Сварочный углекислотный полуавтомат — углекислота для сварки металлов. Сварка полуавтоматом в среде углекислого газа для начинающих
Использование углекислоты для сварки полуавтоматом
Использование углекислоты для сварки полуавтоматом получило широкое распространение как среди начинающих сварщиков, так и среди профессионалов. Такой газ для сварки (имеет маркировку co2) защищает сварочный шов от негативного воздействия атмосферы, улучшает качество работ и увеличивает производительность труда. В этой статье мы расскажем все о сварке в среде углекислого газа.

Содержание статьи
Суть сварки в углекислоте
Углекислотный газ частично распадается на углерод и кислород, находясь под воздействием большой температуры. Впоследствии формируется смесь из нескольких газов одновременно: кислорода, углерода и углекислого газа. В совокупности эти газы защищают сварочную зону от негативного влияния окружающей среды, ведь в сварочном цеху или в гараже практически невозможно установить идеальные условия для сварки. Кроме того, смесь трах газов взаимодействует c железом, что также улучшает качество готового шва.

Углекислый газ обладает свойством сильного окисления металла, что может привести к потере качества работы. Чтобы устранить окислительные процессы в сварочную проволоку в избыточном количестве вводят кремний и марганец, их оксиды высвобождаются во время сварки и благодаря своим свойствам подавляют окислительные процессы. Они вступают в реакцию друг с другом, а не растворяются в сварочной ванне, тем самым формируется надежное соединение, не подверженное окислению.
Для сварки в углекислоте используется сварочный полуавтомат. Режим работы полуавтомата выбирается исходя из толщины металла. Ниже вы можете видеть таблицу с рекомендуемыми параметрами для сварки тонких металлов.

Преимущества дуговой сварки в углекислом газе
Мы будем сравнивать дуговую сварку в углекислоте со сваркой под флюсом, поскольку два этих метода часто обсуждают в попытке выяснить, что лучше. Перечислим основные преимущества сварки в углекислом газе:
- Мастер может беспрепятственно наблюдать за процессом сварки и следить за дугой, поскольку нет флюса, закрывающего обзор.
- Нет необходимости использовать дополнительное оборудование для подачи и удаления флюса с поверхности металла, что выгодно экономически.
- Не нужно очищать металл от шлака и остатков флюса. Это преимущество особенно важно, если планируется многослойная сварка деталей.
- Производительность труда повышается в несколько раз за счет равномерной подачи тепла от сварочной дуги. Скорость работы до 3 раз быстрее, чем ручная сварка электродами или сварка под флюсом.
- Качество швов значительно выше, даже если вы начинающий сварщик.
- Можно проводить работы в любом положении. Сварщику доступна возможность выполнить и горизонтальный, и вертикальный шов, а также соединения под углом или на весу, не используя при этом стальную подкладку.
- Углекислый газ стоит дешево и его перерасход незначительно скажется на стоимости работ.
- Можно сваривать тонкий металл без страха ухудшить качество сварного шва.
- Наплавка при сварке полуавтоматом в углекислом газе лучше, чем при сварке под флюсом.
Но и это еще не все. Одним из главных преимуществ такого метода сварки является его экономичность. Она достигается как за счет низкой цены на газ, так и за счет увеличения скорости работы. Если измерять стоимость работ, руководствуясь количеством металла, необходимого для наплавки, то при сварке в углекислом газу килограмм металла обходится в два раза дешевле, чем при сварке под флюсом или при ручной сварке.Сварочный процесс с углекислотой широко используется не только гаражными умельцами, но и в промышленных целях. Этот метод сварки незаменим в машино- и судостроении, при сварке магистральных отопительных и водопроводных систем, при выполнении сложного монтажа металлических конструкций в труднодоступном месте, при производстве изделий из легированной стали, и металлов, устойчивых к теплу, при оперативном ремонте и наплавке.
Как видите, этот метод сварки не зря настолько распространен. Он обладает множеством преимуществ и позволяет существенно улучшить качество сварочных работ. Теперь подробнее разберем материалы, необходимые для углекислой сварки.
Применяемые материалы при сварке в углекислоте
Сварочная проволока
В этом методе сварки в качестве электрода используют специальную сварочную проволоку, которая подбирается в соответствии с металлом, который необходимо сварить. Диаметр варьируется от о.5 до 3 мм, тем толще металл, тем соответственно больше диаметр проволоки. Также учитывайте мощность и количество дополнительных настроек у вашего полуавтомата. Мы рекомендуем использовать медную проволоку, поскольку она всегда дает отличный результат.
Соблюдайте правила хранения проволоки. После вскрытия упаковки она не должна иметь пятен или иных загрязнений, исключено наличие ржавчины или любой другой коррозии. Если ваша проволока не соответствует этим требованиям, то ее нельзя использовать в работе, поскольку увеличивается вероятность разбрызгивания металла при сварке и в целом ухудшается качество получаемого шва.
Опытные сварщики вымачивают проволоку в серной кислоте, а затем несколько часов прокаливают в печи. Эта процедура улучшает качество получаемого впоследствии сварного шва.
Углекислый газ
Самый главный компонент. Газ для сварки не имеет цвета и не наносит вреда здоровью. Углекислоту для сварки хранят и перемещают в специальных баллонах с заданным давлением. В большинстве случаев баллоны можно отличить по характерному черному цвету и подписи «Углекислота», но бывают и исключения. Качественный газ с углекислотой, применяемый для сварки полуавтоматом, должен на 98% состоять из диоксида углерода. Этого достаточно для выполнения большинства работ. Но если необходимо сварить особо важные металлические конструкции, то лучше приобретать баллон с содержанием 99%. Также важно, чтобы в баллоне не было излишней влаги. Если углекислота для сварки содержит влагу, то наплавка теряет пластичность, а шов приобретает пористую текстуру и его характеристики ухудшаются.

