Можно ли варить алюминий и его сплавы полуавтоматом? Сварочный полуавтомат для алюминия
Полуавтомат сварочный для алюминия
Выбираем полуавтомат для сварки алюминия
Сварочный полуавтомат для сварки алюминия по своему принципу работы близок к распространенным аппаратам для сварки черных металлов. Но алюминий и его сплавы считаются трудными металлами для сварки и процесс имеет ряд ограничений и особенностей. Наибольшее распространения получил метод MIG/MAG, который заключается в том, что сварка производится в газовой среде с автоматической подачей проволоки.
Особенности сварки алюминия полуавтоматом
Есть несколько причин, которые заставили инженеров разрабатывать сварочное оборудование с учетом особенностей свойств алюминия, среди них:
- повышенная теплопроводность, в 5-6 раз выше, чем у стали;
- быстрообразующаяся малозаметная оксидная пленка с высокой плотностью и высокой температурой плавления;
- низкая температура плавления;
- образование кратера в конце шва.
Современный полуавтомат для сварки алюминия позволяет преодолеть трудности работы. Это достигается особыми параметрами сварочного оборудования.
- Высокая теплопроводность алюминия требует максимального сварочного тока аппарата не менее 200-500 А.
- Качественная сварка производится импульсным током. Высоковольтный импульс разрушает оксидную пленку, а в режиме номинального напряжения образовывается сварочная ванна. Также при этом режиме снижается брызгообразование. Дешевые сварочные аппараты, работающие на постоянном токе, образовывают шов невысокого качества.
- Широкий диапазон регулировок силы сварочного тока не позволяет поднять температуру сварки настолько, что будут образовываться прожоги металла.
- Специальная программная функция, корректно завершающая сварочная шов без образования кратера.
- Повышенная скорость подачи проволоки четырьмя роликами с тефлоновым вкладышем. Это не позволит проволоке скручиваться кольцами.
Аппараты, поддерживающие такие функции и параметры, обеспечивают профессиональное качество сварки.
Плюсы и минусы сварки алюминия полуавтоматом
Прежде, чем выбирать сварочный аппарат для сварки по алюминию, необходимо взвесить положительные и отрицательные стороны технологии. После этого можно принимать решения.
доступность расходных материалов на рынке
быстрая подготовка к работе и высокая скорость процесса
универсальность, работает с разными металлами
обязательное использование газа
сложность подбора толщины проволоки при работе с материалами с неопределенным составом
Функциональность сварочных аппаратов
Производители постоянно совершенствуют сварочные аппараты полуавтоматы для сварки сплавов алюминия. В результате появилось множество режимов и дополнительных функций, повышающих качество. Конечно, повышается и цена. Чтобы не переплачивать за ненужные функции, необходимо понимать, для чего они нужны. Возможно, это просто маркетинговый ход производителя.
MIGPulse — один из самых распространенных и универсальных методов сварки с бесконтактным переносом капли от электрода в сварочную ванну. В этом режиме электрод никогда не касается ванны. Одна капля формируется за один импульс и передается дугой в зону сварки. Процесс сплавления металла происходит во время его остывания в фоновой фазе подачи напряжения между импульсами. Такой режим позволяет снизить скорость подачи проволоки. Скорость сварки и мощность дуги регулируется высотой и шириной пиков и расстоянием между ними. Режим не создает брызг и снижает риски образования холодного притирания.
DoublePulse MIG — в этом режиме импульсный ток имеет два уровня. Высокая фаза вбивает каплю в зону расплава. В низкой фазе импульса металл сваривается и остывает. Оператор может регулировать уровень площадок импульса и настраивать длину каждого импульса. Он полностью контролирует форму и амплитуду напряжения и может идеально подобрать сварочный режим.
Режим S4T позволяет управлять горелкой. Если в аппарате предусмотрена функция «Быстрый старт», которая активируется нажатием триггера горелки, оператор может начинать сварку алюминия без предварительного нагрева — на холодную. После отпускания триггера сила сварочного тока снижается до рабочего.
DownSlope — обеспечивает заварку кратера в конце шва, плавно снижая силу сварочного тока.
Регулировка индуктивности дуги позволяет снизить разбрызгивание и повысить качество соединения. Изменяется в зависимости от толщины проволоки.
Цифровое управление значительно сокращает время настройки параметров сварки. Благодаря синергетическому управлению, практически все параметры сварки устанавливаются автоматически. От оператора требуется лишь указать толщину проволоки и тип металла. Компьютер имеет несколько программ сварки в памяти, что позволяет мгновенно установить идеальный режим работы.
4-х роликовый механизм обеспечивает плавную протяжку проволоки. В отличие от сварочных аппаратов для черных металлов, где достаточно иметь 2-х роликовую систему подачи присадочного материала, в полуавтомате для сварки сплавов алюминия необходимо использовать только 4-х роликовый механизм. Это обусловлено тем, что проволока для сварки алюминия не жесткая и мягкая и может путаться, образовывая кольца. Поэтому для нее необходима более сложная система подачи с регулировками натяжения и тефлоновыми каналами.
Обзор популярных моделей
Промышленностью предлагает массу сварочных полуавтоматов. В обзоре описываются три популярные модели, отсортированные от простых и дешевых к сложным и дорогим.
VEGAMIG 180/2 TURBO
Бытовой сварочный аппарат, работающий от однофазной сети в режиме MIG/MAG, предназначен для сварки алюминия, черных металлов и нержавеющей стали в аргоновой среде. Агрегат создает сварочный ток в диапазоне от 30А до 170А при потребляемой мощности 5,2кВт.
Хотя аппарат и считается бытовым, не в каждой квартире проводка выдержит нагрузку с током 23А. Поэтому, прежде чем включить прибор, обратите внимание — на какую силу тока рассчитана сеть в вашем доме, гараже или мастерской.
Сварочный полуавтомат VEGAMIG 180/2 TURBO по алюминию поддерживает использование проволоки диаметром 0,8-1 мм и может сваривать листы толщиной до 2 мм. Дуга образовывается постоянным током.
Оснащен двумя ступенчатыми регуляторами:
- силы тока;
- скорости подачи проволоки.
Автоматические регулировки отсутствуют, поэтому, работая с аппаратом, сварщику следует надеяться только на свои знания и опыт.
Выбирая сварочник, обратите внимание на класс защиты. Для VEGAMIG 180/2 TURBO присвоен класс IP21, а это значит, что его нельзя использовать вне помещений.
PICOMIG 180 PULS
Мобильный инверторный полуавтомат сварки MIG/MAG, поддерживающий импульсный режим сварки. Всего аппарат поддерживает четыре типа сварки на профессиональном уровне:
- MiG/MAG;
- MiG/MAG PULS;
- ММА;
- TiG DC.
Устройство питается от однофазной сети, потребляет 6,4кВа и поддерживает максимальный сварочный ток 170А.
Агрегат оснащен системой автоматических регулировок, электронным блоком управления и цифровым дисплеем.
Прибор поставляется с минимальным набором аксессуаров “readytoweld”.
СПИКА ALUMIG 300 P DpulseSynegric
Универсальный сварочный аппарат работает в режимах полуавтомата MIG/MAG и ручной сварки дугой MMA. Благодаря широкому ряду настроек рабочего процесса, агрегат сваривает не только алюминий, но и цветные, черные металлы, нержавеющую и оцинкованную сталь.
Аппарат питается от трехфазной сети и может создавать максимальный сварочный ток в режимах: MIG — 300А и MMA — 250A. Этого достаточно, чтобы обеспечить качественную работу в промышленных условиях. Устройство можно использовать, всюду, где электрическая сеть сможет обеспечить мощность 10.60 kVa.
Устройство обладает рядом полезных функций, среди которых:
- MIGPulse;
- DoublePulse MIG
- режим S4T;
- быстрый старт;
- DownSlope
- и др.
Сварочный аппарат оснащен компьютером с цифровым дисплеем для синергетического управления. В памяти хранится 10 программ наиболее часто используемых процессов. Переход от одного вида сварочных работ к другому занимает несколько секунд. Синергетическое управление автоматически устанавливает силу тока, частоту и форму импульсов в зависимости от толщины проволоки и типа металла.
Вывод
Выбирая сварочный полуавтомат для алюминия, следует точно понимать, для чего он вам нужен. Одно дело, когда вам необходимо подварить что-то на даче и другое дело, когда вы оказываете сварочные услуги или затеваете производство. Сварочные аппараты недешевы, поэтому выбирайте оптимальный вариант, учитывая:
- силу сварочного тока;
- наличие синергетического управления;
- универсальность и наличие возможности ручной сварки;
- класс защиты;
- комплектность;
- присутствие программных функций и памяти настроек для разных процессов;
- цену.
Также обязательно следует удостовериться, что ваша электрическая сеть поддерживает потребляемую мощность приобретаемого аппарата.
Если вас интересует тема сварки алюминия полуавтоматом, выскажите свое мнение, предложите идеи или поспорьте с автором в блоке комментариев. Это интересно.
wikimetall.ru
Сварочный полуавтомат для сварки алюминия – такой же, как и для сварки стали
Сварка алюминиевых деталей – самая дорогостоящая услуга в автосервисах. Сравниться с ней по стоимости может разве что ремонт чугунных изделий. Мастера объясняют высокую цену «невероятной» сложностью технологии, и использованием дорогостоящего оборудования.
На самом деле, аппарат для сварки алюминия ничем не отличается от аналогичного для сварки стальных деталей. Заготовки из крылатого металла варятся обычным полуавтоматом. С той лишь разницей, что работы производятся в аргоновой среде.
И все же, алюминий достаточно капризен с точки зрения проведения сварочных работ. Главная проблема – наличие на поверхности прочной оксидной пленки. Мало того, что она является диэлектриком, и препятствует зажиганию дуги – она еще и тугоплавкая.
Для тог, чтобы пробить окисел – требуется ток большой величины. Неопытные сварщики часто допускают сквозной прожиг заготовки, по причине перегрева слишком высоким током. Кроме того, алюминий обладает прекрасной теплопроводностью. Поэтому тепло от ванны быстро уходит в массу детали. Это обстоятельство требует дополнительного контроля.
Способы сварки крылатого металла:
Вольфрамовый электрод и присадочная проволока
Алюминий можно варить вручную, с использованием держака, подающего инертный газ к зоне работ.
Электрод при этом используется неплавящийся. Шов формируется с помощью вводимой в дугу присадки.
Эта методика именуется «ТИГ сварка». Название произошло от английской аббревиатуры TIG – аргонодуговая сварка. Раскаленный алюминий в обычной атмосфере активно взаимодействует с кислородом.
В результате шов вспенивается и моментально покрывается шлаком. До момента, когда ученые придумали окружать зону сварки инертным газом, основным и практически единственным способом соединения алюминия, были заклепки.
Метод ТИГ – сварки подразумевает непрерывную подачу аргона, окружающего дугу. Алюминий просто плавится, без образования окислов и шлака. Используются вольфрамовые электроды, которые не плавятся при работе. Одновременно с удержанием дуги, сварщик подает в точку расплава присадочную проволоку. В результате формируется шов.
Аргон тяжелее воздуха, поэтому его облако удерживается в зоне образования дуги. Однако, при использовании этого газа в чистом виде, дуга теряет более половины тепловой энергии. Аналогичный эффект защиты сварочной зоны дает окружение электрода азотом или гелием.
Причем в этом случае тепловая мощность дуги возрастает в 1,5 – 2 раза. Но гелий легче воздуха, и моментально взмывает вверх.
Поэтому применяются газовые смеси. 40% аргона и 60% гелия. Аргон удерживает смесь в рабочей зоне, а гелий повышает температуру дуги.
ВАЖНО! При дуговой сварке алюминия интенсивно излучается ультрафиолет. Поэтому загар можно получить даже сквозь одежду. Используйте плотную и качественную защиту при ТИГ сварке.
Еще одно преимущество метода TIG – возможность соединять цветные металлы в разных сочетаниях. Свариваются между собой стали с разным содержанием углерода, в том числе нержавеющие. Алюминиевые заготовки легко привариваются к титановым, медным, латунным и бронзовым. Разумеется, можно соединить сталь и крылатый металл.
ВАЖНО! Подключение производится в обратной полярности.
Такие работы требуют высокой квалификации (при этом, отнюдь не самого дорогого оборудования). Поэтому большинство сварщиков используют полуавтомат.
Сварка алюминия полуавтоматом
Основное достоинство полуавтомата – автоматическая подача плавящегося электрода в зону расплава. Для формирования шва не нужно держать во второй руке присадку, можно сосредоточиться на сварочном процессе.
Проволока для сварки алюминия и сплавов на его основе может быть как очень тонкой (0.8 мм), так и толщиной в палец. Способ изготовления материала маркируется буквами:
- В – тянутая;
- П – прессованная;
- М – отожженная;
- Н – нагартованная.
Какая именно проволока нужна – решает мастер. Никакой универсальности – для каждого вида работ свой материал.
ВАЖНО! Как и алюминиевые детали – проволока моментально окисляется на открытом воздухе. Поэтому после вскрытия упаковки следует как можно быстрее приступить к сварке.
Электрод в виде проволоки выпускается в готовых бухтах.
Современное полуавтоматическое оборудование для сварки алюминия и его сплавов позволяют без затруднений производить работы при наличии минимального опыта. Необходимо лишь учитывать некоторые особенности работы с алюминием.
Технология сварки алюминия полуавтоматом
- Перед началом работ проверьте наполненность баллона с инертным газом. Оптимальный вариант для начинающего сварщика – гелий-аргоновая смесь;
- Оксидная пленка на алюминиевых заготовках трудно удаляется. На очищенном участке моментально появляется новый слой. Его присутствие препятствует нормальному зажиганию дуги. Поэтому детали необходимо механически зачистить непосредственно перед стартом;
- Алюминий сильно расширяется при нагреве, гораздо больше, чем сталь. Подающая муфта в сопле полуавтомата должна иметь диаметр 1,5 диаметра проволоки. В противном случае подача может остановиться, а сопло оплавиться;
- Длина дуги при работе с алюминиевыми сплавами не должна превышать 1,5 см. В тоже время, приближать электрод ближе, чем на 10-12 мм не следует. Это приведет к локальному перегреву. Проводка осуществляется без рывков, медленно. Увеличение скорости прохода приведет к недостаточному прогреву и не проваренным участкам;
- При остывании шов может деформироваться, особенно при контакте раскаленного алюминия с кислородом. Поэтому после погашения дуги, следует некоторое время продолжать подачу газа в зону сварки.
Напротив, задержка дуги в одном месте – может прожечь тонкую заготовку насквозь.
Есть одна особенность, незнание которой часто приводит к некачественно выполненной сварке алюминия. Как бы тщательно не зачищались заготовки перед работой – тугоплавкая диэлектрическая пленка окислов останется. Это само по себе затрудняет дугообразование.
Плюс ко всему – аргон по своей природе имеет высокую степень ионизации, поэтому насытить его ионами от разности потенциалов трудно. Для этого сварочный аппарат оснащают осциллятором.
Приспособление подает на вольфрамовый электрод кратковременные высокочастотные импульсы, ионизируя дуговой промежуток. Параметры импульсов: напряжение 3000-5000 вольт, частота 300-500 Гц.
Набрав достаточную концентрацию ионов – дуга вспыхивает. Осциллятор автоматически отключается.
ВАЖНО! Для уверенного зажигания дуги неплавящимся электродом, нельзя касаться алюминия.
Когда вы проходите последние миллиметры шва – необходимо уменьшить силу тока. Хорошо, если ваш полуавтомат имеет такую функцию. В противном случае – обратитесь к помощнику. Тогда вы гарантировано получите ровный шов без прожига.
Если вам не найти аргоновую смесь – можно варить и без нее. Для этого существует специальная порошковая проволока. Присадки при нагревании испаряются, образуя защитное облако. Однако качество будет ниже, чем при сварке в среде инертных газов.
Если вы хотите знать как настроить полуавтомат для сварки алюминия, то посмотрите это видео.
obinstrumente.ru
Как варить алюминий полуавтоматом
Сегодня для сварки металлов применяют различные сварочные аппараты. При их выборе учитывают свойства и поведение металлов во время выполнения сварочных работ. Особый подход требует алюминий и его сплавы. Как и стальные сплавы, этот металл широко используется во многих сферах, поэтому вопрос соединения алюминиевых конструкций и отдельных изделий из него совсем не праздный. Чаще других для этих целей применяется сварка алюминия полуавтоматом.
Особые свойства алюминия
Широкое использование алюминия объясняется его небольшим удельным весом, достаточно стабильной прочностью и коррозионной устойчивостью. Но его поведение при тепловой обработке создает сложности при соединении алюминиевых конструкций и деталей с помощью сварки. Это объясняется спецификой физико-химических свойств алюминия:
- он не изменяет свой цвет при сильном нагревании, поэтому трудно понять по цвету о степени прогрева металла;
- имеет широкий температурный диапазон плавления в отличие от стальных сплавов и начинает плавиться при низком температурном пороге, теряя при этом свою прочность;
- не проявляет склонности к намагничиванию;
- обладает высокой теплопроводностью (в среднем в 5 раз больше, чем стальные сплавы), поэтому при нагреве зоны соединения тепло интенсивно распространяется по всей свариваемой детали. Чтобы его не терять, перед проведением сварочных работ, особенно больших алюминиевых изделий, предварительно проводят их нагрев;
Из-за активного взаимодействия алюминия с кислородом воздуха на его поверхности образуется окисная пленка. При достижении определенной толщины она затем начинает служить защитой алюминия от дальнейшего окисления. В то же время, окисная пленка создает сложности при сварке, т. к. плавится при температуре 2050-2200оС, в отличие от самого металла, имеющего точку плавления в районе 660оС.
Задачи сварщика при работе с алюминием
Учитывая особенности поведения алюминиевых сплавов при сварке, вы должны решить в процессе работы основные задачи: избавиться от оксидной пленки, обеспечить стабильную дугу во время сварки и своевременную подачу сварной проволоки, чтобы сварочный процесс алюминия был непрерывным, в противном случае его придется начать заново.
Сварщик должен:
- избавиться от окисной пленки в месте шва: пробить ее электрическим импульсом или провести механическую очистку поверхности с помощью металлической щетки или путем химического травления. Для пробивания пленки используют специальный импульсный режим работы оборудования;
- при выборе режима сварки не допустить прожогов металла из-за повышенной теплопроводности и низкого порога плавления алюминия, приводящего к быстрой потере прочности при нагревании. Для этого он должен обеспечить нужную температуру процесса и дугу от 12 до 15 мм длиной, выбрать правильные электроды и размер присадочной проволоки, подходящий для толщины соединяемых алюминиевых деталей и сопла горелки;
- учитывать склонность алюминия к значительной линейной усадке (почти вдвое больше, чем у сталей) при быстром остывании после нагрева, т. к. это ведет к созданию внутреннего напряжения с образованием деформационных трещин или кратеров в области шва. Для предотвращения этого начинать сварочный процесс нужно при большом сварочном токе, чтобы пробить оксидную пленку, а заканчивать — постепенно снижая его к концу процесса, это смягчит резкую смену температуры и не даст образоваться кратеру.
Технологические особенности сварки
Полуавтоматическая сварка алюминия должна выполняться под защитой инертного газа. В основном для этого используют аргон. Иногда к нему добавляется гелий.
Разбавление аргона углекислым газом при сварке алюминия, как это делают при соединении стальных конструкций аргонодуговым способом, недопустимо.
Допускается выполнение сварного шва полуавтоматом без применения нейтрального газа при условии использования порошковой расходной проволоки. При нагреве она начинает распылять железосодержащий порошок, который образует облако и служит диэлектриком, выполняющим защитную роль также, как инертный газ.
Использование порошковой проволоки в качестве защитного флюса при сварке алюминия стоит применять только в исключительных случаях, т. к. при таком методе сварной шов не будет отличаться высоким качеством.
Задачи, которые стоят перед сварщиком при работе с алюминием, успешно можно решить с помощью сварочного полуавтомата с использованием TIG и MIG технологий.
При TIG технологии используются неплавящиеся электроды на основе вольфрама и присадочная проволока, автоматически заполняющая стык между деталями. При использовании этой технологии необходимо наличие в полуавтоматическом устройстве режима переменного тока, а также высокочастотного розжига дуги.
В этом случае окисная пленка пробивается путем «катодного» распыления ее поверхности в моменты тока с обратной полярностью.
При MIG методе в качестве присадки используют сами электроды, т. к. они являются плавящимися. Такой электрод равномерно подается в сварную зону с помощью устройства автоматической подачи проволоки.
Сварка алюминиевых сплавов полуавтоматическим аппаратом MIG способом проводится с использованием постоянного тока, имеющего обратный характер полярности. Рассмотрим его подробно.
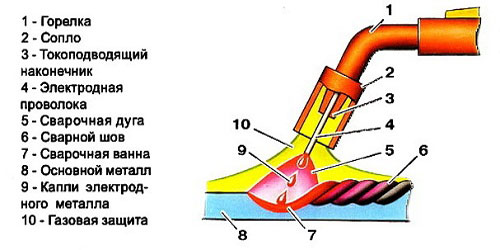
Сварка постоянным током обратной полярности
Процесс выполнения такой сварки изображен на рисунке:
При ее проведении сварочная дуга окружена парами металлического расплава электродной проволоки. Капли жидкого алюминия при постоянной подаче проволоки в виде ионов притягиваются «катодной» поверхностью сварной ванны. При этом происходит их нейтрализация с образованием дополнительного тепла.
В результате такого процесса поверхностная оксидная пленка разрушается. Если окисный слой значительный, то перед проведением сварки его нужно удалить с помощью механической чистки или травлением.
Плавящийся электродный металл заполняет каплями область между стыками деталей, образуя при застывании прочный шов.
Как использовать полуавтомат при сварке алюминия
Любой аппарат, работающий в полуавтоматическом режиме, должен обеспечить стабильную подачу присадочной проволоки, достаточный импульс для разрушения окисного слоя и дальнейшего поддержания дуги или работу с использованием переменного тока. Для этого нужно выполнять следующие правила:
- Подача мягкой алюминиевой проволоки осуществляется специальным прижимным механизмом, который вращается с помощью четырех роликов, имеющих U–форму поверхностной канавки. Для обеспечения стабильной подачи проволоки необходимо отрегулировать давление на прижимной вращающийся механизм. Это поможет избежать зажимания проволочного алюминия во время проведения сварки.
- Расплавление присадочной проволоки происходит способом струйного переноса. Такой режим может быть обеспечен применением переменного тока в 270 ампер или импульсного тока в 100 ампер. Поэтому сварочный аппарат должен иметь возможность настроек таких режимов с помощью блока генерации, т. е. представлять инверторный тип аппарата.
- Аппарат при сварке алюминия должен работать в режиме обратной полярности сварного тока, когда «–» подается на клемму, закрепленную на детали, а электрод подсоединяется к «+». Это обеспечивает создание наивысшей температуры в сварной области.
- Т. к. алюминиевые сплавы при нагревании расширяются больше, чем стальные, то при их сварке для полуавтоматической подачи проволоки в горелках должны использоваться контактные наконечники с диаметром отверстия заведомо с припуском на величину расширения, при этом должен соблюдаться хороший контакт для поддержания электрической искры.
- Для меньшего контактного трения при прохождении проволоки внутри горелки нужно использовать специальный кабельный канал, рассчитанный на алюминий. Обычно он изготавливается из тефлонового материала или на основе графита.
- Важным для успешного выполнения сварного шва является подбор подходящего диаметра сварной проволоки из алюминия. Т. к. этот металл является мягким, то использование тонкой проволоки до 8 мм в диаметре затруднительно ввиду сложности ее прохождения через горелку (она может запутываться с образованием петель и изгибов). Выходом является использование горелок с небольшим размером длины или применения дополнительного приспособления подачи проволоки внутри корпуса горелки.
При использовании толстой проволоки (от 1,2 до 1,6 мм в диаметре) нужно применять высокий сварной ток.
Плюсы и минусы сварки алюминия полуавтоматом
Любой полуавтомат для выполнения сварки имеет в своем устройстве источник получения сварочной дуги, горелки с защитным рукавом для проволоки, кабеля с зажимом на конце для подключения к детали, двигателя и редуктора.
Плюсы полуавтомата:
- Такое устройство аппарата позволяет использовать его в широком диапазоне с разными настройками, помогающими выбрать нужный режим проведения сварочного процесса.
- Контроль дуги можно проводить при любом положении горелки.
- Можно проводить сварку деталей любого размера. При необходимости соединения конструкций больших размеров проводить работу можно без использования защитного аргона.
- Аппарат обеспечивает высокую точность сварного шва.
- Обеспечивается экономный расход расходных материалов и электроэнергии с большой эффективностью.
- Аппараты полуавтоматического типа могут иметь небольшой вес и размеры, а также мобильность, позволяющую устанавливать их в нужном месте.
- Имеют высокий КПД, достигающий 95%.
Минусы полуавтомата:
- Основным недостатком полуавтомата инверторного типа является его высокая стоимость по сравнению с трансформаторными устройствами.
- Такие аппараты боятся пыли, которой в производственных условиях или на стройке достаточно. Поэтому, в отличие от других устройств, они нуждаются в регулярной чистке с продувкой инвертора.
- Электронные схемы управления регулировкой плохо реагируют на минусовые температуры, а перепады температур могут вызвать конденсат и вывести из строя систему.
Ознакомившись с процессом сварки алюминия с помощью полуавтоматического аппарата и его тонкостями, вы можете самостоятельно приступать к работе. Соблюдение всех рекомендаций статьи и правильного проведения технологического процесса позволит добиться качественного надежного соединения изделия из алюминия.
wikimetall.ru
Как варить алюминий полуавтоматом?
Сварка алюминия с помощью полуавтомата предполагает применение специального электрода в виде мягкой проволоки, которая должна подаваться к месту сваривания через специальный рукав, это происходит за счет особой системы роликов. Если имеется некоторый опыт в области сварочных работ, а также при наличии полуавтомата можно несколько изменить подход к данной технологии.
Прежде чем начать варить алюминий полуавтоматом, следует принимать во внимание, что этот металл значительно мягче по сравнению со сталью, поэтому подавать электродную проволоку нужно гораздо быстрее, нежели при работе с другими металлами.
Еще одним свойством алюминиевых изделий является очень высокая теплопроводность, что вынуждает применять большие токи. Лишь в этом случае удастся получить хороший и герметичный шов, нормально проварить металл. Если работы продолжаются достаточно долго, импульсы могут несколько снижаться. При сварке алюминия применение значительной силы тока позволяет уменьшить прилагаемые усилия и сократить время использования оборудования, соответственно, продлить срок его службы.
Каким аппаратом лучше пользоваться?
Чтобы сваривать алюминиевые изделия значительной толщины, понадобиться взять достаточно мощный аппарат. Если работы будут производиться регулярно, то необходимо приобрести оборудование, мощность которого должна быть не менее 200 А. Сварку алюминия специальным полуавтоматом производить гораздо комфортнее, если аппарат оборудован режимом пульсации. Она будет с легкостью пробивать оксидную пленку, которая образуется на поверхности металла при непосредственном контакте с воздухом.
Режим выдачи импульсов не допускает перегрева как самих заготовок, так и аппарата, соответственно, прожечь металл будет довольно проблематично. Также это влияет на создание качественного сварного соединения. Для надежного шва желательно использовать технологию сварки в аргоне, причем можно брать как чистый газ, так и с небольшим добавлением гелия. Этот факт сильно отличает работы от сварки стали, которая нуждается в создании среды углекислого газа. Если в аппарате стоят редуктор и регулятор, рассчитанные именно на углекислоту, их нужно будет заменить.
В качестве электрода лучше всего использовать проволоку, сделанную из алюминия. Если ее диаметр будет составлять 0,8 мм, сопло должно быть не менее 1 мм – это связано с тем, что при сильном нагревании алюминий серьезно расширяется.
Полуавтомат для сварки алюминия должен иметь подающий механизм с канавками, выполненными в форме буквы U. Стандартные канавки имеют вид буквы V – они не подойдут для данного материала. Оптимальным будет использование аппарата, в механизме которого предусмотрено сразу четыре ролика. Если это не предусмотреть, то заготовки в процессе проведения сварочных работ своими руками можно сильно повредить.
Кабельный канал, по которому будет подаваться сварочная алюминиевая проволока, должен быть сделан из графита или тефлона – это позволяет свести трение к минимуму. Кабель сварочной горелки должен быть не более трех метров.
Особенности проведения работ
Сварка алюминия полуавтоматом без аргона подразумевает постоянное поддерживание горящей дуги, причем ее длина значительно больше, чем при работе со сталью, – порядка полутора сантиметров. Если делать ее короче, то возникает опасность прожечь заготовку и не сплавить кромки. Основные технологические особенности сваривания алюминия своими руками заключаются в следующем.
- В автомат подачи проволоки вставляется алюминиевый электрод, сразу протягивается к горелке.
- На передней панели аппарата нужно настроить все необходимые показатели, связанные с силой тока, напряжением, мощностью и так далее.
- В систему включается баллон с аргоном.
- Заготовки нужно зачистить, сняв оксидную пленку, удалив все загрязнения.
- Приступают к проплавлению кратера в районе соединения заготовок, постепенно его заполняют жидким металлом.
- Образовавшееся углубление заливается алюминием вплоть до того, пока не будет полностью сформирован шов.
Полярность настраивают так, чтобы она была обратной, то есть отрицательный заряд будет подаваться на саму заготовку, плюсовая часть станет подаваться на электрод. Сварочный полуавтомат для сварки толстого алюминия желательно подключать к баллону, который должен содержать смесь аргона и гелия. Если заготовка довольно тонкая, то можно применять газ в чистом виде.
Подразумевается, что заготовки должны быть подготовлены к проведению сварочных работ. Если спросить об этом этапе опытного сварщика, то он скажет, что поверхность деталей в районе формирования шва должна быть очищена и обезжирена. Когда во время непосредственной сварки образовывается достаточно сильное загрязнение, в аргон можно добавить не более 3 % кислорода. Это будет выжигать всю грязь, появляющуюся в районе формирующегося шва.
Осуществлять проварку кратера желательно на будущем стыке. Его пробить можно с помощью импульсной технологии подачи напряжения на электрод. Когда работы подходят к концу, шов должен быть полностью закрыт расплавленным металлом. В дальнейшем ему нужно будет дать остыть до 400 градусов в аргоновой среде. Если упустить из виду данный момент, то это приведет к тому, что на поверхности сварного соединения образуется оксидная пленка. Это станет причиной снижения прочности шва.
Положительные моменты сварки алюминия
Относительно того, как варить алюминий, имеется несколько рекомендаций, позволяющих облегчить проведение работ.
- Полуавтоматическая технология сварки алюминия является не слишком дорогой, ее цена в плане себестоимости меньше по сравнению с аргоновой и другими технологиями.
- Полуавтоматическая сварка может применяться для различных материалов. Она является универсальной техникой, с которой работает большинство профессиональных сварщиков.
- Сама сварка осуществляется довольно быстро во многом за счет того, что присадочный материал или электродная проволока подается самостоятельно при помощи особого механизма.
- Сварочная проволока, необходимая для работ с алюминием, не является дефицитом – ее можно приобрести по невысокой цене.
- Оборудование и заготовки подготавливаются довольно быстро, к тому же все убирается за короткое время.
Однако стоит учитывать, что при сварке алюминия шов получится не слишком прочным, если не применять газ типа аргона. Без использования аргона обязательно нужно брать флюс. Зачастую приходится сваривать не алюминий, а его сплавы. Если не знать точно, из каких металлов состоит заготовка, а также их соотношение в сплаве, то подобрать наиболее подходящую проволоку весьма проблематично. Электрод нужно вести довольно быстро, из-за чего сформировать нормальный валик довольно сложно.
Однако главной сложностью, которая возникает при необходимости сваривания алюминия, является наличие на поверхности заготовок особой оксидной пленки, расплавить которую можно только при температуре более 2 тысяч градусов, причем сам алюминий плавится при меньшей температуре. Из-за слишком большого расширения при нагревании детали будут сильно сжиматься в размерах при остывании, что в конечном счете приведет к тому, что шов запросто может лопнуть либо заготовки будут претерпевать определенную деформацию. Все эти факторы нужно принимать во внимание перед началом работ.
Основы техники безопасности
Обязательно следует использовать различные средства защиты дыхания, кожи и зрения. В частности, перед началом работ нужно надевать респиратор, защитную маску, специальную уплотненную одежду, которая будет предохранять поверхность кожи от попадания брызг расплавленного металла. В процессе проведения работ выделяется весьма едкий белый дым, который при попадании в органы дыхания становится причиной сильного кашля и головных болей.
Данная технология представляет собой идеальное решение в случае, если имеется необходимость наплавить металл либо заполнить значительный зазор. В промышленном производстве такая методика проведения сварки с использованием алюминия встречается чаще всего во многом благодаря тому, что она позволяет получить в конечном итоге очень большой объем выполненной работы, так как выполняется очень быстро. Если сварщик квалифицированный, то он будет выдавать превосходную продукцию.
Сергей Одинцов
electrod.biz
www.samsvar.ru
Технология сварки алюминия полуавтоматом своими руками
Алюминий считают одним из самых сложно свариваемых металлов, которые применяются в современной промышленности, так как здесь может возникнуть множество проблем, которые мешают образованию ровного шва. Для увеличения качества применяются различные дополнительные средства, который нейтрализуют негативные свойства. Таким образом, сварка алюминия полуавтоматом не обходится без дополнительного оснащения, которое предназначено для защиты сварочной ванны. Для каждого случая может потребоваться свой набор средств и особые режимы оборудования.

