Электроды для сварки труб отопления и водоснабжения. Электроды для сварки труб
Как варить трубы электросваркой правильно – пошаговое руководство
Содержание:
Подбор электродовРазновидности сварных швов и соединений трубПредварительные работы с деталямиПроцесс сваркиТонкости электросваркиСобираем соединенияРабота с поворотными и неповоротными стыкамиПроверка надежности соединенийПравила техники безопасности при работе со сварочным аппаратомВ процессе ведения домашнего хозяйства нередки случаи, когда требуется соорудить какую-либо конструкцию из обычных труб или профиля. Зачастую для этих целей применяются легкие и удобные в монтаже пластиковые трубы, а также стальные изделия с резьбовыми креплениями. Однако в данной статье мы рассмотрим, как правильно сварить трубу для отопления или других необходимых систем в вашем доме, ведь упомянутые выше варианты не всегда приемлемы и целесообразны.
Подбор электродов
Первое, что вам понадобится для выполнения сварочных работ с трубами отопления или другими сооружениями, это электроды. От качества этого расходного материала будет зависеть не только надежность полученных сварных швов и герметичность системы, но и процесс выполнения работ.
Под электродом понимают тонкий стальной стержень со специальным покрытием, которое позволяет обеспечить устойчивую дугу в процессе электросварки труб, и задействовано в формировании сварного шва, а также предотвращает окисление металла.
Классификация электродов предполагает разделение по типу сердцевины и разновидности внешнего покрытия.
По типу сердцевины бывают такие электроды:
- С неплавящейся серединкой. Материалом для такой продукции служит графит, электротехнический уголь или вольфрам.
- С плавящейся серединкой. В данном случае в качестве сердечника служит проволока, толщина которой зависит от типа сварочных работ.
Что касается внешней оболочки, то множество электродов, которые встречаются на рынке, стоит разделить на несколько групп.
Итак, покрытие может быть:
- Целлюлозное (марка С). Эти изделия применяются главным образом для выполнения сварочных работ с трубами крупных сечений. Например, для монтажа магистралей для транспортировки газа или воды.
- Рутилово-кислотное (RA). Такие электроды оптимальны для сварки металлических труб отопления или водопровода. В данном случае сварочный шов покрывается небольшим слоем шлака, который легко удаляется постукиванием.
- Рутиловое (RR). Данный тип электродов дает возможность получить очень аккуратные сварочные швы, а образующийся в процессе работы шлак очень просто удаляется. Преимущественно такие электроды используются в местах угловых соединений или при наваривании второго или третьего слоя.
- Рутилово-целлюлозное (RC). Подобными электродами можно выполнять сварочные работы абсолютно в любой плоскости. В частности, они очень активно применяются для создания длинного вертикального шва.
- Основное (B). Такие изделия можно назвать универсальными, ведь они подходят для сваривания толстостенных труб, деталей, эксплуатация которых будет производиться при отрицательных температурах. При этом образуется пластичный качественный шов, который не трескается и не деформируется со временем. Читайте также: "Разновидности электродов для сварки труб – выбираем подходящие".
Прежде чем приступать к работе, рекомендуем вам проконсультироваться со своими знакомыми сварщиками на предмет разновидности электродов, которыми они предпочитают пользоваться. В каждом конкретном случае это будут разные марки, ведь в продаже может быть доступно большое множество марок, причем отличное от города к городу.
Что нужно отметить отдельно, так это наличие прямой связи между ценой и качеством электродов. Не раз был проверен на практике тот факт, что дешевые расходные материалы не позволяют выполнить правильную сварку труб с необходимым уровнем качества. Поэтому не стоит экономить на этой статье расходов, ведь в результате они могут возрасти намного больше.
Разновидности сварных швов и соединений труб
Способов, как варить трубы электросваркой, может быть несколько:
- размещая детали встык – в данном случае отрезки трубы находятся точно напротив друг друга;
- соединение в тавр – это значит что два куска трубы размещены перпендикулярно, в форме буквы «Т»;
- скрепление внахлест – в таком варианте один из кусков трубы развальцовывается, чтобы его можно было надеть на другой;
- угловое соединение – то есть, две детали размещены под углом 45° или 90°.
При выполнении сварки труб электросваркой могут выполняться такие швы:
- горизонтальные – в таком случае свариваемые трубы расположены вертикально;
- вертикальные – это швы на вертикальном участке трубы;
- потолочные – в данном случае электрод помещают в нижней части детали, над головой работника;
- нижние – соответственно, швы, для выполнения которых нужно наклоняться вниз.