Если газ не сухой, то мы рекомендуем поставить баллон вертикально на 20-30 минут, чего будет достаточно для того, чтобы лишняя влага осела на дно. В баллоне могут также содержаться примеси азота, которые негативно влияют на качество работ. Выпустите немного газа из баллона, прежде чем приступать к работе, так лишние примеси уйдут в атмосферу и не будут препятствовать хорошему результату.
Вместо заключения
Сварка с использованием углекислого газа — это крайне полезный навык, расширяющий ваши профессиональные умения. С помощью такого вида сварки можно улучшить качество своей работы и повысить производительность труда. При этом себестоимость таких работ будет достаточно экономной за счет низкой цены на газ. Конечно, у начинающих сварщиком может быть перерасход газа, пока они не «набьют руку», но с опытом придет полное понимание сути сварки в углекислоте, а значит и осознание, как можно сократить расход комплектующих.
Для полноценной работы вам понадобится лишь полуавтомат, сварочная проволока и баллон углекислого газа, а также терпение и минимальные навыки сварки. Не полагайтесь в своей работе только на учебные таблицы, экспериментируйте и получайте свой опыт. Благодаря этому вы сможете интуитивно подбирать правильный режим работы аппарата в зависимости от ситуации, а этот навык очень важен, если вы хотите стать профессионалом. Обязательно испробуйте этот метод, соблюдая технику безопасности. Опытные мастера могут поделиться своим опытом в комментариях, чтобы помочь новичкам. Желаем удачи!
svarkaed.ru
Как варить полуавтоматом в среде углекислого газа – пояснения для новичков

Чтобы процесс соединения деталей в единое целое не составлял труда и все получалось с первого раза, перед практическими работами нужно разобраться в теории, как производится сварка полуавтоматом в среде углекислого газа для начинающих. Рассмотрим основные аспекты и сущность данного метода.
Содержание статьи
- Понятие сварки полуавтоматом в среде СО2
- Особенности и режимы данного вида соединений
- Характеристика углекислотной сварки
- Технология сварки СО2
Понятие сварки полуавтоматом в среде СО2
Принцип действия для полуавтоматической сварки в режиме углекислоты очень схож с методом газовой сварки с газом и без. То есть, варить можно двумя способами – использую защитный газ или нет. Подробнее прочесть про этот метод можно здесь.

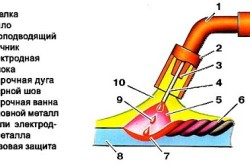
Сущность рассматриваемого способа заключается в элементарной химии. В сварочную зону под давлением подается углекислый газ (СО2). Сварочная дуга обеспечивает высокую температуру, за счет чего происходит реакция разложения и газ распадается на кислород (О2) и угарный газ (2СО). Процесс распада происходит по формуле:
2СО2=2О2+2СО
В результате этой реакции сварочная ванна защищена тремя газами – начальным углекислым газом и конечными продуктами реакции – кислородом и угарным газом
Углекислый газ имеет свойство к окислению с железом и углеродом, находящимся в металле. Чтобы защитить металл изделия от этого процесса, рекомендуется для сварочного аппарата применять проволоку с повышенным уровнем марганца и кремния. Эти компоненты химически активнее, чем железо, поэтому сначала окисляются они, тем самым принимая на себя «удар» и защищают изделие. Пока в сварочной зоне присутствуют эти два элемента, железо и углерод не будут окисляться. Отходы, то есть оксиды марганца и кремния, которые образуются при воздействии высокой температуры и окислительной реакции представляют собой легкоплавкое соединение, которое всплывает на поверхность сварочной ванны и кристаллизируется в виде шлака. Этот компонент никак не влияет на качество шва.
Для сварки в среде углекислого газа одного стандартного баллона на 25 кг углекислоты хватает на 15 сварочных часов. С учетом реакции из одного килограмма получается почти 500 литров готового газа. При полноценной работе затраты в среднем считаются от 10 до 50 литров в минуту. Но расход зависит от многих факторов – давления, типа сварки, типа шва, применяемого аппарата, погодных условий и так далее.
Такой метод называется сварка tig, то есть, это работы это соединение металлов с помощью электродов в среде защитного газа. Электрод может быть вольфрамовым или графитовым.
Особенности и режимы данного вида соединений
Полуавтоматическая сварка в среде углекислого газа отлично подходит для новичков. Основной особенностью данного метода является применение обратной полярности постоянного тока. Это позволяет удерживать дугу. Если же наоборот, применить прямую полярность, то увеличивается риск потери дуги, что негативно отразится на качестве спаивания.
Работая на обратной полярности, можно избежать разбрызгивания электрода. Если же нужно наплавить металл, тогда лучше применить прямую, так и КПД будет в 1,5-почти 2 раза выше.
Режимы сварки, которые выставляются в настройках аппарата, зависят от многих факторов. Рассмотрим таблицу, где подробно расписаны возможные варианты настроек, отталкиваясь от толщины металла, из которого сделаны заготовки для сваривания.

