Как сочетается сварочная проволока с флюсом.Выбор флюса и проволоки по основности и диаграммам активности. Сварочная проволока с флюсом
Проволока сварочная с флюсом
Сварочная проволока с флюсом
Использование в процессе сварки металлических деталей проволоки с флюсом позволяет устранить проблему разбрызгивания металла, получить более плотное и однородное соединение и одновременно защитить металл и дугу от воздействия атмосферного воздуха. В большинстве случаев данная технология используется для работы с медными, титановыми, алюминиевыми материалами.
Различают автоматическую и полуавтоматическую сварку (при использовании оборудования первого типа производительность работ будет существенно выше). Сварочная проволока с флюсом в своей основе содержит солевые, оксидные или смешанные солеоксидные химические материалы, которые обеспечивают постоянную подачу тока к рабочей зоне горения электрической дуги.
Технология выполнения работ практически не отличается от традиционной сварки, но в этом случае подача флюса выполняется из специального бункера автоматически по мере его сгорания при помощи специального механизма.
Проволока с флюсом: преимущества использования
Обеспечивается эффективная защита рабочей зоны от атмосферного воздействия благодаря применению флюса.
Использование проволоки сварочной с флюсом позволяет повысить производительность выполнения работ минимизировав при этом потери:
- С её применением обеспечивается высокая стабильность и мягкость сварочной дуги, равномерность её горения.
- Образуется плотный и ровный сварочный шов.
- Шлаковая корка легко удаляется с поверхности шва.
- Эта технология считается наиболее экономически выгодной.
В результате сварка с применением проволоки с флюсом позволяет получить высококлассный результат и профессионалу, и любителю.
Выбор проволоки
В зависимости от того, какой именно материал планируется сваривать (цветной металл, легированные или высоколегированные стали) выбирают и различные составы флюсов. Оптимальным вариантом для сварки углеродистых или низколегированных сталей станет использование оксидных материалов, для цветных металлов выбирают солевые флюсы, смешанные составы необходимы для обработки легированных сталей.
По своей толщине проволока с флюсом может быть выбрана в пределах 0,6-8 мм. В зависимости от размера сечения выбранного материала будет изменяться скорость расплавления и подачи проволоки из бункера. Цена мотка сварочной проволоки с флюсом зависит от веса материала.
В зависимости от используемых при производстве флюсов материалов их делят на керамические, плавленые и механические. Первый вид отличается наличием в составе доли ферросплавов, которые необходимы для того, чтобы получать легированные элементы в свариваемых материалах. Плавленые получили своё название из-за использования процедуры сплавления нескольких компонентов в специальной печи. Стоит отметить, что этот флюс не содержит в своём составе легированных элементов, в связи с чем в ходе выполнения сварочных работ он попадает в шов из электродной проволоки.
При выборе проволоки сварочной с флюсом также имеет значение процентное содержание в их составе марганца и кремния. Различают высоко- и низкокремнистые (менее 35%), марганцевые (с 1% вещества) и безмарганцевые (содержащие менее 1% Mn). Отдельной группой материалов считаются бескислородные, стекловидные и пемзовидные флюсы, которые отличаются строением своих частиц.
Для того чтобы гарантировать высокое качество сварочного соединения, необходимыми условиями становятся правильно подобранные сила тока и сварочная проволока с флюсом (её вид и диаметр).
В результате будет получен устойчивый процесс сварки, шов без пор и трещин, устранена проблема отделения от шва шлака, а сам шов будет иметь нужный химический состав и содержать минимальное количество веществ, которые способны выделять токсичные газы. Именно поэтому сварка проволокой с флюсом считается одной из самых рациональных технологий из всех используемых.
steelguide.ru
Флюсовые проволочные изделия для сварки
Чтобы сварка металла на полуавтоматическом или автоматическом оборудовании была качественной, чаще всего применяется проволока. Она позволяет сэкономить на использовании газа, необходимого для предотвращения окисления, и не только. Шов при её использовании получается прочный и ровный. Чаще всего компонент с флюсом применяется для соединения таких металлов, как алюминий, медь и титан. В нём содержится гранулированный флюс. Но в его основе может быть, и оксид, и солевые составляющие, встречаются и смешанные типы – солеоксидные. Давайте более подробно рассмотрим, что она из себя представляет, и какими полезными качествами обладает.
Основные преимущества
Подобная проволока имеет высокую степень плавления, что очень полезно при работе с тугоплавкими составами. В результате повышается скорость сварки, что тоже немаловажно при проведении объёмных работ, и сварочная дуга получается стабильной и мягкой. Горение дуги происходит равномерно, что приводит к созданию красивого и ровного шва. Еще одно преимущество в том, что в конце работ остающуюся на шве шлаковую корку очень легко удалить.
Есть и другие преимущества, среди них:
-
защита сварочной зоны;
-
экономичность;
-
скорость работ;
-
отсутствие разбрызгивания;
-
плавление на большую глубину;
-
нет вредного влияния от дыма;
-
нет необходимости в использовании флюса;
-
управление содержанием кислорода в шве;
-
оптимизация структуры шва.
Защита сварочной зоны возможна благодаря флюсу, содержащемуся в проводе. Таким образом на рабочую поверхность не попадают атмосферные газы. Именно благодаря таким показателям этот материал с флюсом чаще применяется не только любителями, но и профессионалами. Стоит отметить и низкую цену, и легкодоступность материала — такие компоненты можно приобрести в любом строительном магазине. К тому же они абсолютно безвредны для здоровья человека, а это очень ценно при работе со сварочным приспособлением.
