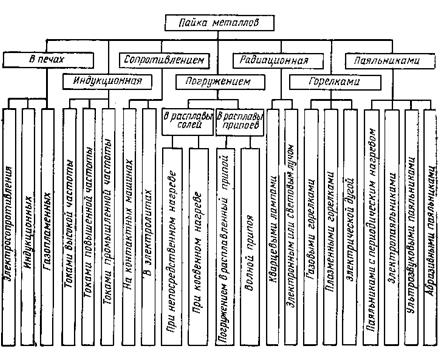
Газовая резка – популярно о технологии обработки металла. Как резать металл резаком
как пользоваться, резать, работать, технлогия
Резка металла газовым резаком состоит из двух основных этапов:
- на первом — сплав разогревают до нужной рабочей температуры. Для этого используется пламя горящей смеси газа с кислородом;
- на втором – металл сжигается в струе кислорода.
Как пользоваться газовым резаком: поджиг газа и нагревание металла

Резак газовый марки NORD-S
Перед зажиганием резака следует убедиться в герметичности всех соединений в арматуре.
Далее, на резаке открывают клапан ацетилена и дают возможность кислороду выйти из камеры-смесителя. Когда станет слышно, что ацетилен медленно выходит, закручивают вентиль. Зажигается горелка специальным инструментом.

Зажигалки
Зажигалку следует так расположить перед соплом, чтобы ее внутренняя часть касалась мундштука. Зажигалка создаёт искры, которые подожгут ацетилен.
Перед мундштуком образуется маленькое жёлтое пламя. Клапаном подачи газа увеличиваем длину пламени примерно до 250 мм. Следим, что бы факел начинался у самого мундштука.
Если огонь будет «прыгать» или отрываться от него, то следует уменьшить подачу газа.
Плавно открываем передний кислородный вентиль. Необходимо подавать такое количество кислорода, которое необходимо для полного сжигания ацетилена. Когда это произойдёт, огонь поменяет свой цвет с жёлтого на голубой. После этого подачу кислорода следует увеличивать до тех пор, пока внутренний язычок голубого пламени не уменьшится и сожмется.
Продолжаем открывать кислородный клапан и увеличиваем размер факела до тех пор, пока длина его внутреннего пламени не станет несколько больше толщины разрезаемого материала. Если услышали звук, похожий на «сопение», или заметили, что голубое пламя стало неустойчивым, то следует уменьшить подачу кислорода. Её снижают до тех пор, пока пламя не станет устойчивым, а внутри – не образуется четкий конус.
Резак подносят к заготовке так, что бы внутреннее пламя самым кончиком коснулось её поверхности. Нагрев продолжают до тех пор, пока в месте соприкосновения не образовалась «лужица» расплавленного металла. Кончик пламени следует держать неподвижно на расстоянии 10 мм от этой «лужицы».

Газовые резкаи по металлу: укороченный и рычажный от фирмы Норд-С
Как резать газовым резаком (технология)
Плавно увеличиваем струю кислорода, которая поджигает расплавленный металл. Если начался бурный процесс, и сталь загорелась, то можно постепенно увеличивать давление кислорода (до момента, пока огонь не прорежет материал насквозь). Если реакция не началась (металл не разогрет), то следует добавить кислорода и разогреть его.
Начали резать металл и медленно передвигаемся вдоль линии реза. Все продукты обработки сдуваются струей к задней стороне зоны разрезания. Если этот поток замедляется или возвращается, то следует уменьшить скорость резки или остановиться и прогреть материал.
Полезное видео, как работать
Посмотрите видеоуроки по резке пропаном и резаком:
Обратный удар при газовой резке
Иногда при работе имеет место такой эффект, как обратный удар. Что это такое, что его вызывает, как избегать, смотрите в ролике ниже.
kovka-svarka.net
Резак кислородно-пропановый: как правильно резать
Процесс демонтажа металлических конструкций потребует использования специализированного инструмента. Заготовка деталей осуществляется резкой, для этого используется рассекание металла как газовой установкой пропаново – кислородного типа, так и другими приспособлениями. Для обработки конструкций небольшой толщины подойдут механические устройства, толстые листы обрабатываются газовым резаком. Принцип эксплуатации установки одинаковый, вне зависимости от конструкции. Как правильно пользоваться механизмом, описывают различные технические задания, необходимо соблюдать требования безопасности, другие особенности.

Резак кислородно-пропановый
Принцип действия и виды
Принцип действия основан на подачи струи кислорода чистым видом, через сопло газового резака. Вне зависимости от конструктивных особенностей автогена, выполнение происходит за счет сгорания металла под воздействием пропано – кислородной среды. Основное требование к применению устройства – температура горения должна быть выше плавления, иначе материал будет плавиться и стекать, что мешает качественной работе.
Большая часть стальных сплавов не поддается воздействию резака кислородно пропанового, ввиду ограничения по максимально доле легированных примесей. Наличие углерода в составе элемента может привести к нестабильному функционированию, или остановить процесс. Воздействие на металл происходит несколькими шагами:
- Температура повышается до уровня, как сталь начинает гореть. Для получения требуемого факела пламени, озон чистым видом смешивается с горючей смесью, необходимыми пропорциями.
- После разогрева зоны происходит как окисление прогретой стали средой кислорода, так и освобождение материалов с участка обработки.
Классификация ручных резаков подразделяется по нескольким параметрам, зависящим от типа работы. Основные характеристики:
- разновидность горючего газа, применяется метан, пропан — бутан, ацетилен и другие;
- мощность, параметр получения смеси для разогрева;
- конструкция сопла, воздействующая на получение газа, применяется как инжекторные установки, так и без инжекторные.

Инжекторный резак-горелка
Мощность подразделяется на несколько видов, от малой до высокой степени резки вещества. При малой мощности осуществляется воздействие на изделия толщиной от 3 до 100 мм, средним типом установок возможно разрезать материалы толщиной до 200 мм, высокой – 300 мм. Существуют разновидности, способные обработать изделие толщиной до 500 мм, такие установки применяются как промышленностью, так и бытовыми условиями. Некоторые составляющие характеристики зависят не только от мощности, но и от конструкции газового резака.
Конструкция
Наиболее распространенный тип устройства, применяемый при обработке стальных структур, это двухтрубный инжекторный резак. Горючая смесь разделяется на несколько потоков, что позволяет отрегулировать мощность пламени при соответствии с работами. Регулировочный механизм находится на внешней части корпуса, существуют приборы рычажного типа.
Поток движется по трубке к наконечнику через головку, высвобождение происходит при высокой скорости через центральное сопло. Мундштук отвечает за главную функциональность резака, режущую часть процесса. Часть газа переводится к инжектору, который выходя под высоким давлением, создает разряжение, тем самым подключается горючая смесь. Процессом смешивания определено выравнивание скорости потока, которым производится действие.
Формирование смеси осуществляется головкой наконечника, в которую попадает по нижней трубке. Факел образуется между наружном, внутренним мундштуком, следствием образования горючей смеси. Двухканальная система оснащена регулировочными вентилями, позволяющими производить настройку подачи как кислорода, так и вспомогательного газа к инжектору.