Обращаем ваше внимание, что при работе со стальными трубами соединение должно быть встык, с обязательным провариванием места стыковки по толщине стенки изделия. Оптимальным в данном случае будет использование нижнего поворотного шва.
Есть еще несколько рекомендаций, как сваривать трубы электросваркой:
- При проведении сварочных работ следует держать электрод под углом в 45° или чуть меньше, тогда расплавленный металл будет попадать внутрь свариваемой трубы в гораздо меньшем количестве.
- Если вы выполняете соединение в тавр или встык, то вам понадобятся 2-3 мм электроды. При этом сила тока, оптимальная для надежной герметизации системы, составляет в пределах 80-110 ампер.
- Для надежного проваривания соединения внахлест сила тока должна быть увеличена до 120 ампер, а электроды можно использовать аналогичные.
- Оптимальная высота сварного шва должна составлять 3 мм над поверхностью трубы. Только после ее достижения можно считать работу завершенной.
Отдельно стоит остановиться на профилированных изделиях. Сваривание таких труб надо проводить точечно. Это значит, что сначала прихватывают две точки с противоположных сторон профиля, потом переходят на две другие точки, и так до тех пор, пока вся труба не прогреется. После этого приступают к выполнению сплошного сварного шва по периметру трубы.
Предварительные работы с деталями
Перед тем как сварить круглую трубу, ее нужно подготовить к работе, то есть провести предварительную обработку стыков и уточнить все тонкости. Для этого сначала проводится диагностика труб на соответствие ряду технических характеристик, предъявляемых к монтируемой системе, в частности, водопроводу (прочитайте: "Какая сварка водопроводных труб лучше – виды и особенности сварки").
Согласно инструкции должны быть соблюдены такие условия:
- Геометрические размеры.
- Наличие сертификата качества, в частности, если это трубопровод для питьевой воды.
- Идеально круглая форма труб – никакие дефекты торцов в виде приплюснутого или овального сечения не допускаются.
- Одинаковая толщина стенок труб по всей их протяженности.
- Химический состав изделий должен соответствовать ГОСТам РФ для тех или иных систем. Данная информация выясняется из технической документации или лабораторными исследованиями.
Далее можно приступать, собственно, к подготовке труб к стыковке и сварке.
Процесс подготовки включает такие стадии:
- проверяют ровность среза на торце трубы – он должен быть равен 90º;
- торец и участок в 10 мм от него нужно тщательно зачистить до появления металлического блеска;
- все следы масел, ржавчины, красок следует удалить и обезжирить поверхность на торце трубы.
Последнее, о чем нужно позаботиться – правильная конфигурация торца. Угол раскрытия кромки должен составлять 65º, а показатель притупления – 2 мм. Дополнительная обработка позволит добиться требуемых параметров.
Такую работу можно выполнить фаскоснимателем, торцевателем или шлифовальной машиной. Профессионалы, работающие с трубами больших диаметров, пользуются фрезерными станками или газовыми и плазменными резаками.
Процесс сварки
Когда вся предварительная подготовка позади, можно браться за сварку. Если у вас нет необходимых навыков, и вы никогда раньше не выполняли подобных работ, сначала рекомендуем попрактиковаться на лишних кусках труб, чтобы не испортить всю систему.
Тонкости электросварки
Если производится сваривание труб круглой формы, то шов на них должен быть непрерывным. Это значит, что как только работа начата, ее нельзя прерывать, пока не образуется сплошной сварной шов. В случае работы с поворотными и неповоротными стыками сварка труб отопления электросваркой должна выполняться в несколько слоев. Их количество будет зависеть от толщины стенок трубы.
Зависимость количества слоев от параметров стенки выражается в таких величинах:
- 2 слоя сварочного шва выполняют на трубах с толщиной стенки до 6 мм;
- если стенки колеблются в пределах 6-12 мм толщины, потребуется 3 слоя;
- все прочие изделия, толщина стенок которых еще больше, нуждаются в наложении 4 слоев шва.
Стоит отметить, что каждый последующий слой сварки можно наносить только после полного остывания предыдущего. Перед нанесением весь образовавшийся шлак необходимо удалить. Читайте также: "Как правильно варить электросваркой трубы – теория и практика от мастера".
Кроме того, стоит учесть ряд важных особенностей:
- Какую полярность и ток нужно применять (постоянный или переменный), будет зависеть от толщины стенки труб, их материала и оболочки электродов. Вся информация должна быть указана в инструкции к электродам.
- Толщина электродных стержней влияет на силу тока, необходимую для сварки. Прикинуть этот показатель можно, умножив толщину стержня на 30 или 40. Так вы сможете вычислить силу тока в амперах и выставить ее на сварочном оборудовании.
