Сварка алюминия полуавтоматом в аргоне в домашних условиях. Сварочный полуавтомат для сварки алюминия
Сварка алюминия полуавтоматом

Алюминий является одним из сложных металлов для сваривания в нынешней промышленности, поскольку в процессе сварки возникает довольно много ситуаций, которые мешают правильному формированию шва. Что бы этого не произошло, для данного процесса используют разные дополнительные материалы, которые удаляют негативные свойства. В связи с этим сваривание алюминия полуавтоматом не выйдет без дополнительных приспособлений защищающих сварную ванну. Здесь потребуется необходимые средства и режимы для сваривания, в зависимости от сложившейся ситуации.

Сварка алюминия полуавтоматом без газа
При сваривании алюминия полуавтоматом, сварная ванна появляется не вязкая, например как со сталью, она становиться жидкой, как в работе с нержавейкой. Впоследствии у многих мастеров не выходит работать с подобного рода металлом. Основной проблемой является появление пленки из оксида на поверхности металла, причем весьма быстрого ее появления. Данный процесс очень популярный в производственной сфере, где мастера часто сталкиваться с подобным занятием, благодаря чему такая отрасль улучшается.
Преимущества
- Сваривание алюминия полуавтоматом выходит не таким уж дорогим, в отличие от цен на сваривание аргоном;
- Сваривание полуавтоматом используется для множества различных применений, поэтому считается универсальной техникой, является легко приобретаемой;
- Занимает минимум времени на подготовку оборудования, и на уборку в завершении процесса;

Недостатки
- Выполняя сваривание алюминия полуавтоматом без газа, формирование шва будет некачественным;
- Обязательное применение флюса, если защищающие газы отсутствуют;
- Сложный подбор сварочной проволоки, если не изучен состав металла;
- Из-за высокой скорости сплава, появляются затруднения в образовании требуемого валика шва.

Характерные сложности в проведении работ

Если сваривать алюминий полуавтоматов без применения аргона, то сварная ванна будет подвергаться различным внешним факторам. Замена или отсутствие газа повлекут за собой низкий уровень защиты, после чего могут образоваться микротрещины, поры и раковины. Главная проблема в том, что оксидная пленка плавиться при разогреве около 2 тысяч градусов, в то время как алюминий в три раза быстрее. Раскаленные капли металла заворачиваются в оксидную пленку, и сваривание с основной массой изделия нормально не выходит.
Технология сваривания алюминия полуавтоматом требует учет усадки данного металла, поскольку коэффициент расширения у него немного больше в отличие от остальных сплавов, и часто возникают различные деформации, из-за расширения на месте сваривания шва, что приведет к искажению на поверхности металла. Еще следует помнить, что из-за повышенной текучести металла, процесс сварки в некоторых положениях становится сложнее. Для сварки алюминия полуавтоматом нужны четкие соблюдения параметров, и скорость подачи проволоки.
Методы сваривания полуавтоматом

Одним из наилучших методов сваривания алюминия полуавтоматом осуществляется в аргоне. Этот газ является защитной средой, которая покрывает сварную ванну, создавая непреодолимый барьер, защищающий от попадания различного мусора, грязи, и атмосферного кислорода. Применение аргона является довольно дорогостоящим, поэтому его используют только в необходимых ситуациях в сваривании трудных металлов.
Сваривание алюминия полуавтоматом без газа, метод гораздо дешевле. Тут применяют сварочную проволоку или электрод, а защитой является флюс или обмазка электрода. В этом случае наибольшее число брака, однако, процесс довольно быстрый и не требует долгой подготовки, поэтому считается более востребованным, особенно в частных сферах.
Сваривание алюминия полуавтоматом с помощью углекислого газа, считается средним процессом между двумя предыдущими. Применение такого газа делает эффект соединения лучше, поскольку есть возможность разогрева металла перед сваркой, а в плане финансов он не дорогой в отличие от аргона. В связи с этим, сваривание алюминия простым полуавтоматом, имеет более частое использование и больше видов.
Выбор полуавтомата

При полуавтоматическом сваривании алюминия требуется четко настраивать параметры на оборудовании, поэтому при выборе техники следует обратить внимание на чувствительность регулировки. При работе на полуавтомате возможность выбора тонких присадочных материалов, зависит от того, насколько низко выставляется ток. Стандартной работой электродом начинается от 1.6мм, но если существует более низкий параметр, то будет проще. Большое и мощное оборудование может работать с металлами более 5мм толщиной, но часто оно оказывается чересчур большим.
Когда работы проводятся в закрытых помещениях, следует обращать внимание, имеется ли режим автоматического отключения. Тем самым будет возможность прекращения работы, когда аппарат начнет действовать в опасном для себя режиме. Тут вентиляция сыграет важную роль в обеспечении длительной непрерывной работы. Для подачи проволоки требуется выставлять режим удобный для вас. Перед тем как делать выбор полуавтомата для сваривания алюминия, сначала стоит разобраться с толщиной металла и типом деталей.
Подготовка алюминия к сварке

Обработка заготовки для сваривания имеет несколько этапов, благодаря которым шов сформируется ровнее, и будет отсутствовать появление микротрещин в нем. Вначале требуется, почистить заготовку от различной грязи, жировых пленок и прочих вещей. Осуществляется щеткой по металлу или наждачной бумагой, в зависимости от толщины металла.После, обработать все растворителем, который удалит налет и оксидную пленку. Для этого потребуется протереть ацетоном или другими химическими веществами место для предстоящего соединения. Когда толщина металла составляет от 4мм и больше, требуется скосить кромки, угол скоса которых от 30 до 45 градусов. В противном случае не будет необходимого провара на требуемую глубину.
Инструкция
Технология сваривания алюминия состоит из нескольких шагов:
- Подготовительные процедуры, благодаря которым жировой пленки и прочих негативных образований не будет;
- Четко поставленные параметры для оборудования, в соответствии с металлом;
- Нанесение флюса на место сваривания;
- Сварка с учетом поведения металла, а еще коэффициент его расширения, которые исправляются только в период охлаждения заготовки;
- В конце сваривания дать остыть металлу, затем совершить проверку сваривания при помощи керосина или других методов;
- Обработать шов до красивого эстетического вида.
Меры осторожности
Во время процесса следует соблюдать технику безопасности. Для личной защиты нужна спецодежда и маска для сваривания, которые обеспечат защитой от раскаленного металла.Баллон следуют поставить на необходимое расстояние от сварочных работ, не менее 5 метров. Перед началом процесса требуется убедиться в исправности оборудования, в основном проверить целостность шлангов. И не стоит забывать об элементарной электробезопасности.
svarkagid.com
Сварка алюминия полуавтоматом - видео

Для наглядного просмотра стоит обратить внимание на пособие в интернете под названием «Сварка алюминия полуавтоматом видео». Конечно, не стоит забывать о применяемых для работы оснащениях и моделях. Именно сварочное оборудование способно гарантировать исход и результат общей работы.
Внешний вид сварочного полуавтомата, предназначенного для алюминия
Из курса «Сварка алюминия полуавтоматом видео» видно, что непосредственное используемое устройство бывает двух разновидностей:
- Аргонодуговое;
- Газодуговое.
Виды не настолько важны, насколько важно поддержание стабильности при подаче проволоки и импульсные режимы с переменным током. Вышеописанное условие способно реализоваться при помощи подающегося механизма с четырьмя роликами. Поверхности таковых вальцев должны обладать формой дуги.
Благодаря данной схеме транспортирование проволоки будет осуществляться по трехметровому длинному шлангу к непосредственному держателю. Другим условием является присутствие импульсного режима и переменного тока. Струйное плавление нуждается всегда без исключения в показателях в 270 Ампер.