Конструкция газового резака
Конструкция без инжекторного типа более сложна, так как для двух потоков кислорода и отдельно для газа имеется трубки. Смесь горючего состава происходит непосредственно внутри головки, данная конструкция считается более безопасными действиями. Для выполнения действий потребуется более высокое давление подачи как кислорода, так и горючих газов.
Размеры резаков закреплены стандартами ГОСТа, для производства с мелкими деталями применяются модели Р1 с общей длинной не более 50 см. Более мощные конструкции выпускаются длиннее по форме, существуют специфичные удлиненные конструкции, предназначенные для выполнения задач при трудном доступе к месту резки.
Преимущества и недостатки
Газовая горелка предназначена для рассекания изделий в производственных условиях, при большом объеме задач. Перед тем, как применить устройство, важно понимать, какими ключевыми особенностями обладает резка металла пропаном и кислородом:
- Механизм действия удобен при выполнении криволинейных линий отреза. Стабильная мощность позволяет разделять на части металлические изделия различной толщины. В ситуациях, когда невозможно применение инструмента, такого как, углошлифовальная машинка, используется газовая горелка. Задача по изготовлению круглого изделия или отверстия глухого типа выполняется газовой горелкой, не требуя особых усилий.
- Газовый резак обладает преимуществом в отличие от бензиновых моделей. Помимо малого веса, механизм не издает повышенных шумов при функционировании, а также компактен.
- Использование аппарата, основанного на воздействии горючего газа, позволяет ускорить выполнение вдвойне, что не под силу механическим инструментам.
- Пропан, как газ в жидком состоянии, отличается низкой ценой. Поэтому применяется не только при обработке изделий в производственных нуждах, но и при утилизации металла и других действиях.
- Использование пропана в качестве горючей смеси позволяет выполнять качественный срез. Порезка осуществляется по узкой кроме, что является основным фактором качественной работы.
Недостатками можно отметить, что некоторые материалы невозможно обработать пропановым резаком, например чугун и высоколегированные стали.
Особенности использования
Стальные материалы с высоким содержанием углерода не рекомендуется резать газовым устройством. Причиной является высокая температура плавления, близкая к параметру очага. Вместо окалины, выбрасываемой от воздействия сопла, происходит реакция материала с краями кромок, результатом чего прекращается доступ кислороду, соединение невозможно обработать.
Работа с чугуном может вызвать некоторые трудности, такие как присутствие графита, форма зернистости. Также газовая резка пропаном не используется, в случаях обработки меди, алюминия, других легко плавящихся сталей.
Необходимое оборудование
Для выполнения различных задач по обработке стали, необходимо подготовить оборудование, соответствующие инструменты. Эксплуатация производятся с помощью:
- баллонов с кислородом и пропаном;
- инструмент для рассекания;
- мундштук определенного размера;
- шланги.
Техникой безопасности обусловлено наличие на каждом баллоне регулировочного вентиля. Пропановый баллон имеет резьбу обратного хода, вследствие этого установка дополнительного редуктора невозможна. Оборудование имеет схожие конструкции, как при домашнем использовании, так и производственными целями. Перед тем, как производить срез металла, необходимо проверить работоспособность, наличие всех регулировочных элементов.

Шланги для кислородно-пропанового резака
Поступление озона маркируется синим цветом, вентили расположены как непосредственно на баллоне, так и на резаке. Пропановый поток маркируется как все остальные газовые и взрывоопасные вещества, красным либо желтым цветом.
После подключения резака, начинается процесс, при котором кислород и пропан сливаются в смесительной камере, вследствие чего образуется горючая смесь. Конструкцией предусмотрена смена агрегатов, для планового ремонта и технического обслуживания, в случае выхода из строя одного из узлов, возможно его заменить, продолжить работу. Мундштук подбирается в зависимости от типа производимых задач, имеет различные показания и отличается по номерам.
Нюансы резки
Процесс рассекания предусматривает контроль скорости, подбор параметром происходит визуально, зависит от количества искр и их разлетания. Поток искр, образуемый процессом резки, должен образовываться под углом 90 ° по отношению к поверхности. Скорость регулируется, если поток изменяет направление, в этом случае скорость низка, требует настройки.
Толщина структуры влияет на процесс, в случае обрабатываемого листа, толщиной более 6 см, его необходимо разместить под небольшим углом для стекания шлака. При обработке толстых изделий, важно выдержать угол наклона больше на 15 °, контролировать скорость. В случае остановки рассекания на середине пути, процесс не возобновляется в данной точке, а происходит сначала. Во избежание переделки при действиях с толстым изделием, необходимо вести резак так, чтобы металл обрабатывался по всему периметру.

Резка металла газовым резаком
После завершения рассекания стали, отключается подача режущего газа. Затем перекрывается вентиль на баллоне, последней очередью закрывается подача горючей смеси.
Поверхностная и фигурная резка
Процесс создания рельефа на поверхности металла производится несколько другим способом. Резка выполняется соплом, а расплавленный шлак, подогревает нижнюю часть изделия. Подогрев производится до температуры, не превосходящей воспламенение материала.
Открытие режущего кислорода обеспечит определенный участок горения материала, благодаря чему производится чистая кромка и линия разреза.
Действие производится под углом до 80 °, после подачи газа, резак перемещается в углы от 18 до 45 °. Образование канавок необходимого размера осуществляется регулировкой скорости. Больший размер канавки достигается как изменением угла мундштука, так и замедлением скорости, регулировкой уровня кислорода. Ширина канавки изменяется путем настройки подачи струи через сопло, соотношение глубины, ширины канавки приравнивается 1 к 6. Ширина при этом условии преимущественный объект, т.к. возможно образование закатов на поверхности изделия.
На что обратить внимание при выборе газового резака
Подбор качественного инструмента напрямую зависит на результат. Если пренебречь некоторыми параметрами теряются определенные свойства резака, снижаются параметры безопасности. Пропан и кислород взрывоопасные вещества, которые требуют соблюдения некоторых требований при эксплуатации:
- Рукоятка выполняется из алюминиевых сплавов, пластик применяется более дешевыми инструментами, со временем плавиться, теряет форму.
- Латунный ниппель прослужит дольше алюминиевой структуры, так как имеет больший ресурс к деформациям.
- Вращение вентилей должно производится с небольшим усилием, для остановки процесса в случае возникновения нестандартной ситуации. Рекомендуемый размер вентиля – не менее 4 см.
- Наиболее надежные шпиндели изготавливаются из нержавейки, способны выдержать до 1500 циклов без замены, латунные не выдерживают подобного срока эксплуатации. Наиболее подходящим вариантом являются комбинированные шпиндели, имеющее благоприятное соотношение цена-качество.
- Конструкция резака должна быть разборной, для продления срока службы производится техническое обслуживание. Материал мундштука – медь.

Кислородно-пропановый резак вентильного типа
Необходимо обратить внимание на доступность ремонтных комплектов, запасных частей для резака. Если свободной продажей таковых не имеется, могут возникнуть проблемы при произведении ремонта.
Как пользоваться кислородно пропановым резаком
Функционирование пропаново – кислородным резаком требует соблюдения определенных правил. Перед тем, как пользоваться оборудованием с кислородным, пропановым резаком, важно ознакомиться со следующими требованиями:
- Соблюдение техники безопасности не пренебрегается, важно применять защитную маску или специализированные очки. Также одежда оператора должна быть изготовлена из огнеупорного материала.
- Пламя из резака должно отводиться от шлангов подачи газов противоположной стороной.
- Расположение баллонов с газами не допускается на расстоянии ближе пяти метров до места непосредственных работ.
- Рассекание производится на открытом воздухе, либо в помещении с исправной вентиляцией.
Длительный простой оборудования требует профилактики перед возобновлением работ. Перед началом испытания, отсоединяется пропановый шланг, подается давление газа. Инжектор проверяется пальцем у отверстия, если происходит всасывание, значит оборудование в исправном состоянии.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Резка металла резаком: виды, технология
Ручные резки металла резаком пользуются большой популярностью по той причине, что можно быстро и качественно разрезать материал (например, при прокладке трубопроводов), не повредив поверхность.
Использование резака позволяет резать металл любой толщины с минимальными затратами средств и времени (например, при прокладке трубопроводов).
С помощью данной ручной резки осуществляется резка цветных сплавов, чугуна, высокохромистых сталей.
Существует несколько видов резаков, которые нужно знать, чтобы выбрать подходящий вариант для больших и маленьких толщин любого металла, особенно чугуна.
В целом резаки для обработки металла подразделяются на две категории: газовые и воздушно-дуговые.
Газовые резаки
Основой газовой (кислородной) резки является сгорание металлосплавов в потоке чистого кислорода. Перед резкой материал нагревается до температуры горения и окисления.
Таким образом, кислородная резка состоит из двух этапов:
- нагрев материала до необходимой температуры;
- резка кислородом.
Для нагревания металлического листа, чтобы воспользоваться кислородной резкой, применяются такие горючие газы, как ацетилен, достигающий максимальной температуры сгорания более 3000° (используется для резки рельсов), природный газ, водород, керосин, пары бензина и др.