- Скорость выполнения работ не имеет регламентированной величины. Просто нужно следить, чтобы дуга не оставалась в одной точке слишком долго, иначе, кромка прогорит, и все придется начинать сначала.
Чтобы облегчить себе работу, перед началом сварки газовых труб электросваркой можно выполнить сборку стыков.
Собираем соединения
Этот процесс следует выполнять в такой последовательности:
- Трубы следует зафиксировать в тисках или ином приспособлении, соединив их встык. Далее место соединения с помощью электрода нужно прихватить в 2-3 местах. Если это будут только 2 точки, то сделайте их с противоположных сторон окружности.
- В случае, когда точка соединения сделана только одна, окончательное проваривание стыка нужно начинать с противоположной стороны.
- Обратите внимание, что толщина электрода для труб с толщиной стенок в пределах 3 мм должна составлять не более 2,5 мм.
И еще немного полезной информации относительно техники выполнения сварного шва.
Если вы работаете с трубами, толщина стенок которых превышает 4 мм, то их соединение выполняется двумя швами – корневым, проходящим по всей толщине стали, и валковым, представляющим собой валик 3 мм высотой.
Выполняя вертикальные швы на трубах сечением 30-80 мм, сваривание производится в два шага – сначала делают шов на ¾ длины, а далее – все остальное.
Когда вы делаете горизонтальный шов в несколько слоев, в каждый последующий подход электрод должен перемещаться в противоположном направлении.
Конечные (замковые) точки шва, выполняемого в несколько слоев, нужно размещать в разных местах.
Работа с поворотными и неповоротными стыками
Техника, как сварить трубы разного диаметра с поворотными и неповоротными стыками требует отдельного упоминания (прочитайте также: "Как выполняется сварка неповоротных стыков труб – пошаговое руководство").
Среди правил выполнения таких работ можно привести следующие:
- Поворотные стыки будет удобно выполнять во вращателе. Желательно, чтобы скорость выполнения работы и вращения механизма была одинаковой.
- Место контакта металла с дугой (сварочная ванна) должна располагаться на 30º ниже верхней точки трубы, установленной во вращатель, с противоположной направлению вращения стороны.
- Такую работу можно выполнять и вручную. Для этого трубу каждый раз проворачивают на 60-110º, чтобы с ней было удобно работать.
Однако наиболее сложной будет работа при развороте трубы на 180º.
В таком случае сварку лучше разделить на 3 стадии:
- В первую очередь приваривают в 1-2 слоя 2/4 сечения трубы по внешнему радиусу сгиба.
- Далее трубу разворачивают и доваривают оставшуюся часть шва, выполнив сразу все слои.
- В конце труба еще раз проворачивается, и на внешней части сгиба добавляют оставшиеся слои шва.
Сваривание неповоротных стыков выполняется в две стадии.
Методика работы такова:
- Трубу нужно визуально разделить на два отрезка. Шов в данном случае получится одновременно и горизонтальным, и вертикальным, и потолочным.
- Сваривание начинают с нижней точки окружности, плавно перемещая электрод к верхней точке. Таким же образом проводят работу с противоположной стороны.
- При этом дуга делается короткой, по длине равной ½ толщины сердечника электрода.
- Высота валкового шва может достигать 2-4 мм, все зависит от толщины стенки трубы.
Заключительным этапом сварочных работ является контроль качества соединений.
Проверка надежности соединений
Зачастую контроль над качеством сварного шва и герметичностью системы вам придется выполнять самостоятельно путем визуального осмотра.
Для этого сначала шов нужно очистить от шлака и простучать его легким молотком. Далее визуально осматривают сам шов на наличие в нем сколов, порезов или трещин, плохо проваренных кусков или прожогов насквозь, а также прочих дефектов.
Последним этапом будет замер толщины шва. Для этого можно использовать стандартные приборы, а также щупы, шаблоны и прочие приспособления.
Обратите внимание, что газотранспортную или водопроводную систему нужно еще проверить на герметичность. Для этого выполняют пробный пуск жидкости под давлением.
Правила техники безопасности при работе со сварочным аппаратом
Немаловажным моментом при проведении любых электротехнических работ, в том числе сваривания металлических труб, является соблюдение правил техники безопасности. Если ими пренебречь, можно получить разнообразные травмы, такие как термические ожоги кожи, ожоги сетчатки глаз вспышкой дуги, удары электрическим током и другие.