Цели применения
Сварочная система, в которую устанавливается проволочный материал, применяется для соединения:
От того, над каким материалом производится сварка, зависит выбор соответствующего состава флюса. Так, например, если нудно соединять низколегированный материал, применяется оксидный флюс. Для сварки цветмета используется солевой флюс, а солеоксидный — для легированной стали. В зависимости от металла подбирается соответствующий диаметр проволоки. Толщина может быть от 0,6 мм и до 8 мм. Естественно, чем толще проволока, тем дольше она будет плавиться. От этого зависит и скорость её подачи. Поэтому, если металл не слишком прочный, нет смысла использовать толстый компонент с флюсом.
Порошковый электрод
Эта разновидность материала с флюсом применяется для полуавтоматической сварки. В её составе — порошок железа. Он позволяет нормализовать процесс плавления металла. Такая проволока может быть без содержания углекислоты, но во время плавления она выделяет углекислый газ. Поэтому не требуется внешняя подача защитного газа в сварочную ванную, что значительно облегчает и ускоряет всю работу. Помимо этого, в шахте электрода содержатся активные компоненты, снижающие разбрызгивание металла при его плавлении.
Основное преимущество такого электрода в том, что его можно использовать даже при сильном ветре на открытых площадках, при этом за сохранность шва можно не переживать — он всё равно будет качественным.
Работать с такой проволокой достаточно легко, и методика её использования мало чем отличается от сварки с обычной сплошной проволокой. Но при этом достигается наиболее высокое качество шва. В зависимости от толщины свариваемого металла и силы тока подбирается диаметр электрода с флюсом, который начинается с толщины в 0,6 мм, что позволяет работать даже с тонкими листами металла.
Какой диаметр выбрать?
Как уже говорилось выше, диаметр зависит от типа выполняемых работ и от используемых металлических изделий. Толщина может быть от 0,6 мм и до 8 мм. От толщины провода зависит и скорость её подачи, и то, как быстро он будет плавиться. Всё это обязательно должно учитываться при выборе.
Чтобы соединение получилось ровным, рекомендуется использовать максимально длинный электрод. Чем толще планируется сделать соединение, например, в тугоплавких материалах, тем толще нужен электрод. Но если необходима сварка мягких металлов, то большого диаметра электрода не требуется.
Сварка, произведенная при помощи электрода с флюсом, отличается высоким качеством. Шов получается устойчивым к атмосферным явлениям. Но главное то, что конструкция, соединённая таким образом, обладает высокой прочностью. А значит, её можно будет эксплуатировать даже в экстремальных условиях, например, в вакууме или в зоне повышенного давления.
Похожие статьиgoodsvarka.ru
Проволока сварочная флюсовая
Правильный процесс сварки включает в себя не только правильный подбор материалов, в том числе сварочной проволоки, но и определение режима работы, защитных средств и т. д. Самым популярным защитным материалом является флюс, который улучшает сцепление металлов. Его следует применять при любом сварочном процессе, поэтому для упрощения работы была создана флюсовая сварочная проволока.
Вместе с материалом проволоки флюс обеспечивает качественную свариваемость и защитные функции. Такое соотношение можно встретить практически у всех производителей. Свои лучшие качества флюсовая проволока проявляет при автоматической сварке, однако другие режимы тоже подходят.
Существенное положительное свойство – не нужно совершать подготовительные работы, а именно вычислять количество флюса, а сразу приступать к работе. Этому свойству рады не только профессионалы, но и новички сварочного дела. Однако данная марка имеет высокую стоимость по сравнению с другими видами.
Данным присадочный материал представляет собой стержень заметной толщиной, которая указывает на присутствие дополнительного материала – флюса. С ним можно выполнять любые процедуры: сгибать, резать, при этом защитное вещество всегда будет присутствовать в необходимом процентном содержании.
Флюсовая проволока применяется в промышленных целях для соединения металлических элементов и конструкций. Многие специалисты отмечают высокое качество готовой работы, поэтому стараются использовать именно эту марку. Ее выпуск регламентирован нормативной документацией.
Достоинства проволоки
Среди преимуществ выделяют следующие:
- не нужно высчитывать количество флюса, так как он есть уже в составе;
- обеспечивает высокое качество сварки;
- эффективная и простая эксплуатация;
- благодаря правильно подобранному процентному содержанию флюса, негативные нюансы отходят на второй план;
- соединение металлических конструкций происходит быстрее, за счет ускоренного контакта с расходным материалом;
- лучшее решение для автоматической сварки;
- снижается риск попадание других веществ в шов.
Отрицательные свойства
Кроме преимуществ, специалисты выделяют такие недостатки:
- высокая стоимость варочной проволоки с флюсом, сумма которой при огромных работах становится существенной;
- тяжело найти данную марку, по сравнению с другими видами;
- иногда свариваемость металлов низкого качества, поэтому следует применять другие вещества;
- большая толщина проволоки затрудняет процесс выбора подходящего режима работы.
Основные физико-химические свойства
Сварочная проволока обладает высокой пластичностью, что помогает взаимодействовать с различными видами сварки. Кроме того, данная марка устойчива к различным механическим воздействиям, что облегчает процесс хранения и перевозки. При использовании автоматической сварки следует учитывать, что температура плавления проволоки ниже, чем у исходного элемента. Благодаря этому стало возможным использования любого вида металла.
Стабильное горение дуги обеспечивается благодаря правильному процентному соотношению основных и дополнительных веществ. В проволоке практически отсутствует водород, который приводит к возникновению дефектов шва (трещины, поры и т.д.). Образовавшийся шлаковый налет легко снять.
Виды проволоки
Существует множество видов флюсовой сварочной проволоки, которая отличается по толщине и исходному материалу. Именно от этих факторов зависит, какой флюс будет применяться. Рассмотрим все возможные варианты:
- сталь – металл может иметь различные уровни легирования, так как каждому виду присущи определенные свойства;
- медь – для сварки используется проволока толщиной 8 мм. Она позволяет обеспечить качественное соединение при определенном температурном режиме;
- алюминий – для сварки таких конструкций необходимо обязательное присутствие флюса, так как воздействие высокой температуры приводит к появлению брака.
