Оборудование для сваривания металлов в полуавтоматическом режиме. Сварочный полуавтомат для кузовных работ
Сварочные полуавтоматы для кузовных работ: устройство и характеристики
Существует большое количество разнообразных ситуаций, в которых требуются сварочные работы. Поэтому практически во всех случаях, автолюбители приобретают в свои гаражи сварочное оборудование.
На рынке представлен довольно широкий ассортимент разнообразного сварочного оборудования, которое сможет помочь в осуществлении самых сложных и распространённых сварочных процедур.
Агрегат для сварки — вещь очень полезная, а у некоторых пользователь и вовсе незаменимая. Но для кузовных работ подойдёт далеко не каждый аппарат, используемый для сварки. Если выбирать аппарат именно для работ с кузовом, следует разобраться с имеющимися на рынке моделями и выбрать соответствующее сварочное оборудование.
Следует помнить, что самыми частыми проблемами, которые могут случиться с кузовом являются, прежде всего, деформации. Устраняются они либо жестяными работами, либо вмешательством с использованием сварочным оборудованием. Рекомендуемым устройством такого типа является сварочный полуавтомат.
Работа сварочных полуавтоматов
Владельцы полуавтоматов могут свидетельствовать о лёгкости работы с этими устройствами. В процессе работы не требуется выставлять ток для электродов, а затем лезть со сварочным прибором в места, не столь доступные. Само использование полуавтоматов для сварки подразумевает практически максимальное (насколько это возможно) облегчение работы сварщика. Пользователю таких приборов нужно лишь направить горелку в нужном направлении, приставить к нужному месту и нажать на курок полуавтомата. Сама автоматизация заключается в том, что подача проволоки к точке сварки осуществляется автоматически, без активного участия пользователя.
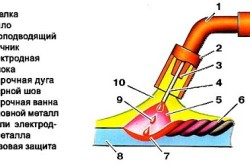
Сам процесс плавки металла осуществляется при помощи дуги, которая возникает между проволокой и поверхностью. В условиях ручной сварки, металлы защищаются от окислительного процесса защитным слоем, который образуется в результате плавления обмазки на электродах. При использовании полуавтоматов электрическая дуга постоянной длины поддерживается при регулировании длины проволоки, а защита от атмосферного влияния осуществляется газовой подачей в место, где формируется сварной шов. По этому принципу полуавтоматы для кузовных работ могут быть разделены на две группы:
- MIG (Metal Inert Gas). Аббревиатура означает, что полуавтомат использует инертный газ (аргон или гелий). Слабая реакция обеспечивает избегать окисления сварного шва.
- MAG (Metal Active Gas). Полуавтоматы, использующие активный (углекислый) газ, обладают весьма важными преимуществами, которые заключаются в высоком коэффициенте наплавки и низкой стоимости газа. Но следует учитывать тот факт, что при использовании таких полуавтоматов требуется добавление в проволоку марганца и кремния, так как при сварке происходит разделение молекул углекислого газа с выделением кислорода.
Конечно, можно обойтись без использования газов. Это делается при помощи использования проволоки с порошковой защитой. Использовать её можно и без баллона с газом на аппарате.
Устройство и классификация
Распространение сварочных полуавтоматов началось относительно недавно, что в первую очередь связано с развитием автоматизации. Использование таких агрегатов имеет много преимуществ и в плане техническом — цинковый слой кузова не повреждается, да и температура сварки ощутимо ниже. Разделение такой техники на классы напрямую связано с ценой аппаратов и с возможностями, которыми они обладают. Можно выделить три класса сварочных полуавтоматов:
- Профессиональные. Эти аппараты весьма дороги, сила тока выше 300А.
- Полупрофессиональные. Не такие дорогие приборы, сила тока измеряется уже ниже — менее 300А.
- Бытовые. Это аппараты бюджетные, сила тока до 200А
Устройство аппарата, используемого для сварочных работ, предполагает наличие некоторых компонентов, весьма важных и напрямую влияющих на цену полуавтомата и качество его работы. К таким компонентам относят сварочную ванну, устройства, задающие скорость подачи проволоки и источник питания.