Сварка алюминия полуавтоматом без газа
Сварка алюминия полуавтоматом осложняется еще тем фактором, что сварочная ванна является не вязкой, как это происходит со сталями, а жидкой, как это происходит при сварке нержавейки. Из-за этого возникают сложности у мастеров, которые не встречались с такого рода материалом. Одной из главных проблем свариваемости металла является образование на его поверхности оксидной пленки, причем это делается достаточно быстро. Из-за широкой распространенности в промышленной сфере мастерам часто приходится заниматься такого рода сваркой. Благодаря этому, постоянно идет улучшение этой отрасли.
Преимущества 
- Сварка алюминия полуавтоматом получается относительно дешевой, так как ее себестоимость ниже сварки аргоном и других способов;
- Полуавтомат применяется для многих процедур сваривания, так что это универсальная техника, с которой многие сварщики имеют опыт работы;
- Процесс сваривания происходит достаточно просто, благодаря автоматической подаче присадочного материала;
- Сварочная проволока, используемая для данного метода, всегда является доступной;
- Не требуется много времени, чтобы подготовить технику, а также потом убрать все после работы.
Недостатки
- Сварка алюминия полуавтоматом теряет надежность, если не используется газ, и швы получаются не самого лучшего качества;
- Использование флюса является обязательным, если нет аргона или другого защитного газа;
- Если неизвестен состав сплава, то трудно подобрать сварочную проволоку;
- Высокая скорость электрической сварки усложняет процесс формирования нормального валика шва.
Характерные сложности проведения работ
Свара алюминия полуавтоматом без аргона осложняется тем, что сварочная ванна данного металла очень подвержена влиянию внешних негативных факторов. Другой газ, или же его отсутствие, не дают должного уровня защиты, поэтому, после проведения операции может возникнуть трещина. Внутри шва появляются поры и раковины. Самой большой проблемой, которой осложняется сварка алюминия полуавтоматом, является оксидная пленка, которая плавится только при температуре выше 2 тысяч градусов, тогда как у алюминия этот показатель более чем в три раза ниже. Расплавленные капли металла просто оборачиваются в нее и не могут нормально свариться с остальной массой металла.

