Большая Энциклопедия Нефти и Газа. Тавровый шов
техника и правила сваривания труб, а также в вертикальном, нижнем, потолочном положениях; технология и особенности выполнения
Главная страница » Статьи о сварке » Как научиться сваривать металл » Соединения » Тавровые сварные соединения
 Тавровое соединение — это соединение двух деталей, расположенных под углом друг к другу, т.е. торец одной детали прилегает к боковой поверхности другой под углом 90 градусов. Простыми словами — к горизонтально лежащей детали приваривается вертикальная, образуя букву «Т». Такие соединения могут быть без разделки кромок, с односторонней и двусторонней разделкой. Тавровые соединения используются при дуговой сварке, свариваются очень удобно в горизонтальном и вертикальном положении, удобнее всего в наклонном (в лодочку).
Тавровое соединение — это соединение двух деталей, расположенных под углом друг к другу, т.е. торец одной детали прилегает к боковой поверхности другой под углом 90 градусов. Простыми словами — к горизонтально лежащей детали приваривается вертикальная, образуя букву «Т». Такие соединения могут быть без разделки кромок, с односторонней и двусторонней разделкой. Тавровые соединения используются при дуговой сварке, свариваются очень удобно в горизонтальном и вертикальном положении, удобнее всего в наклонном (в лодочку).
Где применяется

Двустороннее с разделкой кромок
Применение таврового соединения весьма широкое: в автомобилестроении, в строительных конструкциях (фермы, опоры, колонны, стойки), металлическая мебель (лавки-скамейки, столы, этажерки), мосты и путепроводы, газопроводы, нефтепроводы, системы водоснабжения, теплоснабжения зданий и сооружений.
Преимущества и недостатки
Тавровое соединение самое распространенное, одно из самых прочных. Данное соединение позволяет получать изделия и конструкции сложной формы. Расположение деталей буквой «Т» обеспечивает дополнительную жесткость конструкции. Качественно выполненная работа гарантирует практичность и надежность.
Недостатком такого соединения могут являться дефекты:
Такие дефекты зависят от качества выполнения работы. Низкая квалификация рабочего непосредственно станет причиной дефектов, но не мало важно и оборудование, расходные материалы (сварочные аппараты, проволока, электроды, защитный газ). Сам процесс является опасным, вы должны соблюдать все правила техники безопасности без исключения.
Техника выполнения, особенности
Для всех сварных соединений техника выполнения будет стандартная, важно учесть способ сварки. Тавровое соединение удобное, легко формировать шов, контролировать размер катета и внешний вид шва.
Перед началом работы производится технологическая подготовка поверхности, иначе наличие загрязнений и ржавчины снизит производительность сварочного процесса и приведет к дефектам. При сварке таврового шва электрод располагают в плоскости под углом 30-40 градусов относительно нижней пластины, сделав сборку деталей и прихватив — так соединение не поведет.

Одностороннее с разделкой шва в нижнем положении
Нужно проконтролировать угол между деталями и правильность расположения, если все правильно выполнено, то можно приступать непосредственно к сварке. Возбуждаем электрическую дугу и наклонив электрод немного к себе ведем его в одном положении, двигаться следует аккуратно ванной назад, совершая колебательные движения вдоль оси шва для расплавления кромок. Это нужно для того, что бы избежать непровара угла и одной из сторон детали. Можно нанести метку над углом на верхней пластине за границы которой электрод не должен будет выходить, так получится более ровный шов.
Техники сварки таврового соединения в различных положениях несколько отличаются друг от друга.
К сведению! Рассматривая технику сварки, можно сразу отметить, что легче всего выполнять сварку в нижнем положении, или положении «в лодочку». Поэтому если есть такая возможность, то рекомендуется повернуть сварную конструкцию так, что бы сварные швы выполнять в нижнем положении.
После выполнения сварки зачищается шлак и обрабатывается поверхность металлической щеткой или другими приспособлениями.
Рекомендации
Если сваривать тавровым соединением тонкую и толстую пластину, то угол наклона электрода относительно толстой пластины будет примерно 60 градусов. Чтобы больше металла «стягивать» с толстой части на тонкую.
Также желательно просушить свариваемые поверхности для лучшего качества сварного шва.
Сварка труб
Опираясь на ГОСТ16037-80, который распространяется на сварные соединения трубопроводов из сталей и устанавливает основные типы, конструктивные элементы и размеры сварных соединений труб с трубами и арматурой, правильно будет сказать, что в нем таврового соединение нет. Все швы, которые называют тавровыми, относятся к угловым. Однако, когда к торцу трубы приваривается заглушка из пластины или фланец, это будет являться тавровым соединением. По большому счету, что бы не спорить по этому поводу, необходимо понимать, что тавровое соединение деталей труб или любого другого металлопроката выполняется угловым швом и техника сварки трубопроводов сводится к технике сварке угловых швов.

Прежде всего нужно остановиться на подготовке труб перед сваркой таврового соединения. Трубы должны соответствовать всем требованиям и не иметь дефектов, загрязнения и ржавчины, после чего можно выполнять сварку.
Следует выполнить прихватки, для труб диаметром до 300 мм хватит 4 равномерно расположенных прихваток. Для более широких труб прихватки выполняются с одинаковым интервалом по всему диаметру. Торец одной трубы необходимо выкроить определенным образом что бы он плотно прилегал к боковой поверхности другой трубы. Для труб с небольшим диаметром сделать это не очень сложно при помощи нескольких манипуляций болгаркой. Другое дело, когда предстоит работа с трубами больших диаметров. В данном случае, как правило, при разметке применяются различные шаблоны и развертки.
Видео
Полезные ролик о том, как можно резать трубы для приваривания их торцом к боковине.
Далее выполняется сборка деталей на прихватки или в сборочно-сварочном приспособлении. Сварка соединения труб может выполняться как в поворотном положении (есть возможность вращения стыка вокруг своей оси) так и в неповоротном (нет возможности вращения стыка вокруг своей оси). Сваривая трубы, сварной шов приходиться выполнять по криволинейной поверхности, что несколько усложняет процесс. Необходимо стык разделить на участки и выполнять сварку за несколько приемов.
ВАЖНО! При этом нужно обеспечивать переплавление ранее наплавленного шва.