В таком случае используются резаки небольшой и средней толщины, имеющие конструкцию кислородной горелки.
Газовые резаки включают в себя следующие процессы:
- соединение паров жидкости, кислорода и горючих газов;
- создание огня для нагрева;
- подача кислорода.
Ручную резку сплавов больших толщин кислородом не во всех случаях возможно сделать резаком.
Для кислородной вариации резки важно правильно выбрать металл с точки зрения температуры плавления, показатель которой не должен превышать температуру возгорания кислорода.
Часто возникают проблемы с газовой резкой материала, содержащего большое количество углерода, например, чугуна.
Одной из разновидностей газовой резки является кислородно-флюсовая, с помощью которой осуществляется обработка нержавеющих хромоникелевых и хромистых сплавов, цветных металлов, чугуна и многого другого. Чаще всего ее применяют для трубопроводов и пр.
Суть заключается в том, что на место кислородной резки специальные приспособления беспрерывно подают порошкообразный флюс вместе с кислородом.
Флюс сгорает и образуются оксиды, после чего оксиды начинают плавиться и жидкие текущие шлаки вытекают. В качестве флюса используется мелкогранулированный железный порошок.
А при кислородной резке чугуна еще добавляется доменный феррофосфор. Кислородно-флюсовая резка чугуна и других материалов представлена на видео.
Видео:
При ручной кислородной резке качество работ зависит от правильно расположенного резака над поверхностью металла. Нужно соблюдать угол наклона и скорость, так как при неправильно установленной скорости получается неровный срез.
При резке металла больших толщин до 5 см (как при прокладке трубопроводов) пламя должно направляться непосредственно на кромку, что наглядно представлено на видео.
Мундштук располагается перпендикулярно обрабатываемого материала так, чтобы нагревающее пламя и кислород были вдоль вертикальной грани.
Материал передвигается исключительно после прорезывания всей толщины детали.
При резке материала больших толщин до 20 см, например, рельсов или трубопроводов, чугуна, резак располагается под углом 75° к горизонтали, как на видео.
Скорость нужно выставить выше средней. Чистота и величина среза зависят от толщины материала.
Если нужно разрезать изделие круглого сечения, то угол наклона резака должен быть большим, а в процессе резки угол нужно постоянно уменьшать до перпендикулярно расположения резака.
При обработке фигурных изделий больших или малых толщин резак должен располагаться исключительно перпендикулярно относительно поверхности металла.
Видео:
Перед использованием кислородного резака поверхность обрабатываемого материала необходимо настроить и подготовить: тщательно очистить от грязи и коррозии.
Для резки используется кислород в баллонах, которые имеют редуктор для регулировки давления.
Кислород и горючий газ поступают в резак по отдельным шлангам. Чтобы не взорвался генератор, который питает резак, на нем должен быть водяной затвор, который наполняется водой до начала работы.
Генератор без водяного затвора использовать запрещено. Кислородная резка представлена на видео в разделе.
Конечно, газовая резка имеет некоторые недостатки, например: неравномерный нагрев металла приводит к деформации, поэтому при прокладке трубопроводов необходимо доверить такую работу специалисту.
Во избежание повреждения рекомендуется придерживаться следующих правил:
- резка начинается с самой длинной кромки, а заканчивается короткой;
- в первую очередь вырезаются мелкие детали;
- во избежание сильного нагревания кромок, нужно, чтобы скорость резки была достаточно высокой;
- во время резки обрабатываемые изделия охлаждаются водой.
Также довольно часто применяется поверхностная кислородная резка, с помощью которой можно вырезать канавки на поверхности металла в виде рельефа.
Поверхностная резка производится резаками моделей РАП-62, РПА-62, РПК-62.
Еще одной разновидностью кислородной резки является разделительная, которая применяется для разреза листового материала, вырезания заготовок и иных работ, связанных с разделением материала на несколько частей.
Для ручной разделительной резки используются такие резаки, как «Пламя-62», РГС-60М.
Плазменный резак
Ручной газовый резак, работающий по типу воздушно-дуговой резки (плазменной), является довольно популярным, особенно в промышленности.
Принцип плазменной резки заключается в следующем: материал плавится между электродом и обрабатываемым листом металла, после чего металл выдувается сжатым воздухом.
Технология плазменной резки доступна не только профессиональным сварщикам.
Если обработка металла выполняется ручным способом, то воздушно-плазменная резка является самым экономичным вариантом, но редко применяемым для прокладки тех же трубопроводов.
Достоинствами воздушно-дуговой обработки являются:
- компактное оборудование;
- низкие энергозатраты;
- качественный рез разных видов металла;
- высокая скорость;
- наличие защиты от перегрева и воздушного охлаждения;
- простое включение оборудования.
Такая резка часто применяется для обработки металла малых и средних толщин до 35 мм. Часто применяется для обработки отливов, устранения дефектов на швах, токопроводящих металлов и т.д.
Плазменной резкой производится не только прямолинейная резка, но и фигурная, как гласит технологическая карта.
Плазменные резаки представлены в виде машины с плазмотроном – рабочей насадкой, в которой размещается электрод. В процессе резки в электрод подается плазмообразующий газ, например, сжатый воздух.
Под воздействием выработки сварочного тока электрод нагревается и зажигается дуга, в результате чего газ превращается в плазму с температурой до 30000°.
Видео:
Так как металл быстро нагревается дугой плазмореза, поэтому происходит плавление только места среза, а другие участки материала не нагреваются.
Благодаря этому, поверхность не деформируется в результате теплового воздействия. Применение плазменной резки позволяет не обрабатывать кромки дополнительно.
Качество ручной плазменной резки напрямую зависит от сопла, находящегося в плазмотроне. Сопло оказывает влияние на скорость, ширину и чистоту среза.
Сопло является деталью, которая часто нуждается в замене, а если длина сопла будет увеличена, то данное обстоятельство улучшит качество резака.
Особенностью работы плазменного резака является длительное непрерывное время работы более получаса. По истечении данного времени оборудование требуется отключить для остывания.
Воздушно-дуговой резак может работать от трансформаторов и инверторов.
Использование трансформаторов позволяет резать металлы больших толщин до 40 мм, а инверторы для металла меньших толщин — до 30 мм.
Для ручной резки рекомендуется использовать инверторы, так как они более эффективны для работы с нержавеющими сталями, чугуном и мягкими сплавами. Подробно процесс плазменной резки можно посмотреть на видео. При желании можно найти несколько руководств в видео-формате, где рассказан процесс и показана сварка трубопроводов.
Видео:
Плазменная резка используется для обработки цветных сплавов, однако существуют определенные нюансы такой обработки.
Нержавеющие стали не рекомендуется резать с использованием сжатого воздуха. Лучше использовать чистый азот или смешать его с аргоном – это будет зависеть от толщины металла.
Также следует иметь в виду, что нержавейка может деформироваться под воздействием переменного тока, а это, в свою очередь, приведет к небольшому сроку эксплуатации.
Для резки алюминия толщиной до 70 мм применяется сжатый воздух.
При меньшей плотности материала толщиной до 20 мм резка осуществляется чистым азотом, при толщине 70-100 мм используется азот с водородом.
Использование резака для резки металла (например, при прокладке трубопроводов) позволяет быстро и качественно выполнить обработку материала. К тому же все работы можно сделать своими руками, зная технологию резки.
Подробно весь процесс представлен на видео, изучение которого позволит правильно использовать резак. Важна также и технологическая карта, в которой даны инструкции о том, как правильно пользоваться тем или иным инструментом.
rezhemmetall.ru
Как правильно резать металл кислородно-пропановым резаком?
По сравнению с газосварочными работами резка газом требует от человека гораздо меньших навыков. Поэтому овладеть газовым резаком не так уж сложно. Достаточно понять, как это правильно делать. Наибольшее распространение в наше время получили пропановые резаки. В них применяются совместно пропан и кислород, так как их смесь дает наибольшую температуру горения.
ПРЕИМУЩЕСТВА И НЕДОСТАТКИ
Преимущества резки металла пропаном перед другими способами очевидны:
- Применяется газовая резка, когда нужно разрезать довольно толстый металл или что-то вырезать по шаблонам, когда требуется криволинейный рез, который попросту невозможно сделать той же болгаркой. Газовый резак незаменим, если возникла необходимость вырезать диск из толстого металла или пробить глухое отверстие на 20-50 мм.
- Малый вес и удобство в использовании газового резака - еще одно неоспоримое достоинство. Кто работал с бензиновыми аналогами, знает, насколько они тяжелы, неповоротливы и шумны, сильно вибрируют, заставляя оператора прилагать значительные усилия при работе. Газовые модели лишены всех этих недостатков.
- Кроме того, резка металла газом позволяет работать в 2 раза быстрее, нежели при использовании устройства с двигателем на бензине.
- Пропан стоит гораздо дешевле не только бензина, но и других газов. Поэтому его выгодно использовать при больших объемах работ, например, при резке стали на металлолом.
- Кромка среза при пропановой резке немного хуже, чем при использовании ацетиленовых резаков. Тем не менее срез получается гораздо чище, чем у бензиновых горелок или болгарки.
Единственным минусом газовых резаков (пропановых в том числе) можно считать ограниченность спектра металлов, которые с их помощью можно резать. Им под силу только низко- и среднеуглеродистые стали, а так же ковкий чугун.