Источник питания
Основной функцией источников питания сварочных полуавтоматов является обеспечение стабильного горения независимо от каких-либо помех. К тому же именно от источников питания зависит поджиг сварочной дуги. Существуют три основных источника питания, которые справляются с выполнением этих задач:
- Трансформатор. Это самый простой источник питания, который при этом является очень надёжным. Состоит он всего из двух обмоток. Принцип его работы заключается во взаимодействии этих двух обмоток: магнитной поле одной обмотки создаёт ток низкого напряжения в другой. Следует упомянуть тот факт, что трансформатор превращает переменный ток в переменный. Для получения постоянного тока требуется наличие выпрямителя.
- Выпрямитель. Это устройство, которое используется для преобразования переменного тока в постоянный, при этом в процесс участвуют полупроводниковые вентили.
- Инвертор. Наиболее подходящий источник питания для полуавтоматов. Из-за того, что в процессе использует автоматически регулируемый ток, который подаётся равномерно, сварка полуавтоматом обеспечивает высокого качества сварного шва.
Также можно разделить существующие полуавтоматы по принципу подключения их к сети. Различают однофазные и трёхфазные приборы. Рекомендуется брать трёхфазные приборы, так как в них обеспечивается равномерная нагрузка на фазы. Плюсом однофазных полуавтоматов является то, что им необходима только розетка на 220 В для работы. Но этот плюс относителен, так как равномерной нагрузки на фазы они не обеспечивают.
Подача проволоки
Весьма важным моментом в работе любого полуавтомата является точная подача проволоки. Производители заостряют внимание на этом аспекте устройства своё внимание, и сварка, в принципе, будет обеспечиваться в любом случае. Но каждый из способов подачи проволоки не может называться совершенным и имеет свои минусы. К тому же далеко не каждая поломка может быть устранена в домашних условиях. Существует два основных способа, а также их комбинация:
- Механизм толкающий. Устройство этого механизма следующее: подача проволоки происходит через рукав, расположение всего механизма непосредственно в самом корпусе, рядом с катушкой.
- Механизм тянущий. Устройство подачи проволоки интегрировано в ручку горелки.
У обоих устройств имеются свои преимущества и минуса. Преимущество толкающего механизма является его простота, а также низкая цена. Правда, есть недостаток — длина шланга имеет ограничение в 3-4 метра, в то время как тянущий механизм позволяет использовать шланг длиной до 20 метров. Иногда применяют тянуще-толкающие механизмы. Их используют для повышения надёжности или в тех случаях, когда рукав горелки длиннее стандартных размеров. Сам механизм является электродвигателем, который имеет несколько скоростей. Регулирование скорости осуществляется автоматически, либо посредством ручной настройки.
Горелка
Это один из самых важных элементов всей конструкции сварочного полуавтомата. Через него происходит подача газа и проволоки.
При выборе полуавтомата очень важно обратить внимание на радиус рабочей зоны. У шланга горелки есть стандартная длина, не превышающая 5 метров. Двухблочные аппараты предоставляют больший обхват. В таких аппаратах передвижение механизма подачи проволоки происходит относительно самого устройства. Тянущий механизм требователен в плане энергопотребления: ему обязательно требуется электричество, подающееся от основного аппарата по кабелю. Это основательно осложняет конструкцию и увеличивает габариты.
Газовый баллон
Следует помнить, что обычный газовый баллон сюда не подойдёт ни в коем случае, так как существует разница в давлениях (150 АТМ и 16 АТМ). Держать газ в баллоне под таким давлением просто нельзя. Нужно знать, что хороший баллон обязательно должен быть оснащён манометрами в количестве двух штук. Один из них будет указывать расход газа, в то время как другой — давление в баллоне. У некоторых аппаратов существует специальный механизм для автоматического прекращения подачи газа в случаях разрывов дуги.
Большой разницы между баллонами нет. Наверно единственный критерий, по которому они различаются, это их размер. Импортные аппараты весьма хороши, но стоят намного дороже отечественных, поэтому большинство пользователей отдают своё предпочтение в пользу последних.
Продолжительность включения
Конечно, сварочный полуавтомат не способен работать постоянно. Обычно считают, что полный рабочий цикл равен 10 минутам. В принципе, в любой инструкции к каждой модели указаны данные о том, сколько аппарат может работать и как долго он остывает. Продолжительность указывается в процентах. Например, если в графе «Продолжительность включения» указано «20%/200А», то это означает, что сама сварка занимает 2 минуты, остывание 8 минут, и всё это при силе тока в 200А.