Сварка алюминия инверторным полуавтоматом
Сварочный полуавтомат для алюминия применяется при деятельности, проходящей в несколько этапов:
- Работник активно заправляет в аппаратную систему проволочную бобину. Затем подтягивает ее через подачу к непосредственной горелке;
- Агрегат подстраивается под обратный рабочий режим с подачей электричества. То есть на электрод устанавливается плюс, а на деталь, естественно, минус. Таким образом, появляется гарантия, что на электроде установлена максимальная градусная температура;
- По итогу вышеописанных действий, к оснащению подключают гелиевые или же аргонные баллоны;
- Четвертый этап предполагает в себе подготовку необходимой для сварки детали. Она обезжиривается и очищается. Таким образом, она сможет беспрепятственно прижаться к другой поверхности. В случае очень сильного загрязнения, к аргону добавляется кислород 3 или же 4 процентов. Показатель зависит от баллонного объема;
- При сварочной работе первоочередно проплавливается кратер в стыковой детальной области. Выемку необходимо полноценно заполнить алюминием. Что касается кратера, то его можно пробить импульсным током и, конечно же, генерируемым инвертором. Затем кратер смещается и заполняется потоком алюминия, который стекается по плавящейся проволоке. Важно быть внимательным. Стоит следить за дугой, которая может прожечь алюминий;
- Последним этапом является создание завершающего шва. Он оканчивается кратером, заполненным непосредственным алюминием. Финальной точкой будет аргонный обдув. Таким образом, появится дополнительная прочность у деталей.

Безопасность при сварке
Пособие в интернет – сети «Сварка алюминия полуавтоматом видео» поможет обучить новичков и опытных специалистов мерам безопасности при работе.
Вообще, сварка экологичного, мягкого и безопасного материала алюминия является достаточно грязной и тяжелой работой. В момент горения в алюминиевых парах сварочной дуги образуется определенная генерация, где появляется максимально мощный ультрафиолетовый поток излучения. Вполне вероятно при неопытности и невнимательности загореться, не смотря даже на имеющуюся специализированную робу.

Если говорить о яркости дуги, то она способна достаточно сильно давить на глазную сетчатку. Поэтому при частых и регулярных работах необходимо быть максимально внимательным к собственному здоровью. Нередко у людей появляются обострения катарактовых заболеваний.
Абсолютно любая, даже минутная, сварочная деятельность обязана проводиться в специальных условиях и в определенной одежде. Главным помощником и защитой станет маска с встроенными световыми фильтрами, передними и задними стеклами.
Важно помнить, что территория сварочного стола и общее пространство должны регулярно проветриваться. Этому поспособствует специализированная приточная вытяжная вентиляция.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):swarka-rezka.ru
Сварка алюминия полуавтоматом в аргоне, советы
Рассмотрим такой процесс, как сварка алюминия полуавтоматом в аргоне в гаражных условиях.

Допустим, у нас уже есть полуавтомат для обычной сварки, а нам вдруг понадобилось им сварить алюминий. Например, заварить трещинку в БЦ автомобиля. Возможно ли это в принципе? Вполне. Но при наличии некоторых условий, которые базируются на специфических особенностях данного металла. Они следующие.
- Теплопроводность алюминия в 5-6 раз выше, чем у стали.
- У металла очень низкая температура плавления. Эти первые два фактора обуславливают высокую вероятность прожога деталей при сварке.
- На поверхности алюминия образуется оксидная пленка. Ее перед началом работ по сварке нужно убирать либо механической очисткой, либо травлением.
Из этих условий автоматом вытекают требования к оборудованию для сварки алюминия полуавтоматом в аргоне.
- Полуавтомат должен иметь широкий диапазон регулировки величины.
- Выбранный режим должен поддерживаться аппаратом длительное время.
- Подача алюминиевой проволоки должна осуществляться стабильно, четко и бесперебойно.
А теперь несколько конкретных советов тем, кто решил рискнуть и попробовать сварить своим старым агрегатом детали из серебристого металла.
- Диаметр мягкой сварочной алюминиевой проволоки должен быть не больше 0,8 -1 мм. При величине 0,8 мм отверстие сопла-наконечника (обычного, медного для варки стали) — 1 мм (помним о том, что проволока при работе расширится).
- Скорость подачи такой проволоки должна быть больше, чем обычно.
- То же относится к току. Начинать следует со значений выше обычных. Далее ток можно уменьшить.
- Чем толще свариваемый металл, тем более мощным должен быть сварочный полуавтомат.
- Для защиты шва применяется чистый аргон (для толстого материала — смесь аргона и гелия).
- Полярность менять не надо, она остается штатной. Минус идет на деталь, плюс — на горелку.
- Тормоз проволочной катушки желательно ослабить до упора.
- Штатную направляющую стоит убрать, вместо нее смонтировать тефлоновый канал, сориентировав его по паре «проволока-канавка». Место входа канала в горелку герметизируется.
- Редуктор на баллон с аргоном можно ставить кислородный.
- В механизме протяжки по возможности заменить родные ролики на ролики с U-образной канавкой.
- Рабочее место должно быть компактным и свободным. Максимальная длина шланга горелки — 3000 мм, он не должен иметь скручиваний и перегибов.
Процесс сварки алюминия полуавтоматом в аргоне
Лучше доверить работу специалисту. Если такового нет, следует хотя бы присмотреться к подобной работе на стороне, попытаться уловить основные моменты, послушать советы опытных людей. Только после этого начинать самостоятельную работу.
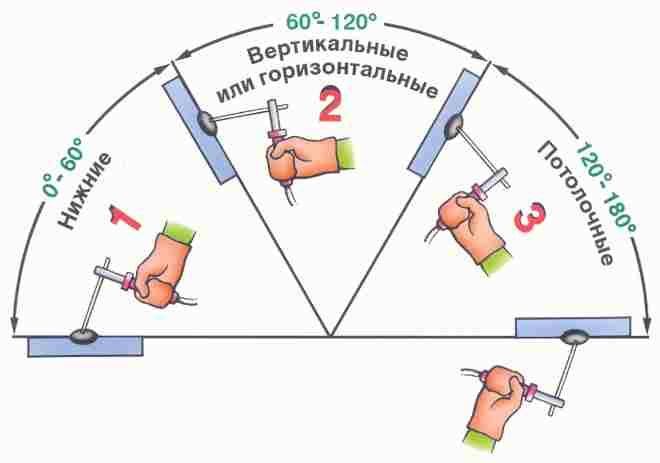
Начинать ее нужно с большого тока. Горелку следует держать под углом 10-20⁰ к вертикали. Расстояние между сварным швом и соплом — 10-15 мм.
Стандартная длина дуги для сварки алюминия — 12-15 мм. Если значение будет меньше — получим прожог, больше — получим непроплав.
Что делать с кратером, который получится в конце шва? Лучше поручить его доводку и ликвидацию опытному сварщику.
Итак, что мы выяснили? В принципе вести сварку алюминия полуавтоматом в аргоне обычным аппаратом в домашних условиях можно.
Но только при условии хотя бы минимальных навыков и соответствующих переделок агрегата.Желательно перед работой потренироваться на безделушках.
21 сентября 2016Teor21avtotuningg.ru
Сварка полуавтоматом алюминия: технология (видео)
04 декабря 2015
Просмотров: 2462
Сварка полуавтоматом алюминия в последнее время стала часто используемым технологическим процессом в связи с тем, что большое распространение получили полуавтоматы компактного размера и изделия из этого материала и его сплавов.