Резать газом высокоуглеродистые стали невозможно, потому что температура их плавления довольно близка к температуре пламени. В результате окалина не выбрасывается в виде столпа искр с обратной стороны листа, а смешивается с расплавленным металлом по краям разреза. Это не дает кислороду добраться вглубь металла, чтобы его прожечь. При резке чугуна процессу мешают форма зерен и графит между ними. (Исключение составляет ковкий чугун). Алюминий, медь и их сплавы газовой резке тоже не поддаются.
Следует напомнить, что к низкоуглеродистым сталям относятся марки от 08 до 20Г, к среднеуглеродистым - марки от 30 до 50Г2. В обозначениях же марок углеродистых сталей впереди всегда ставится буква У.
НЕОБХОДИМОЕ ОБОРУДОВАНИЕ
Для резки металла газом необходимо иметь по одному баллону пропана и кислорода, шланги высокого давления (кислородные), сам резак и мундштук нужного размера. На каждом баллоне должен располагаться редуктор, позволяющий регулировать подачу газа. Учтите, на баллоне с пропаном резьба обратная, поэтому навернуть на него другой редуктор невозможно.
Конструкция газового оборудования для резки металла разных производителей отличается незначительно. Обычно на всех них есть 3 вентиля: первый из них для подачи пропана, за ним идет вентиль регулирующего кислорода, после - вентиль режущего кислорода. Чаще всего кислородные вентили синие, те же, что открывают пропан, красные либо желтые.
Металл режут под воздействием струи горячего пламени, которая генерируется резаком. Во время работы аппарата в специальной смесительной камере пропан соединяется с кислородом, образуя горючую смесь.
Пропановый резак способен раскроить металл толщиной до 300 мм. Многие детали этого аппарата сменные, поэтому устройство в случае его поломки можно быстро отремонтировать прямо на рабочем месте.
Очень важно правильно выбрать мундштук. При его подборе стоит исходить из толщины металла. Если предмет, который необходимо разрезать, состоит из частей разной толщины, которая варьируется от 6 до 300 мм, понадобится несколько мундштуков с внутренними номерами от 1 до 2 и с внешними - от 1 до 5.
ПОДГОТОВКА К РАБОТЕ
Перед работой обязательно требуется осмотреть устройство, чтобы убедиться в том, что резак полностью исправен. Затем проделайте следующие шаги:
- Первым делом к аппарату для резки присоединяются шланги. До того, как присоединить рукав, нужно его продуть газом, чтобы удалить попавший туда мусор или грязь. Шланг для кислорода крепится к штуцеру с правой резьбой при помощи ниппеля и гайки, второй шланг (для пропана) - к штуцеру с левой резьбой. Не забудьте, прежде чем присоединить рукав с газом, проверить, есть ли подсос в каналах резака. Для этого соедините кислородный шланг со штуцером кислорода, а газовый штуцер должен остаться свободным. Установите уровень подачи кислорода на 5 атмосфер и откройте газовый и кислородный вентили. Потрогайте пальцем свободный штуцер, чтобы убедиться, идет ли подсос воздуха. Если нет, следует прочистить инжектор и продуть каналы резака.
- Далее проверьте разъемные соединения на герметичность. Обнаружив утечку, подтяните гайки или смените уплотнители.
- Не забудьте проконтролировать, насколько герметичны крепления газовых редукторов и исправны ли манометры.
ПРИСТУПАЕМ К РАБОТЕ
Выставляем на кислородном редукторе 5 атмосфер, на газовом - 0,5. (Обычно соотношение газа к кислороду 1:10.) Все вентили резака следует поставить в закрытое положение.
Берется резак, сначала немного открываем пропан (на четверть или чуть больше), поджигаем. Упираем сопло резака в металл (под наклоном) и медленно открываем регулирующий кислород(не перепутайте с режущим). Поочередно регулируем эти вентили, чтобы добиться пламени нужной нам силы. При регулировке открываем попеременно газ, кислород, газ, кислород. Сила (или длина) пламени подбирается с расчетом толщины металла. Чем лист толще, тем сильнее пламя и расход кислорода с пропаном больше. Когда пламя отрегулировано (оно приобретает синий цвет и коронку), можно резать металл.
Подносится сопло к краю металла, держится он в 5 мм от разрезаемого предмета под углом 90°. Если лист или изделие необходимо прорезать в середине, разогревать металл следует начинать с той точки, от которой пойдет разрез. Разогреваем верхнюю кромку до 1000-1300° в зависимости от металла (до температуры его возгорания). Визуально это выглядит так, словно поверхность начала немного «мокнуть». По времени разогрев занимает буквально несколько секунд (до 10). Когда металл воспламеняется, открываем вентиль режущего кислорода, и на лист подается мощная узконаправленная струя.
Вентиль резака следует открывать очень медленно, тогда кислород зажжется от разогретого металла самостоятельно, что позволит избежать обратного удара пламени, сопровождающегося хлопком. Не спеша ведем кислородной струей вдоль заданной линии. В этом деле очень важно правильно выбрать угол наклона. Он должен составлять сначала 90°, затем иметь небольшое отклонение на 5-6° в сторону, обратную направлению резки. Однако если толщина металла превышает 95 мм, можно допустить отклонение в 7-10°. Когда металл уже прорезан на 15-20 мм, необходимо изменить угол наклона на 20-30°.
НЮАНСЫ РЕЗКИ ПО МЕТАЛЛУ
Резать метал нужно с правильной скоростью. Определить оптимальную скорость можно визуально по тому, как разлетаются искры. Поток искр при верной скорости вылетает под углом примерно 88-90° к разрезаемой поверхности. Если поток искр полетел в сторону, противоположную движению резака, это означает, что скорость резки слишком мала. Если же угол потока искр меньше 85°, это сигнализирует о превышении скорости.
При работе всегда необходимо ориентироваться на то, какой толщины металл. Если свыше 60 мм, лучше расположите листы под наклоном, чтобы обеспечить сток шлаков, и выполните работу наиболее точно.
Резка толстого металла имеет свои особенности. Перемещать резак раньше, чем металл будет разрезан на всю толщину, нельзя. К концу процесса резки необходимо плавно уменьшить скорость продвижения и сделать угол наклона резака больше на 10-15°. Останавливаться в процессе резки не рекомендуется. Если же работа по какой-то причине была прервана, не продолжайте резать с той точки, на которой остановились. Необходимо заново начать резать и только в новом месте.
Завершив резку, сначала перекрываем режущий кислород, затем отключаем регулирующий кислород, в последнюю очередь отключаем пропан.
ПОВЕРХНОСТНАЯ И ФИГУРНАЯ РЕЗКА
Иногда возникает необходимость прорезать металл не насквозь, а лишь создать на поверхности рельеф, прорезая на листе канавки. При этом методе резки металл будет нагреваться не только за счет пламени резака. Расплавленный шлак так же послужит источником тепла. Растекаясь, он будет подогревать нижние слои металла.
Поверхностная резка, как и обычная, начинается с того, что нужный участок прогревается до температуры воспламенения. Включив режущий кислород, вы создадите очаг горения металла, а равномерно перемещая резак, обеспечите процесс зачистки вдоль заданной линии разреза. Резак в этом случае нужно расположить под углом 70-80° к листу. При подаче режущего кислорода нужно наклонить резак, создавая угол в 17-45°.
Размеры канавки (ее глубину и ширину) регулируйте скоростью резки: увеличив скорость, уменьшаете размеры углубления и наоборот. Глубина выреза увеличится, если возрастет угол наклона мундштука, если уменьшится скорость резки и повысится давление кислорода (конечно же, режущего). Ширина канавки регулируется диаметром режущей кислородной струи. Помните, что глубина канавки должна быть меньше ее ширины примерно в 6 раз, иначе на поверхности появятся закаты.
Вырезать фигурное отверстие в металле можно следующим образом. Сначала намечаем на листе контур (при разметке окружности или фланцев следует отметить еще и центр окружности). До начала самой резки следует сделать пробивку отверстий. Начинать резку всегда необходимо с прямой линии, это поможет получить на закруглениях чистый рез. Начинать резать прямоугольник можно в любом месте, кроме углов. В самую последнюю очередь следует вырезать наружный контур. Это поможет вырезать деталь с наименьшими отклонениями от намеченных контуров.
МЕРЫ ПРЕДОСТОРОЖНОСТИ
Резка металла газом сопряжена с некоторым риском, поэтому необходимо строго придерживаться правил безопасности. Начнем с защитной одежды, которая должна включать в себя: огнеупорный костюм и краги для рук с такой же пропиткой; маску сварщика, сделанную из негорючего пластика с наголовником; рабочую обувь с высокими бортами. Также рекомендуется надевать респиратор. Зачем дышать дымами и пылью? Все эти меры придуманы не случайно, и не стоит ими пренебрегать. Например, может возникнуть ситуация, когда толстый металл сразу не продуется, и расплавленные брызги будут попадать на вас.
В процессе работы не забывайте следить за показанием редукторов на баллонах. Помните, что нельзя приступать к резке, если на шлангах есть трещины, разрывы или стыки. Некоторые умельцы соединяют стыки трубкой из алюминия или латуни. Однако лучше не рисковать. Примите во внимание, что железные трубки использовать с этой целью нельзя категорически, так как железо может дать искру.
Самое главное, что необходимо знать при работе с газовыми резаками: пропан огнеопасен, кислород же маслоопасен. При контакте кислорода с любым маслом произойдет взрыв. Во избежание беды, не прикасайтесь к кислородному баллону в испачканных маслом рукавицах или одежде. Не оставляйте рядом промасленные тряпки.
Помните, что баллоны должны располагаться на расстоянии 10 м от рабочего места и в 5 м друг от друга. Весь газ из баллона расходовать никак нельзя.
Иногда в процессе работы возникают внештатные ситуации. Не теряйтесь. Например, если у вас во время резки слетел со штуцера или оборвался кислородный шланг, не пугайтесь. Обычно испуг возникает из-за того, что случается это неожиданно и громко. Необходимо тут же перекрыть на резаке подачу пропана, затем закрыть оба баллона. Случается, что при розжиге пламени и настройки резака неожиданно исчезает пламя, издав хлопок. Просто закрываете вентили резака и разжигаете пламя заново.
metall-rostov.ru
Как и чем режут металл: способы, виды оборудования
Резка - одна из самых обычных операций по обработке металлических заготовок.
Но тут сразу возникает вопрос: как и чем режут металл?