Бытовые полуавтоматы обычно работают на 20% или 30%. Продолжительность включения профессиональных полуавтоматов равна не меньше 60%.
stanok.guru
Выбор сварочного полуавтомата для кузовного цеха. Обновленный MIG 19.
Как правило, под сваркой понимают соединение уголков, квадратного профиля, труб и прочих металлоконструкций из металла относительно большой толщины, в то время как в конструкции легкового автомобиля применяется тонколистовой профиль из различных типов стали и алюминия.
Самым востребованным сварочным аппаратом в кузовном цеху считается споттер, но «рабочей лошадкой» в любом автосервисе является полуавтомат MIG/MAG. Все ли полуавтоматы подходят для работы в автосервисе, что ждать и требовать от полуавтомата, по каким критериям его выбирать?
Основное заблуждение - это выбирать полуавтомат по значению максимального рабочего тока. Чем больше, тем лучше? Убеждение в том, что профессиональная сварочная техника начинается после значения в 300 ампер, ошибочно. Такие аппараты не работают в условиях автосервиса и не приемлемы в кузовном ремонте. Почему? Давайте разбираться.
Основные значения толщины кузова автомобиля колеблются в пределах от 0,6 до 1 мм и достигают максимум в 4 мм в соединениях лонжерона или порога с кузовом в многолистовом пакетном виде.
Комфортная сварка тонкого листа 0,6-0,8 мм требует малых токов в 15-30А. Листы толщиной в 4 мм свариваются током 120А. Таким образом, оптимальные рабочие токи в условиях автосервиса находятся в пределах 15-160А. Если продолжительность сварочных работ превышает 6-10 минут без перерыва, а толщина свариваемых листов превышает 5 мм, то необходимо выбирать более мощные аппараты. Обычно они используются в автосервисах для грузового транспорта или в производстве, вообще не связанном с ремонтом автомобилей.
Сварочный аппарат за приемлемые деньги конструктивно не рассчитан на одинаково хорошую сварку большими токами в диапазоне 300-400А и малыми токами в диапазоне 15-20А. Приходится выбирать: сваривать тонкие листы металла или грубые металлоконструкции. Существуют промышленные полуавтоматы с расширенным диапазоном токов. Но сколько они стоят? Окупятся ли они в авторемонте и в какие сроки?
Соотнеся основные значения толщины свариваемых металлов с необходимым диапазоном рабочих токов полуавтомата, мы сделали первый шаг в выборе правильного сварочного аппарата.
Второй шаг: определение металлов, с которыми предстоит работать. В кузовном ремонте - это сталь, алюминий, изредка нержавеющая сталь.
Сварка стали. В современном автомобилестроении используется несколько сортов стали с различными физико-химическими характеристиками.
Для соединения прочных и высокопрочных сталей необходим метод сварки-пайки специальной медно-кремниевой проволокой CuSi5 при температуре около 900°С с целью сохранения свойств металлов, выбранных производителями для определённых деталей кузова. Этот метод был подробно описан в статье: http://www.redhotdot.ru/Article.aspx/Details/27 (Сварка-пайка).
В результате к сварке сталью, алюминием и нержавеющей сталью добавляется сварка-пайка медью, а точнее бронзой.
Далее, для различных видов сварки необходимы свои настройки. Если сварочный аппарат снабжен специальным программным обеспечением, то это дает возможность использовать несколько режимов сварки. Оператор может выбрать ту программу, которая будет отвечать заданным параметрам, например: установленной проволоке (металл, диаметр), типу сварки (прерывистый для точек или шовный).
Сварка алюминия. Алюминиевая проволока значительно мягче стальной, а сам металл очень капризный из-за высокой теплопроводности и быстрого окисления. Проблема протяжки проволоки через стандартную горелку раскрыта в статье: http://www.redhotdot.ru/Article.aspx/Details/25 (Сварка алюминия).
На рисунках видно, почему без дополнительной протяжки трудно добиться стабильной подачи проволоки.
Полуавтомат должен иметь возможность подключения специальной горелки, например, через дополнительную розетку к стандартному евроразъёму.
