода дуга гаснет, температура активных пятен и дугового промежутка снижается. Вследствие этого происходят деионизация газов и уменьшение электропроводности столба дуги. Интенсивнее падает температура активного пятна, расположенного на поверхности сварочной ванны, в связи с отводом теплоты в массу основного металла.
Повторное зажигание дуги в начале каждого полупериода возможно только при повышенном напряжении, называемом пиком зажигания. При этом установлено, что пик зажигания несколько выше, когда катодное пятно находится на основном металле.
Для облегчения повторного зажигания, снижения пика зажигания дуги и повышения устойчивости ее горения применяют меры, позволяющие снизить эффективный потенциал ионизации газов в дуге. В этом случае электропроводность дуги после ее угасания сохраняется дольше, пик зажигания снижается, дуга легче возбуждается и горит устойчивее.
Применение различных стабилизирующих элементов (калий, натрий, кальций и др.), вводимых в зону дуги в виде электродных покрытий или в виде флюсов, относится к этим мерам.
Поделитесь на страничкеСледующая глава >
info.wikireading.ru
Сварочная дуга
Определение сварочной дуги, ее строение, условия зажигания и горения. Электрической сварочной дугой называют устойчивый электрический разряд, происходящий при давлении, близком к атмосферному, в сильно ионизированной смеси газов и паров материалов, используемых при сварке, и характеризуемый высокой плотностью тока и высокой температурой. Температура в столбе сварочной дуги достигает 5 000-12 000 гр. С. и зависит от плотности тока, состава газовой среды дуги, материала и диаметра электрода. А потому сварочная дуга является мощным концентрированным источником теплоты. Электрическая энергия, потребляемая дугой, в основном превращается в тепловую энергию. В столбе сварочной дуги протекают следующие процессы - столб дуги заполнен заряженными частицами-электронами и ионами. Там присутствуют также и нейтральные частицы-атомы и даже молекулы паров веществ, из которых сделаны электроды. Под действием электродинамических сил частицы перемещаются. Скорость их перемещения различна. Быстрее всего перемещаются электроны. Они легко разгоняются и, сталкиваясь с атомами и ионами, передают им свою энергию. Столкновение электронов с атомами могут быть упругими и неупругими. При упругих столкновениях атомы начинают двигаться быстрее – увеличивается их кинетическая энергия. В результате повышается температура плазмы дуги; электрон, который в электрическом поле приобрел достаточно большую энергию, является «виновником» неупругих столкновений. Столкнувшись с атомом, он возбуждает его, а когда удар достаточно силен, то и выбивает из атома его собственные электроны. Атом становится положительным ионом: однозарядным, если выбит один электрон, двузарядным – если два, и т.д. Энергию, которая должна быть сообщена электрону для ионизации какого-либо атома, выражают в электронвольтах (эВ) и называют потенциалом ионизации.
Величина потенциала ионизации зависит от строения атома. Чем меньше номер группы и больше номер периода в таблице элементов Менделеева, тем меньше энергии необходимо затратить для ионизации. Наименьшим потенциалом ионизации (3,9 эВ) обладает атом цезия, поскольку он самый тяжелый из всех щелочных металлов. Самые легкий из инертных газов – элемент последней, нулевой группы – гелий обладает наивысшим потенциалом ионизации (24,5 эВ). Энергия, расходуемая на диссоциацию (разделение) различных молекул, также различна. Так, например, для диссоциации молекулы водорода необходимо затратить 4,48 эВ, фтора – 1,6 эВ, а углекислого газа – 9,7 эВ. Эти величины имеют для сварщиков особое значение. При разработке электродных покрытий, флюсов и проволок приходится учитывать, молекулы каких веществ диссоциируются раньше, а каких – позже, какие элементы ионизируются легче, а какие – труднее и сколько для этого потребуется энергии. В зависимости от числа электродов и способов включения электродов и свариваемой детали в электрическую цепь различают следующие виды сварочных дуг - прямого действия, когда дуга горит между электродом и изделием косвенного действия, когда дуга горит между двумя электродами, а свариваемое изделие не включено в электрическую цепь. Трехфазную дугу, возбуждаемую между двумя электродами, а также между каждым электродом и основным металлом. По роду тока различают дуги, питаемые переменным и постоянным током. При использовании постоянного тока различают сварку на прямой и обратной полярности. При прямой полярности электрод подключается к отрицательному полюсу и служит катодом, а изделие – к положительному полюсу и служит анодом. При обратной полярности электрод подключается к положительному полюсу и служит анодом, а изделие – к отрицательному и служит катодом.В зависимости от материала электрода различают дуги между неплавящимися электродами (угольными, вольфрамовыми) и плавящимися металлическими электродами. Сварочная дуга обладает рядом физических и технологических свойств, от которых зависит эффективность использования дуги при сварке.
