Сварка полуавтоматом без газа — отличный выбор для начинающих. Сварка полуавтоматом для начинающих
Сварка полуавтоматом для начинающих
Какой начинающий сварщик не мечтает поработать с полуавтоматической горелкой MIG/MAG? Но такое оборудование выходит за пределы любительского ценника и становится боязно, что в итоге инвертор будет бесцельно пылиться. Спешим успокоить: технологию сварки полуавтоматом освоить довольно просто.
Суть сварки в среде защитного газа
Исконной проблемой при сваривании металлов считается поддержание температурного режима. Если нагрев будет недостаточным, то не произойдёт качественного расплавления кромок соединяемых деталей и их перемешивания между собой и присадочным материалом. Если же повысить температуру, металл начнёт кипеть и испаряться, активизируются химические реакции с атмосферными газами. Ситуация осложняется и тем фактом, что некоторые металлы и сплавы начинают бурно химически реагировать уже при температурах, недостаточных для образования качественного сварочного шва.
Эта проблема в разных типах сварки решается по-разному. Рассматриваемая нами сегодня полуавтоматическая сварка, также именуемая MIG/MAG, имеет два технологических отличия от прочих способов. Первое — подача защитного газа непосредственно в зону плавления, и второе — регулировка скорости подачи присадочного материала с соответствующей автоматической подстройкой силы сварочного тока. Подача сварочной проволоки осуществляется механически с помощью протяжного механизма, при этом правильное соотношение скорости и температуры плавления обеспечивает равномерное заполнение шва и высокую производительность сварочных работ.
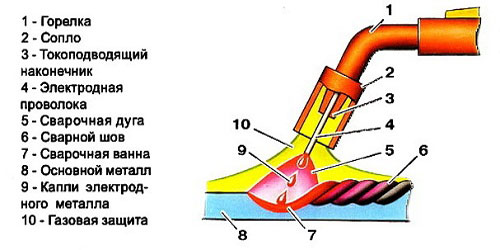
Схема полуавтоматической сварки MIG/MAG: 1 — свариваемый материал; 2 — сварочная ванна; 3 — защитная атмосфера; 4 — газовое сопло; 5 — контактный наконечник; 6 — сварочная проволока; 7 — дуга
В качестве защитной среды могут использоваться активные газы, такие как кислород, азот и водород, либо инертные — аргон или гелий. На практике большинство сварщиков используют смесь аргона и углекислоты в соотношении 4:1, чего достаточно для большинства типовых задач. Варьировать смеси приходится при сваривании специфичных материалов, таких как латунь, дюраль или инструментальные высоколегированные стали.
Несмотря на высокую стоимость расходных материалов (газа и проволоки), сварка в полуавтоматическом режиме наилучшим образом подходит для освоения новичками по двум причинам. Первая — простота выполнения сварочного шва, необходимо лишь обратиться к справочной документации, чтобы установить соответствующие параметры инвертора для определённого типа соединения. Второй плюс это эргономика: полный визуальный контроль за состоянием шва, отсутствие ограничений в пространственном положении и, что самое важное, возможность сваривания даже очень тонких деталей. Из минусов можно назвать разве что привязанность к рабочему месту, хотя при использовании газовых баллонов малой ёмкости мобильность можно существенно повысить.
Инвертор, мощность, род тока
Для полуавтоматической сварки используют инверторные и трансформаторные преобразователи электрического тока со встроенным механизмом подачи проволоки. Ввиду повышенной технической сложности даже простейшие аппараты этой категории сопоставимы по цене с полупрофессиональными агрегатами ММА для сварки покрытыми электродами.
Выбор между трансформаторным и инверторным сварочным аппаратом зависит в первую очередь от условий использования. Трансформаторные приборы обладают высокой надёжностью и устойчивостью к нагрузкам, что обусловлено простотой устройства. При этом существует внушительный перечень недостатков: невысокий КПД, чувствительность к напряжению питания, образование помех в питающей сети, низкая степень стабилизации сварочного тока.
Трансформаторный полуавтомат
Работа инверторов основана на многоступенчатом электронном преобразовании, основными элементами которого выступают малогабаритный импульсный трансформатор и силовые ключи, генерирующие требуемую для каждой ступени природу тока. За счёт этого инверторные аппараты в меньшей степени чувствительны к качеству питающего напряжения, их КПД выше из-за отсутствия потерь энергии на насыщение массивного магнитного сердечника. К плюсам можно добавить малый вес и габариты, возможность точной настройки и высокую степень стабилизации сварочного тока. Главные недостатки — чувствительность к условиям эксплуатации: попадание пыли и влаги внутрь категорически недопустимо, при этом колебания температуры в 20–30 °С приводят к изменению номиналов компонентов схемы, из-за чего наблюдаются существенные отклонения рабочих параметров.