Как осуществляется процедура выбора?
Для тонких металлических изделий часто используют проволоку толщиной 8 мм. В остальных случаях подойдет и 2 мм присадочный материал. При сваривании более толстых конструкций рекомендуют применять 6 мм проволоку.
При ее выборе стоит обращать внимание не только на толщину, но и на компонентное содержание. По своему составу она должна быть похожа с основным металлом, при этом флюс уже включен, и поэтому его подбор не нужен. Для мелких работ, присадочный материал поставляется в кассетах, для более крупных – в бухтах.
Обратите внимание! Существует флюсовая проволока, не требующая использование защитного газа, так как в ее состав входит много других компонентов. В остальных случаях лучше воспользоваться специальным газом.
Нюансы в сварке
Флюсовая сварочная проволока позволяет ускорить процесс соединения элементов, за счет отсутствия подготовительного процесса. Перед началом работ лишь подготовить поверхность, очищая от ржавчины и мусора, обезжиривая и затачивая края конструкции. Далее, выставляется необходимый режим работы, где определяется скорость подачи газа. Проволока без особых проблем начинает плавиться и покрывает металлическую поверхность, образуя качественное и прочное соединение.
Популярные производители
Ведущими производителями флюсовой сварочной проволоки является компания Форте и ER70S-6. Многие специалисты отмечают высокое качество материала.
svarkagid.com
Электроды с флюсом и сварочная проволока с флюсом — преимущества использования
Сварочное производство, в том числе и автоматизированное, напрямую зависит от сварочной проволоки. При сварке изделий из нержавеющей стали не обойтись без сварочной нержавеющей проволоки, обеспечивающей ровный шов и беспрерывность сварочного процесса.
Из всех газов, применяемых в процессе газовой сварки, ацетилен используется наиболее часто. К работе с ацетиленом надо относится очень внимательно – новички или неспециалисты к таким операциям вообще не должны допускаться. Дело в том, что одной из важных особенностей ацетилена является его взрывоопасность, и только знание и соблюдение определенных правил может сделать работу с этим газом безопасной.
В процессе резки металла разными способами применяются специальные газы. Каждый из них имеет свое назначение: одни позволяют зажечь дугу, другие, сгорая, нагревают деталь, третьи служат для выдува расплавленного металла из зоны реза. Какие газы используются для разных способов резки, мы и посмотрим в этот раз.
stalevarim.ru
www.samsvar.ru
виды, выбор, технические характеристики, нюансы сварочной работы и особенности применения
Сварка в автоматическом или же полуавтоматическом режиме зачастую проходит с применением такого расходного элемента, как флюсовая проволока. Одно из ее основных преимуществ - это возможность экономить газ, который расходовался бы на препятствие окислению.
Описание проволоки
Наиболее распространено применение флюсовой проволоки в том случае, когда необходимо работать с такими металлами, как медь, титан и алюминий. Еще одна особенность касается сварочного шва. Он получается очень ровным и достаточно прочным. Чаще всего основной компонент - это гранулированный флюс. Хотя это не всегда так, и бывают случаи, когда используется оксид, солевые составляющие. Также в некоторых случаях используется комбинированный тип солеоксидной основы.

Основные преимущества
Начать стоит с того, что флюсовая проволока обладает высокой степенью плавления. Это позволяет применять ее для работы с тугоплавкими материалами. Кроме того, во время работы обеспечивается высокая скорость сварки, а рабочая дуга характеризуется стабильностью и мягкостью. Горит дуга также равномерно, из-за чего шов и получается ровным. Одно из достаточно весомых преимуществ заключается в том, что после работы сварки с флюсовой проволокой со сварочного шва достаточно просто удалить шлаковое покрытие.
Кроме перечисленных положительных качеств, можно и выделить и много других:
- хорошая защита сварочного участка;
- высокая скорость работ сопровождается экономичностью;
- можно осуществлять плавление на достаточно большую глубину, а во время работы отсутствуют брызги;
- при работе не выделяется вредных летучих веществ;
- можно управлять количеством кислорода, которое содержится в сварочном шве;
- использование сварочной технологии с флюсовой проволокой помогает оптимизировать структуру шва.
Стоит отметить, что защита сварочного участка возможна как раз благодаря тому, что в проводе содержится флюс. Из-за этого атмосферные газы не достигают места сварки, а значит, и не окисляют свариваемый материал. Стоит отметить, что благодаря наличию такого ряда преимуществ, флюсовая проволока для полуавтомата применяется не только любителями для сварочных работ, но и профессионалами.
Основные направления применения
Чаще всего сварочный аппарат, который работает с использованием такого типа проволоки, применяется для соединения таких материалов, как цветной металл, легированная сталь и другие высоколегированные вещества.
В зависимости от того, что именно предстоит сваривать, будет изменяться состав флюса. Допустим, если необходимо соединить между собой при помощи сварки материал, который принадлежит к группе низколегированных сталей, то нужно применять оксидный флюс. Если предстоит работать с цветным металлом, то флюсовая сварочная проволока должна иметь солевой состав. Для легированной же стали применяется комбинированный состав из оксида и солей.
Кроме того, будет изменяться и другой основной параметр проволоки - диаметр. Колеблется этот показатель в довольно больших пределах, от 0,6 мм до 8 мм. Конечно же, чем толще будет проволока для сварки, тем больше времени понадобится, чтобы она расплавилась. А от этого уже будет зависеть скорость подачи. Из-за этих факторов и получается, что если толщина материала низкая или его состав легко поддается свариванию, то использовать толстую проволоку просто невыгодно.

Выбор проволоки по диаметру
Как уже было описано выше, при сварке флюсовой проволокой используется элемент диаметром от 0,6 до 8 мм. Кроме скорости подачи, от этого параметра также зависит и скорость ее плавки. Эти несколько факторов очень важны и обязательно должны быть учтены при выборе.