Алюминий широко применяется при производстве и изготовлении разнообразных строительных конструкций и бытовых изделий.
Алюминий — популярный материал. Он широко применяется при производстве и изготовлении разнообразных строительных конструкций и бытовых изделий, например, сплавы на его основе используют для компонентов и узлов бытовой техники. Этот металл и сплавы из него выделяются отличными техническими эксплуатационными характеристиками. Однако стоит отметить, что алюминий очень капризен.
У начинающих мастеров возникает вопрос о том, можно ли варить алюминий полуавтоматом. Для варки требуется применять определенный перечень оснащения и специальные расходные материалы. Помимо подготовленного оборудования и специальных расходников требуется перед проведением процесса сварки изучать его особенности и строго соблюдать технологические требования.
Основные тонкости работы с материалом
Варить алюминий полуавтоматом можно при помощи плавящихся электродов. Заготовки варят с использованием спецподкладок, имеющих формирующую канавку. Использование этой технологии имеет некоторые преимущества. Главное преимущество — высокая скорость проведения сварочных работ, которая возрастает по мере увеличения толщины обрабатываемого металла или сплава на его основе.
Полуавтоматическая сварка материала с использованием плавкой электродной проволоки осуществляется при постоянном токе, имеющем обратную полярность.

Схема полуавтомата для сварки алюминия.
Горение электродуги происходит в образующихся парах расплавляющегося материала. Катодное пятно, образующееся в сварочной ванне в процессе работы, подвержено постоянному влиянию потока ионов. При достижении поверхностного слоя поток ионов образует большое количество теплоты. Выделение тепла приводит к разрушению оксидной защиты, сформированной на поверхности изделия. В ходе осуществления процесса следует помнить, что при сваривании происходит разрушение тонкой оксидной пленки. Перед началом работ проводятся предварительные манипуляции с заготовкой, для того чтобы произвести разрушение толстого слоя оксидов путем травления или механической обработки.
В процессе плавления электродной проволоки между ней и свариваемыми заготовками образуются капли расплава, которые заполняют свободный объем и формируют сварной шов. Рекомендуется для работы с алюминием применять полуавтоматические агрегаты, оснащаемые тянущими типами подачи электродной проволоки.
Алюминиевые детали можно сваривать при помощи импульсно-электродуговой сварки. Технология сваривания заключается в наложении на рабочий ток импульса, который дает возможность снизить время пребывания металла сварной ванны в состоянии расплава. Использование этого метода позволяет повысить механические характеристики места состыковки заготовок и места формирования стыковочного шва.
Зависимость геометрии шва от режима сваривания

Сварная спецпроволока предназначена для сваривания алюминия.
Когда производится сварка алюминия при помощи полуавтоматического устройства, важно знать, какое оказывает влияние на геометрию шва режим работы агрегата. Такие параметры сварочного процесса, как глубина провара и геометрия шва, напрямую связаны с режимом функционирования агрегата. Чем меньше диаметр используемой в процессе работы электродной проволоки, тем глубже образуемый провар. Эта зависимость является особенно заметной при осуществлении работ с применением рабочих токов небольшой силы. При повышении силы рабочего тока такая зависимость становится менее заметной.
Ширина образующегося шва находится в зависимости от используемого диаметра электродов — чем больше диаметр, тем шире получаемый в процессе работы сварной шов.
Для качественного сваривания алюминиевых деталей требуется учитывать в процессе осуществления работ наличие зависимости глубины провара от скорости сварки. Невысокая скорость обеспечивает минимальную степень провара. При повышении скорости сваривания степень провара также увеличивается, достигая в определенный момент критического значения, после чего дальнейшее возрастание скорости приводит к уменьшению степени проварки. Чаще всего при использовании полуавтомата в бытовых условиях работают на тех режимах, при которых скорость сварки особо не оказывает влияния на степень провара сварочного стыка.
Скорость осуществления сваривания и ширина образующегося в процессе работы шва находятся в обратной зависимости. Чем медленнее совершаются поперечные перемещения конца используемого электрода, тем шире сварной шов. Этот параметр является очень важным в процессе осуществления сваривания алюминиевых заготовок при помощи полуавтоматического сварочного аппарата, поэтому его следует учитывать при проведении их обработки.
Сложности процесса сваривания и требования к оснастке и материалам

Металлическая щетка предназначена для зачистки поверхности заготовки.
Процесс проведения сваривания алюминиевых заготовок имеет целый перечень сложностей, о которых должен знать человек, осуществляющий работу. Основную сложность в процессе работы представляет образующаяся на поверхности металла оксидная пленка. Она обладает высокой температурой плавления, которая значительно превышает температуру плавления чистого металла. Хороший и качественный шов между алюминиевыми заготовками удается обеспечить только в том случае, если пробить эту защитную оболочку металла и расплавить его. Идеальным вариантом для проведения работ с алюминием и его сплавами является использование в процессе осуществления сварочных работ импульсно-электродуговой сварки.
В процессе проведения сваривания следует быть аккуратным и осторожным, чтобы не прожечь заготовку, так как металл имеет невысокую температуру плавления и повышенный показатель теплопроводности. Перед проведением работ рекомендуется осуществить прогрев детали, что позволит увеличить глубину провара без риска образования прожога материала.
Перед проведением процесса сваривания алюминиевые детали должны быть подвержены очистке от оксидной пленки путем обработки механической щеткой или лужением. Благодаря этому предварительному процессу происходит разрушение оксидной защиты на поверхности изделия, что значительно повышает качество и скорость проведения работ, а глубина проплавления увеличивается.