Металл можно резать механическим или термическим путем.
Принято различать две основных группы способов резания:
- Механические - распилка, резка ножницами и т. д.
- Термические, базирующийся на использовании струи какого-либо вещества - газа, воды и т. д.
Механические способы
В основе классификации механических способов резания обычно лежит ответ на вопрос: чем резать металл?Разрезание ножовкой и ножницами по металлу

Разрезание ножницами: а) разрезание листа на полосы; б) разрезание листаножницами.Вырезание круглой формы: в) неправильно; г) правильно
В домашних условиях металл обычно режут обыкновенной слесарной ножовкой. Процесс этот является достаточно трудоемким. Он значительно упрощается, если в распоряжении есть механическая ножовка.
В отличие от ножовок, существует достаточно много видов ножниц по металлу:
- Ручные ножницы позволяют разрезать относительно тонкий листовой металл. Они позволяют делать это быстро и точно, правильно следуя линии реза. Можно выделить несколько типов ручных ножниц: пальцевые, силовые, стуловые, рычажные, для криволинейного реза.
- Шлицевыми ножницами осуществляют как прямолинейную, так и криволинейную резку. Они позволяют резать металл в ограниченном пространстве, сохраняя при этом высокое качество реза. Приводятся в действие электродвигателем.
- Гильотинные ножницы могут разрезать металл с высокой точностью. Основные преимущества - отсутствие дефектов, высокая точность резания, сохранность внешнего покрытия разрезаемого материала.
Типы гильотинных ножниц:

Ручными ножницами можно резать относительно тонкий лист металла.
- Ручные ножницы. Главный недостаток - развиваемое усилие недостаточно для резки, если металл очень прочный.
- Механические ножницы. Приводятся в действие электродвигателем, поэтому производительность значительно выше, чем у ручных гильотин.
- Ножницы с гидравлическим приводом. Обеспечивают очень высокую точность работы. К тому же их можно оснащать ЧПУ, позволяющим заметно увеличить их производительность за счет сохранения в памяти типовых параметров разрезов.
Сабельные и дисковые пилы, углошлифовальные машины
Сабельные пилы по принципу действия похожи на электролобзик. Внешне выглядят как электродрель, только вместо сверла - выдвинутая вперед пила длиной от 10 до 35 см, совершающая возвратно-поступательное движение. Обычно пила питается от сети, но выпускаются и аккумуляторные варианты.