Сварной шов в зависимости от толщины стенки трубы выполняется за один или несколько проходов. Следует обратить внимание на состав труб и подобрать подходящие электроды. Сварной шов на трубах должен быть идеальный, в обязательном порядке проверяется наличие дефектов. Если дефекты имеются, то их исправляют.
Профильные трубы используются для ограждений, каркасов, различных металлических конструкций.
Совет! При соединении желательно убедиться в ровном срезе, иначе появится зазор, который придется сваривать отрывисто.
При тавровом соединении профильных труб так же выполняются прихватки. Электрод ведется под углом колебательными движениями снизу вверх. После сварки зачищается шлак.
Видео
В вертикальном положении
При тавровом соединении в вертикальном положении сварочный ток устанавливается более высоким для хорошего проплавления, сварку нужно выполнять снизу вверх с отрывом дуги.
К сведению! Вертикальные швы выполняются как с отрывом дуги, так и на проход. Это зависит от различных факторов: толщина металла, способ сварки, марка электрода.
В нижнем положении
Выполняя сварку в нижнем положении результата сварщик может достигнуть более высокого качества, ток должен быть выше, если полярность прямая и ниже, если полярность обратная.

Соединение вертикальное с разделкой кромки, шов в нижнем положении
Положение электрода направлено в корень сварного соединения, длина дуги меньше при сварке на обратной полярности, вести электрод нужно равномерно, не упуская сварочную ванну.
Прежде всего, необходимо правильно настроить параметры сварки, диаметр электрода, сила тока, что бы процесс сварки протекал стабильно. Электрод нужно расположить так, что бы он в одной плоскости располагался по биссектрисе между поверхностями деталей, а в другой плоскости наклонен в сторону его перемещения.
Сварочная дуга должна гореть по стыку деталей. Перемещать электрод необходимо с равномерной скоростью, так что бы кромки деталей успели расплавляться, а сварной шов сформироваться с нужным катетом. В случае необходимости получении шва с большим катетом необходимо дополнительно выполнять колебательные движения торцом электрода. Так же сварной шов может выполняться за несколько проходов, но при этом требуется тщательная зачистка от шлака после каждого прохода.
Видео
В потолочном положении
Для потолочного положения техника такая же, как и для нижнего положения только в зеркальной проекции. Основная сложность заключается в том, что расплавленный металл стремится вытекать из сварочной ванны.
Для предотвращения этого необходимо несколько снизить сварочный ток, что бы уменьшить тепловую мощность сварочной дуги.
Сварку следует выполнять на короткой длине дуги. Так же необходимо помнить, что в потолочном положении большое количество брызг раскаленного металла и шлака будет лететь на сварщика, что требует строгого соблюдения правил техники безопасности, правильной спецодежды и головного убора.
Правила сварки
При тавровом соединении нужно избегать непроваров, следует правильно перемещать электрод, предотвращая появление дефектов. В основном электрод располагается в плоскости ровно между привариваемыми деталями. Направлять электрод нужно снизу вверх (поднимать расплавленый метал и смешивать его с электродным расплавлением) по простой причине того, что расплавленный метал будет стекать на нижний.
Лучше всего наклонить поверхности под углом 45 градусов ( сварка в лодочку), тогда шов получится правильного сечения и работать под таким углом будет проще.
Не забудьте! Так же нужно учитывать зазор, для хорошего проплавления.
 Прежде чем начать сварку, обязательно делаются прихватки. Предварительно измеряется конструкция, углы соединений должны быть 90 градусов. Перед работой нужно настроить ток, подобрать нужный электрод, обратить внимание на свариваемые поверхности, запастись нужными знаниями и практикой. Обязательно ознакомиться с техникой безопасности и приобрести нужную рабочую форму.
Прежде чем начать сварку, обязательно делаются прихватки. Предварительно измеряется конструкция, углы соединений должны быть 90 градусов. Перед работой нужно настроить ток, подобрать нужный электрод, обратить внимание на свариваемые поверхности, запастись нужными знаниями и практикой. Обязательно ознакомиться с техникой безопасности и приобрести нужную рабочую форму.
Оборудование
Для упрощения и процесса сборки и повышения производительности изготовления изделий при помощи сварки широко применяются различные сборочно-сварочные приспособления. По большей части сборка тавровых соединений деталей производиться на специальных столах — стапелях, оборудованных универсальными зажимами, фиксирующими и установочными устройствами. Они обеспечивают четкое и точное расположение деталей в нужном месте конструкции и под заданным углом. Также применяются различные шаблоны и кондукторы в зависимости от сложности сварной конструкции.
Где купить электроды различных марок
Выбирайте производителей и продавцов сварочных электродов, перейдя по ссылке ниже на страницу нашего каталога фирм.Выбрать компанию
weldelec.com
Техника сварки стыковых, тавровых и угловых швов
Сварка стыковых соединений является достаточно проблематичной задачей, при отсутствии необходимых знаний. Поэтому, следует знать, как правильно выполняется сварка таких соединений. Как правило, все стыковые соединения выполняются с одной или же с двух сторон. Для того чтобы избавиться от прожогов, используют съемные или же дополнительные прокладки, которые предотвращают этот процесс. Остающиеся подкладки, как правило, делают из стальных полосок, толщина которых примерно равна 2-4 мм, а ширина – порядка 30-40 мм. Съемные же подкладки изготавливаются из материалов, которые не плавятся во время сварки, таким образом, такие материалы обладают отличными теплопроводящими и теплоемкостными свойствами. Например, таким материалом может быть медь. Также интересно, что съемные прокладки во время сварки могут охлаждаться при помощи проточной воды, а кроме того, их можно сделать из керамики или же графита. Такая сварка имеет преимущества, среди которых:
- работа сварщика будет более уверенной, он не будет бояться прожогов или натеков, и это позволит увеличить величину сварочного тока еще на 20-30%;
- нет необходимости выполнять подварку корня шва с обратной стороны.
Во время сварки стыковых соединений или же изделий с V-образной разделкой кромок, сварку могут выполнять в два, и более слоев, если этому соответствует толщина свариваемых листов (она должна лежать в пределах 3-26 мм), а также положение шва и диаметр электрода. Выполнение шва, как правило, начинается с нанесения первого слоя, который состоит из одного валика. Так, на краю скоса кромок возбуждается сварочная дуга, после чего, ее необходимо сместить к нижней части шва, а также проварить края скосов кромок. На этих скосах, движение электрода замедляется, дабы провар улучшился, а вот при переходе с одной кромки на следующую, скорость движения электрода следует увеличить, дабы избежать прожогов.