К физическим свойствам относятся - электрические, электромагнитные, кинетические, температурные, световые. К технологическим свойствам относятся - мощность дуги, пространственная устойчивость, саморегулирование. Электрическим разрядом в газе называют электрический ток, проходящий через газовую среду благодаря наличию в ней свободных электронов, а также отрицательных и положительных ионов, способных перемещаться между электродами под действием приложенного электрического поля (разности потенциалов между электродами). Сварка дугой переменного тока имеет некоторые особенности. Вследствие того что мгновенные значения тока переходят через нуль 100 раз в 1 с, меняет свое положение катодное пятно, являющееся источником электронов, ионизация дугового промежутка менее стабильна и сварочная дуга менее устойчива по сравнению с дугой постоянного тока. Общепринятой мерой повышения стабилизации сварочной дуги переменного тока является включение в сварочную цепь последовательно с дугой индуктивного сопротивления. Последовательное включение в сварочную цепь катушек со стальным сердечником (дросселей) позволяет вести сварочные работы металлическими электродами на переменном токе при напряжении сварочного трансформатора 60-65 В. Процесс, при котором из нейтральных атомов и молекул образуются положительные и отрицательные ионы, называют ионизацией. При обычных температурах ионизацию можно вызвать, если уже имеющимся в газе электронам и ионам сообщить при помощи электрического поля большие скорости. Обладая большой энергией, эти частицы могут разбивать нейтральные атомы и молекулы на ионы. Кроме того, ионизацию можно вызвать световыми, ультрафиолетовыми, рентгеновскими лучами, а также излучением радиоактивных веществ. В обычных условиях воздух, как и все газы, обладает весьма слабой электропроводностью. Это объясняется малой концентрацией свободных электронов и ионов в газах. Поэтому чтобы вызвать в газе мощный электрический ток, т.е. образовать электрическую дугу, необходимо ионизировать воздушный промежуток (или другую газообразную среду) между электродами. Ионизацию можно произвести, если приложить к электродам достаточно высокое напряжение. Тогда имеющиеся в газе свободные электроны и ионы будут разгоняться электрическим полем и, получив большие энергии, смогут разбить нейтральные молекулы на ионы.
Однако при сварке, исходя из правил техники безопасности, нельзя пользоваться высокими напряжениями. Поэтому применяют другой способ. Так как в металлах имеется большая концентрация свободных электронов, то надо извлечь эти электроны из объема металла в газовую среду и затем использовать для ионизации молекул газа. Существует несколько способ извлечения электронов из металлов. Из них для процесса сварки имеют значения два: термоэлектронная и автоэлектронная эмиссии. Во время термоэлектронной эмиссии происходит « испарение» свободных электронов с поверхности металла благодаря высокой температуре. Чем выше температура металла, тем большее число свободных электронов приобретают энергии, достаточные для преодоления потенциального барьера в поверхностном слое и выхода из металла. Во время автоэлектронной эмиссии извлечение электронов из металла производится при помощи внешнего электрического поля, которое несколько изменяет потенциальный барьер у поверхности металла и облегчает выход тех электронов, которые внутри металла имеют достаточно большую энергию и могут преодолевать этот барьер. Ионизацию, вызванную в некотором объеме газовой среды, принято называть объемной. Объемная ионизация, полученная благодаря нагреванию газа до очень высоких температур, называется термической. При высоких температурах значительная часть молекул газа обладает достаточной энергией для того, чтобы при столкновении могло произойти разбиение нейтральных молекул на ионы. Кроме того, с повышением температуры увеличивается общее число столкновений между молекулами газа. При очень высоких температурах в процессе ионизации начинает также играть заметную роль излучение газа и раскаленных электродов.