Инверторный полуавтомат
Тем не менее, именно инверторные аппараты рекомендуются для использования новичками, осваивающими азы полуавтоматической сварки. Что касается стоимости, то принципиальной разницы в устройствах в диапазоне цен 15–25 тыс. руб. не наблюдается. Мощность следует выбирать исходя из предполагаемой толщины свариваемых деталей: до 160 А выходного тока при толщине до 4 мм и порядка 200 А при толщине 6–7 мм будет достаточно. Также важно наличие дополнительных функций, таких как протяжка сварочной проволоки без подачи напряжения на неё, смена полярности, выбор скоростного режима подачи проволоки и индикация параметров. Ну и, конечно, не стоит забывать о доверии к бренду.
Присадочная проволока
Существует два вида присадочной проволоки: обычная, требующая защитной газовой среды для сваривания, и порошковая, содержащая флюс. В последнем случае сварка может вестись без подачи газа, однако такой способ можно рекомендовать только для повышения мобильности в случае выполнения неответственных соединений. В целом же большинство преимуществ полуавтоматической сварки проявляются именно при работе с подачей защитного газа.
Сварочная проволока отличается по трём основным критериям: марке сплава, диаметру и массогабаритным показателям бухты. В последних двух отношениях выбор целиком зависит от возможностей инвертора и типоразмера токопроводящего наконечника горелки. С выбором марки сварочной проволоки всё сложнее, здесь придётся обращаться к справочной документации. Общее правило таково, что по составу, то есть по содержанию углерода и легирующих компонентов присадочный материал должен быть максимально приближен к материалу свариваемого изделия. При этом прочностные характеристики проволоки должны немного превосходить материал детали.
Диаметр проволоки также следует выбирать исходя из толщины свариваемого металла. Проволока толщиной 0,8 мм подходит как для работы с тонкостенными изделиями при минимальной скорости подачи, так и для сваривания односторонним швом деталей толщиной до 3 мм. Диаметр проволоки в 1 мм подходит для однопроходной сварки деталей толщиной до 7–8 мм, однако при этом сварочный ток увеличивается до 200 А. Для более массивных металлических изделий можно использовать проволоку до 1,6 мм, способную сваривать детали до 14–16 мм в зависимости от типа соединения, однако при этом качественный прогрев шва возможен только при токах в 300–350 А.
Наиболее распространённой в любительской сварке считается омеднённая сварочная проволока марки ER70S-3 и СВ08Г2С. Основное отличие между ними в содержании кремния и раскисляющих элементов. Вторая из указанных марка требует меньше внимания к подготовке деталей: очистке, удалению ржавчины и масляных загрязнений. Однако если требуется высококачественное соединение ответственных деталей, лучше выбирать проволоку с меньшим содержанием присадок, которая образует шов высокой однородности, поверхность которого в наибольшей степени пригодна к нанесению лакокрасочных покрытий.
Подготовка к работе
Прежде чем приступить к первым пробам, следует подготовить оборудование и детали. До включения аппарата в сеть производится установка горелки и кабеля массы. На баллон с защитным газом нужно установить редуктор и убедиться, что давление в баллоне выше остаточного. После этого на выходной штуцер баллона надевается и обжимается хомутом шланг, обратный конец которого подключается к аппарату. Открытием регулировочного вентиля нужно установить на расходном редукторе значение, рекомендованное производителем сварочного аппарата.
Перед протяжкой проволоки нужно убедиться, что в канале провода горелки отсутствует присадочный материал, оставшийся после предыдущего использования. Катушка устанавливается на размоточный шток так, чтобы совпадало позиционирование штифтов и посадочных отверстий. Проволока пропускается через прокатывающий ролик, размер канавки в котором соответствует диаметру присадки. После этого на место устанавливается прижимной ролик, затем с помощью регулировочного винта устанавливается такое усилие прижима, чтобы проволока не проскальзывала в канавке. Протяжка проволоки в канал шнура горелки должна осуществляться при снятом токопроводящем наконечнике. После этого на горелку нужно накрутить наконечник соответствующего диаметра и установить на место сопло. После включения в сеть аппарат готов к работе.
Осталось только подготовить детали. Полуавтоматическая сварка крайне чувствительна к качеству поверхности. Свариваемые детали должны быть зачищены до металлического блеска по всей ширине кромки, на которую будет уложен шов. Возникает вопрос: а для чего тогда нужна проволока с раскисляющими присадками? Дело в том, что такая проволока очень удобна для работы с металлопрокатом первичного использования, находившегося на консервационном хранении длительное время. В таком случае остатки прокатной смазки и небольшие вкрапления ржавчины не оказывают существенного влияния на качество шва. Разделка кромок и снятие фасок не требуются при сваривании деталей толщиной до 2–2,5 мм. Более толстые металлические части нужно подготавливать согласно ГОСТ 5264–80 или 8713–79.
Техника сварки полуавтоматом
При работе горелку нужно держать так, чтобы проволока ориентировалась к плоскости свариваемых деталей под углом 45–60°. Движение горелки осуществляется преимущественно от себя, то есть проволокой вперед, ориентируясь по положению свариваемых кромок. В некоторых ситуациях допускается вести горелку на себя, например, при укладке шва от глухого угла. Оптимальное расстояние от края сопла до детали должно быть от 10 до 20 мм в зависимости от режима сварки.