Сварку угловых, или же тавровых и нахлесточных соединений, выполняют однослойной или многослойной. При этом, однослойная сварка выполняется с толщиной деталей до 10 мм. Все перечисленные соединения можно выполнять без совершения колебаний электрода, с помощью ниточного или же уширенного валика. Колебания можно производить лишь тогда, когда нужно наложить сварочный шов с большим катетом.

Во время сварки данных соединений, возможны образования непроваров с одной из сторон. Поэтому лучше всего проводить сварку в положении «лодочка». Причем во время сварки наклонным электродом, лучше всего вести электрод углом назад.
www.vse-o-svarke.org
Сварка тавровых соединений
 Если невнимательно отнестись к сварочному процессу и неграмотно подготовить свариваемые элементы, их прочность будет недолговечной, и в какой-то момент конструкция разрушится. Особого подхода и профессионализма требует сварка тавровых соединений, так как существуют правила исполнения и методы получения подобных соединений.
Если невнимательно отнестись к сварочному процессу и неграмотно подготовить свариваемые элементы, их прочность будет недолговечной, и в какой-то момент конструкция разрушится. Особого подхода и профессионализма требует сварка тавровых соединений, так как существуют правила исполнения и методы получения подобных соединений.
В процессе сварки соединяются:
- Уголки,
- Металлические листы,
- Квадраты,
- Продукция трубопроката,
- Швеллера,
- Рельсы.
При этом используется ручная электродуговая сварка с различным уровнем мощности. Если же подача электрического тока отсутствует, применяется газопламенная ручная, но для ее выполнения нужно транспортировать тяжелое и объемное оборудование.
Типы соединений элементов с помощью сварочных аппаратов
Нередко виды сварных конструкций требуют предварительной обработки поверхностей, которые будут соединяться. Даже в большинстве технологических процессов заложены всевозможные пазы и освобождения, позволяющие обеспечивать надежность сварного шва. Детали необходимо правильно фиксировать и располагать в пространстве, чтобы быстро и качественно сварить между собой.
Подготовка свариваемых поверхностей может происходить при помощи электрического инструмента – шлифовальных кругов, отрезных кругов. Если нужно обеспечить определенный угол, как раз отрезным кругом можно выполнить подобную работу.
Шлифовальные процедуры позволяют получить гладкие и ровные поверхности на соединяемых элементах.
Обработка может коснуться одной детали, а другая сохраниться в первоначальном виде, и тогда несколько экономится металл. Существует и односторонняя и двусторонняя сварка, и поэтому нужно подбирать виды обработки поверхностей. Сварщики обычно работают с угловыми, тавровыми или сваривают встык.

Разделка швов для достижения качества
Наиболее распространенным вариантом разделки является обработка торцов, когда выполняется скос под определенным углом, и полученное пространство заполняется расплавленным металлом во время сваривания.
Металлические могут иметь толщину от 4 до 25 миллиметров, и для них используется торцевой скос определенной формы. Если же деталь имеет толщину от 12 миллиметров, тогда может потребоваться предварительная двусторонняя разделка.
При использовании разделки уменьшается расход сварных материалов, поэтому данный способ полезен не только для надежности, но и для увеличения экономических показателей.
И сварка тавровых соединений требует дополнительной разделки швов, поэтому нужно предусмотреть предварительную обработку деталей.
Кромка одного элемента должна перпендикулярно прилегать к плоскости другой детали, так что объединение нужно выполнять с обеспечением максимальной прочности и с соблюдением перпендикулярности.
Если толщина металлических элементов меньше или равна 10 миллиметров, разделку применять не обязательно и сварка производится с двух сторон. Кромка металлической детали не обрабатывается, и только контролируется качество поверхности.
Но когда элемент, располагаемый перпендикулярно, обладает меньшей толщиной, чем вторая часть таврового соединения, тогда необходимо выбирать угол расположения электрода.

Требования к сварным швам таврового соединения
Но если сварка тавровых соединений требует высокой степени прочности и это предписано в технологическом процессе, тогда в обязательном порядке исполняется разделка.
Толстая, располагаемая перпендикулярно, должна дополнительно обрабатываться, чтобы сварка позволила добиться качественного совмещения. Пользуются односторонней или двусторонней разделкой, при этом кромка срезается под углом 45 градусов.
Свариваемые элементы, которые превышают своей толщиной 10 миллиметров, свариваются в несколько слоев, таким образом, происходит заполнение всех имеющихся пустот.

Все предварительные виды обработки на производственных предприятиях всегда описываются в технологических процессах, и если в чертеже имеется тавровое соединение, технолог должен подробно расписать методы разделки.
Перед тем, как попасть к сварщику на участок, детали могут обрабатываться слесарями для получения поверхностей, которые впоследствии будут соединяться посредством сварки.
В бытовых условиях все несколько упрощено, и человеку, пытающемуся сварить две детали перпендикулярно, придется самостоятельно принимать решение о предварительной обработке и использовать специальный инструмент.