Ионизация газовой среды характеризуется степенью ионизации, т.е. отношением числа заряженных частиц в данном объеме к первоначальному числу частиц (до начала ионизации). При полной ионизации степень ионизации будет равна единице. При температуре 6 000-8 000 К такие вещества, как калий, натрий, кальций, обладают достаточно высокой степенью ионизации. Пары этих элементов, находясь в дуговом промежутке, обеспечивают легкость возбуждения и устойчивое горение дуги. Это свойство щелочных металлов объясняется тем, что атомы этих металлов обладают малым потенциалом ионизации. Поэтому для повышения устойчивости горения электрической дуги эти вещества вводят в зону дуги в виде электродных покрытий или флюсов. Электрическая дуга постоянного тока возбуждается при соприкосновении торца электрода и кромок свариваемой детали. Контакт в начальный момент осуществляется между микровыступами поверхностей электрода и свариваемой детали. Высокая плотность тока способствует мгновенному расплавлению этих выступов и образованию пленки жидкого металла, которая замыкает сварочную цепь на участке «электрод – свариваемая деталь». При последующем отводе электрода от поверхности детали на 2-4 мм пленка жидкого металла растягивается, а сечение уменьшается, вследствие чего возрастает плотность тока и повышается температура металла. Эти явления приводят к разрыву пленки и испарению вскипевшего металла. Возникшие при высокой температуре интенсивные термоэлектронная и автоэлектронная эмиссии обеспечивают ионизацию паров металла и газов межэлектродного промежутка. В образовавшейся ионизированной среде возникает электрическая сварочная дуга. Процесс возбуждения дуги кратковременен и осуществляется в течение долей секунды. В установившейся сварочной дуге различают три зоны: катодную, анодную и столба дуги. Катодная зона начинается с раскаленного торца катода, на котором расположено так называемое катодное пятно. Отсюда вылетает поток свободных электронов, осуществляющих ионизацию дугового промежутка. Плотность тока на катодном пятне достигает 60-70 А/мм². К катоду устремляются потоки положительных ионов, которые бомбардируют и отдают ему свою энергию, вызывая нагрев до температуры 2 500-3 00 гр. С.
