







Физические основы сварки. Основы сварки
Основы сварки
Сварочные столы и плиты TEMPUS - в наличии на складе! Большой выбор: Стол стационарный, Стол подъемный, Стол пятисторонний, Комплект оснастки Доставка по всей России!
Свариваемость сталей — это собирательное понятие. Обобщенно под свариваемостью понимают возможность получения на данной стали сварного соединения с высокими свойствами, не уступающими свойствам основного свариваемого металла и высокого качества — отсутствия различного рода сварочных дефектов (пор, трещин, шлаковин и др.). Чем лучше свариваемость стали, тем шире технологический диапазон разных видов сварки этой стали и тем проще сам процесс...
Нагрев или охлаждение металла в твердом состоянии может вызвать переход одного вида кристаллической решетки в другую в соответствии с минимумом свободной энергии, отвечающем тому или иному расположению атомов (см. рис. 13). Такой переход одного вида кристаллической решетки в другую при нагреве или охлаждении металла называют аллотропическим или полиморфным превращением. Процессы аллотропических изменений подчиняются законам кристаллизации — для протекания они требуют перенагрева или переохлаждения; рост зерен новой фазы — кристаллов с другой атомной решеткой подчиняется законам зарождения и роста зародышей...
Дуговая сварка угольным электродом (способ Бенардоса) принципиально отличается от сварки металлическим электродом. При дуговой сварке угольным электродом дуга горит между свариваемыми элементами и электродом. Электрод в этом случае является только проводником электричества, присадочный же металл по мере надобности вводится в сварочную ванну дополнительно. Род тока. Сварку меди угольной дугой выполняют только с применением постоянного тока на прямой полярности (положительный полюс машины присоединяется к изделию...
Процесс сварки металлическим электродом принципиально отличается от сварки угольным электродом. При сварке металлическим электродом электрическая дуга горит между свариваемой деталью и электродом, который является одновременно присадочным металлом и проводником электрического тока. Горение электрической дуги между свариваемыми деталями и металлическим электродом в одно и то же время расплавляет поверхность основного металла и - торец электродного стержня, тем самым создавая сварочную ванну из жидкого металла. Электрическая дуговая сварка металлическим электродом имеет ряд преимуществ перед сваркой угольной дугой...
Все процессы сварки металлов осуществляются за счет введения термической или механической энергии, либо той и другой одновременно. Основными критериями выбора сварочного процесса для изготовления конкретного изделия являются: техническая возможность применения процесса; качество получаемого соединения; энергетическая и экономическая эффективности процесса. Чтобы найти оптимальное решение, необходимо проанализировать только последние критерии, так как выполнение первых двух является обязательным...
Схематически сварку плавлением можно представить следующим образом. Заготовки, кромки которых разделаны соответствующим образом (рис. 3.2), с требуемым зазором собираются под сварку. Под воздействием теплового потока q кромки заготовок и присадочный пруток (на рисунке не показан) расплавляются и формируют общую сварочную ванну. После прекращения теплового воздействия происходят охлаждение и кристаллизация металла сварочной ванны с образованием литой дендритной структуры шва...
Соединение, выполняемое сваркой плавлением, состоит из четырех зон: наплавленного металла; сплавления; термического влияния; основного металла...
Дугой называется длительный электрический разряд между двумя электродами в ионизированной смеси газов и паров, характеризующийся высокой плотностью тока и малым напряжением. Дуга состоит из трех основных частей — анодной 6 и катодной 8 областей и столба 7 (рис. 2.1). В процессе горения дуги на поверхностях электрода и основного металла образуются активные пятна, через которые проходит весь ток дуги. Активное пятно, находящееся на катоде, называется катодным, находящееся на аноде, — анодным...
Защитные газы предназначены для защиты дуги и сварочной ванны от вредного воздействия окружающей среды и делятся на химически инертные и активные. Инертными называют газы, которые химически не взаимодействуют с нагретым металлом и не растворяются в нем. При их использовании сварку можно выполнять как плавящимся, так и неплавящимся электродом...
Сварочные деформации устраняют механической или термической правкой. Механическая правка заключается в создании локальных пластических деформаций в элементах конструкции. Для правки применяют прессы, домкраты, правильные вальцы, ручной слесарный или кузнечный инструмент и др...
Термической обработке подвергают ответственные сварные конструкции, к которым предъявляется требование сохранения неизменных формы и размеров после механической обработки в процессе эксплуатации, а также конструкции из высокоуглеродистых и легированных Сталей для повышения пластичности и вязкости сварных швов...