Техника сваривания крайне проста, однако требуется предварительная настройка аппарата на обрезках того же материала эквивалентной толщины. Проволока подводится к сварочному шву почти вплотную, после чего нужно нажать пусковую кнопку на ручке горелки. После зажигания дуги горелка плавно подаётся вперед, при этом совершаются небольшие поперечные колебания, общая ширина которых соответствует толщине свариваемых деталей. При завершении шва необходимо подать горелку в обратном направлении на 2–3 мм, выждать полсекунды для заполнения кратера и отпустить пусковую кнопку.
Настройка аппарата при пробном сваривании производится путём изменения на ходу сварочного напряжения и скорости подачи проволоки. В последнем случае соразмерно скорости подачи увеличивается и сварочный ток, это основное характерное отличие полуавтоматической сварки. Скорость подачи должна быть такой, чтобы сварщик мог осуществлять полный контроль над плавкой металла и заполнением сварочной ванны. При слишком медленной подаче проволоки дуга будет постоянно прерываться, при этом слышен отчётливый ритмичный треск. Если скорость подачи слишком высока, по краям шва цвета побежалости будут очень контрастными, что свидетельствует о перегреве металла.
Многие современные аппараты имеют настройку индуктивности сварочного тока. Суть регулировки заключается в сообщении электронам дополнительной энергии, чем обеспечивается более глубокий прогрев сварочного шва. Для сваривания тонких деталей в нижнем положении индуктивность должна быть нулевой, её повышение требуется только в тех местах, где необходим глубокий провар и нет возможности долго удерживать горелку на одном месте. В качестве примера можно привести вертикальный шов, выполняемый в направлении снизу вверх, а также общие случаи сваривания деталей толщиной 4 мм и более. В целом влияние индуктивной составляющей сварочного тока на удобство сварки трудно описать, лучше самостоятельно опробовать сварку в различных режимах.
Дополнительные рекомендации
Хотя полуавтоматическая сварка не требует специальных приспособлений и техники для работы в разных пространственных положениях, для каждого из них требуются разные настройки напряжения и скорости подачи проволоки. Так, для выполнения вертикальных и потолочных швов значения обоих параметров должны быть ниже, чем при сварке в нижнем положении. В инструкции по использованию сварочного полуавтомата производители указывают таблицу с опорными параметрами, которая подходит для большинства ситуаций. Небольшие коррективы могут вноситься в зависимости от марки стали и сварочной проволоки. В целом, чем выше напряжение — тем шире зона и выше скорость прогрева металла, а чем выше скорость подачи проволоки — тем менее глубоким выполняется провар и тем шире валик, образующийся по верху шва.
Также нельзя забывать, что сварка очень тонких и очень толстых деталей имеет существенные отличия в технике исполнения. Сварка металла толщиной менее 1 мм выполняется преимущественно точечно с интервалом в 4–7 мм, такой способ помогает избежать скручивания деталей от перегрева. Детали толщиной до 4 мм включительно сваривают непрерывным однопроходным швом, предварительно позиционируя их с оставлением зазора, равном примерно половине толщины металла. При этом чем массивнее детали, тем более выраженной будет температурная усадка шва. Чтобы компенсировать это явление, зазор делают расширяющимся к концу шва на 1–1,5 мм.
Детали толщиной свыше 4 мм требуют разделки кромок с образованием фасок. При этом заполнение шва выполняется многопроходным способом. Чтобы увеличить плотность заполнения за один проход необходимо правильно выбрать скорость подачи проволоки и при сварке совершать колебательные движения, направление которых соответствует типу соединения. Так, при плоском сваривании встык горелка колеблется в поперечном направлении, а при угловых соединениях — в продольном или круговом. Очень часто полуавтоматической сваркой заполняют только корень шва, после чего соединённые детали накрывают косметическим проходом с использованием покрытых электродов.
rmnt.mirtesen.ru
Особенности сварки газом с помощью полуавтомата для начинающих, видео |
 Сварочный полуавтомат является доступным современным оборудованием, используемым в бытовых работах внутри дома и на подворье. Приобретая аппарат, начинающий сварщик получает возможность без усилий научиться выполнять сварку черных и цветных металлов. С применением полуавтоматической сварки в среде углекислого газа появляется возможность быстро соединять поверхности металлических деталей без дополнительного усиления. Применяются другие элементы, способствующие сварке металлов повышенного качества.
Сварочный полуавтомат является доступным современным оборудованием, используемым в бытовых работах внутри дома и на подворье. Приобретая аппарат, начинающий сварщик получает возможность без усилий научиться выполнять сварку черных и цветных металлов. С применением полуавтоматической сварки в среде углекислого газа появляется возможность быстро соединять поверхности металлических деталей без дополнительного усиления. Применяются другие элементы, способствующие сварке металлов повышенного качества.