Анодная зона расположена у торца положительного электрода, в котором выделяется небольшой участок, называемый анодным пятном. К анодному пятну устремляются и отдают энергию потоки электронов, накаляя его до температуры 2 500-4 00 гр. С. Столб дуги, расположенный между катодной и анодной зонами, состоит из раскаленных и ионизированных частиц. Температура в этой зоне достигает 6 000 – 7 000 гр. С в зависимости от плотности сварочного тока. Для возбуждения дуги в начальный момент необходимо несколько большее напряжение, чем при ее последующем горении. Это объясняется тем, что при возбуждении дуги воздушный зазор недостаточно нагрет, степень ионизации недостаточно высокая и необходим большее напряжение, способное сообщить свободным электронам достаточно большую энергию, чтобы при их столкновении с атомами газового промежутка могла произойти ионизация. Увеличение концентрации свободных электронов в объеме дуги приводит к интенсивной ионизации дугового промежутка, а значит, к повышению его электропроводности. Вследствие этого напряжение тока падает до значения, которое необходимо для устойчивого горения дуги. Зависимость напряжение дуги от тока в сварочной цепи называют статической вольт-амперной характеристикой дуги. Вольт-амперная характеристика дуги имеет три области: падающую, жесткую и возрастающую. В первой (до 100 А) с увеличением тока напряжение значительно уменьшается. Это происходит в связи с тем, что при повышении тока увеличивается поперечное сечение, а следовательно, и проводимость столба дуги. Во второй области (100-1 000 А) при увеличении тока напряжение сохраняется постоянным, так как сечение столба дуги и площади анодного и катодного пятен увеличиваются пропорционально току. Область характеризуется постоянством плотности тока. В третьей области увеличение тока вызывает возрастание напряжения вследствие того, что увеличение плотности тока выше определенного значения не сопровождается увеличением катодного пятна ввиду ограниченности сечения электрода. Дуга первой области горит неустойчиво, поэтому имеет ограниченное применение. Дуга второй области горит устойчиво и обеспечивает нормальный процесс сварки. Необходимое напряжение для возбуждения дуги зависит от рода тока (постоянный или переменный), материала электрода и свариваемых кромок, дугового промежутка, покрытия электродов и ряда других факторов. Значения напряжений, обеспечивающих возникновение дуги в дуговых промежутках, равных 2-4 мм, находятся в пределах 40-70В.
Напряжение для установившейся сварочной дуги определяют по формуле:
U= a + bl,
где,
где а – коэффициент, по своей физической сущности составляющий сумму падений напряжений в зонах катода и анода, В; b – коэффициент, выражающий среднее падение напряжения на единицу длины дуги, В/мм;l – длина дуги, мм. длиной дуги называется расстояние между торцом электрода и поверхностью сварочной ванны. Короткой дугой называют дугу длину 2-4 мм. Длина нормальной дуги составляет 4-6 мм. Дугу длиной более 6 мм называют длинной. Оптимальный режим сварки обеспечивается при короткой дуге. При длинной дуге процесс протекает неравномерно, дуга горит неустойчиво – металл, проходя через дуговой промежуток, больше окисляется и азотируется, увеличивается угар и разбрызгивание металла. При помощи магнитных полей, создаваемых вокруг дуги и в свариваемой детали, электрическая сварочная дуга может быть отклонена от своего нормального положения. Эти поля действуют на движущиеся заряженные частицы и тем самым оказывают воздействие на всю дугу. Такое явление называют магнитным дутьем. Воздействие магнитных полей на дугу прямо пропорционально квадрату силы тока и достигает заметного значения при сварочных токах более 300 А. Магнитные поля оказывают отклоняющее действие на дугу при неравномерном и несимметричном расположении поля относительно дуги. Наличие вблизи сварочной дуги значительных ферромагнитных масс нарушает симметричность магнитного поля и вызывает отклонение дуги в сторону этих масс. В некоторых случаях магнитное дутье затрудняет процесс сварки, поэтому принимаются меры по снижению его действия на дугу.
К таким мерам относятся:
- сварка короткой дугой- подвод сварочного тока в точке, максимально близкой к дуге- наклон электрода в сторону действия магнитного дутья- размещение у места сварки ферромагнитных масс.