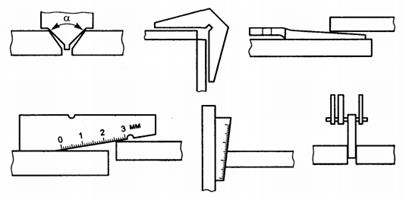
Сложность сварки стыковых соединений с разделкой кромок и угловых швов заключается в том, что сварка ведется в стесненных условиях. Отличительная особенность сварки заключается в следующем: 1) жидкому шлаку стекать по краям валика не позволяют кромки разделки;2) шлака на единицу площади поверхности металла шва больше, чем при сварке валика на открытой поверхности...
Чтобы добиться проплава в угловом соединении (рис. 76), независимо от диаметра трубы, толщины металла и стенки трубы, а также от положения сварки в пространстве, необходимо первый валик (корневой угловой) выполнить электродом диаметром 3 мм на максимальном токе 95-120 А в зависимости от толщины металла...
При сварке потолочных швов сварочный ток выше, чем при вертикальной сварке, и ниже (или равный), чем при горизонтальной. В основном применяется электрод диаметром 3; 4 мм. Угол наклона электрода по направлению сварки (рис. 59) 80°-90°. Шлак, стекая вниз, под сварочный шов, не мешает вести сварку под прямым углом или «углом вперед», что позволяет в потолочном положении выполнять «нормальные» и «вогнутые» валики в разделке. Сварка ведется только короткой дугой...
При сварке вертикальных швов применяется только короткая дуга. Сварочный ток в основном минимальный или средний, позволяющий вести непрерывную сварку без отрыва дуги, без подтеков металла шва. Угол наклона электрода к вертикальной плоскости составляет 80°-90°, что способствует более прямому воздействию сварочной дуги на изделие и создает легкость в управлении сварочным процессом (рис. 48). При сварке электродом под углом 45°-60° (рис. 49) искусственно создается «козырек» (неравномерное расплавление покрытия), что мешает управлению сварочным процессом...
При выполнении данной операции жидкий металл стремится вниз, что приводит к смещению вершины шва в нижнюю часть. Во избежание наплывов сварка производится узкими валиками, без поперечных колебаний. Рекомендуемая ширина валика - 1-2 диаметра с покрытием - достигается определенной скоростью сварки. Сварочный ток необходимо подобрать максимально допустимый для толщины металла и при отсутствии подреза в верхней части шва. Наклон электрода по отношению к вертикальной плоскости необходимо выдерживать 80°-90°...
Сварочный пост — это рабочее место сварщика, оснащенное комплектом технологически связанного между собой оборудования, необходимыми приспособлениями и инструментом. Сварочные посты могут быть стационарными или передвижными...
Качество сварного шва в стыковых соединениях зависит от подготовки кромок, качества сборки изделия, выбора режимов и способов сварки корня шва, заполнения разделки и лицевого слоя. V-образная разделка применяется в основном для толщин от 5 до 12 мм и для труб малого диаметра, в которых невозможна подварка корневого валика изнутри...
Действие магнитного дутья значительно ослабляется при сварке на переменном токе. В этом случае под действием магнитного поля тока, пронизывающего изделие сплошного сечения, в последнем наводится э. д. с. Ев, порождающая вихревые токи Iв. Сдвиг фаз φв между Iв и Ев определяется соотношением индуктивной RL и активной Ra составляющих сопротивлений контуров вихревых токов. Поскольку Ra > 0, то φв < π/2 ...
Сварка изделий из листов толщиной менее 1 мм обычной дугой с плавящимися электродами весьма затруднительна. Чтобы исключить прожог таких листов, необходимо либо уменьшить ток дуги до 5—15 а, либо увеличить скорость сварки. Однако маломощные дуги с плавящимися электродами весьма неустойчивы. Увеличение скорости сварки выше некоторого предела приводит к скачкообразному перемещению активного пятна по изделию, что исключает возможность получения сварного шва равномерного сечения. Кроме того, дуговая сварка таких изделий вызывает значительные их коробления...
www.autowelding.ru
Сварка- основы
Главная страница » Сварка- основы
На данной странице вы найдете сведения по теме “Сварка- основы”, а также ссылки на другие страницы нашего сайта, которые связаны с данной темой. Читайте подробную информацию ниже, чтобы узнать больше, переходите, пожалуйста, по интересующим вас ссылкам, в конце страницы дан список страниц с этой меткой.