Необходимо использовать защитные очки при сварке.
После зачистки алюминиевые заготовки свариваются не позже чем через сутки, в противном случае требуется проведение повторной операции по снятию пленки из окиси с поверхности свариваемых заготовок. Для проведения операций потребуется подготовить следующие материалы и инструменты:
- сварочный полуавтомат, настроенный на работу с алюминием;
- сварная спецпроволока, предназначенная для сваривания алюминия;
- щетка металлическая, для зачистки поверхности заготовки;
- раствор, для проведения очистки поверхности от оксидной пленки;
- средства индивидуальной защиты — очки, рукавицы, спецодежда;
- дополнительные вспомогательные инструменты.
В процессе проведения работы следует стремиться к поддержанию постоянной длины дуги, которая равна 1,2-1,5 см. Длина дуги зависит от толщины обрабатываемого металла.
Требования к оборудованию и расходным материалам
Алюминий является капризным материалом. Работать с ним можно только после получения соответствующих навыков и умений и качественной настройки аппаратуры, используемой в процессе работы. Для проведения работ можно использовать любой полуавтомат, но оптимальным является использование импульсного агрегата. Для сваривания толстого металла требуется более мощное устройство. Агрегат должен иметь силу рабочего тока не менее 200 А.
В процессе сваривания в качестве защитной среды применяется аргон. Шланг подачи проволоки, когда проводится сварка алюминия, нужно использовать тефлоновый. Это облегчит подачу проволоки и предотвратит заломы расходного материала в канале подающего шланга.
Автор:
Иван Иванов
Поделись статьей:
Оцените статью:
 Загрузка...
Загрузка... Похожие статьи
masterinstrumenta.ru
Сварка алюминия полуавтоматом
Сварка алюминия полуавтоматом
В этой статье речь пойдёт о сварке алюминия полуавтоматом. Можно ли сваривать алюминий обычным полуавтоматом? Требует ли такая сварка дополнительных навыков? Об этом вы узнаете из данной статьи.
Сварка алюминия полуавтоматом
Все чаще люди, которые хотят купить сварочное оборудование, задают вопрос: «А алюминий этим аппаратом сваривать можно?». Почему людей волнует вопрос о возможности сварки алюминия тем или иным сварочным аппаратом? Человек не исключает вероятность того, что ему рано или поздно понадобится приварить какие-нибудь алюминиевые детали, и ему хотелось бы, чтобы его сварочный агрегат был к этому способен. Какая сварочная машина будет иметь такую возможность? Если говорить о сварке алюминия в целом, то этот процесс отличается от сварки стали, и требует специального сварочного оборудования и дополнительных навыков. В этой статье речь пойдет о полуавтоматической сварке, а точнее о том, можно ли использовать полуавтомат для сварки алюминия, как выглядит этот процесс и что для этого нужно.
При сварке алюминия полуавтоматом (в среде инертных газов в режиме MIG) используется специальная алюминиевая проволока, которая так же, как и обычная омедненная проволока, подается к зоне сварки через сварочный рукав с пистолетом (горелку) при помощи роликов подающего механизма. Если у вас был опыт в сварке полуавтоматом обычных металлов, то при сварке алюминия нужно будет немного поменять тактику. Алюминий – мягкий металл, поэтому скорость подачи сварочной проволоки должна быть быстрей, чем при сварке стали. Алюминий – хороший проводник тепла и для того, чтобы получился достаточный провар и хороший сварной шов, нужно сваривать алюминиевые детали на токе большем чем, в тех же условиях, необходим для сварки обычного металла. Начав сварку с большего тока, потом можно его постепенно сбавлять. На больших токах варить алюминий проще и легче.
Выбор оборудования и материалов
Используйте более мощный сварочный аппарат для сварки толстого металла. Если вы будете регулярно заниматься сваркой алюминия, то полуавтомат, который вы хотите купить должен иметь мощность более 200 ампер. В идеале, для сварки алюминия полуавтоматом нужен режим PULSE (режим импульсной сварки). Этот режим нужен для того, чтобы пробить окисную пленку, а так же для того, чтобы исключить возможность перегрева детали и ее прожога. Еще сварка импульсом обеспечивает хорошую «чешуйчатость» и качество сварного шва.

Выбор правильного защитного газа
Алюминий требует защитного газа в виде чистого аргона или смесь аргона и гелия (для толстых листов) в отличие от стали, для сварки которой, как правило, используется смесь аргона и углекислого газа (CO2). Это не требует применения каких-либо новых шлангов или рукавов, хотя вам, возможно, потребуется заменить редуктор и регуляторы, если они были разработаны специально для CO2.

Выбор сварочной проволоки и ее подача
Используется специальная алюминиевая проволока. Если вы хотите использовать проволоку 0,8, то сопло лучше всего подобрать с диаметром 1, 0. Это необходимо, потому что алюминий при нагреве расширяется больше чем сталь. Это означает, что потребуется контактные наконечники с большим отверстий, чем те, которые используются для стальной проволоки такого же размера.

Канавки у роликов в подающем механизме должны быть U-образной формы, для того, чтобы алюминиевая проволока в них не заминалась (для стальной проволоки используются V-образные канавки). Для идеальной сварки алюминия сварочный полуавтомат должен иметь 4-х роликовый прижимной механизм. Подача проволоки будет больше, чем при сварке стали. Все вышеперечисленные меры нужны, чтобы сварочный полуавтомат для сварки алюминия не закусывал мягкую алюминиевую проволоку при ее подаче во время сварки.

Для уменьшения трения алюминиевой проволоки в горелке, необходимо использовать неметаллический кабельный канал. Обычно он изготовлен из графита или тефлона.