Поэтому перед началом работ следует выполнить следующие действия:
- жилы, проводящие ток, и компоненты сварочного аппарата должны быть изолированы;
- корпус сварочного оборудования и дополнительные приборы нужно заземлить;
- спецодежда и рукавицы должны быть абсолютно сухими;
- надеть галоши или постелить резиновый коврик в небольшом по размеру помещении для дополнительной изоляции;
- чтобы уберечь глаза и лицо, при работе следует надеть защитный щиток.
Итоги
Таким образом, мы частично рассказали, как следует выполнять сварочные работы на электрическом оборудовании. Безусловно, чтобы работа была успешной, у вас должны быть некоторые практические навыки. Тем не менее, благодаря информации, изложенной в материале, вы будете знать, с чего начинать практиковаться. При соблюдении наших рекомендаций, у вас обязательно получится сваривание металлических труб на достойном уровне.
trubaspec.com
Рекомендации по выбору электродов для сварки: расход электродов
Процесс сварки – это достаточно сложная и многосоставная процедура, требующая наличия определенных знаний и умений. Чтобы выполнить качественно соединение при помощи сварки, следует учесть множество нюансов и параметров. В частности, большое значение имеет правильность выбора электродов для конкретного случая. Ведь от этого будет зависеть режим сварки, количество наплавленного материала, состав металла шва, а значит, и характеристики полученного шва. Поэтому прочность соединения во многом зависит от этого выбора.

Сварочные электроды
Поэтому его нужно делать с учетом свойств материала и параметров. Ведь каждый тип электродов имеет свои особенности, поэтому подходит для выполнения каких-то конкретных задач. Следовательно, стоит рассмотреть каждый тип электродов, который может подходить для того или иного случая.
Выбор по сварочным параметрам
Изделия рутилово-кислотного типа имеют преимущество – шлакоудаление в узких соединениях.
- Рутиловые позволяют получить привлекательный вид шва, шлак хорошо убирается, повторное зажигание легкое. Применяются для прихваток, верхних слоев и создания угловых швов.
- С рутилово-основным покрытием применяются электроды для получения корневых швов, а также при строительстве трубопроводов среднего и малого диаметра.
- Рутилово-целлюлозные отменно себя зарекомендовали в разных позициях. Это универсальный вариант, если изделие с толстым покрытием.
- Целлюлозные используются для соединения кольцевыми швами труб больших диаметров. Они подходят для реализации вертикальных швов сверху вниз. Поэтому такие изделия используются для прокладки трубопроводов.
Основные электроды могут использоваться для соединения в любых положениях. Однако внешний вид шва получается немного хуже, чем в остальных случаях. Однако такие изделия уменьшают вероятность появления трещин в металле шва.
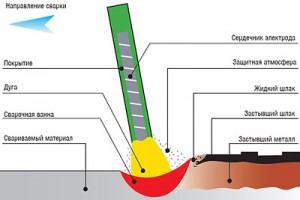
Принципиальная схема сварки металлических труб
Эффективны при больших толщинах стенок, а также при плохой свариваемости материала. Эти электроды эффективно используются для сваривания прочных сталей.
Выбор по свойствам материала
В металле шва, как и в основном, должны наблюдаться почти такие же показатели вязкости и прочности.
Чтобы выбора был правильным по DIN EN 499, есть указания о значениях прочности при растяжении, предела текучести, а также вязкости металла шва.
Приведем пример. Допустим, обозначение Е 46 3 В 4 2 Н5:
- Е – тип электрода – ручная сварка.
- 46 – предел текучести 460 Н/мм2, минимальный.
- 3 – при температуре минус 30 градусов развивается трещина, работа которой равна 47 Дж.
- В – основное покрытие электрода.
- 4 – сварка на постоянном токе.
- 2 – сварка по всех положениях, исключение — вертикальная сверху вниз.
- Н5 – содержание водорода в металле шва до 5 мл/100 г.
Такие же системы обозначения существуют для нержавеющих, жаропрочных и высокопрочных электродов.
Диаметр
Важное значение при выборе электрода для сварки труб имеет определение его диаметра. От этого зависят характеристики шва, а также присадочного расход материала.
Нужно сначала же отметить, что номинальный диаметр – это размер стержня, без обмазки. Что касается толщины обмазки, то она индивидуальна, определяется ГОСТ 9466-75 по формуле: D/d. D – диаметр с покрытием, а d – диаметр стержня. Соотношение:
- Равно или меньше 1,2 — тонкое покрытие;
- Равно или меньше 1,45 — среднее покрытие;
- Равно или меньше 1,80 – толстое покрытие;
- Более 1,8 – особо толстое покрытие.