На этой странице сосредоточены ссылки на материалы, так или иначе раскрывающие основы электросварки.
Всем известно, что бы какое то дело получилось, надо сначала сделать подготовку, а уж после браться за его исполнение. Тот же вариант подходит и к исполнению сварочных работ. Перед тем как подключить сварочный аппарат, надо сначала подобрать место, которое отвечало бы всем требованиям техники безопасности. Этому учат основы электросварки. И так место должно отвечать таким критериям: постоянный и беспрепятственный приток свежего воздуха. Постоянное охлаждение, которое можно усилить с помощью дополнительного вентилятора. Отсутствие агрессивных испарений, а так же пыли, во время работы.
Обязательно перед началом работ не забывайте проверить, чтобы напряжение и частота которые указаны в инструкции самого аппарата, совпадали с таким же параметрам в самой сети. После чего можно осуществлять подключение. Не забывайте также о заземлении.
Сварка-основы: это свод правил, которыми должны пользоваться исключительно все. А так же исполнять все то, о чем они гласят. И не важно, ты новичок в этом деле, или профессионал(с большим опытом), который уже не первый год исполняет такие работы. Потому что неисполнение данных правил тянет за собой различные травмы при исполнении сварочных работ, и много других негативных последствий.
 Страница 1 из 71234567»
Страница 1 из 71234567» kovka-svarka.net
Физические основы сварки
| Рекомендуем приобрести: Установки для автоматической сварки продольных швов обечаек - в наличии на складе! Высокая производительность, удобство, простота в управлении и надежность в эксплуатации. Сварочные экраны и защитные шторки - в наличии на складе! Защита от излучения при сварке и резке. Большой выбор. Доставка по всей России! Сваркой называется процесс получения неразъёмного соединения отдельных частей из твёрдых материалов за счёт междуатомных сил сцепления как с применением нагрева, так и без него. Сварка в промышленности особенно широко применяется для соединения металлов, но могут свариваться и многие другие материалы: стёкла, пластмассы, смолы, некоторые горные породы и т. д. В настоящей статье рассматривается только сварка металлов. Силы сцепления, связывающие в одно целое элементарные частицы, из которых состоят твёрдые или жидкие тела, могут быть объяснены взаимодействием электронных оболочек атомов, составляющих тело. Для осуществления сварки, т. е. соединения твёрдых металлических частей в одно целое, необходимо привести в действие силы сцепления. Для этого прежде всего нужно достаточно сблизить атомы соединяемых частей на расстояние порядка атомного радиуса, а затем активизировать силы сцепления, т. е. заставить взаимодействовать электронные оболочки соединяемых частиц. По общим законам термодинамики частицы взаимодействуют так, что в конечном счёте уменьшают свободную энергию системы. К процессам, уменьшающим свободную энергию системы, относятся, например, распределение атомов в определённом правильном порядке пространственной кристаллической решётки, которая обладает известной прочностью. Для деформирования решётки необходимо затратить определённую работу, т. е. подвести к твёрдому кристаллическому телу достаточное количество энергии. Деформированная кристаллическая решётка при подходящих условиях возвращается к нормальному состоянию, уменьшая свободную энергию системы и возвращая работу, затраченную на её деформирование. Во время перестройки деформированной кристаллической решётки частицы приходят во взаимодействие, вызывая срастание в одно целое соединяемых металлических частей. К процессам, идущим самопроизвольно, с уменьшением свободной энергии системы, относятся, например, растворение и диффузия, которые часто играют основную роль в процессе сварки. Важным фактором увеличения свободной энергии системы является нагрев свариваемых тел. С повышением температуры сначала происходит уменьшение прочности твёрдого тела, ослабляются упругие свойства, растёт способность к пластическим деформациям, а затем происходит плавление металла. При дальнейшем повышении температуры металл переходит в газообразное состояние. Способность объёмов вещества к объединению в одно целое меняется с температурой, возрастая с её повышением. Любые газы, приведённые в соприкосновение и находящиеся в любых соотношениях, самопроизвольно образуют смесь, однородную по всему объёму, с наиболее вероятным равномерным распределением различных газовых молекул по всему объёму. В жидком состоянии способность к диффузия частиц уже сильно ограничена: существуют многочисленные примеры взаимно нерастворимых жидкостей и жидкостей с ограниченной взаимной растворимостью. Все расплавленные металлы являются достаточно однородными жидкостями и обладают хоть и очень ограниченной, но достаточной для осуществления сварки взаимной растворимостью. Нагрев металла облегчает выполнение процесса сварки и применяется в широких размерах и разнообразнейших формах в сварочной технике, поэтому в обычном представлении сварка неразрывно связана с нагревом металла до высоких температур его плавления или перехода в пластическое состояние. Однако нагрев не является необходимым для осуществления процесса сварки и применяется из соображений практического удобства. Принципиально сварка возможна при низких температурах и в некоторых случаях осуществляется в промышленных масштабах. Срастание частиц металла в монолитное твёрдое тело при низких температурах наблюдается достаточно часто, так, например, при комнатной температуре формируются плотные и прочные массы металла при электролитическом его осаждении из водных растворов. Нанося гальваническим путём осадок металла на соединяемые части, можно их соединить в одно целое и принимать осуществляемый таким образом процесс за сварку. Плотные прочные осадки металлов могут быть получены иногда и посредством химических реакций восстановления металла из его соединений, протекающих при низких температурах. При комнатной температуре возможно превращение металлических порошков в монолитный металл приложением значительного давления. За счёт пластической деформации осуществляется холодная сварка многих металлов при комнатной температуре, находящая промышленное применение. Источник: Хренов К.К. Сварка, резка и пайка металлов |
www.autowelding.ru
Основы сварки самозащитными порошковыми проволоками
Основы сварки самозащитными порошковыми проволоками: высокая скорость, отсутствие необходимости в газовых баллонахПроцессом сварки самозащитной проволокой редко овладевают в начале карьеры. Тем не менее, это один из самых эффективных методов дуговой сварки.
Авторы: Том Майерс (Tom Myers) и Фрэнк Драголич Мл. (Frank Dragolich, Jr.)
Сварка порошковой самозащитной проволокой (FCAW-S) – это самый универсальный процесс в отрасли дуговой сварки. Такая проволока самостоятельно выделяет защитный газ, удаляет загрязняющие вещества на стали, образует отвечающее всем нормативным требованиям наплавление и быстрозастывающий шлак.
Метод FCAW-S скорее напоминает ручную руговую сварку штучными электродами (SMAW), чем сварку газозащитными порошковыми проволоками. Сварщики с большим опытом ручной дуговой сварки обычно очень быстро овладевают процессом FCAW-S, в то время как тем, кто знаком только с процессом газозащитной сварки контролируемыми короткими замыканиям (GMAW), на это приходится потратить чуть больше времени.
Как и РДС, FCAW-S не требует использования внешнего источника защитного газа, поэтому этот процесс хорошо подходит для сварки под открытым небом (см. Рисунки 1 и 2). Тем не менее, в отличие от РДС, процесс сварки самозащитной порошковой проволокой имеет намного более высокую производительность наплавки. Она аналогична, а в некоторых случаях даже превышает производительность сварки газозащитной проволокой. В случае штучных электродов марки E6010 и E6013 производительность наплавки составляет 1-1,5 кг металла в час. Для E7018 этот показатель составляет 2-2,5 кг. Что касается процесса FCAW-S, то в его случае сварщик может наплавить до 4 кг металла при вертикальной сварке и более 6 кг при сварке в горизонтальном и нижнем положении, в зависимости от используемой проволоки. Кроме того, производительность можно увеличить до более 10 кг металла в час с помощью процедур с увеличенным вылетом электрода.
| Рисунок 1: Самозащитная порошковая проволока часто используется для сварки в неудобных пространственных положениях. |
| Рисунок 2: Благодаря отсутствию необходимости в газовых баллонах процесс FCAW-S часто используется для сварки в монтажных условиях или под открытым небом как более эффективная альтернатива РДС. |
Основные сведения о процессеДля GMAW (MIG) и сварки газозащитной порошковой проволокой (FCAW-G) лучше всего подходит постоянный ток обратной полярности (DC+). Однако для самозащитной проволоки рекомендуемая полярность зависит от состава сердечника (стабилизаторов дуги) конкретной марки проволоки. Большая часть проволок FCAW-S лучше всего себя показывает на постоянном токе прямой полярности (DC-), но некоторые из них больше подходят для работы на токе обратной полярности.