swarka-rezka.ru
Шов - тавровое соединение - Большая Энциклопедия Нефти и Газа, статья, страница 1
Шов - тавровое соединение
Cтраница 1
Шов таврового соединения без скоса кромок, двухсторонний прерывистый с шахматным расположением, выполняемый ручной дуговой сваркой в защитном газе неплавящимся электродом по замкнутой линии. [1]
Шов таврового соединения без скоса кромок, двусторонний, прерывистый с шахматным расположением, выполняемый электродуговой ручной сваркой в защитных газах неплавящимся металлическим электродом по замкнутой линии. [3]
Шов таврового соединения, без скоса кромок, двусторонний, прерывистый, шахматный, выполняемый дуговой ручной сваркой в защитных газах неплавящимся металлическим электродом по замкнутой линии. [5]
Шов таврового соединения, без скоса кромок, двусторонний, прерывистый, выполненный электродуговой ручной сваркой в защитных газах неплавящимся металлическим электродом, длина провариваемого участка 60, шаг 100, усиление снято с обеих сторон. [6]
Шов таврового соединения невидимый односторонний, выполненный по замкнутому контуру дуговой сваркой в углекислом газе плавящимся электродом. Шов прерывистый, с шахматным расположением участков. [7]
Шов таврового соединения двусторонний, без скоса кромок, выполненный полуавтоматической сваркой по незамкнутому контуру. [8]
Шов таврового соединения невидимый односторонний, выполненный по замкнутому контуру дуговой сваркой в углекислом газе плавящимся электродом. Шов прерывистый с шахматным расположением участков. [9]
Шов таврового соединения двусторонний, без скоса кромок, выполненный полуавтоматической сваркой по незамкнутому контуру. [10]
Шов таврового соединения без скоса кромок, односторонний, выполняемый электродуговой ручной сваркой по замкнутому контуру. Катет шва 5 мм Шов углового соединения со скосом одной кромки, двусторонний с предварительным наложением под-варочного шва, выполняемый автоматической сваркой под флюсом по замкнутой линии Шов нахлесточного соеди-кения, трехрядный с шахматным расположением точек, выполняемый контактной точечной электросваркой. [11]
Шов таврового соединения, без скоса кромок, двусторонний, прерывистый, выполненный электродуговой ручной сваркой в защитных газах неплавящимся металлическим электродом, длина провариваемого участка 60, шаг 100, усиление снято с обеих сторон. [12]
Шов таврового соединения без скоса кромок, двусторонний, прерывистый с шахматным расположением, выполняемый ручной дуговой сваркой в инертных газах неплавящимся электродом с присадочным металлом по замкнутой линии. [13]
Шов таврового соединения без скоса кромок, двусторонний, прерывистый с шахматным расположением, выполняемый электродуговой ручной сваркой в защитных газах неплавящим-ся металлическим электродом по замкнутой линии. [14]
Шов таврового соединения без скоса кромок, двусторонний, прерывистый с шахматным расположением, выполняемый электродуговой ручной сваркой в защитных газах неплавящимся металлическим электродом по замкнутой линии. [15]
Страницы: 1 2
www.ngpedia.ru
Основные виды сварных соединений и швов
Приветствую вас, уважаемые читатели. В сегодняшней статье мы расскажем вам об основных видах сварных соединений и швов. Многие специалисты сварочного производства называют данные соединения сварными, некоторые – сварочными, хотя от этого смысл не меняется.
В этой статье они так же будут упоминаться по разному, в зависимости от оборота речи, но помните: сварной и сварочный по отношению к соединениям и швам – это одно и то же.
Сварные соединения и швы классифицируются по нескольким признакам
Существует ряд типов сварных швов в зависимости от вида соединения:
- - шов стыкового соединения
- - шов таврового соединения
- - шов нахлесточного соединения
- - шов углового соединения
Стыковое соединение
Стыковое соединение представляет собой соединение двух листов или труб их торцевыми поверхностями. Данное соединение является самым распространенным, благодаря меньшему расходу металла и времени на сварку.
Стыковое соединение может быть, в зависимости от расположения шва:
- - Односторонним
- - Двусторонним
По подготовке соединения под сварку, в зависимости от толщины свариваемых изделий:
- - Без скоса кромок
- - Со скосом кромок
Одностороннее соединение без скоса кромок предполагает сварку листов толщиной до 4 мм (исключение - процесс Laser Hybrid Weld). Двусторонне соединение бес скоса кромок рекомендуется выполнять при сварке толщин до 8 мм. В обоих случаях для обеспечения качественного провара, необходимо делать небольшой зазор при соединении листов под сварку, оклоло 1- 2 мм.
Скос кромок при одностороннем сварном соединении рекомендуется делать при толщинах от 4 до 25 мм. Наиболее популярным является соединение со скосом кромок V-образного типа. Менее популярными, но также применяются односторонние скосы кромок и скосы U-образного типа. Для предотвращения возможностей прожогов во всех случаях делается небольшое притупление кромок.
При толщинах от 12 мм и более при двусторонней сварке рекомендуется делать X-образную разделку, которая имеет ряд преимуществ перед V-образной разделкой. Эти преимущества заключаются в уменьшении объема требуемого металла для заполнения разделки (почти в 2 раза), и соответственно увеличении скорости сварки и экономии сварочных материалов.
Тавровое соединение
Тавровое соединение представляет собой два листа, когда между ними образуется соединение в виде буквы «Т». Как и в случае со стыковыми соединениями, в зависимости от толщины металла выполняется сварка с одной или с обеих сторон, с разделкой или без. Основные типы таврового сварного соединения представлены на рисунке.
Некоторые советы по сварке таврового соединения:
- 1. При сварке таврового соединения тонкого металла с более толстым, необходимо, чтобы угол наклона электрода или сварочной горелки был около 60° к более толстому металлу. Как это показано ниже:
- 2. Сварку таврового соединения (и углового в такой же степени) можно значительно упростить, расположив его для сварки «в лодочку». Это позволяет проводить сварку преимущественно в нижнем положении, увеличивая скорость сварки и уменьшая вероятность появления подрезов, которые являются очень частым дефектом таврового сварного соединения, наряду с непроваром. В некоторых случаях одного прохода будет недостаточно, поэтому для заполняющих швов требуется осуществлять колебания горелки.
Сварка "в лодочку" используется также при автоматической и роботизированной сварке, где изделие кантуется при помощи специального кантователя в нужное для сварки положение.
- 3. В настоящее время существуют специальные сварочные процессы для увеличенного проплавления. Применяя их, можно добиться односторонней сварки достаточно толстого металла с гарантированным проваром и формированием обратного валика с другой стороны. Подробнее о сварочном процессе Rapid Weld можно ознакомиться здесь. О сварочном оборудовании для односторонней сварки таврового шва с обратным вормированием валика можно узнать в разделе "сварочный полуавтомат QINEO TRONIC PULSE"
Соединение внахлестку
Данный тип соединения рекомендуется применять при сварке листов толщиной до 10 мм, причем сваривать листы требуется с обеих сторон. Делается это из-за того, чтобы не было возможности попадания влаги между ними. Так как сварочных швов при этом соединении два, то соответственно увеличивается и время на сварку и расходуемые сварочные материалы.