Интересно, что и зарубежные производители придерживаются подобных правил, однако диаметры их изделий не соответствуют стандартам России.

Виды электродов
Приведем основные возможности электродов, которые отличаются диаметром:
- 8-12 мм — сила тока до 450 Ампер, а свариваемый металл имеет толщину свыше 8 мм. Их длина 35-45 см. Для любых видов стали, для высокопроизводительного промышленного оборудования.
- 6 мм — сила тока 230-370 Ампер, а свариваемый металл имеет толщину 4-15 мм. Их длина 35-45 см. Для любых видов стали, для профессионального оборудования.
- 5 мм — сила тока 150-280 Ампер, а свариваемый металл имеет толщину 4-15 мм. Их длина 35-45 см. Для любых видов стали, для мощного оборудования.
- 4 мм — сила тока 100-220 Ампер, а свариваемый металл имеет толщину 2-10 мм. Их длина 35-45 см. Для любых видов стали.
- 3 мм — сила тока 70-140 Ампер, а свариваемый металл имеет толщину 2-5 мм. Их длина 30-45 см. Для легированной и низкоуглеродистой стали.
- 2,5 мм — сила тока 70-100 Ампер, а свариваемый металл имеет толщину 1-3 мм. Их длина 25-35 см. Для легированной и низкоуглеродистой стали.
- 2 мм — сила тока 50-70 Ампер, а свариваемый металл имеет толщину 1-2 мм. Их длина 25-30 см. Для легированной и низкоуглеродистой стали.
- 1,6 мм – сила тока 25-50 Ампер, а свариваемый металл имеет толщину 1-2 мм. Их длина 20-25 см. Для легированной и низкоуглеродистой стали.
- 1 мм – сила тока 20-25 Ампер, а свариваемый металл имеет толщину 1-1,5 мм.
Нельзя не отметить, что у каждой марки электродов может быть своя сила тока, поэтому указанные параметры ориентировочные. Отличаться будет и расход.
Правильный выбор электрода – залог качественного и прочного шва, а значит, и всей конструкции. Поэтому к такому выбору следует подходить особенно тщательно.
trubygid.ru
Электроды для труб отопления и водоснабжения

Прочность сварного шва зависит не только от профессионализма сварщика выполняющего работу, но и от качества применяемых электродов, хотя их важность оценивается не так высоко, как они того заслуживают.
Роль электродов, с помощью которых производиться сварочные работы, для соединения труб отопления и водоснабжения, очень важна, если нужно получить качественный сварной шов. Сварочные электроды, применяющиеся для сварки труб, представляют собой стержни, проводящие ток к месту выполнения сварки.В настоящее время современный рынок предоставляет огромный выбор электродов для сварки с различными видами покрытия, предназначенные для выполнения сварных работ.
В настоящий момент электроды подразделяются на две большие группы, плавящиеся и неплавящиеся, и множество подгрупп отличающихся по типу покрытия. Разделение на плавящиеся и неплавящиеся электроды по типу металл используемого для их изготовления. Из графита, вольфрама или электротехнического угля производят неплавящиеся электроды для сварки труб.
Неплавящиеся электроды в свою очередь изготавливаются из сварочной проволоки. На готовые стержни наносят магнитные, защитные и стабилизирующие виды покрытия. При помощи маркировки, то есть буквенных обозначений на коробке, достаточно просто выбрать электрод, подходящий для проведения той или иной сварной работы. Перед началом сварочных работ убедитесь, что поверхность трубы сухая и чистая. При сварке кусков трубы, обязательно выпрямляют края и только после этого приступают к сварочным работам. При деформации трубы в виде вмятин сварочные работы не проводятся.
Тонкостенные трубы водопровода, а также газовые трубы, изготовленные из идентичного материала, сваривают электродами, не допуская простоя в сварочном процессе, и накладывают два слоя минимум. Для накладки следующего слоя предыдущий тщательно зачищают и подготавливают к сварке.
Качественное соединение труб может быть выполнено, если, соблюдены все технологические правила и выбраны правильные электроды. Одними из самых хороших электродов являются ОК-46, которые хорошо горят, с легкостью заправляют большие зазоры и с их помощью можно сваривать внизу и сверху.
elektrod-3g.ru
Выбор электродов для сварки труб

От правильности выбора электродов для сварки труб напрямую зависит прочность сварного шва, хотя многие и недооценивают всю важность правильного их выбора.
Сварочные электроды для труб – это стержни, через которые подводится ток к месту сварки. В наше время, ассортимент таких электродов очень многообразен. Различаются они своим назначением, используемыми покрытиями и способом изготовления.