Сварка алюминия полуавтоматом без аргона
Технология сварки алюминия полуавтоматом предполагает учет усадки этого металла, так как коэффициент расширения у него заметно выше у других видов материала, поэтому, может возникнуть проблемы деформации, так как в месте соединения шов будет расширяться и это приведет к искажению поверхности заготовки. Также стоит отметить повышенную жидкотекучесть металла, из-за которой осложняется проведение процедур соединения во многих положениях. Сварка алюминия полуавтоматом требует точного выставления параметров, в том числе и скорости подачи присадочного материала.
Способы сварки полуавтоматом
Одним из самых надежных способов является сварка алюминия полуавтоматом в аргоне. Данный газ представляет собой инертную среду, которая надежно обволакивает сварочную ванну и создает непроницаемый слой, который ограждает от попадания кислорода из атмосферы и других негативных факторов. Использование аргона оказывается дорогостоящим мероприятием, так что его применяют только в самых ответственных ситуациях, когда идет соединение сложных металлов.
Сварка алюминия полуавтоматом без газа куда более простой и дешевый способ. Здесь используется электрод или сварочная проволока, а в качестве защиты выступает флюс или обмазка электрода. Именно в данном случае может наблюдаться наибольшее количество брака, но все проводится достаточно быстро и не требует длительной подготовки, поэтому данный метод пользуется популярностью, особенно в частной сфере.
Сварка алюминия полуавтоматом в среде углекислого газа является промежуточным процессом, между двумя предыдущими крайностями. Использование другого газа дает лучший эффект сваривания, позволяет подогревать металл перед соединением и в то же время его себестоимость является не столь высокой, как в случае использования аргона. Таким образом, сварка алюминия обычным полуавтоматом имеет несколько часто используемых различных разновидностей
Подбор полуавтомата
Благодаря тому, что полуавтоматическая сварка алюминия проводится удачно только тогда, когда соблюдены все параметры, при выборе техники стоит обращать внимание на диапазон и плавность регулировки данных параметров. Чем ниже минимальный ток, который может подавать техника, тем с более тонкими присадочными материалами может работать полуавтомат. Нормальной считается работа с электродами от 1,6 мм, но если будет более низкий параметр, то это к лучшему. Массивные и мощные аппараты могут работать и с материалами выше 5 мм толщиною, но зачастую они оказываются слишком массивными.
При работе в закрытых помещения стоит обращать внимание на наличие режима автоматического отключения. Он сможет прекратить работу техники, когда она будет работать в опасном для себя режиме. Также важным моментом является принудительная вентиляция, которая обеспечит более длительное время беспрерывной работы. Режимы подачи присадочного материала являются делом индивидуального выбора, так как многие мастера обходятся и без них. Так что если заняться вопросом, какой полуавтомат лучше для сварки алюминия, то следует сначала определиться с толщиной и типов деталей.
«Важно!
Чем больше делений на технике, тем более точно можно будет подстроить режим ее работы.»
Сварка алюминия полуавтоматом своими руками предполагает передерживание следующих режимов сваривания металла:
| Толщина детали, мм | Сила тока, А | Скорость сварки, м/час |
| 0,6 | 70 | 73 |
| 1,3 | 125 | 153 |
| 1,6 | 130 | 73 |
| 2,3 | 235 | 73 |
| 3 | 315 | 73 |
Подготовка алюминия к сварке
Перед началом соединения имеющиеся заготовки стоит тщательно подготовить, чтобы они лучше сваривались. Обработка состоит из нескольких этапов, без которых возникает риск образования трещин и неровного образования шва. Первой процедурой является зачистка. Следует очистить металл от грязи, налета, масла, жира и прочих лишних вещей. Это делается механическим путем при помощи щетки по металлу. Если толщина заготовки относительно небольшая, то можно обработать и при помощи наждачной бумаги.