Для работы сварочного полуавтомата разработан механический способ подачи в рабочую зону проволоки, применяемой в качестве электрода. Проволоку изготавливают из специально разработанного сплава. Оборудование является простым в эксплуатации и его может с успехом освоить каждый новичок.
Особенности работы
Для тех, кто не имеет большого опыта, лучшим способом освоить соединение металлов является сварка полуавтоматом для начинающих. Видео сварочного процесса с подробными комментариями можно посмотреть в интернете. Полуавтомат относится к типу приборов, эффективность работы которого наполовину зависит от умения оператора. Конструкция сварочного полуавтомата состоит из определенного числа узлов:
- прибор преобразования напряжения в сети до нужных параметров;
- горелка сварочная для среды углекислого газа;
- механизм для постоянного передвижения проволоки;
- автоматическая система поступления газа.
Принцип действия
 Очень важным рабочим приспособлением является горелка, которая образовывает определенную среду проведения сварки и защитную атмосферу из газов, используемых для работы сварочного полуавтомата. Без применения инертных газов увеличивается разбрызгивание капель горячего металла и уменьшается яркость горения электрической дуги. Учитывая показатели работы сварочного полуавтомата, можно говорить о незаменимости приборов для определенных технологических циклов в производственном процессе при работе с металлами любого качества.
Очень важным рабочим приспособлением является горелка, которая образовывает определенную среду проведения сварки и защитную атмосферу из газов, используемых для работы сварочного полуавтомата. Без применения инертных газов увеличивается разбрызгивание капель горячего металла и уменьшается яркость горения электрической дуги. Учитывая показатели работы сварочного полуавтомата, можно говорить о незаменимости приборов для определенных технологических циклов в производственном процессе при работе с металлами любого качества.
Среда с инертными показателями создается применением определенных газов. К ним относят аргон, гелий, углекислый газ или их смешанные составы. Чаще всего применяется аргон и углекислый газ для придания сварочному процессу инверторного способа, если такой необходим в процессе. Рабочим источником питания является постоянный ток обратного направления, при этом на деталь подается отрицательный импульс. Применение газа усложняет сам процесс работы, но качество получаемого шва перекрывает небольшое неудобство. Смесь газа применяется в заданных пропорциях, которые определяются для каждого инертного носителя отдельно.
Разновидности работы сварочных полуавтоматов
 Существует несколько видов по способу подачи проволоки, отличающихся друг от друга. В некоторых агрегатах предусмотрен тянущий принцип действия, другие сварочные полуавтоматы проталкивают проволоку в рабочую область. Эффективными в работе оказываются те автоматы, которые предусматривают два принципа работы – проталкивающий и тянущий.
Существует несколько видов по способу подачи проволоки, отличающихся друг от друга. В некоторых агрегатах предусмотрен тянущий принцип действия, другие сварочные полуавтоматы проталкивают проволоку в рабочую область. Эффективными в работе оказываются те автоматы, которые предусматривают два принципа работы – проталкивающий и тянущий.
Для сварки различных металлов иногда применяется стальная проволока, соединение других деталей требует применения проволоки из алюминия. Некоторые ответственные производственные этапы требуют использования проволоки универсального состава, определенного в производственных документах. Защита шва во время его создания выполняется тремя основными способами:
- выбирается способ использования флюсовой реакции;
- сварочный полуавтомат работает в среде углекислого газа;
- сварка производится с помощью порошкового электрода в виде проволоки.
Классификация выбранного оборудования выделяет три типа, отличающего агрегаты друг от друга:
- в зависимости от разновидности применяемой проволоки;
- от варианта защиты полученного сварного шва;
- по виду перемещения проволоки и горелки.
Характеристика работы позволяет разделить сварочное оборудование для сварки на три вида:
- стационарные агрегаты, установленные для продолжительного использования;
- передвижное оборудование на небольшие расстояния;
- переносные компактные приборы для бытового использования.
Соединение металлов при помощи полуавтомата
Начало работы
 Для качественного проведения процесса сварки определяются с наименованием инструментов, необходимых для работы. Сварщик подготавливает угловую шлифовальную машину (болгарку) с установленным кругом по металлу для зачистки поверхности. Потребуется дырокол и два — три зажима и сам аппарат для сварки металла в среде с применением углекислого газа. Ручная непромышленная сварка переносного типа позволяет соединять металлические поверхности толщиной до 6 мм.
Для качественного проведения процесса сварки определяются с наименованием инструментов, необходимых для работы. Сварщик подготавливает угловую шлифовальную машину (болгарку) с установленным кругом по металлу для зачистки поверхности. Потребуется дырокол и два — три зажима и сам аппарат для сварки металла в среде с применением углекислого газа. Ручная непромышленная сварка переносного типа позволяет соединять металлические поверхности толщиной до 6 мм.
Перед сваркой очищают место прокладки шва, кромки зачищаются болгаркой. Сначала устанавливают бухту с проволокой и проверяют возможность беспрепятственного нормированного попадания флюса. Состыковывают две поверхности в намеченных местах и прижимают их зажимами. После этого нужно пустить электрический отрицательный заряд на одну из приготовленных поверхностей.