Допустим, для того чтобы получить максимально возможный ровный шов, необходимо, чтобы проволока была длинной. К примеру, если необходимо сваривать между собой достаточно тугоплавкий материал, а шов должен быть прочным и толстым, то и толщину электрода необходимо брать большую. Если необходимо проводить работы с достаточно мягкими металлами в плане сваривания, то нет необходимости в использовании толстой проволоки.
Если диаметр был подобран верно и соблюдены все правила проведения работ, то сварка флюсовой проволокой без газа способна обеспечить высокое качество шва, высокий запас прочности и создать соединение, которое будет устойчиво к воздействию атмосферного влияния. Эти три фактора позволяют применять конструкции, соединенные таким образом даже в местах с экстремальными условиями, к примеру, в зоне с повышенным давлением.

Недостатки
Несмотря на большое количество плюсов, как и у любой другой вещи, у проволоки имеются и свои отрицательные качества.
Во-первых, стоимость такого типа элемента достаточно высокая, а значит, варить флюсовой проволокой не всегда выгодно, с точки зрения стоимости или себестоимости. Во-вторых, найти такой электрод в продаже гораздо труднее, чем любой другой. В-третьих, случается и так, что даже при помощи флюсового материала не удается решить проблему плохой свариваемости материала и приходится тратить средства на дополнительные меры, что еще сильнее увеличивает себестоимость процесса.

Разновидности проволоки
На сегодняшний день важно учесть не только толщину и диаметр, но и то, с чем необходимо работать.
К примеру, что касается стали, то нельзя использовать одну и ту же проволоку с одними и теми же параметрами для любого материала, так как они могут быть из разных групп, допустим, по уровню легирования состава. К тому же есть еще и такой материал, как нержавейка. Что касается сварки меди, то здесь необходимо применять расходник с диаметром 0,8 мм, который специально создается для эксплуатации с медными деталями. Такая проволока поможет улучшить качество шва при сварке с нормальными температурами.
Что касается основных технических характеристик и их значений, то они следующие:
- предел прочности составляет 480-580 МПа;
- предел текучести от 400 до 490 МПа;
- относительное удлинение находится в пределах от 22 до 27%;
- в качестве защитного газа, если это необходимо, можно использовать углекислый.

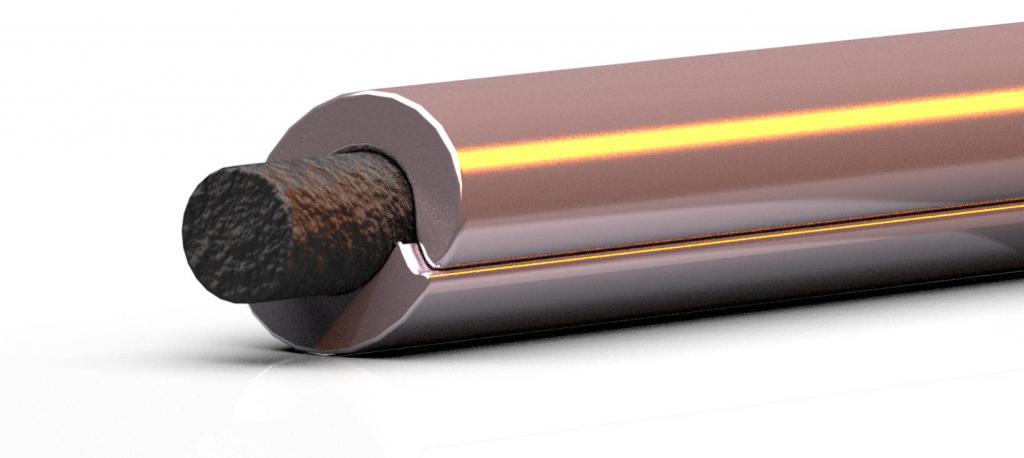
Порошковый материал
На сегодняшний день активно используется и порошковая флюсовая проволока. Она представляет собой трубку, внутрь которой помещается сварочный флюс, содержащий в качестве добавки металлический порошок. Он также имеет свои характеристики и может использоваться для разных целей, однако на практике обычно применяется лишь для сварки низколегированной стали или же для не слишком прочной углеродистой стали.
Есть несколько основных требований, которые предъявляются к работе с таким расходником.
Во-первых, порошковый флюс должен обеспечивать стабильную дугу, а также легкость, с которой она будет появляться. Во-вторых, во время плавки должно отсутствовать разбрызгивание материала и равномерность плавки. Естественно, необходимо, чтобы конечный результат, то есть шов, не имел изъянов. Во время сварки на покрытии будет возникать шлак, который после остывания должен легко счищаться с поверхности.

Виды проволоки для порошковой сварки
Далее стоит сказать, что есть разные способы использования и защиты от внешних воздействий. По этим двум критериям проволока с порошковым флюсом делится на газозащитную и самозащитную.
Что касается первого типа, то он применяется в тех случаях, когда необходимо работать в автоматическом или полуавтоматическом режиме, а в качестве обрабатываемого материала выступает низколегированная сталь или же малоуглеродистая. Во время работы применяется также углекислый газ и иногда его смесь с аргоном. Если правильно подобрать порошковый флюс, то можно улучшить некоторые параметры сварки. К примеру, можно увеличить скорость вертикальной сварки или же улучшить прочность соединения трудносвариваемой стали.
Что касается применения такой технологии сварки, то она актуальна в основном для создания нахлестов, а также на углах конструкций или в стыках. Как уже говорилось ранее, может использовать как в автоматическом режиме сварки, так и в полуавтоматическом.