Угловое соединение
Угловым сварочным соединением называют тип соединения двух металлических листов, расположенных друг к другу под прямым или другим углом. Данные соединения также могут быть со скосом кромок или без, в зависимости от толщин. Иногда угловое соединение проваривается и изнутри.
Классификация по другим признакам
Сварные соединения и швы также классифицируют по другим признакам.
Типы соединений по степени выпуклости:
- - нормальные
- - выпуклые
- - вогнутые
Выпуклость шва зависит как от применяемых сварочных материалов, так и режимов сварки. Например, при длинной дуге шов получается пологим и широким, и, наоборот, при сварке на короткой дуге шов получается более узким и выпуклым. Так же на степень выпуклости влияет скорость сварки и ширина разделки кромок.
Типы соединений по положению в пространстве:
- - нижнее
- - горизонтальное
- - вертикальное
- - потолочное
Наиболее оптимальным для сварки является нижнее положение шва. Поэтому при проектировании изделия и составлении технологии сварочного процесса следует это учитывать. Сварка в нижнем положении способствует высокой производительности, является наиболее простым процессом с получением качественного сварного шва.
Горизонтальное и вертикальное положение сварного соединения требует от сварщика повышенной квалификации, а потолочное является наиболее трудоемким и не безопасным.
Типы сварных соединений по степени протяженности:
- - сплошные (непрерывные)
- - прерывистые
Прерывистые сварные швы применяются в соединениях, где не требуется герметичности.
Надеюсь, данная информация по типам сварных швов и соединений будет полезна вам и поможет увеличить качество и производительность ваших сварных конструкций при проектировании. А так же поможет сделать сам сварочный процесс безопасным и наиболее оптимальным. Спасибо за внимание, читайте также другие статьи.
© Смарт Техникс ![]()
Данная статья является авторским продуктом, любое её использование и копирование в Интернете разрешена с обязательным указанием гиперссылки на сайт www.smart2tech.ru
www.smart2tech.ru
Сварные тавровые соединения - Энциклопедия по машиностроению XXL
На рис. 28 даны кривые усталости неупрочненного и упрочненного сварного таврового соединения, выполненного электродом УОНИ 13/55. После сварки без термообработки усиление сварного шва не снято. [c.45]
Порядок расчета сварного таврового соединения с угловыми швами (рис. 4.8, а) при нагружении постоянной силой F остается прежним поверхность разрушения швов (рис. 4.8, б) поворачивают на плоскость стыка, составляют расчетную схему и переносят силу F в центр тяжести швов (рис. 4.8, в, г, й) при этом возникают моменты Т -FR и М = FL. Таким образом, действует центральная сдвигающая сила F и моменты Т и М. Для улучшения центрирования свариваемых деталей и разгрузки шва от сдвигающей силы обычно делают центрирующий поясок (рис. 4.8, е). Повернутое опасное сечение может представлять собой круглое кольцо (рис. 4.8, в), прямоугольное кольцо (рис. 4.8, г) или два узких прямоугольника (рис. 4.8, [c.89]
| Рис. 4.8. Сварное тавровое соединение с угловыми швами | 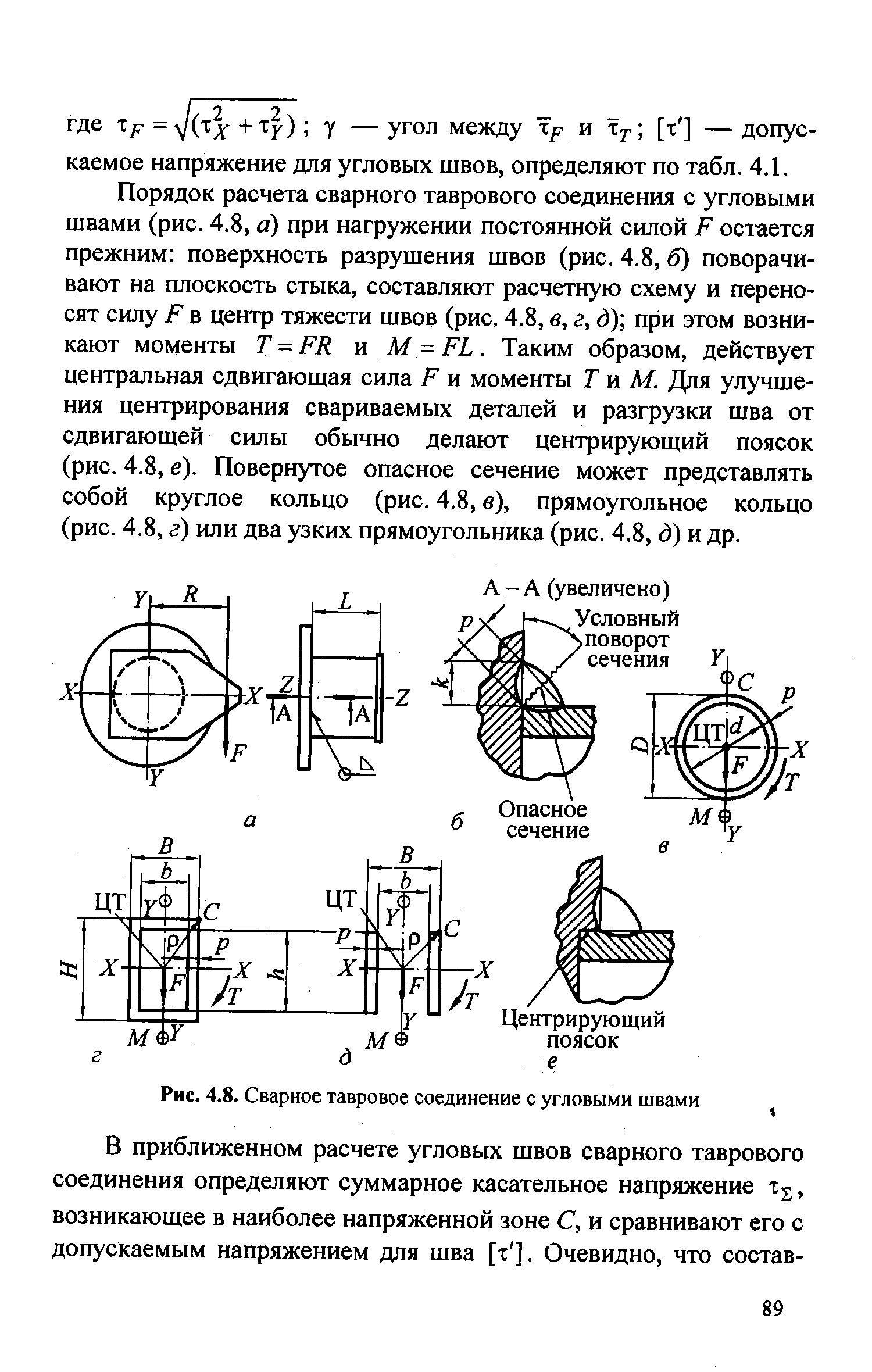 |
СВАРНЫЕ ТАВРОВЫЕ СОЕДИНЕНИЯ [c.101]
Соединения втавр. Предел выносливости сварных тавровых соединений существенно зависит от глубины провара, что подтверждается данными табл. 8. [c.371]