Сварочная горелка
Особое внимание следует уделить горелке полуавтомата. Не забывайте об этой важной детали! Так как алюминиевая проволока очень мягкая, шланг горелки не должен превышать 3 метра и должен быть прямым, без скручиваний.
Процесс сварки алюминия полуавтоматом
В процессе сварки важно поддерживать постоянную длину дуги, для сварки алюминия длина дуги обычно составляет 12-15 мм. Если длина дуги меньше необходимого — будет прожог, если больше — несплавление. Этот параметр зависит от толщины детали и химического состава алюминиевого сплава. Параметры сварки будут отличаться при различных марках сплавов, имеющих различную теплопроводность. Заварка кратера в конце сварного шва вызывает сложности, потому что алюминий быстро остывает и твердеет. Это можно решить с помощью высококвалифицированного опытного сварщика или путем использования на полуавтоматах 4-тактного режима работы сварочной горелки. Для сварки алюминия 4-тактный режим позволяет установить большой сварочный ток в начале сварки, разогревая деталь и пробивая окисную пленку, и малый сварочный ток в конце сварки для заварки кратера шва.
Подведем итоги. Если вы подбираете и хотите купить обычный сварочный полуавтомат, который варит классической стальной проволокой, но изредка хотите сваривать и алюминий, то, скорее всего ваш выбор правильный. Но с обычным полуавтоматом для сварки алюминия потребуется смекалка и дополнительные навыки. В случае если сварка алюминия – это часть вашей повседневной работы – позаботьтесь о том, чтобы купить сварочный полуавтомат соответствующего профиля, в котором есть все необходимые опции для сварки алюминия.
- < Назад
- Вперёд >
elsva.in.ua
Сварка алюминия полуавтоматом
Технология сварки алюминия полуавтоматом
Сварка полуавтоматом алюминия в последнее время стала часто используемым технологическим процессом в связи с тем, что большое распространение получили полуавтоматы компактного размера и изделия из этого материала и его сплавов.
Алюминий широко применяется при производстве и изготовлении разнообразных строительных конструкций и бытовых изделий.
Алюминий — популярный материал. Он широко применяется при производстве и изготовлении разнообразных строительных конструкций и бытовых изделий, например, сплавы на его основе используют для компонентов и узлов бытовой техники. Этот металл и сплавы из него выделяются отличными техническими эксплуатационными характеристиками. Однако стоит отметить, что алюминий очень капризен.
У начинающих мастеров возникает вопрос о том, можно ли варить алюминий полуавтоматом. Для варки требуется применять определенный перечень оснащения и специальные расходные материалы. Помимо подготовленного оборудования и специальных расходников требуется перед проведением процесса сварки изучать его особенности и строго соблюдать технологические требования.
Основные тонкости работы с материалом
Варить алюминий полуавтоматом можно при помощи плавящихся электродов. Заготовки варят с использованием спецподкладок, имеющих формирующую канавку. Использование этой технологии имеет некоторые преимущества. Главное преимущество — высокая скорость проведения сварочных работ, которая возрастает по мере увеличения толщины обрабатываемого металла или сплава на его основе.
Полуавтоматическая сварка материала с использованием плавкой электродной проволоки осуществляется при постоянном токе, имеющем обратную полярность.
Схема полуавтомата для сварки алюминия.
Горение электродуги происходит в образующихся парах расплавляющегося материала. Катодное пятно, образующееся в сварочной ванне в процессе работы, подвержено постоянному влиянию потока ионов. При достижении поверхностного слоя поток ионов образует большое количество теплоты. Выделение тепла приводит к разрушению оксидной защиты, сформированной на поверхности изделия. В ходе осуществления процесса следует помнить, что при сваривании происходит разрушение тонкой оксидной пленки. Перед началом работ проводятся предварительные манипуляции с заготовкой, для того чтобы произвести разрушение толстого слоя оксидов путем травления или механической обработки.
В процессе плавления электродной проволоки между ней и свариваемыми заготовками образуются капли расплава, которые заполняют свободный объем и формируют сварной шов. Рекомендуется для работы с алюминием применять полуавтоматические агрегаты, оснащаемые тянущими типами подачи электродной проволоки.
Алюминиевые детали можно сваривать при помощи импульсно-электродуговой сварки. Технология сваривания заключается в наложении на рабочий ток импульса, который дает возможность снизить время пребывания металла сварной ванны в состоянии расплава. Использование этого метода позволяет повысить механические характеристики места состыковки заготовок и места формирования стыковочного шва.
Зависимость геометрии шва от режима сваривания
Сварная спецпроволока предназначена для сваривания алюминия.
Когда производится сварка алюминия при помощи полуавтоматического устройства, важно знать, какое оказывает влияние на геометрию шва режим работы агрегата. Такие параметры сварочного процесса, как глубина провара и геометрия шва, напрямую связаны с режимом функционирования агрегата. Чем меньше диаметр используемой в процессе работы электродной проволоки, тем глубже образуемый провар. Эта зависимость является особенно заметной при осуществлении работ с применением рабочих токов небольшой силы. При повышении силы рабочего тока такая зависимость становится менее заметной.
Ширина образующегося шва находится в зависимости от используемого диаметра электродов — чем больше диаметр, тем шире получаемый в процессе работы сварной шов.
Для качественного сваривания алюминиевых деталей требуется учитывать в процессе осуществления работ наличие зависимости глубины провара от скорости сварки. Невысокая скорость обеспечивает минимальную степень провара. При повышении скорости сваривания степень провара также увеличивается, достигая в определенный момент критического значения, после чего дальнейшее возрастание скорости приводит к уменьшению степени проварки. Чаще всего при использовании полуавтомата в бытовых условиях работают на тех режимах, при которых скорость сварки особо не оказывает влияния на степень провара сварочного стыка.
Скорость осуществления сваривания и ширина образующегося в процессе работы шва находятся в обратной зависимости. Чем медленнее совершаются поперечные перемещения конца используемого электрода, тем шире сварной шов. Этот параметр является очень важным в процессе осуществления сваривания алюминиевых заготовок при помощи полуавтоматического сварочного аппарата, поэтому его следует учитывать при проведении их обработки.
Сложности процесса сваривания и требования к оснастке и материалам
Металлическая щетка предназначена для зачистки поверхности заготовки.
Процесс проведения сваривания алюминиевых заготовок имеет целый перечень сложностей, о которых должен знать человек, осуществляющий работу. Основную сложность в процессе работы представляет образующаяся на поверхности металла оксидная пленка. Она обладает высокой температурой плавления, которая значительно превышает температуру плавления чистого металла. Хороший и качественный шов между алюминиевыми заготовками удается обеспечить только в том случае, если пробить эту защитную оболочку металла и расплавить его. Идеальным вариантом для проведения работ с алюминием и его сплавами является использование в процессе осуществления сварочных работ импульсно-электродуговой сварки.
В процессе проведения сваривания следует быть аккуратным и осторожным, чтобы не прожечь заготовку, так как металл имеет невысокую температуру плавления и повышенный показатель теплопроводности. Перед проведением работ рекомендуется осуществить прогрев детали, что позволит увеличить глубину провара без риска образования прожога материала.
Перед проведением процесса сваривания алюминиевые детали должны быть подвержены очистке от оксидной пленки путем обработки механической щеткой или лужением. Благодаря этому предварительному процессу происходит разрушение оксидной защиты на поверхности изделия, что значительно повышает качество и скорость проведения работ, а глубина проплавления увеличивается.
Необходимо использовать защитные очки при сварке.
После зачистки алюминиевые заготовки свариваются не позже чем через сутки, в противном случае требуется проведение повторной операции по снятию пленки из окиси с поверхности свариваемых заготовок. Для проведения операций потребуется подготовить следующие материалы и инструменты:
- сварочный полуавтомат, настроенный на работу с алюминием;
- сварная спецпроволока, предназначенная для сваривания алюминия;
- щетка металлическая, для зачистки поверхности заготовки;
- раствор, для проведения очистки поверхности от оксидной пленки;
- средства индивидуальной защиты — очки, рукавицы, спецодежда;
- дополнительные вспомогательные инструменты.
В процессе проведения работы следует стремиться к поддержанию постоянной длины дуги, которая равна 1,2-1,5 см. Длина дуги зависит от толщины обрабатываемого металла.