Самозащитная разновидность проволоки
Особенность самозащитной проволоки в том, что она изготавливается в виде электрода, который "вывернут" наизнанку. Особенность применения заключается в том, что сварку с таким расходником можно использовать при самых разных и даже экстремальных температурах. Кроме того, разрешается проведение работ при сильных порывах ветра и прочих подобных погодных условиях.
Стоит выделить еще несколько преимуществ, которыми обладает самозащитный вид проволоки для сварки флюсовым порошком.
- дает возможность проводить сварку в любом положении;
- так как дуга в данном случае открытого типа, то есть возможность медленно двигать обрабатываемый металл;
- проволока покрыта специальным веществом, которое повышает устойчивость к давлению;
- есть возможность контролировать химический состав, а значит, можно получить определенный состав шлака при необходимости.
Преимущества порошковой сварки и отзывы
Что касается преимуществ, которыми обладает сварка при помощи порошка, то это все пункты, касающиеся открытых методов и полуавтоматических. Другими словами, не возникает таких проблем, как в случае с потоком защитного газа, который может сдувать сильный ветер.
Если говорить о главном преимуществе сварки с проволокой из этой категории, то это отсутствие необходимости в длительных подготовительных работах.
Отзывы о флюсовой проволоке и о работе с ней достаточно хорошие, однако есть и плохие. Суть заключается в том, что для небольшого количества работы проволока подходит отлично и стоит она дешевле, чем баллон с газом. Однако в том случае, если необходимо будет варить много, то постоянно покупать такой расходник будет очень дорого, в этом и заключается главная проблема. Приобретать проволоку стоит в том случае, если варить нужно не слишком много.
fb.ru
Проволока сварочная флюсовая

Правильный процесс сварки включает в себя не только правильный подбор материалов, в том числе сварочной проволоки, но и определение режима работы, защитных средств и т. д. Самым популярным защитным материалом является флюс, который улучшает сцепление металлов. Его следует применять при любом сварочном процессе, поэтому для упрощения работы была создана флюсовая сварочная проволока.

Вместе с материалом проволоки флюс обеспечивает качественную свариваемость и защитные функции. Такое соотношение можно встретить практически у всех производителей. Свои лучшие качества флюсовая проволока проявляет при автоматической сварке, однако другие режимы тоже подходят.
Существенное положительное свойство – не нужно совершать подготовительные работы, а именно вычислять количество флюса, а сразу приступать к работе. Этому свойству рады не только профессионалы, но и новички сварочного дела. Однако данная марка имеет высокую стоимость по сравнению с другими видами.
Данным присадочный материал представляет собой стержень заметной толщиной, которая указывает на присутствие дополнительного материала – флюса. С ним можно выполнять любые процедуры: сгибать, резать, при этом защитное вещество всегда будет присутствовать в необходимом процентном содержании.
Флюсовая проволока применяется в промышленных целях для соединения металлических элементов и конструкций. Многие специалисты отмечают высокое качество готовой работы, поэтому стараются использовать именно эту марку. Ее выпуск регламентирован нормативной документацией.
Достоинства проволоки
Среди преимуществ выделяют следующие:
- не нужно высчитывать количество флюса, так как он есть уже в составе;
- обеспечивает высокое качество сварки;
- эффективная и простая эксплуатация;
- благодаря правильно подобранному процентному содержанию флюса, негативные нюансы отходят на второй план;
- соединение металлических конструкций происходит быстрее, за счет ускоренного контакта с расходным материалом;
- лучшее решение для автоматической сварки;
- снижается риск попадание других веществ в шов.
Отрицательные свойства
Кроме преимуществ, специалисты выделяют такие недостатки:
- высокая стоимость варочной проволоки с флюсом, сумма которой при огромных работах становится существенной;
- тяжело найти данную марку, по сравнению с другими видами;
- иногда свариваемость металлов низкого качества, поэтому следует применять другие вещества;
- большая толщина проволоки затрудняет процесс выбора подходящего режима работы.

Основные физико-химические свойства
Сварочная проволока обладает высокой пластичностью, что помогает взаимодействовать с различными видами сварки. Кроме того, данная марка устойчива к различным механическим воздействиям, что облегчает процесс хранения и перевозки. При использовании автоматической сварки следует учитывать, что температура плавления проволоки ниже, чем у исходного элемента. Благодаря этому стало возможным использования любого вида металла.
Стабильное горение дуги обеспечивается благодаря правильному процентному соотношению основных и дополнительных веществ. В проволоке практически отсутствует водород, который приводит к возникновению дефектов шва (трещины, поры и т.д.). Образовавшийся шлаковый налет легко снять.
Виды проволоки
Существует множество видов флюсовой сварочной проволоки, которая отличается по толщине и исходному материалу. Именно от этих факторов зависит, какой флюс будет применяться. Рассмотрим все возможные варианты:
- сталь – металл может иметь различные уровни легирования, так как каждому виду присущи определенные свойства;
- медь – для сварки используется проволока толщиной 8 мм. Она позволяет обеспечить качественное соединение при определенном температурном режиме;
- алюминий – для сварки таких конструкций необходимо обязательное присутствие флюса, так как воздействие высокой температуры приводит к появлению брака.
Как осуществляется процедура выбора?
Для тонких металлических изделий часто используют проволоку толщиной 8 мм. В остальных случаях подойдет и 2 мм присадочный материал. При сваривании более толстых конструкций рекомендуют применять 6 мм проволоку.
При ее выборе стоит обращать внимание не только на толщину, но и на компонентное содержание. По своему составу она должна быть похожа с основным металлом, при этом флюс уже включен, и поэтому его подбор не нужен. Для мелких работ, присадочный материал поставляется в кассетах, для более крупных – в бухтах.
Обратите внимание! Существует флюсовая проволока, не требующая использование защитного газа, так как в ее состав входит много других компонентов. В остальных случаях лучше воспользоваться специальным газом.