При использовании переменного тока анодное и катодное пятна меняются местами с частотой, равной частоте тока. С течением времени напряжение и ток периодически изменяются от нулевого значения до наибольшего. При переходе значения тока через нуль и перемене полярности в начале и в конце каждого полупериода дуга гаснет, температура активных пятен и дугового промежутка снижается. Вследствие этого происходит деионизация газов и уменьшение электропроводности столба дуги. Интенсивнее падает температура активного пятна, расположенного на поверхности сварочной ванны, -в связи с отводом теплоты в массу основного метала. Повторное зажигание дуги в начале каждого полупериода возможно только при повышенном напряжении, называемом пиком зажигания. При этом установлено, что пик зажигания несколько выше, когда катодное пятно находится на основном металле. Для облегчения повторного зажигания, снижения пика зажигания дуги и повышения устойчивости ее горения применяют меры, позволяющие снизить эффективный потенциал ионизации газов в дуге. В этом случае электропроводность дуги после угасания дуги сохраняется дольше, пик зажигания снижается, дуга легче возбуждается и горит устойчивее. К этим мерам относится применение различных стабилизирующих элементов (калия, натрия, кальция и др.), вводимых в зону дуги в виде электродных покрытий или в виде флюсов. Тепловая мощность дуги. В тепловую энергию электрической дуги преобразуется энергия мощных потоков заряженных частиц, бомбардирующих катод и анод.
Суммарное количество теплоты Q (Дж), выделяемое дугой на катоде, аноде и столбе дуги, определяется по формуле:
Q = lUt,
где,
/— сварочный ток, АU — напряжение дуги, В t — время горения дуги, с.
При этом не вся теплота дуги затрачивается на расплавление металла, т.е. на саму сварку. Значительная часть ее расходуется на теплоотдачу в окружающую среду, расплавление электродного покрытия или флюса, разбрызгивание и т.п. Термином «тепловой баланс дуги» определяют характер распределения полной тепловой мощности по отдельным статьям расхода. При питании дуги постоянным током наибольшее количество теплоты выделяется в зоне анода (42—43%). Это объясняется тем, что анод подвергается более мощной бомбардировке заряженными частицами, чем катод, а при столкновении частиц в столбе дуги выделяется меньшая доля общего количества теплоты. В столбе дуги среднее значение температуры составляет 6 000 гр. С. При сварке угольным электродом температура в катодной зоне достигает 3 200 гр. С., в анодной -3 900 гр. С. При сварке металлическим электродом температура катодной зоны составляет около 2400°С, а анодной — 2 600 гр. С. При решении технологических задач используются разная температура катодной и анодной зон и разное количество теплоты, выделяющееся в этих зонах. Прямую полярность, при которой анод (плюсовая клемма источника тока) подсоединяют к детали, а катод (минусовая клемма источника тока) – к электроду, применяют при сварке деталей, требующих большого подвода теплоты для прогрева деталей, требующих большого подвода теплоты для прогрева кромок. Сварку постоянным током обратной полярности применяют при сварке тонкостенных изделий, тонколистовых конструкций, а также сталей, не допускающих перегрева (нержавеющие, жаропрочные, высокоуглеродистые и др.). В этом случае катод подсоединяют к свариваемой детали, а анод – к электроду. При этом не только обеспечивается относительно меньший нагрев свариваемой детали, но и ускоряется процесс расплавления электродного материала за счет более высокой температуры анодной зоны и большего подвода теплоты. Полярность клемм источника постоянного тока может быть определена с помощью раствора поваренной соли (0,5 чайной ложки соли на 1 стакан воды). Если в такой раствор опустить провода от клемм источника тока, то у отрицательного провода будет происходить бурное выделение пузырьков водорода. Различие температур катодной и анодной зон и распределение теплоты сглаживаются вследствие периодической смены катодного и анодного пятен с частотой, равной частоте тока при питании дуги переменным током. Эффективной тепловой мощностью дуги q (ДЖ/с) называют часть общей тепловой мощности дуги, расходуемой непосредственно на нагрев и расплавление основного и присадочного металлов. Она всегда меньше полной тепловой мощности дуги. Эффективная тепловая мощность сварочной дуги представляет собой количество теплоты, введенное дугой в свариваемую деталь в единицу времени.