Требования к оборудованию и расходным материалам
Алюминий является капризным материалом. Работать с ним можно только после получения соответствующих навыков и умений и качественной настройки аппаратуры, используемой в процессе работы. Для проведения работ можно использовать любой полуавтомат, но оптимальным является использование импульсного агрегата. Для сваривания толстого металла требуется более мощное устройство. Агрегат должен иметь силу рабочего тока не менее 200 А.
В процессе сваривания в качестве защитной среды применяется аргон. Шланг подачи проволоки, когда проводится сварка алюминия, нужно использовать тефлоновый. Это облегчит подачу проволоки и предотвратит заломы расходного материала в канале подающего шланга.
Оцените статью:
(Нет голосов) Загрузка...masterinstrumenta.ru
Как правильно варить алюминий полуавтоматом?
- Дата: 19-06-2015
- Просмотров: 340
- Рейтинг: 46
Алюминий и всевозможные сплавы на его основе широко используются при изготовлении разного рода строительных конструкций, бытовой техники, в судостроении и множестве других отраслей. При появлении повреждения или поломке какого-либо алюминиевого изделия в большинстве случаев его можно исправить при помощи сварки. Существуют различные способы сварки данного материала. Нужно лишь разобраться в том, как варить алюминий, и работу можно будет выполнить не хуже, чем это сделал бы опытный сварщик.
Для сварки алюминия понадобится специальная алюминиевая проволока для подачи к зоне сварки через сварочный рукав.
Сложности сварки алюминия
Технология сварки алюминия имеет ряд особенностей, связанных со свойствами и характеристиками этого материала. При воздействии с кислородом изделия из алюминия покрываются оксидной пленкой. И при желании самостоятельно варить алюминий полуавтоматом исполнителю нужно знать, что данная пленка имеет гораздо более высокую температуру плавления, чем сам металл. Перед началом сварки алюминия полуавтоматом данную пленку нужно обязательно удалить. Это можно сделать химически при помощи так называемых флюсов либо механически с помощью металлической щетки.
Следующий момент, о котором нужно знать каждому, кто решил самостоятельно варить алюминий полуавтоматом, это зависимость прочности материала от температуры, воздействию которой он подвергается. Алюминий резко теряет прочность с повышением температуры. Металл кромок может разрушиться даже под весом сварочной ванны. Также металл характеризуется высокой текучестью и может вытекать сквозь сварочный шов. Габариты сварочной ванны тяжело контролировать по той причине, что в процессе нагрева алюминий не изменяет свой цвет. Для предотвращения прожогов используются подкладки из металла или керамики.
Таблица характеристик алюминиевых сплавов.
Алюминий и различные сплавы на его основе характеризуются низким модулем упругости и существенным значением коэффициента линейного расширения. Ввиду этого высок риск появления деформации конструкций. С целью снижения риска нужно использовать такие приемы, как:
- Предварительный подогрев изделий перед началом сварки.
- Электросварка с оптимально подобранными режимами.
В процессе сварки алюминия в структуре материала появляется пористость. Максимальный ее процент сосредотачивается в районе шва и снижает его качественные показатели. Ввиду того что рассматриваемый материал характеризуется высокой теплопроводностью, в процессе сварки алюминия необходимо использовать мощные источники тепла.
Под воздействием внутренней деформации при застывании металла в шве алюминия могут появиться горячие трещины. Чтобы избежать их появления, в сварные швы нужно добавлять модификаторы. Непосредственно швы не рекомендуется делать на слишком маленьком расстоянии друг от друга.
Работа с полуавтоматом: основные моменты
Сварка алюминия может выполняться в полуавтоматическом и автоматическом режимах. Применяются плавящиеся электроды. Для предотвращения перегрева металла используются подкладки. Это позволяет существенно повысить производительность и качество выполняемых работ.
Схема сварки алюминия полуавтоматом.
Сварка алюминия полуавтоматом выполняется на постоянном обратном токе. На сварочной ванне будет находиться катодное пятно. Оно подвергается воздействию тока. По достижению поверхности металла происходит нейтрализация ионов. Процесс сопровождается интенсивным выделением тепла. Под таким воздействием оксидная пленка на поверхности металла разрушается. Но нужно обязательно знать, что разрушается исключительно тонкий слой. Для удаления более грубых образований металл обязательно обрабатывается методом травления или же при помощи щетки до начала сварочных работ.
Электрод расплавляется под воздействием дуги, находящейся между проволокой и свариваемыми деталями. Капли расплавленного металла электрода образуют шов. Варить алюминий полуавтоматом можно в разных положениях. При выборе автомата для сварки лучше всего отдавать предпочтение механизмам тянущего типа.
Хорошо зарекомендовал себя метод импульсно-дуговой сварки. Благодаря наложению импульса на ток сварки происходит значительное снижение времени нахождения металла ванны в состоянии жидкой фазы. Этот метод способствует улучшению механических характеристик соединения и делает сварку в разных положениях более легкой.
Влияние режима сварки на форму шва
При самостоятельной варке алюминия полуавтоматом нужно знать, какие факторы влияют на глубину провара и характеристики шва, и обязательно учитывать эти моменты при выполнении работы.
Влияние режимов сварки на форму шва.
На глубину провара существенно влияет изменение сварочного тока. Чем он выше, тем больше глубина. На ширину сварочного шва сила тока не оказывает почти никакого значения.
Для уменьшения глубины провара можно использовать электроды меньшего диаметра. С повышением силы тока зависимость глубины провара от диаметра используемого электрода уменьшается. Ширина шва также зависит от диаметра электрода. Чем он больше, тем шире получится шов.
Глубина провара зависит от скорости выполнения работы. На низких скоростях провар будет минимальным. С увеличением скорости до некоторого момента он будет возрастать. После того как будет достигнуто это критическое значение, с увеличением скорости глубина провара будет снижаться. В случае с наиболее часто используемыми режимами сварки изменение скорости не оказывает особого влияния на глубину провара.
С повышением амплитуды поперечных движений сварочным электродом ширина шва будет увеличиваться. При варке алюминия полуавтоматом данная зависимость широко используется.
Пошаговая инструкция по сварке алюминиевых изделий
Для выполнения сварочных работ с применением алюминия вам понадобится следующее:
Схема процесса сварки алюминия полуавтоматом.
- Сварочный полуавтомат и плавящиеся электроды.
- Печь для предварительного нагрева алюминия или другой прибор, способный нагреть металл до 250-400 °С.
- Газосварка.
- Небольшой прут из алюминия.
- Алюминиевая проволока.
Прежде чем приступать к работе, нужно тщательно очистить кромки изделий. Это можно сделать при помощи стальной щетки, пескоструйного аппарата или бензина. Подойдет и водный раствор каустической соды. Далее, чтобы предотвратить появление коррозии, кромки необходимо промыть проточной водой. Подготовительные работы следует завершить не позднее чем за 2-3 часа до начала варки.
Для сборки изделий перед сваркой используйте специально предназначенные для этого приспособления. Очень важно обеспечить максимально жесткое крепление, чтобы предотвратить появление деформаций и коробления. Изделия необходимо прижимать друг к другу до появления между ними минимального зазора.
Стыковые соединения варятся на площадках с канавками. Благодаря им будет обеспечена сохранность варочной ванны и формирование шва с обратной стороны. Подкладки чаще всего делаются из нержавейки. Ширина канавок должна быть в 2-3 раза больше толщины свариваемых деталей.
Если варка алюминия будет выполняться на токах высокой мощности, нужно использовать прокладки с водяным охлаждением.
Схема устройства свароного полуавтомата.
При толщине металла до 3 мм прихватка должна быть сделана на всю глубину изделия. В случае же если детали имеют более высокую толщину, то глубину прихватки подбирайте в соответствии с формой разделки и требуемыми характеристиками и особенностями сварного соединения.
Конструкции, которые в дальнейшем не будут подвергаться серьезным нагрузкам, варятся покрытыми электродами. Для достижения нужного проплавления свариваемые изделия предварительно подогреваются до 250-300 °С. Варка осуществляется на постоянном обратном токе. Если вам предстоит варить более ответственные конструкции из металла большей толщины, подогревать нужно до 400 °C.
http://moyasvarka.ru/youtu.be/o6r6FeZEsg8
Запомните все эти рекомендации и придерживайтесь их при выполнении сварочных работ. В противном случае на высокое качество и хороший вид соединений можно не рассчитывать. Немного попрактиковавшись, вы научитесь варить алюминиевые изделия не хуже профессионального сварщика. Удачной работы!
moyasvarka.ru
Технология сварки алюминия полуавтоматом