Изучая данные из таблицы, можно заметить, что напряжение дуги напрямую зависит от диаметра проволоки и от толщины металла. При усилении сварочного тока будет усиливаться глубина провара, что необходимо при работе с толстыми металлами. Отталкиваясь от горения дуги, нужно настраивать скорость подачи электродной проволоки, чтобы не терять качество шва.
Характеристика углекислотной сварки
Углекислый газ не имеет никакого вкуса и запаха, также он является бесцветным. В умеренных количествах он не составляет опасности для здоровья и жизни человека, не взрывоопасен. Его плотность 1,98кг/м3, что говорит о том, что он намного тяжелее воздуха (с плотностью 1,2 кг/м3).
В продажу он поступает в железных баллонах по 10, 20 или 40 литров в жидком состоянии и под давлением. Перед сварочным процессом необходимо установить баллон на некоторое время вертикальное положение, чтобы вся влага, которая там есть стекла. После этого газ подается в сварочную зону. Установленный редуктор с регулятором контролирует давление и подачу газа.
Важно: перед приобретением баллона важно уточнить возможность дозаправки.
Сварка в углекислом газе может производиться несколькими видами оборудования для сварки:

- Выпрямитель это такой полуавтомат для сварки, внутри которого ток преобразуется из переменного в постоянный. Они применяются для любых видов дуговой сварки полуавтоматом с применением разных электродов и для соединения различных металлов, кроме алюминия.

2. Инвертор – это источник питания для сварочной дуги. Это аппарат, который может преобразовывать электроэнергию из сети 220В в постоянный ток для создания и удержания дуги. Подробнее ознакомиться с принципом действия и преимуществами инвертора можно здесь.
Технология сварки СО2
Когда все готово и настроено для полуавтоматической сварки в газовой среде, можно приступать. Для начала необходимо подготовить металлические детали, которые подлежат спаиванию. Залог качественного шва – это предварительная подготовка. Чтобы материал идеально сплавился, нужно заготовки очистить от масла, грязи и остатков лакокрасочных изделий. Это можно сделать металлической щеткой или наждачной бумагой. После этого детали устанавливаются в то положение, при котором будет происходить их соединение. Первый шов лучше всего производить на малой силе токе, чтобы посмотреть, как будет себя вести заготовка. Если сразу дать большой ток, то есть риск трещин и деформации деталей.
Полуавтоматическую сварку в газовой среде можно выполнять следующими методиками:
- углом вперед (справа налево) используется для тонколистового металла;
- углом назад (слева направо) обеспечивает глубокий провар, но шов при этом не будет широким.

Когда шов полностью готов, нельзя сразу отключать подачу газа, так как это чревато окислением. Сначала останавливается подача проводной проволоки, потом подача тока, а затем уже подача газа. Как раз за это время шов успевает кристаллизоваться. По завершению работы нужно сбить шлак со шва.
Преимущества и недостатки сварки в среде СО2
Сварка тиг углекислым газом широко применяется как в домашних условиях, так и в различных производственных отраслях. Это не удивительно, ведь данный вид соединений имеет ряд преимуществ:
- есть возможность соединять тонколистовой металл;
- можно сваривать разные типы металлов, с разными характеристиками и температурой плавления;
- электрическая дуга отличается высокой стабильностью;
- сварная ванна находится под надежной защитой от окисления и воздействия негативных факторов внешней среды;
- шов в результате получается очень качественным;
- технология полуавтоматической сварки в среде углекислого газа считается самой безопасной, в сравнении с другими тиг методами;
- экономичность и доступность. Это показатель связан с тем, что 2 приобрести намного проще, чем смеси других газов, применяемых для защиты во время tig сварки.
Кроме преимуществ, можно и отметить несколько недостатков:
- по качеству углекислота немного уступает другим смесям;
- аппарат немного сложнее и дольше чистить, чем после гелий, аргона или азота;
- затраты на материалы постоянно возрастают.
home.nov.ru
Полуавтоматическая сварка в среде углекислого газа: нержавейки и других металлов
Существуют самые разные способы сварки, однако к полуавтоматической сварке в среде углекислых газов уже давно проявляется интерес, как среди профессиональных мастеров, так и среди любителей.
В первую очередь, это связанно с тем, что данный метод обладает хорошей универсальностью и высокой производительностью.
Следует отметить и то, что сварка при помощи среды углекислого газа — достаточно дешевый способ делать прочное и достаточно качественное соединение различных металлических поверхностей, в том числе и нержавейки.
Полуавтоматическая сварка, которая проводится в специально создаваемой среде углекислого газа, нашла широкое применение и в наше время.