Процесс сварки
Ставим переключатель полуавтомата в положение «три» и выбираем оптимальную подачу. Полуавтоматическая сварка производится встык, вначале делают небольшие участки прихваток через промежутки, после этого проваривают стыкующиеся плоскости деталей сплошным швом. При выполнении шва наконечник прибора располагают наклонно к поверхности под углом около 20º. Подобным образом сваривают поверхности внахлест или под заданным углом.
Имеет значение модель аппарата и вид проволоки, применяемой в качество электродов, которые подбирают под вид металла. Оптимальными и самыми распространенными типами электродов считаются МП-3 и ОЗС-12. Они могут варить металл разной толщины, но имеют недостаток в виде большой массы шлака.
Чтобы не допустить затекания шлака в ванну от сгоревшего сварочного флюса, как в стандартной классической сварке с применением обычного типа электродов, рекомендуется после выполнения шва его очистить и наложить еще один сверху. Это поможет получить качественное герметичное соединение.
Порошковая проволока имеет большую хрупкость и малую толщину стенки, следовательно, малую жесткость конструкции. При выполнении работы применяют подающий механизм с небольшим сжатием, а поворот шланга выполняют медленно, без резких поворотов. Обязательно сохранять правильность подачи фаз на детали и держателе. От этого зависит горение электрической дуги и выделение защитного газового слоя.
Выбор режима полуавтоматической сварки
 При работе на сварочном полуавтомате определяют рабочий режим, но для этого нужно изучить все возможные варианты доступного выбора. Показатель режима определяется, главным образом исходя из толщины свариваемого металла и его типа. Для выполнения сварки металла до 5 мм используется одинарный шов, а соединение поверхностей с толщиной от 5 и 6 мм потребуют прокладки второго шва, который идет точно по проекции очищенного первого шва. Такая сварка производится в два этапа.
При работе на сварочном полуавтомате определяют рабочий режим, но для этого нужно изучить все возможные варианты доступного выбора. Показатель режима определяется, главным образом исходя из толщины свариваемого металла и его типа. Для выполнения сварки металла до 5 мм используется одинарный шов, а соединение поверхностей с толщиной от 5 и 6 мм потребуют прокладки второго шва, который идет точно по проекции очищенного первого шва. Такая сварка производится в два этапа.
Для выполнения соединения металла с помощью сварки нужно следить за расходом и поступлением газа. Напор газа не делается большим. Он только обдувает место сварки с негромким шипением, но не вылетает из горелки под давлением. Для качественной сварки принят расход газа, который определяется семью литрами за минуту. Такое потребление позволяет эффективно выполнить полуавтоматическую сварку без искривления или деформации металла. Правильный расход уменьшает зону теплового действия на рабочую поверхность, и шов получается идеальным в соответствии с требованиями. Опытный мастер самостоятельно определяет скорость работы и выбирает требуемую высоту сварного шва.
Сварка своими руками
В начале работы следует определить и подобрать силу тока, зависящую от толщины соединяемого металла. Эту работу делают с помощью таблицы, напечатанной в инструкции к агрегату. Снижение силы тока приводит к уменьшению производительности сварочного полуавтомата.
Настраивают необходимую скорость подачи проволоки к автомату, это делают подбором разного типа шестеренок, продаваемых вместе с агрегатом. Выбирают необходимую величину напряжения тока.
Для определения правильности подбора вышеуказанных параметров делают пробную сварку на участке металла с подобными характеристиками. Правильные настройки позволят автомату дать устойчивую дугу и выделить достаточное количество флюса.
Выбирают положение «вперед» на переключателе подачи проволоки и наполняют флюсом приемную воронку. Устанавливают держатель, подводя мундштук в рабочую сварочную зону. Открыть заслонку для флюса, нажать «пуск» и выполнять касательные движения к месту предполагаемого шва для зажигания дуги.
Особенности сварки алюминия
 На алюминиевой поверхности при сварке в условиях поступления кислорода обычно образовывается пленка из оксида алюминия, туго плавящаяся и имеющая плотность выше, чем само металлическое основание. Для успешной сварки алюминия кромки и место наложения шва обрабатываются химическими растворителями для удаления пленки или зачищаются абразивным механическим способом.
На алюминиевой поверхности при сварке в условиях поступления кислорода обычно образовывается пленка из оксида алюминия, туго плавящаяся и имеющая плотность выше, чем само металлическое основание. Для успешной сварки алюминия кромки и место наложения шва обрабатываются химическими растворителями для удаления пленки или зачищаются абразивным механическим способом.
Следить за качеством шва при сварке алюминия очень сложно, сильное подогревание приводит к хрупкости кромок, которые разрушаются. Проследить степень нагревания металла очень трудно, так как он не меняет цвет при подогреве. Текучесть алюминия приводит к просачиванию металла через шов, и контролировать размеры ванны затруднительно. Чтобы избежать прожогов металла, используют прокладки из керамики или другого металла для коррекции размера шва.