В случае GMAW сцепление для бесперебойной подачи проволоки обеспечивается гладкой V-образной насечкой на приводных роликах механизма подачи. К сожалению, такая насечка может повредить порошковые проволоки. Для того, чтобы обеспечить такое же толкающее усилие без сильного сжатия проволоки, в случае FCAW-S используются приводные ролики с V-образным гофрированием, которое захватывает оболочку проволоки и обеспечивает ее плавную подачу без деформаций.
Обратите внимание: если после сварки порошковой проволокой Вы возвращаетесь к режиму GMAW, не забудьте заменить приводные ролики на ролики с гладкой V-образной насечкой. Ролики с гофрированием могут повредить медное покрытие сплошных проволокок и привести к его расслоению. Сейчас эта проблема не так актуальна, как раньше, но о ней все равно не стоит забывать.
НапряжениеВсе самозащитные порошковые проволоки очень чувствительны к колебаниям напряжения и поэтому требуют применения источника питания с режимом сварки на жесткой вольтамперной характеристике (CV). В некоторых случаях сварка газозащитной проволокой имеет более широкий диапазон допустимого напряжения. В случае FCAW-S Вы должны точно придерживаться необходимого напряжения.
При сварке самозащитной проволокой во время работы дуги между расплавленным металлом наплавления и окружающим воздухом нет ничего, кроме шлака и выделенного самой проволокой газа. Повышенное напряжение приводит к увеличению длины дуги, что, в свою очередь, увеличивает ширину конуса дуги. Соответственно, дуга большой длины и ширины более подвержена воздействию атмосферы. Из-за этого длина дуги имеет крайне большое значение, а источники питания на жесткой ВАХ позволяют сохранять ее на постоянном уровне.
Обратите внимание, что, если расплавленный металл вступит контакт с окружающим воздухом (который содержит 79% азота, 20% кислорода и 1% процент других элементов), он начнет поглощать азот и кислород. Если этому никак не помешать, после застывания металла часть этих газов улетучится и оставит после себя отверстия (т. е. пористость). Оставшиеся внутри газы приведут к образованию очень ломкого металла с низкими механическими характеристиками. Поэтому расплавленный металл нужно защищать от контакта с воздухом, пока он не застынет. Это относится ко всем процессам сварки.
Теперь представьте, как от самозащитной проволоки отделяется расплавленная капля. Практически сразу же вокруг нее образуется тонкий слой шлака. Материал проволоки включает определенные элементы, которые вступают в химическую реакцию с азотом и кислородом (т. е. денитрификаторы или восстановители) и затягивают их в шлак, тем самым не давая им попасть в металл наплавления. Также при этом образуются другие побочные продукты реакций в дуге, например, двуокись углерода, которая замещает собой воздух. Эти две особенности защищают расплавленную каплю металла во время ее перемещения к сварочной ванне.
Но чем больше длина дуги, тем большее расстояние должны пройти капли металла и тем сильнее становится воздействие азота, кислорода и других составляющих воздуха. Если оно становится слишком большим, системы защиты проволоки с ним не справятся и газ окажется поглащен металлом наплавления. Эти примеси скажутся на механических свойствах наплавления, в том числе ударной вязкости. Для ее измерения проводится тест по Шарпи с V-образным надрезом. Когда содержание примесей достигает определенного порогового значения, в металле возникает пористость. Слишком низкое напряжение, напротив, приводит к чрезмерному укорачиванию дуги. В таком случае проволока втыкается в пластину, что приводит к образованию неровного сварного шва.
В случае FCAW-S после завершения сварки над кончиком проволоки образуется маленький шарик шлака, который выступает в роли изолятора и мешает зажиганию дуги при возобновлении сварки. Поэтому для упрощения зажигания дуги кончик проволоки нужно аккуратно отломить или отрезать кусачками.
Также проверьте расстояние, на которое выступает проволока от контактного наконечника. Для стандартных процедур сварки эта величина обычно составляет 19-25 мм, иногда до 95 мм в случае высокопроизводительной сварки на спуск. Вылет электрода так же важен, как и длина дуги. Для сохранения стабильности дуги его колебания не должны превышать ±3 мм. Силшком большой вылет электрода приведет к короткой, нестабильной дуге и сильному разбрызгиванию, слишком маленький – избыточной длине дуги и большому риску загрязнения расплавленного металла окружающим воздухом.