Сопротивление усталости сварных тавровых соединений при растяжении-сжатии [c.372]
РС-ПЭП широко применяется при контроле сварных тавровых соединений и стыковых соединений со снятым усилением шва. Кроме того, их используют для обнаружения расслоений в листах и дефектов пайки. Оптимальные параметры РС-ПЭП рассчитывают исходя из тех же условий, что и при расчете призматических ПЭП [6]. [c.121]
Сварное тавровое соединение характеризуется более значительными изменениями формы, по сравнению с тем, что отмечалось для сварного стыкового соединения. Поэтому в этом случае следует ожидать значительно большего искажения силового потока, а следовательно, и более высокой концентрации напряжений. [c.43]
Кроме того, в сварных тавровых соединениях наблюдается также значительно большее разнообразие конструктивных форм, которое соответственно может характеризоваться и более широким диапазоном значений коэффициента концентрации напряжений. В качестве наиболее характерных примеров различных условий работы сварных тавровых соединений можно привести данные о распределении напряжений для двух наиболее типичных случаев конструктивного оформления этих соединений. На фиг. 17 представлены сварные тавровые соединения и приведены эпюры распределения нормальных напряжений в отдельных сечениях этих соединений, полученные экспериментально [11] при испытании плоских образцов подобной формы. [c.43]
В последнем случае условия работы сварного таврового соединения приближаются к условиям работы сварного стыкового соединения и поэтому такое его конструктивное оформление рекомендуется применять в наиболее ответственных случаях, когда снижение концентрации напряжений имеет большое значение для обеспечения более надежной работы соединения. [c.45]
Результаты вибрационных испытаний сварных тавровых соединений [c.87]
Сварное тавровое соединение без разделки кромок. ........ 45,0 12,6 0,1 2,2 11,8 53 [c.87]
Сварное тавровое соединение с разделкой кромок. ......... 42,3 15,6 0,1 1,58 14,6 70 [c.87]
| Рис. 2.7. Разделка кромок и сварное тавровое соединение двухслойной стали (Т5)- | 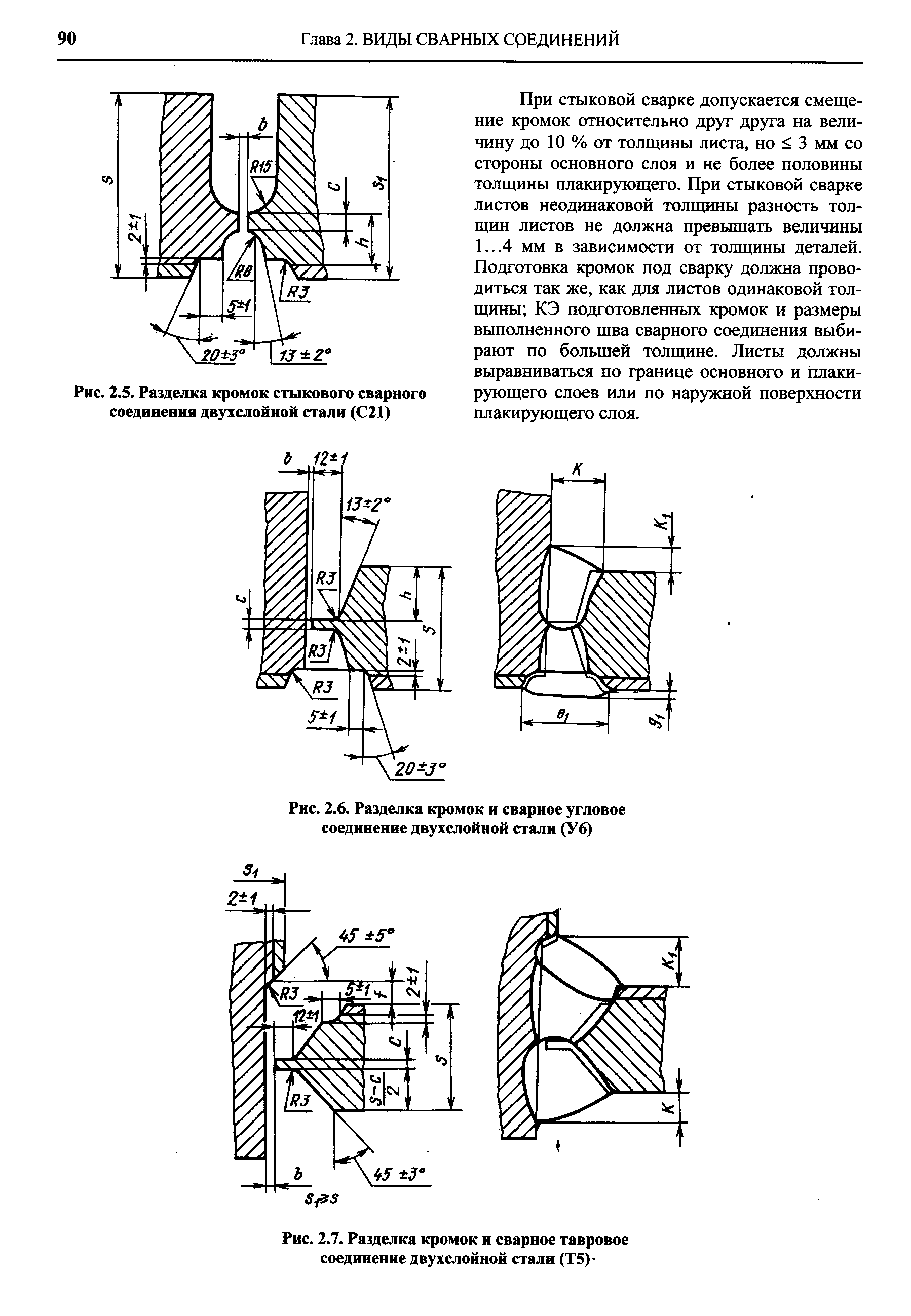 |
| Фиг. 12. Сварное тавровое соединение о — без провара б — с полным проваром. | 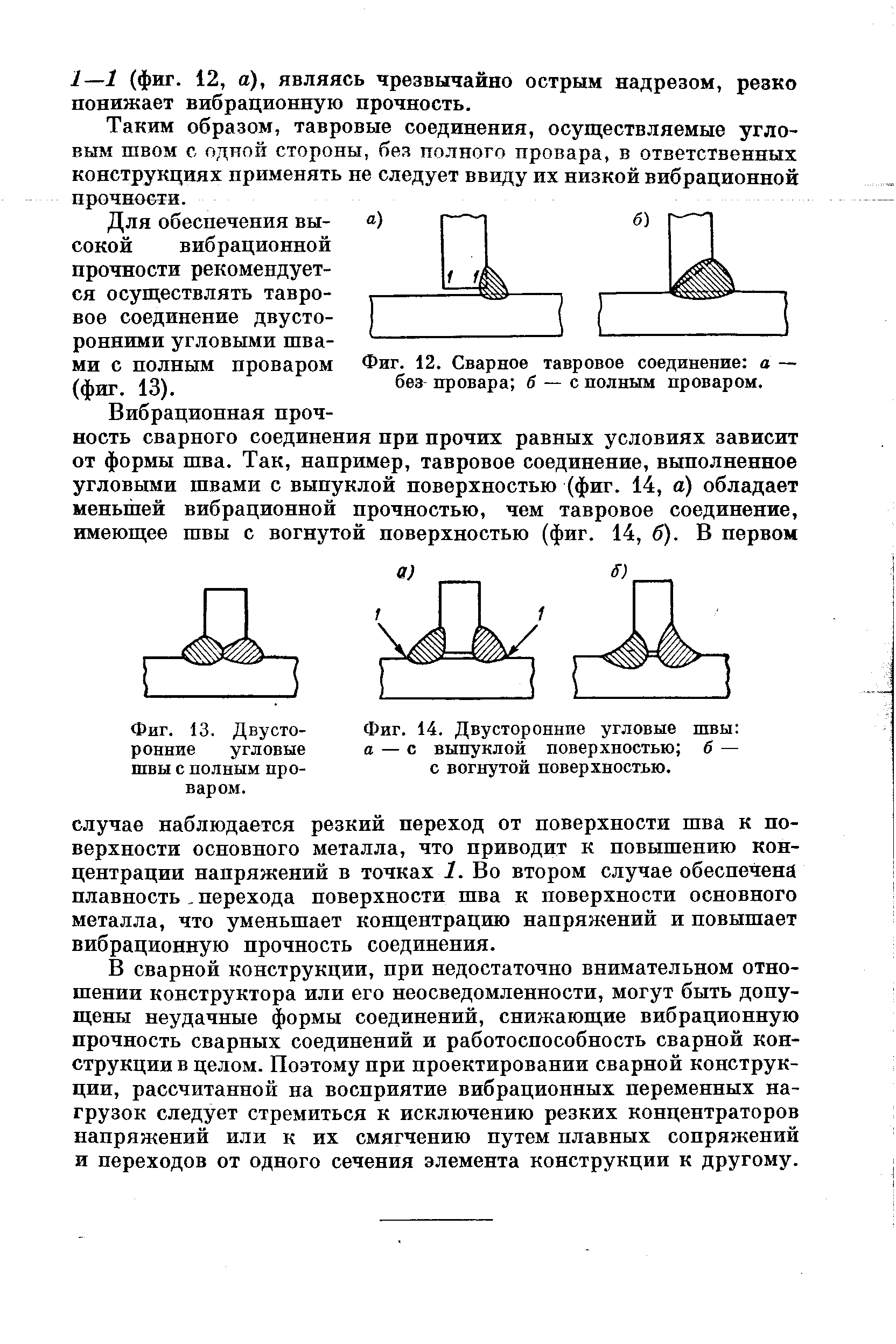 |
Швы тавровых соединений можно выполнять без скоса (рис. 245, а) и со скосом (рис. 245, б, в) кромок. В последних двух случаях получаются соединения, аналогичные стыковому шву. Швы пробочные (рис. 246, а) и прорезные (рис. 246, б) обычно применяют для усиления сварных соединений. [c.387]
В зависимости от расположения соединяемых элементов различают следующие основные виды сварных соединений стыковые (рис. 30.2, а), нахлесточные (рис. 30.2, б), угловые (рис. 30.2, в], тавровые (рис. 30.2, г). По расположению шва относительно направления приложения нагрузки Р различают лобовые (рис. 30.2, д), косые (рис. 30.2, е) и фланговые швы (рис. 30.2, ж). Стыковые, угловые и тавровые соединения выполняют как без скоса, так и со скосом (односторонним или двусторонним) кромок элементов. [c.366]
Сварное соединение, в котором соединяемые элементы расположены в двух взаимно перпендикулярных плоскостях, называется тавровым (рис. 27.2, в). Тавровые соединения находят применение при изготовлении различных пространственных конструкций — балок, стоек, колонн, рам, резервуаров, каркасов [c.455]