Зачистка алюминия перед сваркой полуавтоматом
На второй стадии происходит обработка растворителями. Это требуется для уничтожения налета и оксидной пленки, которые могли остаться после механической обработки. В качестве растворителя можно использовать ацетон и прочие подобные вещи. Жидкостью нужно протереть место будущего соединения. Если толщина заготовки составляет от 4 мм и выше, то во время подготовки нужно еще обработать кромки. В ином случае металл не сможет провариться на нужную глубину. Угол скоса может составлять от 30 до 45 градусов.
Инструкция
Технология сварки алюминия полуавтоматом предполагает следованию следующим шагам:
- Подготовительная процедура, которая помогает ликвидировать все налеты и прочие негативные явления, которые будут мешать свариванию;
- Выставление заданных параметров для работы техники с конкретной заготовкой;
- Нанесение флюса на место сваривания;
- Проведение самого процесса сваривания, с учетом нестабильного поведения металла, а также коэффициента его расширения, который правятся уже во время остывания;
- После окончания сварки нужно подождать, пока металл остынет и проверить качество соединения при помощи керосина или другим способом;
- Путем обработки придать шву красивый эстетический вид.
«Важно!
Благодаря высокой текучести металла в расплавленном состоянии все процедуры проводятся в нижнем положении.»
Техника безопасности
Во время работы нужно соблюдать меры предосторожности. Необходимо использовать сварочную маску, одежду, которая бы защитила от попадания расплавленного металла и искр и так далее. Запрещает варить на открытом воздухе во время осадков. При использовании газа нужно отодвигать баллоны на расстояние от 5 метров и больше от открытого огня. Перед каждым запуском техники нужно убедиться в ее работоспособности, чтобы во время работы не возникло непредвиденных опасных ситуаций. Это касается соединения электрических проводов и целостности газовых шлангов, которые могут стать причиной несчастного случая.
svarkaipayka.ru
Можно ли варить алюминий полуавтоматом: особенности работы
Алюминий — очень популярный материал. Он широко используется при изготовлении разнообразных строительных конструкций, бытовой техники и многого другого. Алюминий отличается высокими эксплуатационными характеристиками, но является очень капризным. Нередко у пользователей возникают вопросы о том, можно ли варить его полуавтоматом. Конечно, можно. Но для варки нужно использовать строго определенное оборудование и расходные материалы. Кроме того, необходимо знать об особенностях подобной варки и строго следовать инструкции.