Она определяется по формуле:
q = IUP,
где Ю – коэффициент полезного действия дуги, представляющий собой соотношение эффективной тепловой мощности к полной тепловой мощности дуги. Коэффициент полезного действия зависит от способа сварки, материала электрода, состава электродного покрытия и других факторов. При ручной дуговой сварке электродом с тонким покрытием или угольным электродом он составляет 0,5-0,6, качественным электродом - 0,7-0,85. При аргонодуговой сварке потери теплоты значительны и составляют 0,5-0,6. Наиболее полно используется теплота при сварке под флюсом. Для характеристики теплового режима процесса сварки принято определять погонную энергию дуги – количество теплоты, вводимое в металл на единицу длины однопроходного шва, измеряемое в Дж/м. Погонная энергия равна отношению эффективной тепловой мощности к скорости сварки. Практика показывает, что в среднем при ручной сварке только 60-70 % теплоты дуги используется на нагревание и плавление металла. Остальная часть теплоты рассеивается в окружающую среду через излучение и конвекцию. Потери теплоты при ручной дуговой сварке составляют примерно 25%, из которых 20% уходят в окружающую среду дуги через излучение и конвекцию паров и газов, а остальные 5 % - на угар и разбрызгивание свариваемого металла. Потери теплоты при автоматической сварке под флюсом составляют только 17 %, из которых 16% расходуются на плавление флюса, около 1% - на угар и разбрызгивание. Процесс переноса электродного металла. За счет энергии, выделяемой в активном пятне, расположенном на его торце, и теплоты, выделяющейся по закону Ленца-Джоуля при протекании сварочного тока по вылету электрода, осуществляются нагрев и плавление электрода.
Требования к источникам питания дугиДля осуществления устойчивого дугового разряда между электродом и свариваемым изделием необходимо подвести напряжение от специального источника питания электрическим током. Такой источник должен обеспечивать легкое и надежное возбуждение дуги, устойчивое горение ее в установившемся режиме сварки, регулирование мощности (силы тока). При этом важным условием получения сварочного шва высокого качества является устойчивость процесса сварки. Для этого источники питания дуги должны обеспечивать возбуждение и стабильное горение дуги. С короткого замыкания сварочной цеп (контакта между электродом и деталью) начинается возбуждение сварочной дуги. При этом происходит выделение теплоты и быстрое разогревание места контакта. Эта начальная стадия требует повышенного напряжения сварочного тока. В дальнейшем происходит некоторое уменьшение сопротивления дугового промежутка (вследствие эмиссии электронов с катода и появления объемной ионизации газов в дуге), что вызывает снижение напряжения до предела, необходимого для поддержания устойчивого горения дуги. Очень частые короткие замыкания сварочной цепи происходят в процессе сварки при переходе капель электродного металла в сварочную ванну. Вместе с этим изменяется длина сварочной дуги. При каждом коротком замыкании напряжение падает до нулевого значения. Для последующего восстановления дуги необходимо напряжение порядка 25-30 В. Такое напряжение должно быть обеспечено за время не более 0,05 с, чтобы поддержать горение дуги в период между короткими замыканиями. При этом следует учесть, что при коротких замыканиях сварочной цепи развиваются большие токи (токи короткого замыкания), которые могут вызвать перегрев в проводке и обмотках источника тока. Эти условия процесса сварки определили требования, предъявляемые к источникам питания сварочной дуги.
Для обеспечения устойчивого процесса сварки источники питания дуги должны удовлетворять следующим требования:- напряжение холостого хода должно быть достаточным для легкого возбуждения дуги и в то же время не должно превышать норм безопасности. Максимально допустимое напряжение холостого хода для источников постоянного тока – 90 В, для источников переменного тока – 80 В- напряжение устойчивого горения дуги (рабочее напряжение) должно быстро устанавливаться и изменяться в зависимости от длины дуги. С увеличением длины дуги напряжение должно быстро возрастать, а с уменьшением – быстро падать. Время восстановления рабочего напряжения от 0 до 30 В после каждого короткого замыкания (при капельном переносе металла от электрода к свариваемой детали) – менее 0,05 с- ток короткого замыкания не должен превышать сварочный ток более чем на 40-50 %, а источник тока должен выдерживать продолжительные короткие замыкания сварочной цепи. Это условие необходимо для предохранения обмоток источника тока от перегрева и повреждения- мощность источника тока должна быть достаточной для выполнения сварочных работ
Типы источников питания сварочной дуги, выпускаемые промышленностью - сварочные трансформаторы, сварочные аппараты переменного тока, сварочные выпрямители.