Нюансы в сварке
Флюсовая сварочная проволока позволяет ускорить процесс соединения элементов, за счет отсутствия подготовительного процесса. Перед началом работ лишь подготовить поверхность, очищая от ржавчины и мусора, обезжиривая и затачивая края конструкции. Далее, выставляется необходимый режим работы, где определяется скорость подачи газа. Проволока без особых проблем начинает плавиться и покрывает металлическую поверхность, образуя качественное и прочное соединение.
Популярные производители
Ведущими производителями флюсовой сварочной проволоки является компания Форте и ER70S-6. Многие специалисты отмечают высокое качество материала.

svarkagid.com
Электроды, сварочная проволока, флюсы, защитные газы
Для выполнения сварочных работ применяются электроды, сварочная проволока, флюсы, защитные газы.
Электроды для сварки конструкций из малоуглеродистых и низколегированных марок сталей в зависимости от толщины, качества и состава покрытия подразделяются на электроды с тонким (стабилизирующим) покрытием и электроды с толстым (качественным) покрытием.
Тонкие покрытия наносят слоем 0,1—0,3 мм на сторону, однако они не обеспечивают высоких механических свойств наплавленному металлу. Электроды с тонким покрытием применяют для сварки неответственных конструкций, в настоящее время они употребляются редко.
Толстые покрытия наносят слоем 0,5—2,5 мм на сторону, что составляет 20—40% массы металла электродного стержня.
Наплавленный металл при сварке качественными электродами с толстой обмазкой по механическим свойствам не уступает основному металлу.
Качественные электроды для сварки углеродистых и легированных конструкционных сталей в зависимости от механических характеристик металла шва и сварного соединения подразделяют на несколько типов. Для ручной сварки малоуглеродистых сталей класса С38/23 (СтЗ) применяют электроды Э42, Э42А, Э46 и Э46А. Для низколегированных сталей класса С44/29 (09Г2С, 09Г2, 10Г2С1) и класса С46/33 (14Г2, 10Г2С1Д, 15ХСНД) применяют электроды Э46, Э46А, Э50 и Э50А. Буква Э означает электрод, цифры 42, 46 и 50 — временное сопротивление при растяжении наплавленного металла, кН/см2, буква А указывает на повышенные пластические свойства наплавленного металла. Электроды Э42А, Э46А и Э50А применяются для сварки элементов конструкций, подвергающихся непосредственному воздействию динамических или вибрационных нагрузок. Для низколегированных сталей класса С52/40 и С60/45 применяют электроды Э60А, а для сталей класса С70/60 — электроды Э70.
Каждому типу может соответствовать одна или несколько марок электродов, отличающихся составом покрытия, маркой электродного стержня, технологическими свойствами, свойствами металла шва. Покрытия (обмазки) электродов подразделяют на рудно-кислое, рутиловое, фтористо-кальциевое.
Электроды с рудно-кислым покрытием (марки ОММ5, ЦМ7 и ЦМ-8) применяются для сварки во всех пространственных положениях переменным и постоянным током. Металл, наплавленный электродами этих марок, по своему составу соответствует кипящей стали. Недостатком таких электродов является повышенное разбрызгивание металла и выделение в процессе сварки марганцовистых соединений, вредно влияющих на организм человека.
Электроды с фтористо-кальциевым покрытием (марки СМ-11, УОНИ-13/45 и УОНИ-13/55) применяются для сварки постоянным током обратной полярности во всех положениях. Наплавленный металл соответствует спокойной стали и имеет высокие показатели ударной вязкости при положительных и отрицательных температурах.
Электроды этих марок применяются для сварки расчетных элементов конструкций, подверженных динамическим воздействиям, а также листовых конструкций большой толщины, работающих под давлением. Эти электроды весьма чувствительны к окалине, ржавчине, маслу и влаге, находящихся на кромках свариваемых деталей.
Электроды с рутиловым покрытием (марок МР-1, МР-3, ОЗС-4, ОЗС-3, АНО-3 и АНО-4) обеспечивают устойчивое горение дуги, хорошее формирование металла шва во всех пространственных положениях, легкую отделяемость шлака, минимальное разбрызгивание металла, небольшое выделение вредных газов и малую их токсичность. По сравнению с электродами ОММ-5 и ЦМ-7 при сварке электродами с рутиловым покрытием уменьшается выделение пыли в два-три раза, а окислов марганца в полтора-четыре раза.
Электроды с рутилово-карбонатным покрытием (АНО-3 и АНО-4) обеспечивают высокую ударную вязкость металла шва при положительных и отрицательных температурах после сварки и после старения.
Высокопроизводительные электроды (ЗРС-1, ЗРС-2, ЗС-200 и МС-200) содержат значительное количество железного порошка в покрытии, что обеспечивает высокий коэффициент наплавки [от 11 до 18 г/(А-ч)] и высокий переход металла электрода в шов (от 107 до 180%).
Для ручной сварки следует применять электроды с большим коэффициентом наплавки который является показателем производительности электродов и указывает массу наплавленного металла в граммах, полученного при сварке в течение 1 ч при силе тока в 1 А. Производить сварку необходимо только электродами с сухим покрытием, для чего их следует хранить в сухом проветриваемом помещении. При длительном хранении перед употреблением электроды необходимо просушить в течение 1 ч при температуре 150—200°С.
Сварочная проволока применяется для сердечников электродов, сварки под слоем флюса, в среде углекислого газа, а также для электрошлаковой сварки.
Согласно рекомендациям СНиП, для механизированной и ручной сварки стальных конструкций применяется низкоуглеродистая проволока марок Св-08, Св-08А, Св-08АА, Св-08ГА, Св-10ГА и Св-10Г2; легированная проволока марок Св-08ГС, Св-08Г2С, СВ-08ХМ, Св-08ХМФ, Св-08ХН2М, Св-18ХМА, Св-10НМА и Св-08ХНМ (ГОСТ). Для сварки стали высокой прочности применяют высоколегированную проволоку.