Схема сварки алюминия полуавтоматом.
Основные особенности работы с алюминием
Варить алюминий полуавтоматом можно с применением плавящихся электродов. Конструкции варятся на подкладках с формирующей канавкой. Подобный процесс имеет ряд преимуществ. Главным из них является высокая производительность такого метода, которая существенно повышается с увеличением толщины обрабатываемого материала.

Таблица характеристик алюминиевых сплавов.
Процесс сварки алюминия полуавтоматом с использованием плавящихся электродов выполняется в условиях постоянного тока обратной полярности. Дуга горит в парах плавящегося металла. Катодное пятно на поверхности сварочной ванны в процессе работы подвергается постоянному воздействию потока ионов алюминия. По достижении поверхности ионы выделяют тепло в больших количествах. Благодаря этому тугоплавкая оксидная пленка разрушается. Но важно учитывать тот факт, что разрушается по такой схеме лишь тонкая оксидная пленка. Для того чтобы разрушить более грубые образования, перед началом варки полуавтоматом с материала нужно будет удалить пленку травлением или механически.
При расплавлении электрода дугой между электродной проволокой и свариваемыми шинами образующиеся капли жидкого металла будут заполнять пространство между кромками и создавать шов. Варить полуавтоматом можно в разных пространственных положениях. Для работы лучше использовать полуавтоматы с тянущими механизмами подачи.
Алюминий часто варится с применением импульсно-дуговой сварки. На сварочный ток накладывается импульс, что позволяет уменьшить время нахождения металла сварочной ванны в жидкой фазе. Этот метод способствует повышению механических характеристик сварного соединения и делает варку в разных пространственных положениях более легкой.
Вернуться к оглавлению
Как форма шва зависит от режима сварки

Схема классификации сварных швов.
При работе с алюминием при помощи полуавтомата важно знать, как режим сварки влияет на форму шва. Необходимо учитывать, что такие параметры, как глубина провара и геометрические характеристики шва, напрямую связаны практически со всеми факторами режима сварки. Чем меньше будет диаметр электрода, тем глубже провар. Данная зависимость становится особенно выраженной при работе с небольшими токами. С повышением сварочного тока зависимость глубины провара от диаметра электрода становится менее выраженной.
Ширина шва тоже зависит от диаметра электрода. Так, чем он больше, тем шире можно получить сварочный шов.
Чтобы разобраться во всех тонкостях варки алюминия полуавтоматом, нужно знать еще и о зависимости глубины провара от скорости сварки. Низкая скорость будет обеспечивать минимальный провар. С увеличением скорости провар будет увеличиваться до достижения некоторого критического значения, после чего увеличение скорости будет уменьшать глубину провара. Однако в тех режимах, которые чаще всего используются при работе с полуавтоматами, скорость, как правило, не оказывает существенного влияния на глубину провара.
Скорость сварки и ширина сварочного шва находятся в обратной зависимости. Чем медленнее будут поперечные движения конца электрода, тем шире будет шов. Данная зависимость очень важна, ее нужно обязательно учитывать при обработке алюминиевых изделий полуавтоматом.
Вернуться к оглавлению
Сложности, о которых нужно знать

Схема устройства сварочного полуавтомата.
Варка алюминия полуавтоматом имеет ряд сложностей. Главной из них является уже упоминавшаяся ранее оксидная пленка. Она образуется на поверхности изделия и имеет такую температуру плавления, которая существенно превышает этот показатель для самого алюминия. Технология сварочных работ с алюминием такова, что обеспечить хороший шов можно, только если получится пробить пленку и расплавить уже сам алюминий. Поэтому идеальным вариантом является импульсная сварка.
Во время работы нужно быть очень осторожным, чтобы не прожечь саму алюминиевую деталь, т.к. металл имеет относительно низкую температуру плавления и высокую теплопроводность. Поэтому прежде, чем приступать к варочным работам, необходимо прогреть саму заготовку. Благодаря этому будет увеличена глубина провара.
Помимо этого, прежде чем начинать варить алюминий полуавтоматом, деталь обязательно необходимо зачистить при помощи металлической щетки. Благодаря этому слой оксидной пленки будет разрушен, а скорость варки и проплавление детали увеличены. Алюминий нужно начинать сваривать не позднее чем через сутки после затирки.
В процессе работы необходимо поддерживать постоянную длину дуги. Как правило, она составляет 1,2-1,5 см. В случае если длина дуги превысит требуемую, будет несплавление, если же она будет меньше — прожог. Эта характеристика зависит от химического состава обрабатываемого сплава и толщины заготовки. Разные марки сплава должны вариться при соответствующих режимах, т.к. их теплопроводность различается.
Алюминий быстро набирает твердость и остывает. Из-за этого в процессе заварки кратера в конце шва могут возникнуть некоторые сложности. Для успешного выполнения этого этапа понадобится либо соответствующий навык, либо специальный полуавтомат, который будет давать более сильный ток в начале работы, пробивая окисную пленку и разогревая алюминий, и более слабый ток при завершении работы для заварки кратера.
Вернуться к оглавлению
Требования к оборудованию и расходным материалам

Типы сварных соединений и швов.
Алюминий — это капризный металл. Варить его можно только при наличии соответствующих навыков и качественного сварочного аппарата. Под это можно приспособить практически любой полуавтомат. Однако если вы хотите получить сварной шов превосходного качества и для вас важен презентабельный вид детали, то лучше использовать для такой работы полуавтомат с импульсным режимом и функцией сварки алюминия или инверторный агрегат аргонодуговой сварки.
Полуавтоматы популярнее благодаря тому, что позволяют выполнять работу с более высокой скоростью. Работа с аргонодуговой сваркой на переменном токе потребует примерно в 3 раза больше времени.
Для работы с толстым металлом нужно взять аппарат более высокой мощности. Если планируется регулярная варка алюминия, то приобретите агрегат мощностью свыше 200 А. В идеале модель должна обладать режимом импульсной сварки. Такой режим позволит разрушать оксидную пленку и исключать возможность перегрева и прожога заготовки. Импульсный режим позволяет получать сварные швы более высокого качества.
При сварке алюминия применяется чистый аргон. Если варятся толстые листы, нужно использовать смесь аргона с гелием. Сварка выполняется с применением алюминиевой сварочной проволоки. Особого внимания заслуживает горелка полуавтомата. Ввиду того что алюминиевая проволока является очень мягкой, шланг горелки должен быть прямым, без скручиваний и не больше 3 м. В целях снижения трения проволоки обыкновенный канал в горелке следует заменить специальным тефлоновым под алюминий. Если трехметрового шланга горелки недостаточно, необходимо будет купить агрегат с отдельно подающим механизмом. Они оснащаются пятиметровым кабелем и возможностью его дополнительного удлинения до 20 м. Это позволит отдалиться от источника настолько, насколько требуется, и работать с трехметровой горелкой без риска залома алюминиевой проволоки в ее канале.
Для сварки алюминия необходимо использовать специальные контактные наконечники. Их отличием от обычных является большее по размерам отверстие. Такая необходимость обоснована тем, что при нагреве алюминий расширяется сильнее стали.
Для работы с алюминием лучше всего подходят полуавтоматы с четырехроликовым прижимным механизмом.
Ролики должны быть с U-образной канавкой. Давление прижимного механизма должно быть как можно меньше.
Варка алюминия имеет еще одно важное отличие от варки стали. При работе с алюминием подача проволоки будет больше, чем в случае со сталью. Это и все другие перечисленные выше особенности очень важны. Такие строгие требования назначены в первую очередь для того, чтобы полуавтомат не заминал мягкую алюминиевую проволоку в процессе ее подачи при выполнении сварочных работ.
Таким образом, если вы хотите приобрести обыкновенный сварочный полуавтомат для работы с использованием классической стальной проволоки, но изредка вам нужно будет варить и алюминий, то можете смело покупать приглянувшуюся модель. Однако сразу же учитывайте тот факт, что использование полуавтомата для варки алюминия требует определенного опыта, навыков и смекалки. Если же чаще всего вы будете варить именно алюминий, то подберите полуавтомат соответствующего профиля с необходимыми опциями и функциями. Удачного выбора и отличной работы!
moiinstrumenty.ru
Как варить алюминий полуавтоматом: пошаговая инструкция
Алюминий и всевозможные сплавы на его основе широко используются при изготовлении разного рода строительных конструкций, бытовой техники, в судостроении и множестве других отраслей. При появлении повреждения или поломке какого-либо алюминиевого изделия в большинстве случаев его можно исправить при помощи сварки. Существуют различные способы сварки данного материала. Нужно лишь разобраться в том, как варить алюминий, и работу можно будет выполнить не хуже, чем это сделал бы опытный сварщик.