Для точного и быстрого резания металла применяют сабельные пилы.
Для разных видов работ применяются различные виды пильных полотен. Они легко меняются, подобно сверлам в электродрели. Система крепления надежная и рациональная. Зная, с чем предстоит работать, можно правильно выбрать соответствующую пилку. Например, чем больше кривизна разреза, тем уже должно быть полотно.
Для работы с сабельной пилой нужны навык, твердая рука и хороший глазомер.
Проще работать дисковыми пилами. Их режущие диски обычно изготовляют из твердого высоколегированного сплава или специальной быстрорежущей стали. Предназначены пилы для резки разнообразных металлических профилей, изготовленных из самых различных металлов и сплавов, обеспечивают узкий пропил, малое количество стружки.
Чтобы правильно выбрать пилу, следует особое внимание обратить на распиловочный круг, в частности на его диаметр. Чем он больше, тем больше возможности инструмента. После выполнения распила обычно требуется дополнительная обработка по удалению острых кромок. К минусам следует отнести довольно большие габариты и достаточно высокую стоимость.

Дисковой пилой можно пилить медь, алюминий и другие цветные металлы.
Большинство потребителей даже и не подозревает, что «болгарка» - это углошлифовальная машина. Дело в том, что это чудо техники родом из Болгарии, а наши люди длинных названий не любят. В большинстве случаев болгарка, оснащенная диском для распила стали, прекрасно заменяет дисковую пилу по металлу, хотя, судя по названию, изначально она предназначалась для шлифовки.
Сегодня очень многие используют ее именно как пилу, а не для шлифования, хотя современной болгаркой можно и резать, и зачищать, и полировать, и т. п. Причем резать и шлифовать можно практически все материалы. Главное - покупать различные инструменты не нужно. Для различных материалов и работ приобретаются лишь разные расходные материалы, а сама машина нужна только одна.
Термические способы
Способы резки, относящиеся к этой группе, можно разделить на такие виды: газовая и газоэлектрическая резки металлов.
В этих способах резки нагрев металла осуществляется газовым (кислородным) пламенем, а источники электроэнергии не используются. Различают три основных способа такой резки:

Кислородная резка металла предусматривает его нагревание. кислородная горячая струя режет металл и удаляет оксиды которые там возникают.
- Кислородная. При этом способе металл в зоне реза сгорает в кислородной струе, ею же выдуваются образовавшиеся оксиды.
- Кислородно-флюсовая. В область разреза поступает порошок-флюс, который облегчает процесс резки благодаря химическому, термическому и абразивному воздействиям.
- Кислородно-копьевая. Высокая температура создается за счет сгорания так называемого копья - трубки, через которую продувается струя кислорода.
Основные преимущества этих способов:
- низкая стоимость;
- можно резать толстый слой металла.
Основные недостатки:
- большой расход металла;
- низкая точность;
- необходимость дополнительной обработки деталей;
- малая скорость резки;
- большая толщина реза;
- термическая деформация металла.
При газоэлектрической резке металл нагревается за счет источника электроэнергии, а расплав из зоны реза удаляется газовой струей. Существует два способа этой резки:
- Воздушно-дуговая - жидкий металл из зоны плавления удаляется струей сжатого воздуха.
- Кислородно-дуговая - нагретый в пламени дуги металл сгорает в поступающей струе кислорода, ею же выдувается.
Применяется в основном для исправления дефектов сварных швов. Главный недостаток - науглероживание места разреза вследствие сгорания угольных электродов.
Плазменная резка

Плазменная резка на сегодняшний день самый совершенный, быстрый и экономически эффективный способ резки металла.
Весьма перспективный и быстро прогрессирующий метод. Разрезаемый металл плавится струей плазмы - ионизированного газа с температурой в десятки тысяч градусов. Плазменная струя создается в особом устройстве - плазмотроне - из обычной электрической дуги за счет ее сжатия и вдувания в зону реакции плазмообразующего газа. Две основных схемы обработки:
- Резка плазменной струей. При этом способе дуга возникает между электродом и наконечником плазмотрона. Обрабатываемая деталь в электрическую цепь не включена.
- Плазменно-дуговая - дуга возникает между неплавящимся электродом из тугоплавкого материала и разрезаемым металлом. Эффективный и более часто применяемый метод.
Преимущества плазменной резки в сравнении с газовыми способами:
- высокая скорость резки;
- универсальность применения;
- возможность резать с высокой точностью и качеством;
- отсутствие необходимости в дорогостоящих газах;
- возможность вырезания деталей сложной формы;
- безопасность и экологичность.
Недостатки:
- дороговизна и сложность оборудования и его техобслуживания;
- невозможность резки заготовок толщиной более 80-100 мм;
- ограниченный угол отклонения реза от перпендикулярности;
- повышенный уровень шума.
Остальные термические методы вследствие ряда причин, из которых основная - высокая сложность и стоимость оборудования, пока широкого распространения не получили. Ограничимся лишь их перечислением:
- гидро- и гидроабразивная резка;
- лазерная и газолазерная резка;
- метод электрической эрозии;
- криогенная резка.
Резюмируя все вышесказанное, можно сделать вывод: способов и видов оборудования для резки металлов очень много. Правильно выбрать наиболее подходящие способы можно, лишь взвесив множество факторов, прежде всего финансовые возможности.
1metallocherepica.ru
Газовая резка – технология обработки металла + Видео
Газовая резка, также нередко называемая автогенной либо кислородной, представляет собой процесс разрезания металлических заготовок посредством воздействия на них кислородного потока, подаваемого из специального агрегата.
1 Техника автогенной резки и ее ключевые положения
Данный вид обработки металла эксплуатируется весьма активно. На сегодняшний день он является популярным методом резки стальных и металлических изделий. Его суть состоит в том, что материал в зоне обработки доводится до температуры зажигания (горения) посредством смеси газа и кислорода, а затем на него наводят поток чистого кислорода.

Рекомендуем ознакомиться
Указанные действия приводят к сгоранию металла и удалению из зоны резки оксидов, которые образуются в ходе выполнения операции.
При горении поверхностного слоя заготовки отмечается выделение существенных объемов кислоты, в результате чего нагреваются нижние слои металла. Благодаря этому процесс горения охватывает деталь на всю глубину, формируется отверстие сквозного вида. Через него кислородная струя, выполняющая функцию режущего инструмента, пробивает заготовку полностью и выходит наружу. Передвигая с заданной скоростью приспособление для кислородной резки, получают точный разрез.
По сути, описываемый процесс включает в себя несколько основных этапов. Сначала металл подогревают, затем при помощи кислорода его сжигают, а на финальной стадии из полости реза происходит выдувание шлака, находящегося в расплавленном состоянии. В связи с тем, что при горении в кислороде железа выделяется сравнительно мало теплоты, тушения подогревательного пламени не производят. Это позволяет возмещать большие утраты тепла на участке обработки металла.