Условное обозначение марок сварочной проволоки состоит из индекса Св (сварочная), двух цифр (среднее содержание углерода в сотых долях процента), букв (Г — марганец, С — кремний, М — молибден, И — никель, Ф — ванадий, X — хром), букв А и АА на конце (пониженное содержание серы и фосфора).
Сварочная проволока марок Св-08, Св-08А, Св-08АА применяется для автоматической и полуавтоматической сварки под слоем флюса малоуглеродистых сталей класса 38/23. Проволока марок Св-08ГА и Св-10Г2 применяется для автоматической и полуавтоматической сварки под флюсом низколегированных сталей класса С44/29 и С46/33. Проволока марки Св-08Г2С применяется для сварки низколегированных и малоуглеродистых сталей в среде углекислого газа токами до 600—750 А, а Св-08ГС — токами до 300—400 А. При полуавтоматической сварке под слоем флюса и в среде углекислого газа применяют проволоку диаметром 1,6—2 мм, при электрошлаковой — диаметром 3 мм.
Для автоматической сварки под слоем флюса стали толщиной до 5 мм используют сварочную проволоку диаметром 3 мм, при большой толщине — 5 мм, для электродов применяют проволоку диаметром от 4 до 8 мм,
Сварочная проволока диаметром 1,6—2 мм поставляется в мотках массой 20 кг, а больших диаметров — 40 кг, на которых должны быть заводские бирки.
Сварочная проволока при намотке на кассеты должна быть очищена от ржавчины, жиров и грязи и не должна иметь резких перегибов, затрудняющих ее подачу.
Для сварки углеродистых и низколегированных сталей применяются порошковые проволоки марок ПП-АН1, ПП-АНЗ, ПП-АН6 (сварка открытой дугой), ПП-АН4, ПП-АН5, ПП-АН8, ПП-АН9 (сварка в углекислом газе). Порошковая проволока представляет собой в поперечном сечении трубку с толщиной стенки 0,2—1 мм, заполненную смесью размолотых шлакообразующих компонентов, ферросплавов и железного порошка.
Сварка порошковой проволоки обеспечивает высокий коэффициент наплавки и уменьшение разбрызгивания металла шва. Для сварки конструкций из алюминиевых сплавов применяют электроды и присадочную проволоку из тех же сплавов, из которых изготовлены конструкции.
При ручной сварке на переменном токе в качестве неплавящегося электрода используют вольфрамовые прутки диаметром 3—8 мм и присадочную проволоку из алюминиевых сплавов диаметром 3—4 мм. При автоматической и полуавтоматической сварке применяют электродную проволоку из алюминиевых сплавов диаметром 2 мм. Для механизированной сварки стальных конструкций обычно применяют плавленые флюсы. Для автоматической сварки углеродистых сталей класса С38/23 и низколегированных классов С44/29 и С46/33 применяют флюсы марок АН-348А и ОСЦ45, для полуавтоматической — АН-348АМ и ОСЦ45М.
Для сварки сталей классов С52/40, С60/45 и С70/60 применяют флюс марки АН-22. Флюс АН-60 применяется для автоматической сварки двухдуговыми головками на больших скоростях; флюс АН-8, АН-8М — для электрошлаковой сварки. Влажность флюса не должна превышать 0,1%. При большей влажности флюс необходимо просушить.
Размеры зерен флюса от 1,5 до 3 мм.
Инертный защитный газ аргон марки Б чистотой 99,9% применяют для сварки алюминиевых плавов, а также чистого алюминия. Содержание примесей в виде кислорода, азота и влаги в аргоне должно быть не более 0,05%. Чистый аргон хранят и перевозят в газообразном состоянии в стальных баллонах (окрашенных в серый цвет) под давлением 15 МПа. Расход аргона при ручной сварке около 25 л/мин, при автоматической—12—15 л/мин.
Сжиженный углекислый газ (двуокись углерода С02), применяемый для сварки стальных конструкций, должен удовлетворять требованиям ГОСТ 8050—64 и обычно доставляется в баллонах (окрашенных в черный цвет) вместимостью 25—30 кг газа. Содержание примесей в углекислом газе должно быть не более 1,5%, а воды в свободном состоянии — не более 0,1 %.
Транспортировку углекислого газа также производят в специальных цистернах, отвечающих требованиям Госгортехнадзора.
www.prosvarky.ru
Выбор флюса и проволоки по основности и диаграммам активности
Темы: Сварка под флюсом.
С увеличением разнообразия материалов для сварки под слоем флюса становится все проще получать требуемые свойства сварного шва. Основность флюса и соответствующие диаграммы активности играют в этом случае важную роль. Здесь Вы сможете найти формулу для подсчета основности флюсов, а также как пользоваться диаграммами активности и многое другое. Все это позволяет сделать правильный выбор комбинации "флюс + сварочная проволока" для решения ваших задач.
Основность флюса
Долгое время понятием «основность» пользовались для описания химико-металлургической природы сварочных флюсов. Однако, существовавшие формулы давали весьма различные результаты. Для расчета основности флюсов используют следующую формулу:
| В = | CaO+MgO+Na2O+K2O+CaF2+1/2(MnO+FeO) |
| Si2O+1/2 (AL2O3+TiO2+ZrO2) |
Все составляющие подставляются в весовых процентах.