Для сварки алюминия понадобится специальная алюминиевая проволока для подачи к зоне сварки через сварочный рукав.
Сложности сварки алюминия
Технология сварки алюминия имеет ряд особенностей, связанных со свойствами и характеристиками этого материала. При воздействии с кислородом изделия из алюминия покрываются оксидной пленкой. И при желании самостоятельно варить алюминий полуавтоматом исполнителю нужно знать, что данная пленка имеет гораздо более высокую температуру плавления, чем сам металл. Перед началом сварки алюминия полуавтоматом данную пленку нужно обязательно удалить. Это можно сделать химически при помощи так называемых флюсов либо механически с помощью металлической щетки.
Следующий момент, о котором нужно знать каждому, кто решил самостоятельно варить алюминий полуавтоматом, это зависимость прочности материала от температуры, воздействию которой он подвергается. Алюминий резко теряет прочность с повышением температуры. Металл кромок может разрушиться даже под весом сварочной ванны. Также металл характеризуется высокой текучестью и может вытекать сквозь сварочный шов. Габариты сварочной ванны тяжело контролировать по той причине, что в процессе нагрева алюминий не изменяет свой цвет. Для предотвращения прожогов используются подкладки из металла или керамики.

Таблица характеристик алюминиевых сплавов.
Алюминий и различные сплавы на его основе характеризуются низким модулем упругости и существенным значением коэффициента линейного расширения. Ввиду этого высок риск появления деформации конструкций. С целью снижения риска нужно использовать такие приемы, как:
- Предварительный подогрев изделий перед началом сварки.
- Электросварка с оптимально подобранными режимами.
В процессе сварки алюминия в структуре материала появляется пористость. Максимальный ее процент сосредотачивается в районе шва и снижает его качественные показатели. Ввиду того что рассматриваемый материал характеризуется высокой теплопроводностью, в процессе сварки алюминия необходимо использовать мощные источники тепла.
Под воздействием внутренней деформации при застывании металла в шве алюминия могут появиться горячие трещины. Чтобы избежать их появления, в сварные швы нужно добавлять модификаторы. Непосредственно швы не рекомендуется делать на слишком маленьком расстоянии друг от друга.
Работа с полуавтоматом: основные моменты
Сварка алюминия может выполняться в полуавтоматическом и автоматическом режимах. Применяются плавящиеся электроды. Для предотвращения перегрева металла используются подкладки. Это позволяет существенно повысить производительность и качество выполняемых работ.

Схема сварки алюминия полуавтоматом.
Сварка алюминия полуавтоматом выполняется на постоянном обратном токе. На сварочной ванне будет находиться катодное пятно. Оно подвергается воздействию тока. По достижению поверхности металла происходит нейтрализация ионов. Процесс сопровождается интенсивным выделением тепла. Под таким воздействием оксидная пленка на поверхности металла разрушается. Но нужно обязательно знать, что разрушается исключительно тонкий слой. Для удаления более грубых образований металл обязательно обрабатывается методом травления или же при помощи щетки до начала сварочных работ.
Электрод расплавляется под воздействием дуги, находящейся между проволокой и свариваемыми деталями. Капли расплавленного металла электрода образуют шов. Варить алюминий полуавтоматом можно в разных положениях. При выборе автомата для сварки лучше всего отдавать предпочтение механизмам тянущего типа.
Хорошо зарекомендовал себя метод импульсно-дуговой сварки. Благодаря наложению импульса на ток сварки происходит значительное снижение времени нахождения металла ванны в состоянии жидкой фазы. Этот метод способствует улучшению механических характеристик соединения и делает сварку в разных положениях более легкой.
Влияние режима сварки на форму шва
При самостоятельной варке алюминия полуавтоматом нужно знать, какие факторы влияют на глубину провара и характеристики шва, и обязательно учитывать эти моменты при выполнении работы.

Влияние режимов сварки на форму шва.
На глубину провара существенно влияет изменение сварочного тока. Чем он выше, тем больше глубина. На ширину сварочного шва сила тока не оказывает почти никакого значения.
Для уменьшения глубины провара можно использовать электроды меньшего диаметра. С повышением силы тока зависимость глубины провара от диаметра используемого электрода уменьшается. Ширина шва также зависит от диаметра электрода. Чем он больше, тем шире получится шов.
Глубина провара зависит от скорости выполнения работы. На низких скоростях провар будет минимальным. С увеличением скорости до некоторого момента он будет возрастать. После того как будет достигнуто это критическое значение, с увеличением скорости глубина провара будет снижаться. В случае с наиболее часто используемыми режимами сварки изменение скорости не оказывает особого влияния на глубину провара.
С повышением амплитуды поперечных движений сварочным электродом ширина шва будет увеличиваться. При варке алюминия полуавтоматом данная зависимость широко используется.
Пошаговая инструкция по сварке алюминиевых изделий
Для выполнения сварочных работ с применением алюминия вам понадобится следующее:

Схема процесса сварки алюминия полуавтоматом.
- Сварочный полуавтомат и плавящиеся электроды.
- Печь для предварительного нагрева алюминия или другой прибор, способный нагреть металл до 250-400 °С.
- Газосварка.
- Небольшой прут из алюминия.
- Алюминиевая проволока.
Прежде чем приступать к работе, нужно тщательно очистить кромки изделий. Это можно сделать при помощи стальной щетки, пескоструйного аппарата или бензина. Подойдет и водный раствор каустической соды. Далее, чтобы предотвратить появление коррозии, кромки необходимо промыть проточной водой. Подготовительные работы следует завершить не позднее чем за 2-3 часа до начала варки.
Для сборки изделий перед сваркой используйте специально предназначенные для этого приспособления. Очень важно обеспечить максимально жесткое крепление, чтобы предотвратить появление деформаций и коробления. Изделия необходимо прижимать друг к другу до появления между ними минимального зазора.
Стыковые соединения варятся на площадках с канавками. Благодаря им будет обеспечена сохранность варочной ванны и формирование шва с обратной стороны. Подкладки чаще всего делаются из нержавейки. Ширина канавок должна быть в 2-3 раза больше толщины свариваемых деталей.
Если варка алюминия будет выполняться на токах высокой мощности, нужно использовать прокладки с водяным охлаждением.