Алюминий и его сплавы отличаются большим коэффициентом расширения, но при этом имеют низкую упругость. Чтобы избежать деформации, детали предварительно подогревают или производят сварку с оптимальными параметрами.
В процессе остывания металла шва происходит растрескивание, вызванное деформации при остывании материала ванны. Чтобы избежать разрушительного явления, в материал шва добавляют пластификаторы, а соединения алюминия не располагают близко друг к другу.
Для алюминиевой сварки лучше использовать механизм подачи проволоки тянущего типа. Провариваемая глубина напрямую зависит от силы сварочного тока. Ширина шва не зависит от величины электрического тока. На увеличение провариваемой глубины влияет уменьшение диаметра электрода, что особенно проявляется при невысоко силе тока. При повышении величины тока зависимость от диаметра электрода проявляется не так явно. При увеличении диаметра электрода становится шире сварной шов.
Применение в быту полуавтомата для сварки очень эффективно, так как он не требует большого потребления тока, может варить все металлы без исключения и пользоваться таким агрегатом может каждый желающий научиться сварке.
Источник
stroymaster-base.ru
Сварка полуавтоматом для начинающих видео
Для начала рассмотрим, чем же являются полуавтоматические сварочные аппараты. Первым и наиболее весомыми здесь является механическая подача электрода в рабочую зону. При этом под электродом мы подразумеваем проволоку, изготовленную из специального состава. Такие аппараты легко справляются со стальными, алюминиевыми и цветными сплавами.
Классификация оборудования. Здесь существуют три основных типа: по выбору применяемой проволоки, способу защиты сварного шва на металле, характеру перемещения горелки.
 Классификация проволоки.
Классификация проволоки.
• Использование бухты цельной стальной проволоки;• Использование для процесса сварки алюминиевой проволоки;• Применение проволоки с универсальным составом.
Принцип защиты шва во время работы.
• С использованием реакции флюса;• Сваривание в среде защитных газов;• Проведение процесса при помощи порошковой проволоки.
По характеру работы.
• Стационарные, предназначенные для многочасовой серийной работы;• Передвижного типа;• Компактные переносные модели.
 Преимущества работы с сварочными аппаратами, полуавтоматической системы.
Преимущества работы с сварочными аппаратами, полуавтоматической системы.
• Работа с металлом небольшой толщины. Здесь показатель может начинаться от 0.5 мм и выше. Такие листы достаточно сложно обрабатывать с помощью других типов электросварок;• В данном варианте на качество процесса практически не влияет наличие на поверхности ржавчины и окислов. К тому же можно не проводить очистку маслянистых загрязнений;• Достаточно приемлемая ценовая категория, благодаря выбору расходников;• При использовании проволоки из медных сплавов можно беспрепятственно работать с оцинкованной поверхностью не повреждая ее.
 Особенности работы. Работа такого сварочного аппарата предусматривает использование инертного газа. В противном случае степень разбрызгивания горячего металла значительно увеличивается. Показатели яркости электрической дуги, здесь на порядок выше, нежели у других технологических моделей.
Особенности работы. Работа такого сварочного аппарата предусматривает использование инертного газа. В противном случае степень разбрызгивания горячего металла значительно увеличивается. Показатели яркости электрической дуги, здесь на порядок выше, нежели у других технологических моделей.
Учитывая данные особенности работы все же можно сказать, что полуавтоматические сварочные аппараты являются незаменимыми устройствами для ряда технологических циклов. Ярким примером тому являются кузовно — ремонтные мастерские. Такие аппараты одинаково хорошо работают с черной сталью, нержавеющими сплавами, а также алюминием.
Инертную среду при этом создают при помощи определенных газов. Это может быть углекислый газ, аргон, гелий или же их смеси по необходимости. Специалисты чаще всего применяют в своей работе углекислый газ или же аргон, если процесс требует инверторного способа сварки. При работе источником питания служит обратный постоянный ток. При этом отрицательный заряд подают на изделие. Сам сварочный аппарат технологически состоит из нескольких узлов:
• Блок преобразования электрического напряжения;• Сварочная горелка;• Механическая часть, обеспечивающая бесперебойную подачу проволоки;• Система подачи инертного газа.
 Самым важным рабочим узлом агрегата является, конечно же, горелка. Именно с ее помощью образовывается необходимая среда для проведения рабочих действий. Так с помощью нее подается проволока – электрод, происходит создание защитной атмосферы в виде нейтральных газов или же подаются защитные флюсы.
Самым важным рабочим узлом агрегата является, конечно же, горелка. Именно с ее помощью образовывается необходимая среда для проведения рабочих действий. Так с помощью нее подается проволока – электрод, происходит создание защитной атмосферы в виде нейтральных газов или же подаются защитные флюсы.
Механизмы подачи проволоки по своей концепции относятся к трем типам:
• Тянущая система;• Толкающая;• Система универсального типа (тянущая и толкающая одновременно).