«ИНВЕРТОР» или «ТРАНСФОРМАТОР»?
Существует мнение, что инверторный сварочный аппарат значительно превосходит трансформаторный по техническим характеристикам и надёжности, а стоит меньше. Так ли это?
Инверторный сварочный аппарат включает инверторный преобразователь, который в принципе позволяет добиться существенного преимущества в процессе сварочных работ.
Прежде всего, применение инверторной технологии позволяет значительно уменьшить размер трансформатора, и тем самым снизить стоимость и массу оборудования. Но прежде всего, это верно для сварки штучным электродом (сварка ММА). В случае полуавтоматической дуговой сварки MIG/MAG всё сложнее. Для полноценной реализации преимуществ инверторной технологии необходимы дополнительные компоненты и узлы, которые существенно удорожают сварочный аппарат. Именно по этой причине многие китайские производители наводнили наш рынок инверторными аппаратами для сварки MIG/MAG, переделанными из ММА аппаратов. Если такой «инверторный» аппарат - «3 в 1», т.е. TIG/MMA/MIG-MAG и минимальный рабочий ток для сварки TIG равен 10А, то для сварки MIG-MAG минимальный ток будет составлять уже 40-50А, что для кузовного ремонта неприемлемо, так как это значение слишком велико.
Кроме того, инверторный блок требует активного охлаждения. А еще он очень хрупкий и чаще всего приклеен к алюминиевому радиатору специальным клеем под нагрузкой, вследствие чего уязвим для вибрации. Поломка требует полной замены блока или дорогостоящего ремонта с применением специального оборудования. Отсюда понятно, почему форумы по сварке пестрят сообщениями о том, что инверторные полуавтоматы выходят из строя чуть ли не в первые дни работы.
Кузовной цех, где работает полуавтомат, сложно назвать благоприятной средой. Огромное количество пыли крайне неблагоприятно влияет на электронику, заключённую в небольшом корпусе. Инверторный блок очень боится пыли и влаги.
Одним из достоинств инверторных аппаратов, о котором упоминают продавцы, является стабильная работа при скачках напряжения. Это является несомненным плюсом, особенно при известной нестабильности напряжения в гаражах. С другой стороны, добиться стабильной работы сети можно простым включением в цепь стабилизатора напряжения, и в MIG 19 эта проблема решена.
Самым важным отличием недорогого инверторного полуавтомата от традиционного трансформаторного является жёсткое начало сварки. «Трансформатор» с качественным цифровым управлением сразу выходит на рабочий режим, мягко набирает мощность, давая сварщику возможность сваривать маленькими каплями, часто включая и выключая подачу, чтобы снизить температуру сварки. Да, инвертор действительно «поёт» во время сварки, но эта «песнь» даёт наслаждение только на деталях толщиной от 1,5 мм и больше, на тонком листе «песнь» короткая.
Инверторные блоки постоянно модернизируются, становятся меньше, дешевле и надёжнее, но пройдет еще какое-то время, прежде чем такие количественные изменения перейдут в качество, и трансформаторные аппараты будут полностью вытеснены с рынка
www.redhotdot.ru
Полуавтомат для сварочных кузовных работ при ремонте автомобиля
Выполнение кузовных работ для ремонта автомобиля наиболее эффективно именно в полуавтоматическом режиме. Сварка полуавтоматом позволяет получить шов максимального качества при соединении деталей небольшой толщины.
Принцип функционирования полуавтоматических агрегатов
Высокое качество сварочных работ обеспечивается минимизацией участия исполнителя в выборе режима выполнения операций. Если обычная сварка требует установки величины тока, применения определенной технологии движения электрода, то полуавтомат справляется с этим сам. При ремонте автомобиля оператору необходимо лишь направить горелку в зону выполнения работ и нажать на кнопку.
В состав полуавтоматической установки для кузовных сварочных работ входит:
- Сварочный трансформатор, который работает в стандартном для других агрегатов режиме. Основная функция — обеспечение величины сварочного тока, необходимого для соединения различных металлических деталей. Наряду с традиционными понижающими трансформаторами широко используют инверторные устройства, позволяющие обеспечить оптимальные параметры для выполнения различного типа работ по сварке.