Она активно используется в промышленной сфере, при работах на строительных площадках, монтаже самых разных трубопроводов.
Кроме этого, она нашла широкое применение и у домашних умельцев, которые предпочитают всю работу по дому проводить исключительно своими руками.
Это отличный и эффективный способ сделать достаточно прочное сварное соединение листов из нержавейки, а также многих других видов металлов.
Ручная полуавтоматическая сварка, которая проводится в определенной среде углекислого газа, должна в обязательном порядке соответствовать установленному ГОСТ.
Некоторые понятия
Данная ручная сварка, которая проводится полуавтоматом, в среде создаваемого определенным способом углекислого газа, считается одним из самых дешевых способов произвести достаточно качественное соединение металлических поверхностей, в том числе и из нержавейки и производится согласно ГОСТ.
Цена необходимого оборудования достаточно низкая, что и объясняет популярность этого метода.
Она проводится по специальной схеме, которую прописывает соответствующий ГОСТ, а также некоторые другие руководящие документы.
Сущность данного метода получения сварного соединения заключается в том, что в рабочую зону сварки поступает углекислый газ под давлением, который создает определенную защиту, и в результате создаваемой дугой высокой температуры впоследствии распадается на угарный газ, а также кислород.
Видео:
Весь процесс распада происходит по определенной реакции и сопровождается образованием углекислого, угарного газов, а также кислорода.
Данные элементы, которые образуют поток, обеспечивают эффективную защиту сварного соединения, а кроме этого, достаточно активно осуществляют взаимодействие с поверхностью обрабатываемого металла.
Для того чтобы снизить негативное воздействие углекислого газа на металл, в используемую сварочную проволоку дополнительно вводят такие элементы, как кремний и марганец.
При проведении сварочных работ полуавтоматом в специально создаваемой среде углекислого газа для предотвращения процесса окисления на поверхности металла в рабочую зону вводят в свободном состоянии марганец или кремний.
При этом следует учитывать, что количество эти двух элементов в сварной проволоке строго регламентировано.
Для того чтобы сварной шов получился максимально прочным и качественным по ГОСТ, кремний и марганец в проволоке должны находиться в определенном соотношении.
При проведении сварочных работ в среде углекислого газа непосредственно ручным полуавтоматом в определенный момент начинают формироваться оксиды, как кремния, так и марганца.
Вместо растворения в сварочной ванне, данные элементы начинают особым образом реагировать между собой, в результате чего на металлической поверхности начинает образовываться в виде шлака легкоплавкое соединение.
На видео, которое размещено ниже, подробно показан процесс сварки при помощи полуавтомата в образованной особым образом среде углекислого газа.
Видео:
Основные особенности
Ручная сварка с использованием среды защитного газа имеет ряд существенных особенностей, а также некоторые тонкости и нюансы, на которые необходимо обращать внимание в обязательном порядке.
Данный метод получения сварных соединений высокого качества был разработан советскими инженерами около ста лет назад, однако и в наше время не утратил своей актуальности.
Схема выполнения работ относительно несложная и широко используется как на крупных производствах и строительных площадках, так и в бытовых условиях, а также при частном строительстве.
Для данного типа сварки разработан специальный ГОСТ, который обязателен для исполнения, вне зависимости от того, где используется сварка полуавтоматом в углекислой защитной среде.
Работа с металлом в углекислой среде выполняется только постоянным током, который обязательно должен иметь обратную полярность.
Если попробовать выполнить сварное соединение с использованием постоянного тока, но прямой полярности, то это, в первую очередь, отрицательно отразится на стабильности вырабатываемой полуавтоматом электрической дуги.
А во-вторых, приведет к тому, что шов будет формироваться неправильной формы с образованием дефектов, а используемый при данном процессе электрод будет сильно разбрызгиваться, а также образовывать слой угара.
В том случае, когда с использованием данного метода сварки выполняется не сварка в прямом понимании этого слова, а наплавка, специалисты настоятельно рекомендуют использовать непосредственно прямую полярность постоянного тока.
Это связано, главным образом, с тем, что используемый в этом конкретном случае коэффициент наплавки практически в два раза выше, чем при применении тока с обратной полярностью.