Если пламя потушить, металлическая заготовка очень быстро охлаждается, реакция горения затухает, и операция резки прекращается. Кислородная резка дает возможность вырезать сложные по форме изделия, а также без проблем осуществлять разрезание металлических деталей толщиной до 200 сантиметров. Отметим, что далеко не все сплавы и стали допускается подвергать автогенной резке. Она используется для металлов, которые соответствуют некоторым важным условиям. О них речь пойдет далее.
2 Условия для проведения кислородной резки
Газовая резка металла будет успешной только в том случае, если его температура плавления выше температуры воспламенения. Данному условию полностью отвечают сплавы с малым содержанием углерода. Плавятся они при температуре 1500 градусов, а воспламеняются при 1300 градусах. Средне- и высокоуглеродистые стали поддаются газовой обработке намного хуже, так как повышенное содержание углерода в них приводит к уменьшению температуры плавления и увеличению температуры воспламенения.

Также теплопроводность металлических композиций должна быть не очень высокой. Если подобное условие не выполняется, фиксируется активное отведение от зоны реза нагретого шлака и подогревающего пламени, что становится причиной неустойчивости операции. Она может прекратиться практически в любой момент резки. "Нужный" для проведения рассматриваемой в статье операции показатель теплопроводности отмечается исключительно у сталей, являющихся техническим сплавом железа, и непосредственно у железа. Автогенная резка прочих металлов в большинстве случаев невозможна.

Кроме того, должны выполняться и другие условия для резки:
- При сгорании в кислородной струе металла количество теплоты обязано быть таким, чтобы операция проходила непрерывно. Стоит помнить, что лишь 30 процентов теплоты образовывается от работы пламени резака, остальные же 70 процентов выделяются при сгорании металла.
- Температура расплавления металла должна быть выше температуры, при которой начинают плавиться металлические оксиды. В тех случаях, когда данное требование не соблюдается, операция резки нарушается из-за того, что кислородный поток не способен качественно выдуть тугоплавкие окислы. В связи с этим автогенная резка не рекомендуется для алюминия (его оксиды плавятся при температуре порядка 2050 градусов) и сталей с большим содержанием хрома (температура плавления их оксидов составляет около 2000 градусов). Впрочем, выход есть. Резать алюминий и высокохромистые сплавы допускается при помощи флюсов со специально подобранным составом.
- Жидкотекучесть шлаков, которые появляются в процессе резки, должна иметь высокие показатели, обеспечивающие простую выдувку шлаков из места выполнения операции.
3 Виды кислородной резки и их краткое описание
Резка с использованием газового оборудования бывает ручной и машинной, поверхностной и разделительной. При поверхностной разрезание металлической детали сопровождается формированием круглых по форме канавок, а при разделительной резке на поверхности появляются разрезы сквозного типа.
Разделительная ручная операция обычно назначается для обработки скрапа, профильных поковок и листов из углеродистой стали. Такая резка предполагает применение природного газа, смеси бутана и пропана, ацетилена в качестве горючей составляющей процесса. Как правило, используется ацетилен, так как он обеспечивает быстрый подогрев обрабатываемого изделия.

Ручная резка также применяется для вырезки отверстий и участков с теми или иными изъянами в трубопроводах, для обрезки под последующую газовую сварку концов трубных изделий. И листы, и трубы, и поковки режутся во всех пространственных положениях. При этом на качество процесса большое влияние оказывает квалификация специалиста, осуществляющего операцию, и наличие у него опыта работы резчиком.
Для повышения эффективности точности ручной прямолинейной резки рекомендуется производить процесс по направляющим и заранее нанесенным отметкам на изделии. Кроме того, нужно использовать и дополнительные приспособления (уголок, направляющие линейки, специальный циркуль для обработки отверстий и фланцев и так далее), которые дают возможность:

- четко выдерживать требуемую дистанцию между поверхностью заготовки и резаком;
- передвигать резак максимально равномерно;
- вовремя запускать кислородную струю.
Поверхностная резка (и машинная, и ручная) подразумевает удаление струей кислорода слоя металла определенной толщины. Ее отличие от распределительной состоит в том, что резак при поверхностной обработке передвигается быстро, причем под некоторым углом по отношению к металлической поверхности.
4 Особенности автогенной обработки металлов
Технология газовой резки предусматривает необходимость качественной очистки поверхности металлической детали от грязи, коррозии, окалины и лакокрасочных покрытий. При ручном разделении листов рекомендуется обдуть область реза на ширину не более 3–5 сантиметров (использовать пламя резака), после чего при помощи щетки из металла зачистить эту область.
При машинной резке, как правило, осуществляют очистку стальных листов на специальных агрегатах по дробеструйной либо химической методике. Дополнительно выполняют правку металлических заготовок на вальцах.

К ключевым характеристикам режима резки относят:
- давление кислорода;
- мощность пламени;
- скорость выполнения операции.
Качество и производительность операции зависит именно от этих показателей. Давление кислородной струи зависит от чистоты используемого газа, формы сопла на режущем инструменте и толщины изделия, подвергаемого разрезанию. При увеличении давления выше нормативных величин отмечается ухудшение качества поверхности и скорости процедуры, что, естественно, приводит к повышенному расходу кислорода.
Мощность пламени зависит от состояния сплава (поковка либо обычный прокат), его состава и толщины металла. Машинная резка выполняется на минимальном пламени, а вот для ручной его мощность необходимо повышать в 1,5–2 раза. Еще важный момент – при обработке изделий толщиной более 40 сантиметров следует использовать науглероживающее пламя (то, в котором имеется "лишний" ацетилен). В остальных случаях применяется стандартная мощность.

Скорости окисления металлической детали и процесса резки должны соответствовать друг другу. Чрезмерная скорость резки сопровождается искрами, она чревата тем, что металл может не прорезаться.
tutmet.ru
Как резать болгаркой металл: советы и рекомендации
Бытует мнение, что само понятие «болгарка» вошло в наш обиход потому, что впервые привезен этот инструмент был из Болгарии. Отчасти это действительно так. Но разработали и стали его выпускать в Германии. К нам он впервые попал из Болгарии, где его начали выпускать в семидесятые годы. Угловая шлифмашина - правильное название инструмента.

При работе с болгаркой в обязательном порядке нужно соблюдать технику безопасности, а именно: одевать очки, перчатки, каску и защитный фартук.
Невозможно сегодня представить себе работу строителей, ремонтников, механиков, слесарей без болгарки. С ее помощью можно резать разнообразные материалы, в том числе и металл: арматуру, пруток, водопроводные трубы, уголок, профиль.
Полученные срезы можно шлифовать, полировать, точить. Большой выбор сменных насадок делает этот инструмент незаменимым и универсальным.
В то же время это самый травмоопасный инструмент.
Для резки металла болгаркой понадобятся:
- маска;
- очки;
- диски;
- болгарка;
- металл.
Как правильно выбрать болгарку

Болгарка должна удобно лежать в руке.
Правильный выбор и качество самой болгарки определяет качество работы и безопасность работающего.
При выборе машины следует ориентироваться на ее главные параметры: мощность и диаметр режущего абразивного круга. Немаловажное значение имеют также ее вес, так как часто приходится работать «на весу», и размеры, чтобы можно было выполнить работу в неудобных и труднодоступных местах.
Большинство покупателей при виде мощных болгарок несколько пугается того, что справиться с ней труднее, чем с маломощной. Это ошибочное мнение. У болгарок малой мощности чаще происходит заклинивание дисков, т.е. они физически не могут при больших нагрузках «вытянуть» диск. Ситуация, как поведут себя диск и сама машина после уменьшения нагрузки, непредсказуема. Скорее всего болгарка будет рваться из рук. Следствием этого станет разлом диска, порча машинки и травмы резчика. Поэтому начинающим умельцам лучше приобрести болгарку под диск 125 мм с мощностью 800-1000 Вт и количеством оборотов шпинделя 10 000 об./мин. Такой мощности достаточно для распила железа.
Для резки металла существуют машинки под диск 115 мм с питанием от аккумуляторов, но, как показывает практика, при их большой стоимости в решении бытовых проблем они себя не оправдывают.