ck-garant.ru
Сварочная дуга и ее характеристики
Сварочная дуга по своей сути представляет электрический разряд в среде различных газов. Газ не является проводником электричества, однако при большой разнице потенциалов в нем образуется множество заряженных частиц: с отрицательным зарядом – свободные электроны, с положительным – ионы газа.
Сварочная дуга, состоящая из электронов, нейтральных атомов и ионов, имеет различную температуру по своей протяженности. Условно сварочную дугу можно поделить на несколько областей. Область около сварочного электрода называется катодной. Температура дуги в ней приблизительно равна 24000С. В середине столба дуги – 5500 0С и выше. В анодной области, находящейся вблизи свариваемой поверхности, достигает 2600 0С. В результате влияния массопереноса металла электрода и теплоты дуги, температура сварочной ванны достигает 2000 0С.
Влияние различных параметров на стабильность сварочной дуги
Сварочная дуга считается стабильной в том случае, когда происходит непрерывный процесс её образования между электродом и свариваемой поверхностью деталей.
Критерии, определяющие устойчивость горения дуги.
- Величина сварочного тока.
- Полярность.
- Вид тока (постоянный, переменный).
- Частота тока.
- Материал электрода, включая материал обмазки.
- Наличие защитной среды.
Совокупность этих факторов является определяющей для стабильности сварочной дуги. Также непременным условием считается оптимальное расстояние между сварочным электродом и свариваемой поверхностью. Для ручной дуговой сварки расстояние, обеспечивающее стабильное горение дуги, принимается равным от 0,5 до 1,1 диаметра электрода.
В настоящее время применение новых инверторных источников сварочного тока дает возможность нивелировать отклонение от оптимального расстояния, благодаря механизму обратной связи. В результате этого достигаются оптимальные динамические вольтамперные характеристики, позволяющие изменять напряжение и силу тока в соответствии с длиной дуги в докритических пределах.
Зависимость качества сварного шва от длины дуги
Оптимальной для процесса сварки считается короткая дуга. При этом высока ее стабильность, меньше контакт металла с воздухом в процессе массопереноса от электрода к поверхности деталей. К тому же время прохождения через высокотемпературную область дуги невысоко и в результате этого в сварочной ванне уменьшается пористость.
При длинной дуге переносимый расплавленный металл электрода намного более подвержен отрицательному влиянию окружающей среды, происходит азотирование металла и связывание его отдельных частиц с ионами кислорода, то есть, окисление. Также нужно отметить, что длинная дуга характеризуется нестабильностью. То есть, в процессе сварки происходит кратковременное прерывание процесса образования дуги. Это отрицательно влияет на качество сварного соединения.
Эффект магнитного дутья
Данный процесс возникает при большой величине сварочного тока, как правило, превышающей 150А. Так как при дуговой сварке образуется электромагнитное поле, то при его неравномерности образуется отклонение столба дуги. Такое отклонение называется магнитным дутьем. Оно отрицательно влияет на качество сварного соединения.
На равномерность магнитного поля влияет форма и расположение свариваемых поверхностей, место подключения контакта к деталям, наличие больших масс ферромагнетиков вблизи зоны сварки.
Снижение влияния магнитного поля на форму дуги может производиться путем переноса места контакта, компенсации несимметричности масс размещением дополнительных металлических плит. Также с этим явлением можно бороться наклоном электрода в сторону, противоположную отклонению дуги. При этом обеспечивается соосность электрода и сварочной дуги.
www.smart2tech.ru