Сварочные электроды бывают двух основных видов: плавящиеся и не плавящиеся. Такую классификацию определяет металл, из которого изготавливаются электроды, а также технология последующей обработки.
Не плавящиеся электроды изготавливаются из графита, вольфрама, а также из электротехнического угля. В качестве материала для изготовления таких электродов используется сварочная проволока. На полученный стержень наносятся различные виды магнитных, стабилизирующих или защитных покрытий. Защитное покрытие необходимо для противостояния проникновению масс воздуха на слой электрода. Это способствует более стабильному горению сварочной дуги и получению более ровного сварочного шва на выходе.
При внимательном изучении упаковки электродов, на ней можно увидеть различные буквы и цифры. В зависимости от материала изделий, над которыми будут проводиться сварочные работы, на упаковках можно увидеть следующие буквы: Т, Л, В, У, Н. Типы покрытий обозначаются буквами Ц, Б, Р, П, А (покрытия могут быть кислыми, рутиловыми, основными, целлюлозными и др.). Применяется, также, и смешанное покрытие электродов. В этом случае в наименовании электродов присутствуют два буквенных значения.
При проведении ремонта или строительства трубопроводных систем, электроды применяют, в основном, для сваривания горизонтальных стыков, поворотных и не поворотных. Выбор диаметра электрода проводят в зависимости от толщины стенки трубы. Для трубопроводов с толстыми стенками используются большие размеры электродов.
Поверхность трубы тщательно очищается от грязи и грунта, перед проведением сварочных работ. Если на трубах присутствуют вмятины или другие деформации, проведение сварочных работ невозможно.
Электродами сварка стыков производится непрерывно, без простоев в процессе сварки и не менее, чем в два слоя. Каждый последующий слой накладывается на предыдущий только после его полной подготовки и очистки.
Проанализировав вышесказанное, можно сделать вывод, что только при правильном выборе сварочных электродов и при соблюдении всех тонкостей и правил процесса, можно быть уверенным в хорошем качестве проведенных сварочных работ.
elektrod-3g.ru
Какими электродами варить Трубы

Безусловно, что в современной промышленности широко применяется механизированный метод сварки плавлением, но, не смотря на это, самое большое количество работ по сварки металлических конструкций, по-прежнему выполняется при помощи ручной дуговой сварки. Для выполнения ручной дуговой сварке используют сварочные электроды. Сварочный электрод представляет собой металлический или неметаллический стержень, задачей которого является осуществлять подвод тока к месту сварки.
В свою очередь они деляться на плавящиеся и неподдающиеся плавлению, эти характеристики зависят от используемого материала при изготовлении сварочных электродов. Так из синтетического графита, вольфрама и электротехнического угля изготавливают образцы, не поддающиеся плавлению.
Электроды, поддающиеся плавлению, изготавливают из легированной, углеродистой или высоколегированной проволоки. Под давлением, используя метод прессовки, на металлический стержень наносится специальное защитное покрытие. Оно в свою очередь обеспечивает стабильное и устойчивое давление дуги. Плавящиеся электроды при сварке используют собственный металл для скрепления сварочного шва.
Неплавящиеся электроды лишь выполняют функцию проводников переменного тока, к месту проведения сварочных работ и в этом случае скрепление сварочного шва происходит вследствие расплавления присадочного прутка или проволоки и скрепляемого металла. Ими называют электродные стержни и электроды, специально предназначенные для контактной сварки.
Угольные электроды используют в том случае если нужно выполнить аккуратный и красивый с эстетической точки зрения сварочный шов, также они хороши, если нужно выполнить воздушно-дуговую резку металла, имеющую большую толщину. При помощи электродов на месте сварочного шва можно существенно изменять его химический состав и производить его легирование. Ввод присадочного материала в процессе сварочных работ дает возможность выполнять плавление. Электроды имеют свою уникальную маркировку и подразделяются по диаметру и длине.