Оглавление: [скрыть]
- Сварка алюминия полуавтоматом
- Выбор оборудования и материалов для сварки алюминия
- Технология сварки алюминия
Очень часто при покупке оборудования для проведения сварочных работ люди задаются вопросом о том, возможна ли сварка алюминия полуавтоматом. Не исключено, что со временем у вас возникнет потребность в сваривании алюминиевых деталей. Поэтому желательно сразу узнать о возможностях того или иного агрегата.
Процесс электро сварки алюминия.
Если обобщить сварку алюминия, то получится, что такой вид работ несколько отличается от проводимых со сталью. Вам понадобится специальное оборудование и некоторые навыки. Необходимо тщательно изучить технологию, как сваривать алюминий. Только после подробного изучения процесса и приобретения нужных деталей можно приступать непосредственно к работе.
Сварка алюминия полуавтоматом
Схема процесса сварки алюминия полуавтоматом.
Полуавтоматическая сварка данного метала предполагает использование специальной проволоки. Она тоже подается к месту сваривания через рукав с пистолетом. Подача происходит при помощи роликов. При наличии опыта сварки стали при помощи полуавтомата нужно немного поменять сам подход.
Алюминий является мягким металлом, поэтому сварочная проволока должна подаваться несколько быстрее, чем при работе с другими веществами. Он очень хорошо проводит тепло. Это свойство приводит к необходимости сваривать алюминий на большем токе для образования идеального шва и достаточной степени проваривания. Допускается постепенное снижение электрических импульсов в процессе работ. Варить алюминий с использованием большого тока гораздо проще и требует значительно меньше усилий.
Вернуться к оглавлению
Полуавтоматическая сварка метала с большой толщиной требует применения мощного аппарата.
Для регулярного проведения сварочных работ рекомендуется приобрести полуавтомат с мощностью не менее 200 А.
Характеристики алюминия.
Прекрасным выбором для сварки алюминия будет оборудование с режимом пульсации. Благодаря ему можно легко пробить пленку, которая является следствием окислительных процессов. Также импульсный режим препятствует перегреву деталей и помогает исключить их прожег. Такой тип сварочных работ позволяет получить качественный шов.
Для варки алюминия полуавтоматом необходим защитный газ, который состоит из аргона в чистом виде или с примесью гелия. Это является существенным отличием от проведения работ со сталью, требующей добавления углекислого газа. Если редуктор и регулятор разработаны для СО2, то необходима их замена.
Одним из материалов, которыми вам следует запастись, является проволока из алюминия. При использовании прута 0,8 рекомендуется подбор сопла с диаметром около 1. Это обусловлено сильным расширением метала при нагревании. Данный показатель у алюминия гораздо выше, чем у стали. У контактных наконечников размер должен быть тоже несколько больше обычного.
Ролики механизма подачи должны иметь канавки в форме U. Обычный V-образный тип для сварки алюминия не подходит. Аппарат, у которого имеется механизм с четырьмя роликами, считается идеальным вариантом для проведения таких работ. Подача стержней при варке алюминия полуавтоматом должна превышать норму для стали. Учитывать все эти нюансы необходимо для предупреждения повреждений мягкого материала полуавтоматом. Уменьшить трение алюминиевого прута помогает использование графитового или тефлонового кабельного канала.
Сварочная горенка тоже заслуживает пристального внимания. Для мягкого алюминиевого стержня рекомендуется применять прямой шланг, длина которого не превышает 3 м.
Вернуться к оглавлению
Режимы сварки алюминиевых шин неплавящимся электродом в среде аргона.
Процесс варки должен происходить при поддержании постоянной дуги. Для данного метала ее длина составляет 1,2-1,5 см. При меньших размерах возможен прожог метала, а превышение чревато отсутствием сплавления. Эти параметры зависят от состава самого сплава и его толщины.
Технология сварки алюминия полуавтоматом выглядит следующим образом:
- В аппарат заправляется алюминиевая проволока с протягиванием через механизм подачи к горелке.
- Настраивается в полуавтомате подача электричества.
- Подключается баллон с чистым аргоном или примесью гелия.
- Подготавливается деталь к процессу варки.
- Начинается плавка кратера на месте стыка деталей с постепенным заполнением жидким металлом.
- Заваривается углубление потоком алюминия до формирования шва.
Подачу электричества необходимо настроить на обратный режим, при котором минус идет на саму деталь, а плюс соединен с электродом. При наличии толстой детали рекомендуется использовать смесь аргона и гелия. Для тонкостенного материала вполне подойдет и первый вид газа в чистом виде.
http://moiinstrumenty.ru/youtu.be/xSC4Sx5v_2o
Подготовка детали сопровождается очисткой и обезжириванием поверхности на стыках. При образовании очень сильного загрязнения к баллону с аргоном добавляется 3% кислорода. Такой метод приведет к сгоранию грязи в процессе сварки.
Проваривание кратера начинается на стыках. Он пробивается с использованием импульсной подачи электрического тока. Другого способа пробить пленку, которая образовывается впоследствии окислительных реакций, просто не существует. Потом кратер смещается с помощью горелки и заполняется расплавленными потоками метала, который получается с алюминиевого стержня. Правильно сделанное углубление по своей форме должно напоминать каплю.
http://moiinstrumenty.ru/youtu.be/5y16U1ezbs8
В конце сварочных работ шов должен быть полностью заварен расплавленным металлом. Его остывание до 400° происходит под постоянным обдуванием аргоном. Если этого не сделать, то возможно появление оксидной пленки на поверхности, которая уменьшит прочность сварочного шва.
moiinstrumenty.ru
Сварка алюминия полуавтоматом
Алюминий является одним из сложных металлов для сваривания в нынешней промышленности, поскольку в процессе сварки возникает довольно много ситуаций, которые мешают правильному формированию шва. Что бы этого не произошло, для данного процесса используют разные дополнительные материалы, которые удаляют негативные свойства. В связи с этим сваривание алюминия полуавтоматом не выйдет без дополнительных приспособлений защищающих сварную ванну. Здесь потребуется необходимые средства и режимы для сваривания, в зависимости от сложившейся ситуации.
Сварка алюминия полуавтоматом без газа
При сваривании алюминия полуавтоматом, сварная ванна появляется не вязкая, например как со сталью, она становиться жидкой, как в работе с нержавейкой. Впоследствии у многих мастеров не выходит работать с подобного рода металлом. Основной проблемой является появление пленки из оксида на поверхности металла, причем весьма быстрого ее появления. Данный процесс очень популярный в производственной сфере, где мастера часто сталкиваться с подобным занятием, благодаря чему такая отрасль улучшается.
Преимущества
- Сваривание алюминия полуавтоматом выходит не таким уж дорогим, в отличие от цен на сваривание аргоном;
- Сваривание полуавтоматом используется для множества различных применений, поэтому считается универсальной техникой, является легко приобретаемой;
- Занимает минимум времени на подготовку оборудования, и на уборку в завершении процесса;
Недостатки
- Выполняя сваривание алюминия полуавтоматом без газа, формирование шва будет некачественным;
- Обязательное применение флюса, если защищающие газы отсутствуют;
- Сложный подбор сварочной проволоки, если не изучен состав металла;
- Из-за высокой скорости сплава, появляются затруднения в образовании требуемого валика шва.
Характерные сложности в проведении работ
Если сваривать алюминий полуавтоматов без применения аргона, то сварная ванна будет подвергаться различным внешним факторам. Замена или отсутствие газа повлекут за собой низкий уровень защиты, после чего могут образоваться микротрещины, поры и раковины. Главная проблема в том, что оксидная пленка плавиться при разогреве около 2 тысяч градусов, в то время как алюминий в три раза быстрее. Раскаленные капли металла заворачиваются в оксидную пленку, и сваривание с основной массой изделия нормально не выходит.
Технология сваривания алюминия полуавтоматом требует учет усадки данного металла, поскольку коэффициент расширения у него немного больше в отличие от остальных сплавов, и часто возникают различные деформации, из-за расширения на месте сваривания шва, что приведет к искажению на поверхности металла. Еще следует помнить, что из-за повышенной текучести металла, процесс сварки в некоторых положениях становится сложнее. Для сварки алюминия полуавтоматом нужны четкие соблюдения параметров, и скорость подачи проволоки.
Методы сваривания полуавтоматом
Одним из наилучших методов сваривания алюминия полуавтоматом осуществляется в аргоне. Этот газ является защитной средой, которая покрывает сварную ванну, создавая непреодолимый барьер, защищающий от попадания различного мусора, грязи, и атмосферного кислорода. Применение аргона является довольно дорогостоящим, поэтому его используют только в необходимых ситуациях в сваривании трудных металлов.