Рассмотренные выше установки предназначены для контроля протяженных или замкнутых швов. Ряд механизированных установок типа Прометей (разработки ЦНИИ Прометей ) предназначены для контроля коротких участков (300. .. 1000 мм) плоских стыковых сварных соединений толщиной 10. .. 130 мм и тавровых соединений толщиной 10. .. 40 мм. Их отличительная особенность состоит в конструкции механизма сканирования. [c.390]
Полный контроль просвечиванием наиболее труден при сварных швах под углом и тавровых соединениях. Разнообразные схемы просвечивания этих соединений показаны на фиг. 48, д, е, ж, з, и, к. Просвечивание сложных и больших объектов (шов котла и толщина его стенок) производится так же, как просвечивание отливок и сварных соединений. При просвечивании на месте крупных объектов пользуются переносными рентгеновскими аппаратами (см. фиг. 38). Особое внимание должно быть уделено полной электри- [c.164]
Большое место в судостроении, реакторостроении, транспортном машиностроении и других отраслях отводится сварным соединениям втавр. Помимо этой главы, усталостная прочность сварных тавровых соединений освещается также в гл. VIII при рассмотрении балочных и рамных элементов сварных металлоконструкций. [c.101]
В сварных тавровых соединениях угловая деформация приводит к искривлению полок (рис. 151, б), к так называемой грибовидности. Угол смещения из плоскости продольных кромок полок при образовании грибовидности зависит от толщины полок и сечений присоединяющих их швов. В частности, приварка полки толщиной 10 мм угловыми швами с катетами 5 мм создает грибовидность р л 3°. [c.223]
Несколько изменена и структура осиовйого обозначения. Высоту катета наплавленного металла в швах угловых и тавровых соединений, а также величину диаметра точки точечного шва и ширину роликовых швов, выполняемых контактгсои сваркой, указывают перед условным графическим знаком шва. После графического знака во всех случаях указывают толщину и другие параметры шва сварного соединения (длина шва, длина npoBapnBaeNroro участка, шаг и количество рядов). Для более наглядного выделения швов, выполняемых по периметру, [c.100]
Траектории развития трещин в анализируемых сварных узлах представлены на рис. 5.8—5.11. Как следует из полученных данных, траектория трещины зависит от максимальных напряжений в цикле. Из рис. 5.8—5.11 видно, что во всех соединениях при небольших максмальных напряжениях в цикле (варианты № 1—3, 5—8, 11 —12) траектории трещин криволинейные, что обусловлено неоднородностью ОСН. С увеличением максимальных напряжений отклонение траекторий от направления, перпендикулярного поверхности листа, уменьшается. Наибольшее отклонение траектории трещины происходит в случае ненулевых напряжений в стенке таврового соединения, что моделирует, например, действие ребер жесткости на обшивку корпуса судна (варианты № 5, 7). [c.318]
Сварные соединения— стыковые, тавровые и угловые большинство из них выполняют электротлаковой сваркой. Последнее обстоятельство определяет некоторые особенности конструкции и последовательность выполнения сборочно-сварочных операций. Угловые и тавровые соединения собирают с помощью косынок и диафрагм, стыковые — с номоп1,ью скоб. В местах, недоступных для [c.348]