Схема устройства свароного полуавтомата.
При толщине металла до 3 мм прихватка должна быть сделана на всю глубину изделия. В случае же если детали имеют более высокую толщину, то глубину прихватки подбирайте в соответствии с формой разделки и требуемыми характеристиками и особенностями сварного соединения.
Конструкции, которые в дальнейшем не будут подвергаться серьезным нагрузкам, варятся покрытыми электродами. Для достижения нужного проплавления свариваемые изделия предварительно подогреваются до 250-300 °С. Варка осуществляется на постоянном обратном токе. Если вам предстоит варить более ответственные конструкции из металла большей толщины, подогревать нужно до 400 °C.
Запомните все эти рекомендации и придерживайтесь их при выполнении сварочных работ. В противном случае на высокое качество и хороший вид соединений можно не рассчитывать. Немного попрактиковавшись, вы научитесь варить алюминиевые изделия не хуже профессионального сварщика. Удачной работы!
moyasvarka.ru
Технологический процесс сварки алюминия полуавтоматом
- Содержимое:
- Технология сварки алюминия полуавтоматом
- Настройка полуавтомата для сварки алюминия
- Какой полуавтомат выбрать для сварки алюминия
 Технологический процесс позволяет для сварочных работ по алюминию использовать инверторы. Но наиболее качественный результат дает сварка алюминия полуавтоматом.
Технологический процесс позволяет для сварочных работ по алюминию использовать инверторы. Но наиболее качественный результат дает сварка алюминия полуавтоматом.- Какие особенности имеет технологический процесс?
- Что необходимо учитывать во время работ?
Технология сварки алюминия полуавтоматом
Алюминий является одним из самых сложных металлов, что касается обработки. Он хорошо пропускает электричество и тепло, причем этот коэффициент приблизительно в четыре раза выше, чем у обычной стали. В результате при наложении сварного шва создаются определенные сложности.Даже используя полуавтомат для сварки алюминия можно не достичь желаемого результат, если не соблюдать определенных правил и не учитывать особенности технологического процесса. А именно:
 Сварка алюминия полуавтоматом выполняется в среде инертных газов. В большинстве случаев используется аргон, иногда допускается исключение в виде смеси аргона и гелия.
Сварка алюминия полуавтоматом выполняется в среде инертных газов. В большинстве случаев используется аргон, иногда допускается исключение в виде смеси аргона и гелия.- Сопло для проволоки, которое имеет полуавтомат для сварки алюминия должно быть несколько больше ее диаметра. Это необходимо чтобы обеспечить достаточное пространство для движения проволоки в процессе выполнения работ. Как правило, используемая проволока расширяется при нагревании.
- Поверхность металла покрывает оксидная пленка. Перед тем как начать использовать сварочный полуавтомат для сварки алюминия необходимо зачистить обрабатываемую заготовку.
- Чтобы добиться качественного результата, необходимо постоянно поддерживать необходимые параметры сварки алюминия. Длина дуги должна быть в пределах 12-15 мм. Полуавтоматическая сварка по алюминию выполняется медленно, высокая скорость будет препятствовать полной проварки детали.
 Сварка полуавтоматом без газа возможна только при использовании специальной порошковой проволоки. Порошковая проволока при нагревании создает защитное облако, препятствующее попаданию кислорода на электрод в процессе горения.
Сварка полуавтоматом без газа возможна только при использовании специальной порошковой проволоки. Порошковая проволока при нагревании создает защитное облако, препятствующее попаданию кислорода на электрод в процессе горения.- Сварной шов может деформироваться после остывания. Чтобы не произошло деформации шва необходимо оставить включенной подачу аргона на несколько секунд после выключения дуги. Дефекты при сварке алюминия достаточно частое явление, некоторые вопросы можно решить благодаря использованию импульсного четырехтактного режима.
Помимо понимания основных принципов сварки алюминия на полуавтомате, для успешного выполнения работ мастеру будет необходимо правильно выставить рабочий режим оборудования: мощность, скорость подачи проволоки и т. д.
Настройка полуавтомата для сварки алюминия
Алюминий является самым сложным металлом для проведения сварочных работ не только по причине химических особенностей, но и потому, что для выполнения работ от мастера потребуется выставить точные настройки в используемом аппарате. При этом ему потребуется учесть:- При сварке алюминия полуавтоматом образуется копоть, что затрудняет рабочий процесс.
- Следует выставить оптимальные параметры: напряжения, силы тока, скорости подачи тока, полярности и т. д. Для полуавтоматической сварки алюминиевых сплавов потребуется также правильно подобрать расходные материалы.
Непосредственно перед началом работ выполняется следующее:
 Подготовительные работы - подбираются наконечники для полуавтомата в зависимости от диаметра используемой проволоки. Заготовки зачищаются абразивным материалом.
Подготовительные работы - подбираются наконечники для полуавтомата в зависимости от диаметра используемой проволоки. Заготовки зачищаются абразивным материалом.- Выбирается режим сварки необходимый для алюминия. Большинство моделей полуавтоматов позволяют выполнить работы по наложению сварного шва разными способами. Оптимальным считается импульсный режим работы.
- Включается аппарат, вставляются необходимые параметры в зависимости от выбранного режима полуавтоматической сварки по алюминию. Требования относительно силы выходного тока и напряжения можно посмотреть в специальных ГОСТах.
Особенностью сварки алюминия является необходимость держать горелку под правильным углом и на необходимом расстоянии от обрабатываемой поверхности. Чрезмерный нагрев металла может привести к его деформации.
Какой полуавтомат выбрать для сварки алюминия
Выбор аппарата полуавтомата для сварки алюминия зависит от интенсивности использования оборудования и его основного предназначения. При выборе установки следует руководствоваться следующими принципами:- Мощность - для постоянной эксплуатации подойдет модель с показателем более 200А, профессионального типа.
- Режим работы - оптимальным является импульсный полуавтомат, обозначается маркером PULSE на корпусе. Импульсный режим предназначен для того чтобы одновременно пробить окисную пленку и не прожечь металл. Как правило, при должном опыте импульсный режим обеспечивает хорошее качество шва и его прочность.
- Тип напряжения - некоторые модели способны подключаться к обычной электросети, но в основном все сварочные полуавтоматы для сварки алюминия работают от трехфазного напряжения в 380В. Трехфазное подключение обеспечивает более равномерную нагрузку и соответственно меньшую волну дуги.
На выбор установки может оказать влияние производитель оборудования. Популярностью пользуются модели итальянских и немецких концернов, но также хорошо зарекомендовали себя и отечественные компании.
Процесс сварки алюминия является одним из самых сложных и проблематичных и обычно выполняется квалифицированными мастерами с надлежащим образованием и опытом работ.
stroy-plys.ru
Сварка алюминия полуавтоматом с газом (аргоном) и без
Устройства, в которых выступающая в качестве электрода проволока и защитный газ подаются в сварочный пистолет при нажатии на кнопку или курок, появились уже довольно давно. Их изначально высокая цена постепенно снизилась. Они появились не только в арсенале крупных предприятий, но и стали доступны людям, желающим приобрести подобное оборудование для собственных нужд. И все же, несмотря на значительное количество размещенных в сети статей и видео, условия, в которых протекает этот процесс, для многих остаются не слишком понятными.

Развеем мифы
Попытаемся разъяснить интересующую многих тему. А чтобы не возникло недопонимания, постараемся, для начала, избавиться от домыслов и мифов, которые преследуют популярную технологию.
- Чистый алюминий практически никогда не употребляется в производстве, поскольку не обладает всеми необходимыми механическими свойствами. В большинстве случаев изготовителям приходится иметь дело со сплавами алюминия или, как минимум, металлом, насыщенным различными добавками.
- Чистый алюминий токсичен, но не способен нанести человеку вред при контакте, поскольку практически мгновенно покрывается оксидной пленкой. Таким образом, мы вступаем в контакт уже с оксидом алюминия и утверждение о том, что перед сваркой металла с его поверхности следует удалить окислы, теряет всякий смысл. На самом деле, поверхность свариваемых деталей должна быть очищена от загрязнений.
- В атмосферных условиях сварка алюминия полуавтоматом без газа невозможна. Место, где накладывается шов, должно быть защищено от воздействия внешней среды. Даже в том случае, когда газ не подается вместе со сварочной проволокой, он возникает при сгорании используемого флюса, создавая, таким образом, необходимую защиту. Существуют электроды с покрытием, выделяющим при сгорании защитный газ, но в полуавтоматах они не используются.
- Миг-сварка – это не название технологии, а термин, появившийся в нашей стране благодаря появлению на рынке полуавтоматов марки MIG. На самом деле, сварка алюминия может производиться на оборудовании любой фирмы, благо, что в различных производителях сейчас уже нет недостатка. Главное, чтобы используемый аппарат был качественным и исправным. Можно ли изготовить сварочный полуавтомат самому? В принципе да, но будет ли он дешевле заводского, и соответствовать всем необходимым требованиям?
Факты – упрямая вещь
Покончив с мифами, перейдем к реальным фактам, действительно оказывающим влияние на работу с перспективным, но не слишком послушным материалом.
- Наиболее простым способом обеспечить защиту свариваемого участка деталей от воздействия внешней среды является подача под давлением аргона. Этот благородный газ вполне доступен, хотя и стоит несколько дороже, чем используемый при работе со сталью углекислый газ. Хорошие результаты дает применение смеси аргона и гелия. Поскольку мы уже выяснили, что сварка алюминия полуавтоматом без аргона невозможна, то при отсутствии газа придется раздобыть где-то флюс.
- В состав флюсов для сварки алюминия, как правило, входят соли щелочных и щелочноземельных элементов и, в небольшом количестве, активизирующие химический процесс фтористые компоненты. Существует множество рецептов различного состава, подбираемых в зависимости от характеристик металла, с которым предстоит иметь дело. Так, для сварки получивших распространение алюминиево-марганцевых сплавов хорошо подходят флюсы АН-А1 и АН-А4. При их использовании соединительный шов получается ровным, однородным и не содержит посторонних включений.
- Даже при использовании защитного газа наилучшие результаты удается получить, обработав поверхность соединяемых деталей флюсом. Однако такая обработка занимает некоторое время и замедляет ход работ.
- В промышленных условиях для проведения работ лучше всего использовать оснащение, использующее принципы импульсной сварки. Именно с его помощью достигается оптимальный результат. Ввиду относительной сложности и дороговизны подобного оборудование, все более широкое распространение получают инверторные сварочные полуавтоматы. Не слишком уступая в качестве соединительного шва, они проще, и вполне могут быть использованы даже в домашних условиях.
- Особое внимание следует уделять качеству сварочной проволоки. Ее химический состав бывает различен, и должен подбираться с учетом химического состава, используемого для изготовления деталей алюминиевого сплава. Проволока низкого качества, не имеющая равномерного сечения и обладающая низкими механическими свойствами, затрудняет работу и часто приводит к повреждению оборудования.
Особые требования
Механические характеристики применяемой для сварки алюминия проволоки заставляют предъявлять определенные требования к конструкции полуавтоматов и их эксплуатации.
- Недопустимо, чтобы длина подающего шланга превышала три метра, а его защитная оплетка была склонна к скручиваниям или изломам. Важно, чтобы канал, по которому проходит проволока, был максимально ровным, без резких поворотов. Оптимально, если сам подающий канал изготовлен из тефлона.
- Механизм подачи должен протягивать проволоку без рывков, обеспечивая минимальное механическое воздействие на ее поверхность. Его компоненты следует своевременно осматривать на наличие повреждений и почаще смазывать, обеспечивая свободное вращение роликов.
- Наилучшие результаты удается получить на оборудовании, в конструкции которых предусмотрена возможность плавной и точной регулировки всех параметров. Важно все – сила тока, скорость, с которой подается проволока, количество поступающего газа. Поскольку воздействие внешней среды может сказаться на качестве сварного шва в процессе его формирования, прекращение подачи газа должна происходить не одновременно с выключением тока, а с задержкой порядка 5 – 7 секунд.
Сварка алюминия полуавтоматом требует от занимающегося ей специалиста определенных навыков и мастерства. И хотя посмотреть на видео, как работают профессионалы, не составляет проблемы, придерживаться их рекомендаций безоглядно не стоит. Такую информацию лучше всего использовать в качестве отправной точки, оттолкнувшись от которой можно поэкспериментировать и самому набраться опыта. Это важно, поскольку отличающиеся по составу и толщине материалы ведут себя по-разному, так же как и полуавтоматы, выпущенные различными производителями.
Достоинства и недостатки
Подводя итог, стоит заметить, что сварка алюминия полуавтоматом удобна, но все же не идеальна. Она имеет свои достоинства и недостатки.
При оценке преимуществ, несомненно, следует упомянуть следующие:
- Относительно низкую, по сравнению с другими технологиями, стоимость процесса. Благодаря этому он доступен как для больших предприятий, так и для частных специалистов.
- Универсальность оборудования. Оно может быть использовано для сварки различных материалов. Достаточно просто заменить подаваемые в сварочный пистолет газ и проволоку и произвести не слишком сложные регулировки.
- Доступность необходимых материалов. С ростом популярности технологии в проволоке, газе и флюсах не стало недостатка.
- Высокая скорость выполнения работ, подготовка к которым также не занимает много времени.
Что до недостатков, то к ним относятся:
- Обязательное использование защитного газа или флюсов. Без них качества соединения будет крайне низким
- Трудность подбора сварочной проволоки при отсутствии информации о составе материала, из которого изготовлены детали.
- Скорость протекания процесса требует от сварщика сноровки. Людям с плохой реакцией освоить сварку алюминия полуавтоматом бывает не под силу.
Вникать в особенности технологии можно очень долго, ведь на эту тему написано немало серьезных научных прудов. Но надеемся, что изложенной информации будет достаточно для того, чтобы на первом этапе оценить возможности процесса и принять решение о необходимости его использования.
Поделись с друзьями
0
0
0
0
svarkalegko.com
Сварка алюминия полуавтоматом своими руками (видео)
Сварка алюминия полуавтоматом — особый технологический процесс, в результате которого получают сплошной шов. Соединение алюминиевых деталей и конструкций имеет свои особенности. Процесс выгоден экономически, высокопроизводителен и механизирован.