Также никогда не ведите сварку с упреждающим наклоном горелки. Это не сварка GMAW короткими замыканиями. При сварке самозащитной проволокой используется шлак, поэтому Вы можете использовать старый принцип: удерживайте шлак, направляя на него поток газа. Если горелку расположить под небольшим углом на отставание, она будет удерживать шлак позади дуги. Если направить горелку вперед, она будет подталкивать расплавленный шлак перед сварочной ванной. Из-за этого возникнет риск того, что он окажется погружен под слоем металла.
Особенности сварки в сложных пространственных положенияхПроизводительность наплавки и общие сварочно-технологические характеристики зависят от использованной проволоки. Проволоки класса AWS E71T-8–которые подходят для сварки в любых пространственных положений на постоянном токе прямой полярности–имеют схожий металлургический состав, но при этом каждая из них имеет свои особенности.
Самое большое влияние оказывает система шлакообразования проволоки. Она представляет собой вещества, которые вступают в реакцию с другими химическими элементами, застывают быстрее металла наплавления и всплывают к поверхности соединения, чтобы защитить его от атмосферного воздуха (см. Рисунок 3). Некоторые проволоки имеют щелочную систему шлакообразования на основе фторидов, аналогичных использованных в электродах марки E7018. В других используется более кислая система, которая вступает в реакцию и застывает быстрее. Именно она помогает сварщикам достигунть упомянутой производительности 4 кг/час (чтобы узнать о системах шлакообразования подробнее, см. Техническое письмо: Обзор составов шлака ниже).
Техническое письмо: Обзор составов шлакаПри сварке самозащитной порошковой используются другие системы шлакообразования. Большей частью они основаны на восстановлении алюминия и магния и деазотировании системы. Эти элементы попадают в сварочную ванну и образуют оксид алюминия и оксид магния, которые имеют высокие температуры плавления. Если к этому добавить элементы шлака с низкими температурами плавления, можно получить эффективную систему шлакообразования. Элементы шлака–оксид алюминия и оксид магния–быстро плавятся и всплывают к поверхности сварочной ванны, защищая наплавление от атмосферного воздуха.
Процесс FCAW-S имеет очень высокую усойчивость к азоту именно благодаря системам шлакообразования. Молекулы алюминия и магния привлекают к себе атомы кислорода и азота, в результате образуются оксиды алюминия и магния. Эти легкие вещества с высокой температурой плавления (т. е. быстрозастывающие) быстро поднимаются на поверхность сварочной ванны. По сути, система шлакообразования превращает азот и кислород–потенциальные загрязняющие вещества–в химические соединения, которые защищают наплавление.
Во многих проволоках FCAW-S используется одна из двух систем шлакообразования – основная или кислотная. В основных системах фторид кальция вместе с соединениями алюминия и магния образует систему, которая немного напоминает шлак, образующийся при сварке штучными электродами, например, класса E7018. В кислотных системах вместо фторида кальция используется оксид железа.
Основные системы имеют хорошие характеристики очистки. Они больше подходят для сварки конструкций ответственного назначения, имеют высокую ударную вязкость при низких температурах и другие прочностные характеристики. Кислотные системы отличаются плавным и быстрым процессом сварки.
Это связано с тем, как кислотные и основные элементы вступают в реакцию с другими элементами в металле наплавления. Это сводится к тому, как быстро происходят химические реакции. Во время сварки молекулы ионизируются, что заставляет атомы покидать одни молекулы и присоединяться к другим. В разных системах шлакообразования для этого требуется разная температура. Во фторидных системах на разделение молекул требуется очень много тепла. Для разделения кислотных, железооксидных молекул, напротив, нужна меньшая температура. Быстрая химическая реакция в таком случае приводит к более быстрому застыванию шлака и, в конечном итоге, большей производительности наплавки.
| Рисунок 3: Самозащитная проволока FCAW имеет внешнюю оболочку, которая защищает сердечник из флюсообразующих веществ. Она немного похожа на вывернутый наизнанку штучный электрод. |
Техника сварки зависит от рекомендаций производителя, обратитесь к нему за более подробными инструкциями. Техника также зависит от основного металла и поставленной задачи, но при этом у всех проволок есть некоторые общие свойства.
Возьмем, например, две проволоки класса E71T-8 – Innershield® NR-203MP и NR-203 Nickel (1%), в которых используется основная (некислотная) система шлакообразования. Проволоки NR-203 напоминают электроды марки E7018, за исключением более высокой производительности наплавки и, разумеется, отсутствия необходимости в смене электродов. Проволоки можно использовать в любых пространственных положениях, проводить сварку по открытому зазору и создавать соединения с очень высокой ударной вязкостью при низких температурах. Кроме того, они позволяют проводить сварку на спуск.