В некоторых отдельных случаях данный тип сварки можно проводить и при переменном токе.
Однако для этого общая схема сварочного аппарата должна содержать в своем составе специальный осциллятор.
Кроме этого, следует отметить то, что основными источниками постоянного тока при сварке в среде углекислого газа должны быть преобразователи тока, которые имеют жесткие характеристики.
При выполнении сварки с использованием полуавтомата в специально создаваемой защитной среде, состоящей из углекислого газа, необходимо строго контролировать соответствие всех рабочих параметров принятому ГОСТ.
Более подробно процесс сварки с использованием полуавтомата и защитной среды, состоящей из углекислого газа, показан на видео ниже.
Видео:
Подготовка аппарата и заготовки
Полуавтоматом при создании среды углекислого газа можно варить самые разные металлические поверхности, в том числе из нержавейки.
Оборудование, которое используется в этом случае, в обязательном порядке должно быть собрано в специальную схему.
Необходимо максимально герметично произвести соединение всех шлангов, держателей, баллонов с углекислым газом, а также подключить полуавтомат к основному источнику питания.
Последовательность сборки оборудования в схему определяется ГОСТ и другими руководящими документами.
Следует помнить, что от правильности подключения оборудования во многом зависит не только качество работы, но и техника безопасности, согласно ГОСТ.
Данный метод сварки считается одним из наиболее опасных и обязательно должен проводиться в соответствии с правилами по технике безопасности и регламентом работ.
Перед тем как приступить непосредственно к выполнению работ, необходимо изучить не только технологию проведения сварочных работ с использованием среды углекислого газа, но и иметь представление о соответствующем ГОСТ, который определяет порядок работ.
Видео:
Также следует обязательно использовать соответствующие средства защиты.
Сварка металла, в том числе из нержавейки, в углекислой среде при помощи полуавтомата выполняется достаточно эффективно.
При проведении работ следует помнить, что соединение тонких листов нержавейки и стали осуществляется с обязательной отбортовкой кромок.
Можно проводить сварку и без проведения отбортовки, но только в том случае, когда зазор между листами будет минимальным.
Листы нержавейки и стали средней толщины можно сваривать без предварительной разделки кромок, однако в этом случае зазор не должен превышать один миллиметр.
Листы с большой толщиной следует в обязательном порядке сделать V-образную разделку. Кроме этого при данном методе сварки используется также и Х-образная разделка листового металла и нержавейки.
Видео:
В любом случае перед тем, как приступить к сварке, необходимо тщательно зачистить кромки у металла до состояния блеска.
Для этого можно воспользоваться автоматическим инструментом, например болгаркой. При необходимости выполнить прихватку рекомендуется использовать электроды из углеродистых сталей.
Также перед проведением работ следует правильно раскрепить в полуавтомате сварочную проволоку.
Режимы выполнения работ
Ручная сварка полуавтоматом с использованием защитной углекислой среды может выполняться в нескольких различных режимах.
Режимы работы, главным образом, зависят от толщины обрабатываемого материала и выставляются на аппарате ручным способом.
В том случае, когда металл имеет большую толщину, необходимо уменьшить скорость сварки и, в свою очередь, увеличить силу тока.
Видео:
При минимальной толщине обрабатываемого металла наоборот — скорость работ возрастает, соответственно снижается показатель силы тока.
При выполнении работы должно быть обеспечено стабильное горение дуги, при этом она должна быть максимально короткой.
Если увеличить сварочную дугу, то ее горение будет нестабильным, а кроме этого, значительно увеличится разбрызгивание металла, что может привести к появлению на металлической поверхности различных дефектов.
Данный метод сварки достаточно простой. Его можно использовать как в промышленности, так и в быту.
При этом всю необходимую работу следует выполнять только в средствах защиты.
На видео ниже подробно показана сварка полуавтоматом в защитной углекислой среде с аргоном.
Видео:
rezhemmetall.ru
Техника полуавтоматической сварки в среде углекислого газа
- Содержимое:
- Где используется сварка углекислотой
- Техника сварки в углекислом газе
- Какое давление углекислоты при сварке
- Расход углекислоты для полуавтомата
 Для ремонта кузовных деталей автомобиля, работ с тонколистовой сталью применяется полуавтоматическая сварка в среде углекислого газа. Благодаря автоматизации процесса, ровный шов может получиться даже у начинающего сварщика.
Для ремонта кузовных деталей автомобиля, работ с тонколистовой сталью применяется полуавтоматическая сварка в среде углекислого газа. Благодаря автоматизации процесса, ровный шов может получиться даже у начинающего сварщика.При выполнении работ, обрабатываемая поверхность нагревается меньше, в результате наблюдается только незначительная деформация или коробление детали.
Где используется сварка углекислотой