Схема сварки алюминия полуавтоматом.
Промышленность использует соединение алюминиевых конструкций при изготовлении судов. Сварка металла применяется при производстве цистерн, паровых турбин, котлов, цельнометаллических конструкций.
Плюсы и минусы создания алюминиевых сварных конструкций
Производство новых изделий сопровождается усовершенствованием литых или кованых конструкций, их заменой на современные комбинированные элементы, содержащие алюминиевые детали. Внедрение полуавтомата в процесс соединения конструкций приводит к таким прогрессивным результатам, как:

Таблица характеристик алюминиевых сплавов.
- экономия металла;
- уменьшение трудоемких работ;
- установление минимальной себестоимости.
Свойства алюминия позволяют создавать легкие конструкции, использующие минимум топлива. Металл обладает прочностью и легкостью. Он имеет низкую температуру плавления в 660 °C, которая влияет на технологию обработки изделий. Металл обладает высокой коррозийной устойчивостью, образует оксидную пленку на поверхности.
Для сваривания конструкций применяют сплавы или чистый алюминий. Его соединения делятся на 2 группы:
- системы легирования марки АМц;
- более сложные процессы легирования Al-Mg-Cu или Al-Zn-Mg-Cu.
Вернуться к оглавлению
Затруднения, возникающие при соединении алюминиевых конструкций

Влияние режимов сварки на форму шва.
В процессе создания сварного шва формируется трудно расплавляемая пленка из окисла А1203, имеющая плотность, превышающую аналогичные параметры у алюминия. Оксидное образование покрывает кромки шва, затрудняет соединение деталей с другими металлами. Перед началом работы сварщик проводит мероприятия по очистке металла методом травления. Используют активные флюсы, растворяющие окисел, переходящие в летучие соединения. Излишки шлака в виде едкой щелочи и неиспользованный флюс приводят к появлению коррозии алюминия. Водород способствует образованию пор и создает большие трудности в работе.
Опытному рабочему не стоит большого труда установить начало плавления металла, т. к. в процессе нагревания цвет алюминия не изменяется. Высокие температуры при сварочных работах вызывают разрушение металла в местах нерасплавившихся кромок швов. Алюминий обладает высокой текучестью и удаляется при сварке через основание швов. Во избежание прожогов сварщик применяет графитовые или стальные прокладки. При повышении температуры до 500 °С конструкция может полностью разрушиться.
Полуавтомат для сварки алюминия создает соединение между деталями, которое легко коробится из-за значительной величины линейного расширения материала. В процессе работы металлические листы крепят специальными прижимами на стенды.
Большое внимание уделяется работе по подготовке алюминиевой проволоки для сварки. Используют несколько способов ее очистки:

Схема устройства сварочного полуавтомата.
- Механический.
- Химический.
- Электрический.
Для работы готовят необходимый инструмент:
- наждачные принадлежности;
- металлические щетки.
При использовании химического способа очистки лучше сразу приготовить:
- флюсы для сварочных работ;
- средства для травления.
Сварка алюминия полуавтоматом используется для соединения конструктивных деталей, имеющих толщину кромки более 8 мм.
Вернуться к оглавлению
Виды соединений сплавов алюминия

Таблица характеристик электродов для сварки.
Листы сваривают с соблюдением корректного режима соединения для предотвращения дефектов, влияющих на механические параметры сварного шва. Алюминиевые сплавы имеют высокую теплопроводность, образуют окислы и обладают значительной отражающей величиной. Имея неоднородную структуру, сплав характеризуется различными параметрами упругости и пластичности в шве.
Алюминиевые сплавы маркируются согласно ГОСТ 4784-97, который включает в свой перечень сам металл и его деформируемые соединения. В них содержание примесей составляет не более 1,0%. Высокопрочные и умеренно прочные соединения металла обладают стойкостью к коррозии, образуют двойные соединения с другими металлами.
ГОСТ 7871-75 предлагает применять для сварочных работ проволоку из алюминия. Оксидная пленка, покрывающая сплавы, не разрушается при высокой температуре, заполняет швы, снижая свойства свариваемых деталей. Сварка алюминия полуавтоматом осуществляется с применением проволоки большого диаметра, уменьшением количества присоединенных элементов в образовавшемся шве.
Вернуться к оглавлению
Работы по подготовке кромок конструкций к соединению полуавтоматом
Опытный сварщик уделяет большое внимание подготовке деталей к работе. Для алюминиевых листов имеются рекомендации по их обработке перед сваркой.
Не разрешается обрабатывать поверхность с помощью зернистого полотна или абразивных веществ.

Основные характеристики покрытых электродов для сварки алюминия.
Непременным условием подготовки деталей для работы является их тщательная очистка от грязи, пыли, имеющихся окислов.
Для работы необходимо запастись такими материалами, как:
- ветошь;
- бензин;
- уайт-спирит;
- водный раствор щелочи КОН;
- щетки;
- 20% азотная кислота.
С помощью ветоши удаляют смазку с поверхности алюминиевой детали. Используют для этих целей теплый водный раствор жидкого натриевого стекла. Раствор имеет температуру 60-70°C, а работа длится не более 3-5 мин.
Следующий этап подготовки состоит в обработке проволоки в 5% щелочном растворе при температуре 60-70°C в течение 3 мин, с последующим погружением в холодную воду и обработкой щетками. Детали выдерживают в азотной кислоте 20% концентрации при температуре 60-70°C в течение 7 мин. Затем их просушивают с применением горячего воздуха. Проволоку обрабатывают аналогичным методом. Просушку деталей осуществляют в камерах или на воздухе, предохраняя их от доступа пыли, влаги и грязи.
Вернуться к оглавлению
Подготовка и подача проволоки для работы

Положение электрода при сварке.
Сварка полуавтоматом выполняется с помощью проволоки с пределом текучести 120, состоящей из Si, Fe, Cu, Mn (0,12), Mg (4,95). Предел текучести других марок находится в диапазоне 120-55, а прочность имеет границы от 290 до 165.
Алюминиевая проволока применяется в автомате Mig/Mag . Определенный ее вид позволяет создать достаточную прочность и устойчивость шва. Выбирая присадочный материал, необходимо установить его химический состав, который должен совпадать с аналогичным у свариваемых деталей.
Немаловажный параметр — температура плавления проволоки. Выбирают для работы материал чистый: без следов ржавчины, грязи, краски, масла. Процесс плавления должен быть равномерным, без брызг, трещин и образования пор в свариваемом металле.
Алюминий соединяется проволокой СВ-97, СВ-АМц, СВ-А85. Транспортировка присадочного материала осуществляется в бухтах. Неиспользованный материал закрывается специальной бумагой.
Для сварки с аргоном применяют проволоку с флюсом. Материал по ГОСТ-7871-75 изготавливается прессовым или тянутым методом с диаметром 4 мм и создает стабильные свойства шва, надежные сварные соединения.
Вернуться к оглавлению
Технологический процесс соединения деталей полуавтоматом

Режимы сварки алюминиевых шин неплавящимся электродом в среде аргона.
Для работы понадобится: полуавтомат, заправленный проволокой, горелка, электрод, аргонно-гелиевый баллон.
Сварочные работы без участия газа выполняются со следующим набором инструментов:
- флюсовая проволока;
- сварочный аппарат.
Работа не очень сложная для опытного сварщика, но качество шва определяется техническими параметрами используемого сырья.
Технологический процесс сварки алюминия начинается после установки проволоки и ее заправки в систему, с последующей подачей к горелке. Для создания наибольшей температуры устанавливают клемму со знаком «-» на электрод.
Баллон, заправленный аргоном, присоединяется к полуавтоматическому оборудованию. Дальнейшая работа ведется по подготовке детали к сварке. Ее поверхность тщательно обезжиривается и очищается от загрязнений на стыке деталей. Из алюминия образуют проплавленный кратер с последующим его наполнением расплавленным сырьем. В дальнейшем горелка передвигается, а кратер несколько смещается в сторону, заполняясь жидким алюминием.
Тщательно контролируют во время работы положение электрода относительно свариваемой детали. Он должен быть удален от нее на 15 мм. Крайний участок сварочного шва обрабатывается аргоном для исключения формирования оксидного покрытия.
Часто применяется сварка полуавтоматом без аргона. Флюсовая или порошковая проволока представляет стальную трубу, а внутренняя ее часть — флюс. Он нагревается до установленной температуры, а затем сгорает, формируя оболочку из защитного газа.
На держатель подключают минус, а изделие попадает под знак «+», т. е. используется прямое подключение. Сварочный шов выполняется единой полосой или разбивается на короткие участки по 5 см.
Для работы по соединению алюминиевых деталей используют несколько моделей полуавтоматов, оснащенных микропроцессорными устройствами. Они работают от напряжения на входе в 230 В, с потребляемой мощностью 6 кВт. В полуавтомате используется рабочая проволока диаметром 0,6-1,2 мм. Имеется система защиты устройства от излишнего нагрева во время работы.
Сварка алюминия полуавтоматом, выполненная с соблюдением технологического процесса, позволяет снизить трудоемкость работ, произвести соединение деталей на конкретных участках заготовок металлических листов.
expertsvarki.ru