Контроль качества угловых швов тавровых соединений ведется на первом этапе со стороны стенки с целью выявления дефектов в корне шва. Контро п> производится пря-мьгм лучом. ПЭП перемещается вдоль шва на расстоянии L = 0,.5bjtga. Угол ввода луча обычно составляет а = 65°. Остальную часть сварного соединения прозвучивают однократно отраженным лучом (а - 50°]. ПЭП перемещают на расстоянии = 1,5bitga с отклонением (сканированием), равным катету Kj углового шва (рис. 6.33), [c.187]
Снижение шероховатости поверхности, уменьшение макро- и микроконцентраторов имеет существенное значение и в области малоцикловой усталости. На рис. 130 приведены результаты циклических испытаний сварных тавровых образцов после обработки поверхности фрезой или после чеканки. Как видно, механическая обработка поверхности сварного соединения приближается по зффективности к чеканке. [c.201]
Условное обозначение стандартного сварного шва, показанное на полке линии-выноски на рис. 16.37, а, расшифровывается так шов таврового соединения (буква Т), без скоса кромок (цифра 5), прерывистый с шахматным расположением элементов, выполненный ручной дуговой сваркой в защитных газах неплавящимся металлическим электродом по замкнутой линии (P 5 — обозначение способа сварки) кате сечения шва — 6 мм длина каждого проваренного участка — 50 мм, шаг — 100 мм 50Z100). [c.420]
mash-xxl.info
Тавровое соединение - Большая Энциклопедия Нефти и Газа, статья, страница 4
Тавровое соединение
Cтраница 4
Тавровые соединения, или соединения впритык ( рис. 3), чаще всего применяют при ручной дуговой сварке. [47]
Тавровое соединение или соединение впритык ( рис. 3) чаще всего применяют при ручной дуговой сварке. [49]
Тавровое соединение, или соединение впритык ( рис. 3), чаще всего применяется при ручной и автоматической дуговой сварке. [51]
Тавровые соединения широко используются при дуговой сварке и выполняются без скоса и со скосом кромок с одной или с двух сторон. При одностороннем и двустороннем скосе кромки вертикального элемента между вертикальным элементом и горизонтальной поверхностью изделия оставляется зазор для лучшего провара вертикального элемента на всю толщину. Односторонний скос нужен в том случае, если конструкция изделия не позволяет произвести сварку таврового соединения с двух сторон. [52]
Тавровое соединение осуществляют путем приварки одного листа к другому под углом 90 ( фиг. Тавровое соединение без скоса кромок применяют в конструкциях, работающих с малой статической нагрузкой. [53]
Тавровое соединение осуществляют путем приварки одного листа к другому под углом 90е ( фиг. Тавровое соединение без скоса кромок применяют в конструкциях, работающих с малой статической нагрузкой. [54]
Тавровые соединения ( рис. 6) чаще всего сваривают без скашивания кромок. [56]
Тавровые соединения: 77 - шов без скоса кромок, односторонний; Т2 - то же, односторонний прерывистый; ТЗ - то же, двусторонний; Т4 - то же, двусторонний шахматный; Т5 - то же, двусторонний прерывистый; Тб - со скосом одной кромки, односторонний; 77 - то же, двусторонний; Т8 - с криволинейным скосом одной кромки, двусторонний; Т9 - с двумя симметричными скосами одной кромки, двусторонний; ТЮ - то же; Т11 - с двумя симметричными криволинейными скосами одной кромки, двусторонний. [57]
Тавровые соединения широко применяются в сварных конструкциях. Они могут выполняться без разделки кромок ( Tl, T3) и с предварительным скосом их. [59]
Страницы: 1 2 3 4 5
www.ngpedia.ru