Что необходимо знать для работы с полуавтоматом. Для тех, чей опыт не велик, следует рассмотреть следующие нюансы. Полуавтомат это всего лишь инструмент, успешность работы которого напрямую зависит от оператора. Для начала же работы необходимо лишь установить бухту проволоки, откорректировать скорость ее подачи, а также обеспечить нормированное попадание флюса. В целом для начала работы Вам нужно воспользоваться видео курсом.
РЕКОМЕНДУЕМ ПОЧИТАТЬ
Вконтакте
Google+
stroim-domik.net
Как производится сварка полуавтоматом для начинающих
Горелка — специальное рабочее приспособление, применяемое вы процессе сварки. При проведении сварки горелка формирует нужную среду и для газа создает защитную атмосферу. если не применять инертные газы, то капли разгоряченного металла будут сильнее разбрызгиваться, а горение электрической дуги будет менее ярким.
Работая с металлами разного плана, в производственном процессе нужно учитывать показатели приборов, помогающих определить технологические циклы.
Сварка полуавтоматом для начинающих предполагает применение определенных газов, которые создают инертные показатели в среде. К таким газам, формирующим среду, относятся гелий, углекислый газ, аргон, а также их смеси. Иногда в процессе необходим инверторный способ, тогда применяется углекислый газ и аргон.
TIG сварка — качественный и надежный метод сваривания материалов
Аргонодуговая сварка обозначается аббревиатурой TIG. Такой способ сваривания материалов осуществляется с помощью вольфрамового неплавкого электрода, который в процессе плавления помещен в инертный газ, сохраняющего свариваемые поверхности. В некоторых странах tig сварка имеет иное обозначение. Так, например, в Германии используется аббревиатура – WIG, в Австрии – GTA. Но в основном, это только разные обозначения, все они имеют одинаковые технические характеристики и являются аналогами TIG. Рабочие показатели сваривания во всех одни и те же.
Во время выполнения работы, сварщик использует присадочную проволоку. Она может подаваться как вручную, так и в автоматическом способе. Метод сваривания TIG, является аргонодуговой. При этом способе сварки, можно использовать не только инертный газ, но и гелий или азот. Словосочетание TIG аббревиатура в разговоре, используется в основном уже по привычке.
Сварка инвертором для начинающих: исключительно положительное расширение сварочного дела
Сварка инвертором для начинающих практически перевернула понятие сварочного дела, особенно для тех, кто раньше в этом ничего не смыслил. Цель такой сварки – упростить работу оператора с любым опытом. Реализация новой технической задумки позволила не только снизить вес оборудования, но и всего его оснащения. Исходя из этого, можно утверждать, даже рекомендовать инверторный сварочный аппарат нового поколения всем новичкам сварочного дела. Удобный и экономичный – далеко не полный перечень преимуществ.
Вес инверторного аппарата может отличаться. Чем больше мощность, тем больше вес. Минимальный – 3 кг. Самый большой – 7 килограмм. Небольшой вентилируемый корпус надежно защищает все, что находится внутри от любых повреждений. Возможность транспортировки реализована путем включения в конструкцию ручки или ремня.
(Visited 37 times, 1 visits today)
Понравилась статья? Поделитесь!
one-stroy.ru
Cварка полуавтоматом для начинающих
Сварка метод соединения металлических запчастей и деталей, который является очень распространенным в промышленности и строительстве. Кроме больших индустрий, сварочные работы используются и в домашних условиях, и в гараже, и на даче.  Для того чтобы освоить эту премудрость, нужно окончить курсы, изучить специальную литературу, и тогда сварка полуавтоматом для начинающих не будет представлять особой сложности.
Для того чтобы освоить эту премудрость, нужно окончить курсы, изучить специальную литературу, и тогда сварка полуавтоматом для начинающих не будет представлять особой сложности.
Полуавтоматическая сварка
Процесс сварки заключается в том, что нужные запчасти соединяются друг с другом после нагрева высокими температурами и прослаиванием сварного шва электродами. Полуавтоматическая сварка вид сварки дуговой, при котором процесс сваривания происходит автоматически путем подачи в нужную зону защитного газа и электродной проволоки.
Виды полуавтоматической сварки
Полуавтоматическая сварка имеет несколько направлений:
— сварка полуавтоматическим аппаратом без газа когда вместо сжиженного газа используется специальная флюсовая (порошковая) проволока. Ее состав включает в себя наполнитель флюс сварочный порошок, который засыпан в стальную трубку. Во время сварки порошок сгорает и образует, тем самым, облако газа, способствующего сварке. Преимуществами данного способа является то, что нет необходимости возиться с баллонами сжиженного газа, а флюсовая проволока представлена в большом ассортименте. Единственным для этого вида сварки отрицательным качеством является появления шлака от процесса сгорания флюса;
— сварка полуавтоматом с газом производство сварочных работ при использовании газового баллона. Конечно, на открытом воздухе такой способ не очень удобен, но в стационарных условиях аналогов ему нет. К достоинствам сварки полуавтоматом относится более краткий срок производства работ, ведь нет необходимости зачищать швы от шлака и менять электроды.