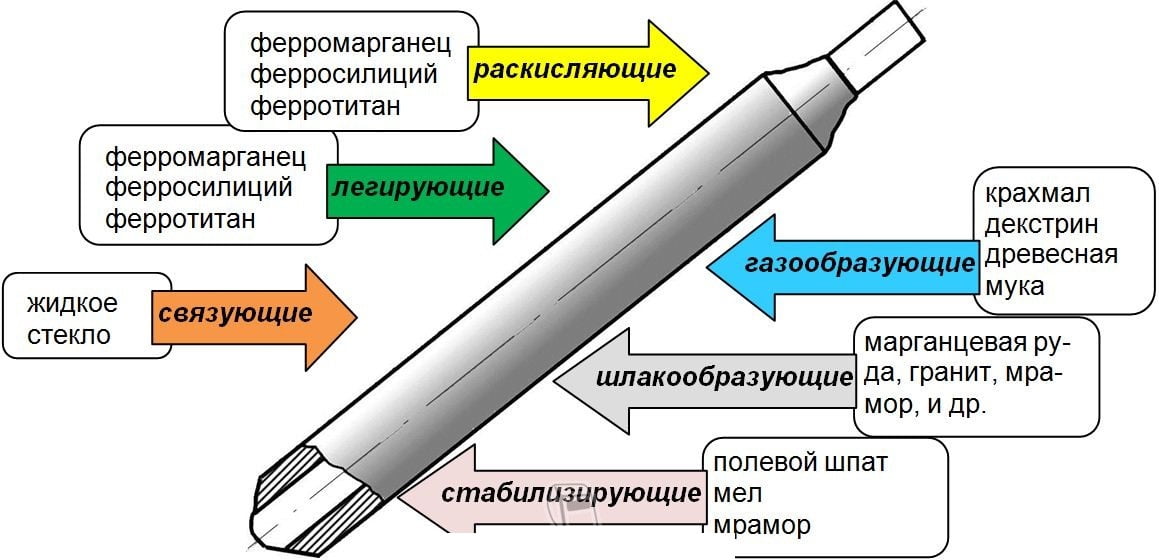
Выбор электродов задействованных в сварочных работах осуществляется с учетом покрытия, и характеризуются различным уровнем технологических и сварочных свойств. Различают несколько основных видов покрытия: рутиловое, кислое, основное, целлюлозное, смешанное и ильменитовое. К каждому из перечисленных покрытий подбирают подходящие по свойствам сварочные электроды.
Рекомендуем для Сварки труб : Электроды lb52u
elektrod-3g.ru
Какими электродами варить трубы? - Справочник сварщика
Как и ранее, в настоящее время для соединения металлических труб, используется сварка. С её помощью, можно достаточно быстро, надежно и качественно сварить трубы различного диаметра. Благодаря обилию сварочных аппаратов, сегодня каждый из нас может сталкиваться с этой задачей в домашних условиях.
В нашей статье мы расскажем о том, какие электроды необходимо применять для сварки труб в том или ином случае, а также, каким образом лучше варить трубы.
Как классифицируются сварочные электроды?
Больше половины встречающихся электродов для сварки, предназначены для работы с углеродистыми и низколегированными сталями. Тип того или иного электрода, имеет различные параметры, к которым относится, например, ударная вязкость готовых швов, механические свойства швов а также их способность к изгибу. Какими же электродами, чаще всего варят трубы?

Электроды с кислым покрытием. В процессе изготовления таких электродов, используют оксиды металлов, а сами электроды используются для сварки под постоянным и переменным током. Такие электроды лучше не использовать для сталей с большим содержанием углерода и серы.
Электроды с основным покрытием. В процессе их изготовления применяются фтористые соединения и карбонаты. Электроды такого типа целесообразно использовать для сварки труб с толстыми стенками. В таком случае, швы получаются устойчивыми к возникновению трещин, а также приобретают высокую вязкость.

Электроды с целлюлозным покрытием. Соответственно, в процессе изготовления используют целлюлозу, что позволяет производить сварку в направлении сверху вниз, при этом, недопустимо перегревание электродов. Недостаток таких электродов – высокая вероятность разбрызгивания металла в процессе работы.
Электроды с рутиловым покрытием. Для изготовления используется рутиловый концентрат. В процессе сварки получаются швы с высокой вязкостью, а также легко удаляется шлак после проделанной работы.
Электроды со смешанным покрытием. С помощью таких электродов, достаточно удобно варить трубы и получать необходимые швы, в зависимости от состава входящих компонентов.

Кроме всего прочего, сварочные электроды также можно условно разделить еще на две категории:
- С расплавляемым сердечником, который изготавливается из специальной сварной проволоки, отличаясь диаметром и свойствами.
- С неплавящимся сердечником, при изготовлении которого в качестве самого сердечника используют угольный, графитовый или вольфрамовый материал.
Таким образом, для сварки труб, как правило, используются именно эти типы сварочных электродов. Какой электрод выбрать, зависит от конкретной ситуации. В таком случае лучше всего взять справочник и найти соответствие, какой электрод нужно использовать для сварки той или иной трубы.
www.vse-o-svarke.org
Электроды для сварки труб - Спецсервиспром
Какие электроды лучше подходят для сварки труб, и как правильно подобрать сварочные электроды для данного вида сварки, а именно для сваривания труб?