Заверение о том, что сварочные полуавтоматы для сварки в среде углекислого газа применяются исключительно для ремонта кузовов автомобилей неверное. Сварка с использованием углекислоты, также применяется в следующих отраслях: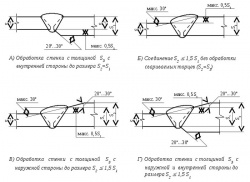
- Изготовление стальных конструкций с большим количеством сварных швов на 1 п.м.
- Машиностроение.
- Изготовление приборов.
- Ремонт и производство кованых конструкций: решеток, перил, ворот, ограждений и т.д.
Техника сварки в углекислом газе
Выполнение сварочных работ и технология полуавтоматической сварки в среде углекислого газа достаточно простая, по сути, от мастера требуется выдержать необходимый вылет проволоки и перемещать горелку автомата с одинаковой скоростью.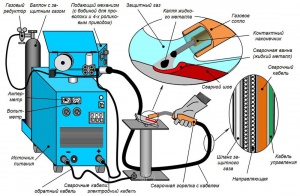 В результате получается равномерный шов без наплывов, обеспечивается достаточный провар стали и механическая прочность получаемого соединения.
В результате получается равномерный шов без наплывов, обеспечивается достаточный провар стали и механическая прочность получаемого соединения.
Во время выполнения работ от мастера требуется соблюдение следующих рекомендаций:
- Перед началом сварки следует убедиться в том, что защитный газ выходит из горелки. Рабочее давление углекислоты при сварке полуавтоматом 0, 02 кПа. Но этот показатель не является абсолютным, наличие сквозняка, ветра, несколько увеличивает расход материала. Соответственно давление для создания нормального шва будет увеличиваться.
- Угол горелки должен находиться в пределах 65-75°. Шов необходимо вести справа налево, так лучше просматриваются свариваемые кромки.
- Сила тока. Режимы сварки в углекислом газе регулируются методом изменения скорости подачи проволоки и напряжения дуги.
Какое давление углекислоты при сварке
ГОСТ на полуавтоматическую сварку в углекислом газе регулируется руководящим документом 26-17-051-85. Согласно документу, стандартного баллона, наполненного СО², достаточно чтобы обеспечить 15-20 часов беспрерывной работы. Для увеличения производительности обязательно используют осушитель влаги.Подача углекислоты может быть изменена в большую сторону при наличии сквозняков, ветра и других негативных факторов. Решающее значение при выборе подходящего рабочего режима играет качество получаемого шва.Сущность сварки в среде углекислого газа сводится к тому, что СО² обеспечивает защиту обрабатываемой поверхности от перегрева. Как правило, качество шва напрямую зависит от расхода углекислоты при сварке полуавтоматом. При этом от мастера требуется обеспечить оптимальные затраты между использованием газа и расходом сварочной проволоки.
Для определения оптимальной нормы расхода углекислоты при сварке полуавтоматом, опытные сварщики используют следующий метод. Выставляют давление приблизительно, так, чтобы получался идеальный шов, после этого снижают подачу газа и напряжение, пока сварочное соединение не станет пузыриться и шипеть. Возвращаются к успешной последней настройке.
Расход углекислоты для сварочного полуавтомата
Хотя нормы расхода углекислоты зависят от многих факторов, в среднем для полуавтомата предусмотрены следующие затраты расходных материалов:
- Скорость подачи проволоки - зависит от ширины расходного материала, составляет, от 35-250 мм/сек.
- Расход газа - определяется качеством флюса и погодными условиями. Может варьироваться от 3 до 60 л/мин.
- Затраты на подготовительные работы составляют около 10% от общего расхода СО².
- Удельный расход газа, необходимый для прохождения шва.
В баллон заливается около 25 кг углекислоты. В результате химической реакции из каждого килограмма получается около 509 л газа. Соответственно, одного стандартного баллона более чем достаточно для непрерывной работы в течение 12-15 часов.
Существует возможность обойтись без использования защитного газа. Вместо СО² применяют порошковую проволоку. При нагревании проволока, покрытая порошком, выделяет газ, который и защищает обрабатываемую поверхность от перегрева.
В комплект оборудования для полуавтоматической сварки в углекислом газе входит:
- Выпрямитель - может быть трансформаторного или инверторного типа. Первый оптимально подходит для толстой проволоки, второй обеспечивает равномерную подачу напряжения и стабильную дугу сварки.
- Подающий механизм - имеет ограничения по толщине проволоки. При выборе следует учитывать, что не каждый флюс можно будет использовать при выполнении сварочных работ.
- Держатель со шлангами.
stroy-plys.ru
Сварка в среде углекислого газа
Сварка металла в защитной среде углекислого газа считается профессионалами одной из самых эффективных. Особенно когда дело касается соединения тонких по толщине заготовок или деталей. Именно поэтому сварка в углекислом газе используется для ремонта кузовов автомобилей, минимальная толщина которых составляет 0,5 мм. К основным достоинствам данного вида сваривания металлов можно отнести:
- достаточно высокую производительность;
- незначительный нагрев свариваемых заготовок, что приводит к минимальному их короблению;
- варить швы можно в любом положении, и это не составляет большого труда, и не влияет на качество конечного результата;
- благоприятные условия проведения сварочного процесса;
- минимальные затраты, так как сам углекислый газ стоит очень дешево.