«В»- определяет соотношение между основными и кислыми окислами, входящими во флюс. MnO и FeO считаются «полуосновными», а AL2O3, TiO2 и ZrO2 - «полукислыми». CaF2 считается основным составляющим, т.к. при сварке он частично переходит в СаО, что является причиной снижения активности SiO2 в шлаке по реакции:
SiO2+2CaF2 = 2CaO + SiF2
В соответствии с расчетами по формуле основности все флюсы по их химико-металлургическим свойствам можно разделить на группы, имеющие следующий температурный интервал плавления :
Температура плавления
| Тип флюса | Основность | Температурный интервал°С |
| Кислые | В<0,9 | 1100-1300 |
| Нейтральные | В=0,9-1,2 | 1300-1500 |
| Основные | В=1,2-2,0 | >1500 |
| Высокоосновные | В>2,0 | >1500 |
Содержание кислорода в металле сварочного шва
Интервал плавления сварочных флюсов сильно влияет на количество и вид микрошлаковых включений, остающихся в металле шва. Сварочные шлаки, имеющие температуру затвердевания более высокую, чем металл шва, присутствуют в жидком металле ванны в виде мельчайших сферических частиц и успевают удалиться из ванны до ее кристаллизации. Таким образом, металл шва при сварке под основными флюсами содержит очень незначительное количество сферических микрошлаковых включений. С другой стороны, кислые и нейтральные флюсы образуют шлаки с температурой плавления более низкой, чем металл шва. Это значит, что количество микрошлаковых включений в металле шва больше, чем при использовании основных флюсов. Кроме того, форма шлаковых включений в этом случае в основном отлична от сферической. При этом они имеют тенденцию осаждаться вдоль первичных границ зерен.
Механические свойства
Механические свойства металла шва зависят от от его химического состава и микроструктуры. Высокое содержание оксидов в виде микрошлаковых включений в шве уменьшают его вязкость. Низкие их количества, с другой стороны - около 200 ppm, измеренных как кислород* - даже помогают формировать вязкую составляющую структуры. Поэтому выбор того или иного типа флюса зависит от уровня требований, предъявляемых к сварному шву. Содержание оксидных включений во флюсах следующее:| Тип флюса | Основность | Весовые %(О) |
| Кислые | В<0,9 | >750ррm |
| Нейтральные | В=0,9-1,2 | 550-750ррm |
| Основные | В=1,2-2,0 | 300-550ррm |
| Высокоосновные | В>2,0 | <З00ррm |
Содержание кислорода в металле шва в основном используется как мера количества оксидных микрошлаковых включений. 1 ррm – 10-4 весовых процентов.
Чем ниже содержание кислорода, тем выше ударная вязкость. Это обеспечивается высокоосновными флюсами. Как правило, ударная вязкость металла шва увеличивается с увеличением основности флюсов. При проведении испытаний по методу ISO типичная ударная вязкость металла шва, выполненного под слоем кислого флюса равна приблизительно 50 Дж при 0°С, тогда как при сварке нейтральным, основным и высокоосновным флюсами это значение достигается при -20°С, -40°С и -60°С соответственно. Однако, с другой стороны, флюсы с высоким содержанием кислорода обычно обладают более высокими сварочно-технологическими характеристиками. В этом смысле показательны кислые флюсы, обеспечивающие скорости сварки в два раза выше, чем высокоосновные.
Выбор флюса и сварочной проволоки
В случае, если уровень ударной вязкости сварных швов указан в требованиях к конструкции, то при выборе флюса особое внимание следует уделить именно его основности. Однако, имея в виду влияние основности на производительность сварки и другие технологические характеристики, выбранная основность должна быть «разумно достаточной» для получения заданного уровня свойств. Но далеко не ко всем сварным соединениям предъявляются требования только по ударной вязкости. Ведь сварной шов должен обладать и определенными прочностными характеристиками. И если требования по прочности указаны как главенствующие, то в этом случае необходимо следовать правилу, что металл шва по составу должен быть как можно ближе к основному металлу. Достаточный уровень прочностных свойств можно получить при использовании любого флюса при условии, что применяется соответствующая сварочная проволока. При сварке углеродистых сталей три химических элемента имеют определяющее влияние на свойства сварного шва. Это — углерод, марганец и кремний.
Мn является наиболее подходящим легирующим элементом для достижения требуемых прочностных характеристик. Содержание Mn в металле шва зависит от: • содержания Mn в проволоке• выгорания в дуге и перехода Mn из флюса • содержания Mn в основном металле.Выгорание/переход Mn опредляется с помощью диаграммы активности, соответствующей выбранной марке флюса.Соотношение долей участия основного и присадочного металла в сварном шве зависит в основном от формы подготовки кромок сварного соединения, что может быть наглядно проиллюстрировано следующим примером:- Cварка без разделки проход с каждой стороны:80% основной металл20% наплавленный металл- Стыковой шов с Х-образной разделкой с 1-м (2-мя) проходами с каждой стороны:50% основной металл50% наплавленный металл- Стыковой шов с X или V-образной разделкой с многослойным сварным швом:20% основной металл80% наплавленный металл
При подсчете содержания Mn в сварном шве используется следующая формула:
Mn=(Kp / 100 * Mnp) + (1 - Kp / 100) * (Mnw + ΔMnf)%
где: Кр = доля основного металла в металле шва (%)Mnp = содержание Mn в основном металле (%)Mnw = содержание Mn в сварочной проволоке в (%)ΔMnf потери/переход Mn в результате химической активности флюса (%)
Следует иметь в виду, что высокое содержание Mn в металле шва в количестве более 1,8% может привести к его охрупчиванию. Содержание Si может быть расчитано аналогичным образом. И, напоследок, следует обратить внимание на влияние величины удельного тепловложения во время сварки, а, если быть точным,- скорости охлаждения (°С/сек), которая может значительно повлиять на микро-структуру металла шва и, как следствие, на его механические свойства.
Другие материалы относящиеся к темам "
Выбор флюса и проволоки
:
Наплавка под флюсом (схема и особенности)Раздел " Сварочная проволока "Как сварочная проволока продаётся по объявлению в каталогеС помощью объявления продать сварочные флюсы
- Флюсы и проволоки для получения металла шва типа Э50А и их иностранные аналоги >
weldzone.info