- Механизм подачи проволоки, позволяющий автоматизировать процесс. Благодаря этому узлу осуществляется подача проволоки в зону горения дуги с оптимальной скоростью для различной силы тока. Именно благодаря этому и обеспечивается высокое качество кузовных работ, требующее получение однородных сварочных швов. Только высокое качество сварки может обеспечить долговечность и надежность корпуса автомобиля. Такая частичная автоматизация процесса и обусловила появление названия сварочный полуавтомат.
- Основной рабочий элемент устройства — горелка, через которую происходит подача проволоки, защитных газов. Именно от конструкции горелки во многом зависят характеристики получаемой дуги и удобства оператора при выполнении сварочных работ.
Виды полуавтоматических устройств в зависимости от используемой защитной среды
Учитывая жесткие требования к качеству работ при ремонте кузова автомобиля, на первый план выходит необходимость защиты сварного шва от воздействия примесей, входящих в состав воздуха. Поэтому сварка полуавтоматом выполняется в защитной среде. В зависимости от типа применяемых материалов различают следующие технологии:
- MIG — технология с применением защитных инертных газов (аргон, гелий). Основная задача — снизить возможность окисления шва, особенно актуальна при работах с цветными металлами, детали из которых достаточно часто приходится варить при ведении кузовных работ в процессе ремонта автомобиля.
- MAG — технология работы полуавтоматом в среде активного газа, в качестве которого чаще всего используется углекислый. Позволяет существенно увеличить скорость выполнения сварных операций, получить шов с определенными характеристиками. Требует использования проволоки с добавками марганца и кремния.
- Технология TIG предполагает выполнение операций при помощи порошковой проволоки. Флюс, входящий в ее состав, при сгорании образует защитную атмосферу. Плюсом технологии считают возможность отказаться от баллона с газом, но стоит учитывать тот факт, что стоимость порошковой проволоки достаточно высока.
На что обращать внимание при выборе полуавтоматических агрегатов
Если для выполнения кузовных работ при ремонте автомобиля вам потребуется полуавтомат, в первую очередь определите предполагаемую область задач. Такой подход позволит существенно сэкономить на покупке. Дело в том, что для решения многих задач вполне достаточно простых агрегатов бюджетного класса.
При выборе обращайте внимание на следующие моменты:
- Для ремонта автомобиля в собственном гараже вполне достаточно бытовой модели, обеспечивающей сварочный ток до 200А. Полупрофессиональные (до 300А) и профессиональные (свыше 300А) агрегаты стоят гораздо дороже. Приобретать такой аппарат для сварочных работ целесообразно при необходимости обеспечивать большие объемы сварки.
- Полуавтомат, работающий от сети 220В, можно подключить в любом гараже, но трехфазные агрегаты обеспечивают более стабильный сварочный ток, благодаря равномерному распределению нагрузки по фазам сети.
- Для ремонта кузова целесообразно выбирать агрегат, способный работать по различным технологиям. Оптимальным считается MIG/MAG установка, но в некоторых случаях неоценимой станет аппаратура, способная работать со сварочной проволокой.
- При необходимости выполнения операций в непосредственной близости от агрегата, вполне достаточно толкающего механизма подачи проволоки. Если же требуется обеспечить большую мобильность, выбирайте более дорогой тянущий механизм (длина шланга до 20 метров).
Необходимое дополнительное оснащение
При выборе устройств, работающих по технологии MIG/MAG, будьте готовы к дополнительным расходам.
- Баллон для хранения защитных газов. В зависимости от условий можно приобрести малолитражный или транспортный (40 литров) вариант.
- Углекислый газ можно приобрести гораздо дешевле, стоимость аргона, гелия достаточно высока.
- Для подключения баллонов необходим специальный шланг с понижающим редуктором, который должен обеспечить регулировку расхода газа.
- Обязательным считается применение манометров высокого и низкого давления. При этом стоит учитывать и то, что все газовое оборудование нуждается в периодической поверке и тарировке.
Агрегаты полуавтоматического типа позволяют выполнять сварные работы даже не очень квалифицированному исполнителю. Поэтому не стоит экономить при выборе агрегата. Высокое качество шва при возможности самостоятельного ремонта кузова машины, окупит все расходы.
Похожие статьиgoodsvarka.ru