Проводить дуговую сварку в среде углекислого газа можно ручным способом, при помощи полуавтоматов и автоматов. В небольших цехах по ремонту автомобилей используется именно сварка в среде углекислого газа полуавтоматами. Это удобно, это позволяет регулировать подачу присадочной проволоки в зону сваривания, скорость которой варьируется в пределах 148-600 м/ч.
Режим и техника сварки
На что необходимо обратить внимание, проводя полуавтоматическую сварку в среде углекислого газа.
- Сварка металлов проводится на постоянном токе при обратной полярности. Это когда минус подключается к заготовке, а плюс к электроду. В данном случае с полуавтоматами к присадочной проволоке.
- Силу тока регулируют в зависимости от толщины свариваемых металлов, от скорости подачи присадочной проволоки в зону сваривания и от напряжения электрической дуги.
- Напряжение дуги является очень важной составляющей сварочного процесса. От его значения зависят размеры сварного шва. К примеру, если напряжение большое, то ширина шва в процессе сварки также становится большой.
- Вылет проволоки тоже играет немаловажную роль. Если вылет небольшой, то сварщик плохо видит и сам процесс соединения, и зону сварки. При большом вылете проволоки сварочная дуга дестабилизируется.
Поэтому качество сварки зависит от вылета проволоки из горелки, а также от скорости перемещения последней. Если скорость будет большая, то сварка произойдет прерывистыми участками. Если малая, то расплавленный металл заполнит не только зазор между заготовками, но и вытечет за его пределы, что приведет к последующей доработке стыка. К тому же при небольшой скорости появляется вероятность получения прожогов.
Что касается техники при сварке полуавтоматом, то она достаточно проста и не требует каких-то особых манипуляций с горелкой. В первую очередь перед началом сварочных работ необходимо убедиться, что углекислый газ подается из баллона на горелку. Для этого нужно всего лишь открыть вентиль на редукторе баллона и подставить ладонь под горелку. Небольшой ветерок говорит о том, что система подачи работает нормально.
Кстати, давление углекислоты в баллоне должно составлять 60-70 кгс/см², что контролируется манометром на редукторе, а вот давление самого газа в горелке показывает второй манометр на редукторе баллона. Его значение должно быть 2,0 кгс/см². Этот показатель не является абсолютным, потому что сам сварочный процесс может проходить при разных условиях. К примеру, сквозняки в цеху, на открытой площадке. При таких условиях давление на горелке необходимо поднять, что увеличит расход углекислоты.
Все готово, можно приступать к сварке. Для этого проволоку необходимо выпустить из горелки немного больше, чтобы легко ею можно было бы дотронуться до свариваемого металла для возбуждения дуги. Конец проволоки устанавливается на поверхность металлической заготовки, после чего сварщик нажимает на кнопку пуск на рукоятке горелки. Происходит поджиг дуги, после чего проволока убирается до необходимого размера. Открывается вентиль на редукторе баллона с углекислым газом, производится подача углекислоты в зону сварки.
В процессе углекислотной сварки горелку можно перемещать в любом направлении. Здесь важно, чтобы для сварщика данное направление было удобным. То есть, он смог бы отслеживать и контролировать сварочную операцию. При этом горелка должна располагаться под углом 60-70° по отношению к свариваемой поверхности заготовок.
Специалисты же отмечают различия направления сварки и угла наклона проволоки. К примеру, если варить слева направо, то горелку лучше держать углом назад. Если справа налево, то углом вперед. В первом случае глубина сваривания резко увеличивается, а вот ширина сварного шва заметно уменьшается. Во втором случае, наоборот, глубина проварки уменьшается, а ширина шва увеличивается. Последний вариант лучше всего подходит к сварке тонкостенных металлических деталей.
Внимание! Завершать сварочный процесс необходимо полным заполнением кратера расплавленным металлом. Подачу проволоки после этого нужно прекращать, а вот с отключением газа лучше повременить. Здесь важно, чтобы расплавленный металл в сварочной ванне остывал постепенно. Поэтому стоит немного поддержать температурный режим до того, пока металл не застынет.
Особенности процесса сваривания
Сварка в углекислом газе полуавтоматом – это практически тот же процесс, что и сварка под флюсом. Все дело в том, что не все металлы могут свариваться без защитного слоя. Но сваривание углекислотой – это в первую очередь дешево, потому другие виды сварки полуавтоматами также имеют высокое качество конечного результата.
В чем суть применения углекислого газа. Он защищает зону сварки от окружающего воздуха, в котором присутствует влажность и кислород. Но под действием высоких температур углекислота распадается на тот же кислород и угарный газ. Так вот этот кислород начинает взаимодействовать с металлом, окисляя его. Что, конечно, не очень хорошо. Вот почему так важно нейтрализовать окисляющий химический элемент.
Это можно сделать одним единственным способом – подавать в зону сварки металл, в состав которого входят раскислители. А это кремний или марганец. Так как эти два металла более активны, чем железо, то они первыми и вступают в реакцию с кислородом. Поэтому для сварки в углекислоте используется стальная проволока, в состав которой входят два эти элемента. Это очень важный момент. При этом считается, что оптимальное соотношение марганца к кремнию в составе присадочной проволоки должно быть 1,5-2,0. То есть, марганца должно быть почти в два раза больше.
Самое главное, что при взаимодействии кислорода с марганцем и кремнием образуются оксиды этих металлов. Они не растворяются в жидком расплавленном металле, образованном в сварочной ванне. Но хорошо взаимодействуют друг с другом, превращаясь в шлак, который легко выводится из зоны сваривания. Вот несколько особенностей сварки в углекислом газе.
Комплектность оборудования
Сварочный пост комплектуется нижеследующим оборудованием и принадлежностями.
- Источник постоянного тока. Это может быть сварочный трансформатор или инвертор. Второй источник поддерживает стабильную дугу.
- Газовый баллон вместимостью 40 литров, куда может поместиться углекислый газ весом 25 кг. Его спокойно хватит на непрерывную работу в течение 15 часов.
- Подающий механизм. Сегодня производители предлагают огромнейший ассортимент этого устройства, так что выбрать есть из чего. К примеру, очень популярная модель А-547-У. Механизм подачи располагается в небольшом металлическом чемоданчике, который легко переносится. Некоторые модели снабжаются ремнем для переноски на плече. В чемоданчик помещается и катушка с проволокой. Сюда же установлен газовый клапан, как вторичный защитный элемент. Первый, понятно, редуктор на баллоне.
- Промежуточным элементом от баллона до горелки – осушитель (подогреватель электрический) газа.
- Горелка с комплектом шлангов и кабелей.
Итак, сварка металлических заготовок в среде защитного углекислого газа – эффективный способ сваривания. Он зависит от выбранного режима работы и техники проведения процесса. А в качестве конечного результата получается хорошо сформированный шов с отличным проваром по всей глубине зазора, плюс великолепные технические свойства наплавленного металла.
Поделись с друзьями
0
0
0
0
svarkalegko.com
Полуавтоматическая сварка в среде углекислого газа
Существует несколько технологий проведения сварочных работ. Использование полуавтомата упрощает этот процесс и позволяет добиться значительного сокращения времени на производство необходимых операций.
 Однако имеется и ряд «минусов» такого способа, наиболее существенными из которых являются интенсивное излучение в зоне дуги, разбрызгивание металла и появление в его структуре пор в результате прямого контакта с атмосферой, что снижает прочность полученного шва. Создание защитного «облака» устраняет или минимизирует все эти недостатки.
Однако имеется и ряд «минусов» такого способа, наиболее существенными из которых являются интенсивное излучение в зоне дуги, разбрызгивание металла и появление в его структуре пор в результате прямого контакта с атмосферой, что снижает прочность полученного шва. Создание защитного «облака» устраняет или минимизирует все эти недостатки.
Для этого применяются различные методики, но все они в той или иной степени являются затратными. Например, аргон используется нечасто ввиду высокой стоимости. Проведение операций в среде углекислого газа получило более широкое распространение. Он оттесняет от металла воздух, тем самым избавляя рабочую зону от кислорода и азота (последний особенно влияет на степень прочности места соединения).
Преимущества
- Простая технология.
- Низкая себестоимость, так как из всех защитных смесей и газов углекислый – самый дешевый.
- Получение однородного, плотного и узкого шва. Это особенно ценно при сваривании тонкостенных деталей.
- Отсутствие шлаков в рабочей зоне, что избавляет от необходимости производить дополнительную механическую обработку участка.
- Возможность визуального контроля процесса.
- Минимальная температурная деформация кромок деталей, так как газ одновременно является и «охладителем».
- Повышается устойчивость шва к коррозии.
- Работы можно вести при любой пространственной ориентации электрода.
- Отличное качество при высокой производительности (превышение до 3-х раз по отношению к ручной сварке).