При сварке V-образных или угловых соединений проволокой NR-203 нужно использовать технику поперечных колебаний. Направьте проволоку на кромку лицевой поверхности шва и сделайте небольшую паузу–это обеспечит большую глубину проплавления и даст шлаку время подняться к поверхности–и затем быстро переместитесь на другую сторону шва и опять сделайте паузу. Будьте внимательны: если слишком задержитесь в центре шва, Вы можете наплавить слишком много металла и создать шов выпуклой формы, который не только ухудшит механические характеристики, но и сделает соединение более уязвимым к таким дефектам, как подрезание.
Всегда старайтесь точно сфокусировать дугу на сварочной ванне. Такое волнообразное движение–паузы у кромок шва и затем быстрое перемещение на другую сторону–позволяет металлу наплавления поступать с обеих сторон. Кроме этого, небольшая пауза у одной кромки шва позволяет застыть шлаку с другой. Если сравнивать с другими самозащитными проволоками, NR-203 образует довольно тонкий слой флюса, который может удерживать лишь ограниченный объем металла. Поэтому производительность наплавки составляет всего 2,5-3 кг/час–больше, чем при ручной сварке, но меньше, чем у остальных самозащитных проволок,
например, NR-232 и NR-233. Эти проволоки имеют кислотную систему шлакообразования, которая очень быстро вступает в реакцию в металле наплавления и образует более тяжелый шлак, что делает возможной сварку с производительностью 3,5-4 кг/час даже в неудобных пространственных положениях.
В отличие от сварки проволокой NR-203, когда Вы следите за сварочной ванной, с NR-232 и NR-233 нужно обратить внимание на образующуюся позади переднего края дуги линии шлака. Вместо традиционного метода воспользуйтесь сваркой узкими валиками с небольшими колебаниями. Если линия шлака получается неровной, Вы сможете быстро сделать исправление. Например, если линия шлака с левой стороны оказалась ниже, Вы должны немного сдвинуть горелку влево, выровнять ее и затем продолжить сварку узкими валиками. При вертикальной сварке на подъем представьте, что Вы создаете "полку" с наплавленным металлом и штабелируете валики друг на друга.
Скорость штабелирования определяет скорость сварки. Если Вы будете это делать слишком быстро и расположите дугу немного выше сварочной ванны, проволока может проникнуть в пластину и даже привести к прожиганию.
Также нельзя забывать о контроле тепловложения. Для этого можно регулировать вылет электрода – такая техника сварки используется не только при сварке FCAW-S, но и любых других процессах на жесткой ВАХ. Если Вы, например, ведете вертикальную сварку на подъем, опираясь на "полку" из расплавленного металла наплавления NR-232, Вы можете почувствовать, что ванна становится слишком горячей, а дуга проникает внутрь пластины. В таком случае Вы можете немного увеличить вылет электрода – это приведет к падению силы тока и немного охладит сварочную ванну. И наоборот, если температура слишком мала и у Вас не получается обеспечить нужную глубину проплавления, вылет электрода можно немного уменьшить – это увеличит силу сварочного тока и глубину проплавления.
Гибкие, мобильные и эффективныеПроцесс сварки FCAW-S завоевал большую популярность в США – стране, которая постоянно работает над улучшением инфраструктуры. Он сочетает мобильность, способность противостоять тяжелым погодным условиям,эффективность сварки проволокой и гибкость РДС. Процессом сварки самозащитной проволокой редко овладевают в начале карьеры. Тем не менее, это один из самых эффективных методов сварки.
Том Майерс – это старший технический специалист, а Фрэнк Драголич Мл. – техник компании Lincoln Electric Co., 22801 St. Clair Ave., Cleveland, OH 44117, 216-481-8100.
Технические данные предоставлены компанией Lincoln Electric
www.lincolnelectric.com
Принципы дуговой сварки
| Рис. 1. Схема контура дуговой сварки |
При дуговой сварке необходимое для плавления металла тепло выделяется электрической дугой. Эта дуга образуется между рабочим изделием и электродом (в виде стержня или сварочной проволоки), которую вручную или механически направляют в сварочную ванну. Электрод может быть неплавким и служить исключительно для замыкания контура между рабочим изделием и наконечником. Также помимо переноса тока он может быть предназначен для добавления в сварочную ванну присадочного металла. В производстве металлоизделий чаще используется второй тип электродов.