Рукояти болгарки должны быть резиновыми или из материала, который будет гасить вибрации от машинки.
Но никакие технические характеристики не отражают удобство и безопасность в работе. Болгарка должна удобно и надежно лежать в руке, чтобы при работе с металлом сосредоточить свое внимание на нем, а не на том, как удержать инструмент в руках. Желательно, чтобы рукоятки были резиновыми или из материала, гасящего вибрации, с углублениями для пальцев.
У маломощных болгарок, как правило, нет дополнительной рукоятки.
Если при выборе было обнаружено какое-либо неудобство, следует поискать болгарку другой модели.
Как правильно выбрать диски

На кругу имеются обозначения, которые помогут правильно выбрать круг.
Выбирая диски, нужно знать, для чего они будут использоваться, обратить внимание на их диаметр и толщину. Это основные параметры дисков.
Наименьший диаметр - 125 мм, а максимальный, из общедоступных, - 250 миллиметров. В профессиональных болгарках диски могут быть большего диаметра.
От диаметра диска зависит толщина отрезаемой детали и максимальная глубина разреза.
Если планируется резать только металл, нужно приобретать отрезной диск. Он имеет самую малую толщину от 1 до 1,2 мм, для промышленных болгарок - до 2,5 мм. Это облегчит физическую нагрузку на болгарку и на работающего. Разрез получается аккуратным.
Если планируется фигурная резьба по тонкому металлу, то делается она диском самого малого диаметра или старым, почти отработанным диском.
Многие считают, что для резки металла нужно использовать алмазный диск. Это совершенно неправильное мнение. Алмазный диск в металле просто увязнет и для дальнейшей работы будет непригоден.
Специалисты утверждают, что особых трудностей при резке металла болгаркой не возникает даже у начинающих.
Основные правила безопасной работы при резке металла болгаркой

Схема расположения наиболее опасных секторов при работе болгаркой, с учетом отскока и разрушения диска.
Самое необходимое условие при резке - неукоснительное выполнение правил безопасной работы.
Производители болгарок постоянно пытаются свести к минимуму риски получения травм и ранений, придумывая и совершенствуя различные системы защиты. Но никто не позаботится о работнике, как он сам.
Главные опасности, которые возникают при резке металла, - вылет осколков разломавшегося диска, поток искр и мельчайших абразивных частиц, невозможность удержать в руках инструмент.
Если диск сломается или его заклинит, болгарка может вырваться из рук в самый неподходящий момент и с большой силой, поэтому еще до начала работы следует предусмотреть направление ее возможного движения.
Правилами безопасности нельзя пренебрегать даже при выполнении мелких работ.
До начала работы следует:
- Защитить лицо, глаза, руки, по возможности и все части тела.
- Убрать все горючие материалы и предметы, которые находятся в направлении вылета искр.
- Закрепить обрабатываемую болгаркой деталь по возможности в тисках. Запрещается удерживать обрабатываемое изделие свободной рукой или прижимать ногами.
- Если устанавливается новый диск, нужно «прокрутить» его болгаркой на максимальных оборотах, расположив ее подальше: диск может оказаться бракованным и разлететься на куски.
- Установить, отрегулировать и зафиксировать защитный кожух.

Лучше всего при работе с болгаркой защищать лицо специальным щитком.
Во время работы следует:
- При замене дисков во время отдыха необходимо отключить болгарку от сети.
- Для защиты глаз и лица использовать очки или защитный щиток - профессионалы во время продолжительной работы используют и то, и другое.
- Крепко держать болгарку во время всей работы.
- Для замены диска нужно дождаться, пока он полностью остановится.
- Работать в защитных рукавицах. Хлопчатобумажные рукавицы использовать нежелательно, они не обеспечивают достаточную защиту, могут воспламениться, а нитки намотаться на шпиндель болгарки или диск.
- Во время работы нужно расположиться так, чтобы лицо, а по возможности и все части тела не находились в плоскости вращения диска.
По окончании работы следует:
- дождаться полной остановки вращения диска и только после этого положить инструмент на пол диском вверх, чтобы его не повредить;
- отключить болгарку от сети;
- убедиться, что нет дыма или других признаков возгорания.
Типичная ошибка, которую допускают при резке металла: если диаметр нового круга больше размеров защитного кожуха, его снимают. Кожух - это защита на случай, если в процессе резания металла диск разломается и разлетится на части.
Вместо диска многие ставят фрезы, пилы или другие подручные материалы. Делать это категорически запрещено.
Как правильно резать металл болгаркой. Практические советы и рекомендации

Если длинные трубы лежат на опорах, нужно резать их свисающий край. Если резать их по середине, то за счет собственного веса метал прогнется и зажмет диск.
Если нет навыков обращения с болгаркой, то до начала работы следует поучиться резать на ненужных деталях.
Отрезной круг воспринимает только радиальные усилия. Попытка изменить плоскость резания, когда диск находится внутри металлической детали, приведет к его поломке.
Эффективнее режет металл пятка диска (ближняя нижняя часть круга).
Чтобы болгарка и диски служили долго, через каждые 5-7 минут работы нужно делать перерыв на 20-30 минут. Особенно важно это правило для маломощных болгарок, которые боятся перегрева.
Чтобы увеличить срок службы дисков, особенно дорогих, и остудить металл, место разреза нужно поливать водой. Работу желательно проводить вдвоем.
Алюминий - очень вязкий металл. При резке детали большой толщины в шов нужно капать керосин, соблюдая правила пожарной безопасности.
Для молдинга, распила жести, фигурной резьбы следует использовать выработанные диски - «огрызки», поэтому не стоит их сразу выбрасывать.
Уголок правильно резать не за один прием, а по отдельности обе полки.
Если достаточно длинные трубы, уголки, арматура лежат на опорах, правильно резать свисающий край. Если резать между опорами, деталь за счет собственного веса прогнется и заклинит диск.
Детали большой толщины режутся только прямолинейно. Если нужно вырезать фигурную деталь, сначала делаются прямолинейные разрезы, затем удаляются оставшиеся ненужные части.
Давить на болгарку не следует. Это приведет к заклиниванию или поломке диска и перегреву болгарки. Если процесс резки идет медленно, следует заменить диск.
Полученный срез обрабатывать боковой стороной диска не стоит. Для этого используется другой тип дисков.
Расплавленные частицы металла и абразива, попадая на пластмассовые изделия, стекла и фары автомобиля, влипают в них, а удалить потом их практически невозможно. Поэтому до начала работ их нужно убрать или защитить.
Можно ли использовать болгарку для раскроя металлочерепицы и профнастила?
В то время когда только начали применять металлочерепицу и профнастил, в инструкциях говорилось, что использовать болгарку для раскроя этих кровельных материалов категорически запрещено. Объясняется это тем, что с обеих сторон они защищены цинковым и полимерным покрытиями и окрашены.
Абразивный диск разогревает и плавит материал. Срезы получаются рваными. Летящие искры также нарушают краску. Все это вызывает коррозию материала и уменьшение срока службы.
Тем не менее в последнее время строители стали применять для этой работы болгарку. При этом существенно облегчается работа, ее можно проводить непосредственно на кровле. После резки края нужно обработать антикоррозийными веществами, загрунтовать и покрасить.
Краткие выводы
Правильно резать металл болгаркой не составляет большого труда. Всему можно научиться. Главное - соблюдать правила безопасности и следовать рекомендациям.
1metallocherepica.ru