Технология
Структурная схема организации сварочного процесса в газовой среде понятна из рисунка. Типового 40-литрового баллона (это примерно 12 «кубов») хватает на 16 – 17 часов непрерывной работы. Медный купорос (или силикагель), помещенный в осушителе, поглощает влагу, содержащуюся в газовой среде, тем самым предотвращая разбрызгивание капель металла. Подогрев необходим для того, чтобы обеспечить бесперебойную работу редуктора.
Технология сварки понятна из этого рисунка:

Особенности
«Плюс» источника питания присоединяется к проволоке, «минус» – к заготовке.
Работа ведется короткими, но частыми замыканиями. Это понижает интенсивность разбрызгивания металла.
Использование смеси углекислый газ + аргон в этом плане еще эффективнее. Кроме того, это снижает эн/потребление и повышает производительность примерно в 1,5 раза.
Для сварки по такой методике используется только специальная сварочная проволока Св-08 (или 10)ГС сечением от 0,6 до 1,2 мм. Это связано с тем, что при высокой температуре (в рабочей зоне она может достигать значения +6 000 °С) газ СО2 разлагается. Образующийся кислород приводит к выгоранию легирующих веществ и углерода. Рекомендуемая проволока содержит элементы, которые нейтрализуют негативное воздействие О² (титан, кремний, алюминий, марганец). Их еще называют «раскислителями».
Если производится сварка сталей категории «высокопрочные», то целесообразно использовать порошковую проволоку.
Для малолегированных или углеродистых сталей применяется защитная смесь из углекислого газа и кислорода (примерно 75 на 25).
Работы проводятся обязательно в хорошо вентилируемых помещениях, так как процесс является небезопасным для здоровья. К примеру, при сваривании «оцинковки» происходит образование паров этого металла, использующегося в качестве защитного слоя. А это чревато появлением у работника так называемого «цинкового озноба». Если есть возможность (без ущерба качеству) использовать другой вид сварки, то от методики работы в защитной среде в конкретной ситуации лучше отказаться.
Тем, кто желает более детально изучить технологию и особенности сварки полуавтоматом с использованием газов, можно рекомендовать для ознакомления документ РД № 26 – 17 – 051 от 1985 года. В нем подробно изложены требования к материалам, нюансы работы, типовые неисправности оборудования и много другой полезной для начинающего сварщика информации. Среди множества ГОСТ, регламентирующих особенности сварочных работ, стоит обратить внимание на Стандарт № 14771 от 1976 года. В нем описываются все нюансы процессов в защитных средах.
ismith.ru
Сварочный углекислотный полуавтомат - углекислота для сварки
 Сварочные углекислотные аппараты предназначены для полуавтоматической сварки с использованием механизированной подачи сварочной проволоки. Сварочный полуавтомат состоит из следующих компонентов:
Сварочные углекислотные аппараты предназначены для полуавтоматической сварки с использованием механизированной подачи сварочной проволоки. Сварочный полуавтомат состоит из следующих компонентов:
источник питания; механизм подачи проволоки; блок управления; сварочная горелка; катушка с проволокой.
Назначение сварочных полуавтоматов разное, поэтому и классифицируют их в данный момент следующим образом:
- сварка с использованием защитных газов;
- сварка под флюсом;
- универсальная сварка;
- сварка с порошковой проволокой.
Полуавтоматическая сварка происходит с использованием плавящейся электродной проволоки в среде инертных газов (Не, Аг), в среде смесей (Аг + Не), в углекислоте (СO2). Под электродной проволокой понимают сплошные изделия, которые изготовлены с использованием цветного металла, нелегированных и легированных металлов (Al, Mo, Ni, Си, Ti, Mg). Это также могут быть активированные или не сплошные порошковые материалы.
Сварка полуавтоматом с углекислотой выполняется на постоянном или импульсном токе (это зависит от типа свариваемого материала и условий среды).

Инструкция по подготовке полуавтоматической сварки к работе
- Первоначально необходимо правильно заправить в рукав сварочную проволоку.
Придётся снять газовое сопло на газовой горелке, открутить медный наконечник, отвести прижимной ролик на подающем проволоку механизме, закрепить катушку в нужном месте, пропустить проволоку через весь рукав к соплу.
- Далее следует определить полярность сварочного тока.
Когда сварка производится углекислым газом и обычной проволокой, необходимо сделать обратную полярность: плюсовое поле расположить на горелке, минусовое поле – на зажиме. Так тепловыделение будет производиться на свариваемом металле.
Если при сварке используется флюсовая проволока, полярность будет прямой.
- При подключении полуавтомата к сети, необходимо нажать на клавишу рукоятки, чтобы проверить подачу проволоки. Если подача газа была осуществлена до этого, будет слышно характерное шипение.
- Углекислота для сварки подаётся по тому же самому рукаву, что и проволока (в отдельном канале). Чтобы сварочный шов ложился правильно, необходимо выставить правильную подачу газа.
Подача газа регулируется с помощью редуктора, который устанавливается на баллон с углекислотой (углекислый газ пребывает в баллоне в жидком состоянии, он занимает немного больше половины баллона, остальное – газ).
При сильном давлении и подаче газа, пламя во время сварки просто будет гаснуть, при низком давлении, наоборот, будет недостаток газа, из-за чего не будет создаваться подобающая атмосфера на конце проволоки, и шов будет получаться пустотелым.
Расход газа в среднем должен составлять 8-10 литров в минуту. Данный параметр также зависит от величины сварочного тока. Чем больше выставлен ток на сварочном аппарате, тем больше будет расход углекислоты.

Углекислота для сварки металлов
Углекислый газ, который применяется для сварки, подразделяется на I и II сорт. В отличии сортов разным является содержание паров воды.
Пищевая углекислота для сварки также может быть использована при сварочных работах. В баллоне такая углекислота имеет большее содержание свободных молекул воды, поэтому требует особых мер предосторожности при хранении.
Хранят углекислый газ для сварки в баллонах ёмкостью 40 л, где вмещается до 25 кг СО2. Обычно такие баллоны окрашивают в чёрный цвет, а надпись на них делают жёлтым цветом.
Сварочная проволока в газовой сфере из-за применения углекислого газа должна содержать достаточное количество примесей легирующих элементов. Чаще всего роль этих дополнительных элементов выполняют металлы Si и Mn. А самая распространенная проволока, которая применяется для сварки, имеет маркировку Св-08Г2С.

Сварочный углекислотный полуавтомат должен быть настроен таким образом, чтобы во время сварки было как можно меньше разбрызгивания металла. Если раньше с использованием углекислоты определённый % разбрызгивания всё-таки присутствовал, то сейчас этому нашли решение. Сейчас выпускают смеси углекислого газа с 2-5% составом кислорода. Такая смесь изменяет характер переноса металла, за счёт чего удаётся сократить разбрызгивание металла на 30-40%.
Аргон в силу дорогой стоимости применять в сварке невыгодно. Из-за этого прибегают к использованию двойных смесей (25% СО3 и 75% Ar). Для сварки алюминиевых изделий рациональнее применять газовую смесь, которая состоит из 30% Ar и 70% He.
Преимущественно из-за ценового различия сварочный углекислотный полуавтомат нередко заправляют именно углекислым газом, хотя сварные швы при этом получаются не такого высокого качества (такой подход используется при сварке неответственных деталей и конструкций).

swarka-rezka.ru