Сварочный контурУпрощенная схема сварочного контура показана на Рис. 1. Он состоит из источника постоянного или переменного тока, который подключается кабелями к свариваемой детали и электрододержателю.
Дуга возникает в момент, когда кончиком электрода прикасаются к рабочему изделию и сразу же приподнимают его от поверхности.
Температура дуги составляет около 3600ºC. Этого достаточно, чтобы расплавить основной металл и материал электрода, образуя при этом сварочную ванну, которую иногда называют «кратером». После того, как электрод переместится дальше, кратер застынет и образует сварочное соединение.
Газовая защитаОднако для соединения металлов простого перемещения электрода недостаточно. При высокой температуре металлы склонны вступать в реакцию с содержащимися в воздухе химическими элементами – кислородом и азотом. Когда расплавленный металл в сварочной ванне вступает в контакт с воздухом, в нем начинают образовываться оксиды и нитриды, из-за которых намного падают прочностные характеристики металла. Поэтому многие процессы дуговой сварки предполагают какой-либо способ изолировать дугу и сварочную ванну с помощью защитного газа, пара или шлака. Это называют защитой дуги. Такая защита предотвращает или минимизирует контакт расплавленного металла с воздухом. Кроме того, защита может улучшить сварочно-технологические характеристики. В качестве примера можно назвать гранульный флюс, который, помимо прочего, содержит деоксиданты.
| Рис. 2. Защита сварочной ванны с помощью покрытия электрода и слоя флюса на наплавлении. |
На Рисунке 2 показана типичная схема газовой защиты дуги и сварочной ванны. Выступающее за границы электрода покрытие плавится в точке контакта с дугой и образует облако защитного газа, а слой флюса защищает еще не застывший металл наплавления позади дуги.
Электрическая дуга представляет сбой достаточно сложное явление. Хорошее понимание физики дуги поможет сварщику лучше контролировать свою работу.
Природа дугиЭлектрическая дуга представляет собой ток через дорожку ионизированного газа между двумя электродами. При этом возникающая между отрицательно заряженным катодом и положительно заряженным анодом дуга выделяет много тепла, так как в ней постоянно сталкиваются положительные и отрицательные ионы.
В некоторых условиях сварочная дуга не только вырабатывает необходимое для плавления электрода и основного металла тепло, но и переносит расплавленный металл с кончика электрода на рабочее изделие. Существует несколько технологий переноса металла. Например, среди них можно отметить:
- Перенос силами поверхностного натяжения (Surface Tension Transfer®), когда капля расплавленного металла касается сварочной ванны и втягивается в нее силами поверхностного натяжения;
- Струйный перенос металла – когда электрический разряд выталкивает каплю из расплавленного металла на кончике электрода в сварочную ванну. Такой процесс хорошо подходит для потолочной сварки.
При использовании плавкого электрода жар от дуги расплавляет кончик электрода. От него отделяются капли металла, которые пермещаются через дугу к рабочему изделию. При использовании плавкого электрода жар от дуги расплавляет кончик электрода. От него отделяются капли металла, которые направляются через дугу к рабочему изделию. При использовании угольного или вольфрамового (TIG) электрода этого не происходит. В таком случае металл наплавления поступает в соединение из второго электрода или проволоки.
Большая часть тепла дуги поступает в сварочную ванну через расходуемые электроды. Это позволяет обеспечить более высокую термическую эффективность и сконцентрировать зону термического воздействия.
Так как для замыкания электрического контура нужна ионизированная дорожка между электродом и рабочей поверхностью, простого включения тока будет недостаточно. Необходимо «поджечь» дугу. Этого можно добиться кратковременным повышением напряжения или прикосновением электрода к контактной поверхности до тех пор, пока она не нагреется.
Для сварки может использоваться как постоянный ток (DC) прямой или обратной полярности, так и переменный (AC). Выбор рода и полярности тока зависит от конкретного процесса сварки, типа электрода, газовой среды в зоне дуги и свариваемого металла.
www.lincolnelectric.com
- Сварка газом

- Технология ручной дуговой сварки
- Термообработка сварных соединений

- Технология сварки металлоконструкций ручной дуговой сварки

- Тавровый шов

- Дуговая электрическая сварка

- Техника безопасности при сварке

- Overman 200 aurorapro

- Резка стали
- Видео уроки сварочные работы

- Водородная сварка