Для начала важно понять, что сварочные электроды при сваривании трубы, как и в других случаях, служат определённым, необходимым присадочным материалом, которым заполняется сварочный шов.
А так же, роль сварочных электродов заключается в том, чтобы проводить к сварочной дуге электрический ток.
От того, какое будет у свариваемых труб состояние поверхности, напрямую зависит качество полученного сварного соединения.
Качество сварного шва, так же зависит от того, какими сварочными электродами производится сварка трубы, и от того, какой точностью обладает стыковое соединение труб в месте стыковки.

Электроды для сварки труб, характеристики и свойства
Сварочный электрод изготавливается из специальной проволоки, диаметр которой может быть разным, в зависимости от того, для чего данные электроды предназначаются.
Что касается сварки труб, то для сварки данного вида очень хорошо подойдут сварочные электроды, диаметр которых составляет 2,5 мм.
Покрытие сварочных электродов, как правило, подразделяется на толстое и тонкое.
Сварочные электроды, которые имеют тонкое покрытие, как правило, являются менее качественным, но опять же, это как посмотреть, смотря для какого вида сваривания, они будут предназначаться.
Тонкое покрытие содержит около 2% обмазочной массы от металлической проволоки (стержня) сварочного электрода.
Толстое покрытие сварочного электрода, содержит в себе от 15 до 30% металлической проволоки.
Образование шлака в процессе сварки труб электродами, является основным и по сути главным свойством обмазки (покрытия).
Шлак сам по себе является неметаллическим сплавом, содержащим в себе меньше удельного веса, чем тот металл, который подвергается свариванию.
В процессе сваривания труб, шлак имеет склонность всплывать наверх, образуя покров (механический) расплавленного металла, в то же самое время, защищая этот самый металл от кислорода и азота, которые являются достаточно вредоносными для сварочного шва.
Выбор диаметра электрода для сварки труб
Если предстоит производить сварку труб, диаметр которых не превышает 5 мм. встык, то диаметр электродов для данного сварочного процесса не должен превышать 3 мм.
Что касается силы тока, то она должна составлять от 100 до 250 Ампер.
Если предстоит сваривать трубы больших толщин, то и диаметр сварочных электродов должен быть больше, 4-5 мм.
Если же Вам предстоит выполнить сваривание труб многослойным стыковым швом, то первый слой необходимо производить сварочным электродом, диаметр которого составляет 4 мм, это делается для более глубокого провара, затем, при последующих наложениях сварочных швов, используются электроды с большим диаметром.
Виды соединений при сварке труб электродами
Существует четыре виды сварных соединений, которые используют при сварке труб сварочными электродами, к этим видам относятся:
- Соединение встык
- Соединение внахлёст
- Соединение втавр
- Соединение в угол
Стоит обратить внимание, что при сварке труб электродами, когда шов накладывается внахлёст, как правило, один элемент накладывается на элемент другой.
Что касается ширины этого самого нахлёста, то она приблизительно должна соответствовать двойной величине ширины свариваемого металла.

Положения швов при сварке труб электродами
- Вертикальные
- Горизонтальные
- Потолочные
- Нижние
Более удобным положением для сварки труб, как правило, считается положение нижнее.
Дело в том, что нижний шов располагается под электродом, внизу, а сварка производится сверху.
Когда труба установлена вертикально, сварка обычно выполняется горизонтальным швом.
Шов вертикальный, производится с боковой стороны, когда труба установлена отвесно, сварка производится по длине.
Что касается потолочного шва, то он производится непосредственно над головой сварщика.
Трубопровод лучше всего сваривать в нижнем положении (поворотные швы), неповоротными швами выполняют только установочные (замыкающие стыки.)
Марки электродов для сварки труб
Для приваривания креплений, причём из сталей абсолютно любой марки, к трубам, сталь которых имеет аустенитный класс, используют специальные аустенитные сварочные электроды, такие как: ЦЛ-25, ОЗЛ-6, ЗИО-8, Э-10Х25Н13Г2, ЭА-400/10т, ЭА-400/10у.
Если труба состоит из стали ЭИ 756, то к такой трубе, крепление стоит приваривать сварочными электродами ЭА-400/10у, ЗИО-8 или же электродами ЭА-400/10т.
Для сварки труб из углеродистых и низколегированных сталей, отлично подойдут электроды, таких марок как: ЦУ-5, ТМЛ, ЦЛ-20, УОНИ-13/55, ТМУ-21, ЦЛ-39 и другие.
specservis.ru