Сваривание алюминия полуавтоматом без газа, метод гораздо дешевле. Тут применяют сварочную проволоку или электрод, а защитой является флюс или обмазка электрода. В этом случае наибольшее число брака, однако, процесс довольно быстрый и не требует долгой подготовки, поэтому считается более востребованным, особенно в частных сферах.
Сваривание алюминия полуавтоматом с помощью углекислого газа, считается средним процессом между двумя предыдущими. Применение такого газа делает эффект соединения лучше, поскольку есть возможность разогрева металла перед сваркой, а в плане финансов он не дорогой в отличие от аргона. В связи с этим, сваривание алюминия простым полуавтоматом, имеет более частое использование и больше видов.
Выбор полуавтомата
При полуавтоматическом сваривании алюминия требуется четко настраивать параметры на оборудовании, поэтому при выборе техники следует обратить внимание на чувствительность регулировки. При работе на полуавтомате возможность выбора тонких присадочных материалов, зависит от того, насколько низко выставляется ток. Стандартной работой электродом начинается от 1.6мм, но если существует более низкий параметр, то будет проще. Большое и мощное оборудование может работать с металлами более 5мм толщиной, но часто оно оказывается чересчур большим.
Когда работы проводятся в закрытых помещениях, следует обращать внимание, имеется ли режим автоматического отключения. Тем самым будет возможность прекращения работы, когда аппарат начнет действовать в опасном для себя режиме. Тут вентиляция сыграет важную роль в обеспечении длительной непрерывной работы. Для подачи проволоки требуется выставлять режим удобный для вас. Перед тем как делать выбор полуавтомата для сваривания алюминия, сначала стоит разобраться с толщиной металла и типом деталей.
Подготовка алюминия к сварке
Обработка заготовки для сваривания имеет несколько этапов, благодаря которым шов сформируется ровнее, и будет отсутствовать появление микротрещин в нем. Вначале требуется, почистить заготовку от различной грязи, жировых пленок и прочих вещей. Осуществляется щеткой по металлу или наждачной бумагой, в зависимости от толщины металла. После, обработать все растворителем, который удалит налет и оксидную пленку. Для этого потребуется протереть ацетоном или другими химическими веществами место для предстоящего соединения. Когда толщина металла составляет от 4мм и больше, требуется скосить кромки, угол скоса которых от 30 до 45 градусов. В противном случае не будет необходимого провара на требуемую глубину.
Инструкция
Технология сваривания алюминия состоит из нескольких шагов:
- Подготовительные процедуры, благодаря которым жировой пленки и прочих негативных образований не будет;
- Четко поставленные параметры для оборудования, в соответствии с металлом;
- Нанесение флюса на место сваривания;
- Сварка с учетом поведения металла, а еще коэффициент его расширения, которые исправляются только в период охлаждения заготовки;
- В конце сваривания дать остыть металлу, затем совершить проверку сваривания при помощи керосина или других методов;
- Обработать шов до красивого эстетического вида.
Меры осторожности
Во время процесса следует соблюдать технику безопасности. Для личной защиты нужна спецодежда и маска для сваривания, которые обеспечат защитой от раскаленного металла.Баллон следуют поставить на необходимое расстояние от сварочных работ, не менее 5 метров. Перед началом процесса требуется убедиться в исправности оборудования, в основном проверить целостность шлангов. И не стоит забывать об элементарной электробезопасности.
svarkagid.com
www.samsvar.ru
Сварка алюминия полуавтоматом: инверторные полуавтоматы, проволока
 Сварка алюминия полуавтоматом – этот самый быстрый способ создания неразъемного соединения заготовок из данного конструкционного материала. Используя полуавтоматический аппарат с транспортером присадочной проволоки, опытный сварщик может накладывать шов со скоростью 30-40 метров/час.
Сварка алюминия полуавтоматом – этот самый быстрый способ создания неразъемного соединения заготовок из данного конструкционного материала. Используя полуавтоматический аппарат с транспортером присадочной проволоки, опытный сварщик может накладывать шов со скоростью 30-40 метров/час.
Ну а качество такого шва, в данном случае, гарантирует сам сварочный аппарат и правильно подобранная присадочная проволока. Поэтому полуавтоматическая сварка алюминия – это не только самая быстрая, но еще и самая распространенная технология формирования неразъемных соединений.
Как выглядит сварочный полуавтомат для сварки алюминия?
Аппарат для сварки алюминия может быть аргонодуговым или газодуговым (использующим иной вид газообразного флюса). Однако, в любом случае это устройство должно поддерживать стабильную подачу мягкой проволоки и импульсный режим или работу на переменно токе.
Первое условие реализуется за счет использования подающего механизма с четырьмя вальцами (роликами), рабочие поверхности которых имеют U-образную форму. Такая схема позволяет транспортировать проволоку к держаку по трехметровому шлангу. Однако, в большинстве случаев, длина подающего шланга ограничивается 1,5 метрами. Ведь мягкая проволока для сварки алюминия полуавтоматом может попросту переломиться в длинном рукаве подачи.
Режимы сварки алюминия основаны на струйном плавлении присадочной проволоки. Поэтому второе условие – наличие переменного и импульсного режимов – является общеобязательным. Ведь для струйного плавления необходим либо 270-амперный ток обычного типа, либо 100-амперный ток импульсного типа. Аппарат для сварки алюминия комплектуется блоком генерации именно таких режимов подачи тока.
Кроме того, в силу особенностей физико-химических свойств алюминия, все детали горелки или держака должна быть выполнены из цветных металлов, то есть, и патрон, и наконечник, и канал горелки должны быть, как минимум, медными.
Сварка алюминия инверторным полуавтоматом
На практике процесс сварки алюминия с помощью полуавтоматического аппарата выглядит следующим образом:
- На первом этапе сварщик заправляет в аппарат бобину с проволокой и протягивает ее сквозь систему подачи к горелке.
- Далее аппарат настраивается на обратный режим подачи электричества (минус на деталь, плюс на электрод), что гарантирует максимальную температуру именно на электроде.
- После этого к аппарату подключают аргоновый или аргоно-гелиевый баллон. Последний тип газовой смеси используют при сварке толстостенных деталей.
 На следующем этапе нужно подготовить к процессу саму деталь, очистив и обезжирив стыкуемые поверхности. Если деталь загрязнена очень сильно, то к аргону следует добавить около 3-4 процентов (от общего объема баллона) кислорода. В этом случае грязь просто сгорит в дуге.
На следующем этапе нужно подготовить к процессу саму деталь, очистив и обезжирив стыкуемые поверхности. Если деталь загрязнена очень сильно, то к аргону следует добавить около 3-4 процентов (от общего объема баллона) кислорода. В этом случае грязь просто сгорит в дуге.- Сварка начинается с проплавления кратера в области стыка деталей и постепенного заполнения этой выемки расплавленным алюминием. Кратер пробивается импульсным током, генерируемым инвертором. Пробить тугоплавкую (около 2000 градусов Цельсия) корку оксида алюминия можно только таким способом. Далее, перемещая горелку, сварщик смещает кратер и заполняет его потоком расплавленного алюминия, стекающим с постоянно движущейся и плавящейся проволоки. Причем форма «правильного» кратера должна походить на каплю, ориентированную узкой частью по ходу движения горелки. А расстояние между электродом и свариваемой поверхностью не должно быть меньше 12 и больше 15 миллиметров. В противном случае дуга просто прожжет алюминий.
- В финале сварочный шов завершается кратером, который следует заполнить (заварить) потоком алюминия. После этого финальную точку придется просто обдувать аргоном, до остывания шва хотя бы до 400 градусов Цельсия. Иначе на поверхности деталей появится оксидная пленка, уменьшающая прочность соединения.
Сварка алюминия полуавтоматом без аргона технически возможна, но результаты такой технологии будут, мягко говоря, далеки от идеала. Поэтому не изобретайте велосипед, используйте наработанные технологии.
Меры безопасности при сварке алюминия
Процесс сварки мягкого и экологически безопасного алюминия – это очень тяжелая и «грязная» работа. Дело в том, что при горении сварочной дуги в алюминиевых парах происходит генерация мощного потока ультрафиолетового излучения. И неосторожные сварщики могут даже загореть сквозь робу.
Кроме того, яркая дуга оказывает чрезмерно сильное «давление» на сетчатку. И при частой работе с этим металлом следует опасаться обострения глазных заболеваний (вплоть до катаракты).
Поэтому сварку алюминия следует проводить только в специальном «обмундировании» и особой маске с усиленными светофильтрами.
И, разумеется, пространство над сварочным столом должно проветриваться принудительной приточно-вытяжной вентиляцией.
steelguide.ru