Как выбрать сварочный полуавтоматический аппарат
Прежде чем выбрать сварочный аппарат, необходимо четко понимать, для каких целей он будет использоваться. Если потребуется сваривать материалы, тонкие по толщине, подойдет и аппарат с минимальной мощностью. Если же задачи будут более масштабными, то и мощность полуавтомата должна быть на высоком уровне. Также необходимо обратить внимание на информацию о заводе-изготовителе, изучить отзывы о работе аппарата, подобрать для себя оптимальную стоимость и убедиться в том, что на технику распространяется гарантийный срок.
Оцените пожалуйста статью:
Еще материалы по теме:
svarkahome.com
Сварка полуавтоматом без газа - удобство и легкость работ
Сварка — это процесс, который до сих пор не имеет аналогов, он позволяет качественно и надёжно производить неразъемное соединение каких-либо частей или деталей, из различных видов металла. Сегодня существует множество различных видов и методов сваривания плавлением, которые внедрены в производство. Каждый способ имеет свои недостатки и преимущества. В наши дни сварка полуавтоматом без газа — наиболее востребованная сварочная технология, которая используется в различных защитных газовых средах.
Сварка полуавтоматом: преимущества
Она не требует высокой квалификации мастера для её осуществления. Её смогут выполнить любой специалист, у которого квалификация ниже чем, та, что требуется для исполнения ручной сварки дугой. И при этом, процесс занимает гораздо меньше времени. В результате получится сварной шов, который будет высококачественным и не будет необходимости зачищать его от шлака, конечно, при соблюдении всех правил технологии.
Дальнейшая грунтовка, покраска и прочая обработка сварных изделий будет производиться абсолютно без лишних задержек. Полуавтоматическая сварка плавлением позволяет совершать соединение очень тонких металлических частей: 0.1 – 1.5 мм толщины. Также с её использованием можно выполнить соединительный шов по любым криволинейным стыкам, и обработать стыки маленькой протяженности.
Штрих код – это графическое изображение, состоящее из вертикальных черных и белых полос разной ширины, следующих друг за другом, а также цифрового кода. Цифровой код предназначен для людей, графика – для считывающих устройств. Зарегистрировать свой штрих-код можно на сайте компании rossertcentr.ru.
Этот сварочный процесс можно назвать идеальным, он бывает для серийного и мелкосерийного производства. Своё название «полуавтоматическая сварка», эта технология получила благодаря своей особенной подачи проволоки. Грубо говоря, это практически та же дуговая сварка, только выполняется специальным проволочным электродом, и обязательно в среде защитного газа.
Принцип работы сварочным полуавтоматом
Принцип, на котором построена вся технология сварки, достаточно простой. Все происходит с помощью подающего механизма, который производит подачу сварочной проволоки к принимающему устройству, а после этого, подаёт её в зону сварки. Для того, чтобы скорость подачи проволочного электрода регулировалась, создано специальное устройство аппарата, которое управляет этим процессом.
чтобы скорость подачи проволочного электрода регулировалась, создано специальное устройство аппарата, которое управляет этим процессом.
При нажатии на клавишу рабочего органа, включается одновременное поступление к нему проволоки и газа. Перед тем как началось поступление проволоки, место где будет сварной шов, засыпается специальным флюсом из бункера. Когда скользящий электрод передвигается вдоль поверхности кромок, которые свариваются, когда происходит включение подачи электрода происходит возбуждение дуги, или когда подача уже подключена и флюс засыпан.
В последующих действиях придется очищать застывший шлак с конца электрода, в случае если дуга потушится и снова зажжется. Чаще всего процесс происходит на переменном токе, можно использовать постоянный, в случае, если нет возможности настроить переменный.
Сварка полуавтоматом без газа — это полуавтоматизированная технология. Вручную происходит только перемещение держателя в длину шва, обычно на весу, а иногда с упором на костыль, который специально помещен в изделие.
В зависимости от сложности и специфики сварки, бывают переносные и стационарные механизмы. Электроды необходимо подбирать так, чтобы они соответствовали свойствами металлам, которые свариваются, от этого будет зависеть качество сварного шва.
Как и электроды, защитный газ тоже надо выбирать в соответствии со свойствами свариваемых металлов. Если сталь низко углеродистая, тогда газовую среду должен создавать углекислый газ, в некоторых случаях возможно применения аргона. Когда газ подается из сопла, то он вытесняет воздух из зоны сваривания, этим защищая, сварной шов.
Многие покупатели, приобретают подобный инструмент для сварки алюминия, тем более, что электросварка для начинающих, видео уроки которой можно посмотреть в сети, вовсе не сложна!
Полуавтоматическая сварка алюминия в технологическом аспекте сложнее, чем с любым другим металлом. Защитная плёнка на его поверхности плавится при температуре 2200 градусов по Цельсию, а сам алюминий плавится при 660 градусах. Поэтому качество шва будет зависеть от мастерства и опыта сварщика, который будет выполнять эту работу.
Видео: Сварка полуавтоматом без газа
21 Март 2014
al-shop.ru