Сварка алюминия полуавтоматом: особенности и технология новичкам. Полуавтомат сварочный для алюминия
Сварка алюминия полуавтоматом - особенности технологии
Залогом высокого качества сварки алюминиевых сплавов методами MIG и TIG являются:
- правильный выбор сварочного оборудования;
- подготовка свариваемых поверхностей;
- соответствующие навыки сварщика;
- визуальный контроль сварных соединений.
Даже сварщики с богатым опытом сварки стали, не всегда готовы качественно сварить алюминий. Сложности заключаются в его высокой теплопроводности, и при перегреве детали происходит прожог. Другие особенности этого «крылатого» металла также оказывают трудности при сварочном процессе.
Полуавтоматическая сварка алюминия имеет свои особенности по выбору и настройке оборудования, а также режимам и методам сварки. Возможно, правильная подготовка оборудования и свариваемого металла займет у вас больше времени, нежели сам процесс сварки . Но обо всем по порядку.

Подготовка свариваемых поверхностей
Чистка алюминия перед сваркой является залогом успешного соединения деталей. Для того, чтобы удалить окислы алюминия, можно пользоваться щетками из нержавеющей стали или растворителями и реактивами для травления.
Правила очистки металла:
- Не пользоваться щеткой, которая использовалась для очистки каких-либо сталей, например нержавеющей или углеродистой.
- Не следует сильно надавливать на щетку — при сильном надавливании окислы проникают в заготовку.
- Очистка металлической щеткой из нержавеющей стали осуществляется только в одном направлении;
- При использовании травящих жидкостей следует позаботиться об их удалении с поверхности заготовки перед сваркой с помощью ацетона или растворителя.

Зачистка алюминия перед сваркой
Предварительный подогрев
Предварительный прогрев алюминиевых заготовок позволяет избежать растрескивания сварного шва, при этом :
- температура не должна превышать 110°C, контроль-датчиками температуры;
- прихваточные швы по краям свариваемой зоны облегчают предварительный подогрев;
- разные по толщине свариваемые детали нуждаются в прогреве.
Следующим этапом будет определение необходимых материалов и оборудования
Выбор и настройка оборудования
Сварочный полуавтомат для алюминия
Сварка алюминия стандартными MIG- аппаратами носит условный характер, т.е. сварить с ним можно, но ожидать хорошего результата не стоит.
Оптимальным решением в выборе является полуавтомат для сварки алюминия с импульсным режимом. Импульсы пробивают оксидную пленку, уменьшают перегрев алюминия и снижают вероятность прожога.
Импульсная сварка алюминия на постоянном токе
Синергетические импульсно-дуговые аппараты, снабженные специальной программой, еще больше облегчают задачу. Сварщику необходимо определиться с выбором свариваемых сплавов и подобрать соответствующую программу. Далее выставить значение силы тока кнопочным регулятором. Подбор остальным параметров осуществляется микроконтроллером автоматически.
Хочется отметить, что данные полуавтоматы не дешевое удовольствие и оправданы в профессиональном применении. В домашних условиях вполне можно обойтись оборудованием без навороченных программ, однако и качество сварочного шва будет несопоставимым.
При покупке универсального сварочного полуавтомата в ценовом диапазоне до 40 т.р., рассчитанного на сварку цветных металлов, в т.ч. алюминия, можно присмотреться к следующим моделям:
- Сварог REAL MIG 200 (N24002)
- Сварог PRO MIG 160 SYNERGY (N227)
- Сварог PRO MIG 200 SYNERGY (N229)
- Grovers MULTIMIG 200 SYN
- Aurora PRO OVERMAN 180
Проволока для полуавтомата
При сварке алюминия полуавтоматом накладываются определенные требования при выборе сварочной проволоки. Важные моменты, на которые нужно обращать внимание:
- температура плавления проволоки должна быть сопоставима с температурой свариваемого металла. Меньше разброс — процесс сварки легче;
- оптимальный диаметр проволоки 1,2- 1,6 мм;
- больше диаметр-легче подача в зону сварки.
Распространенными типами алюминиевой сварочной проволоки являются ER4043 и ER5356. Предназначены для сварки и ремонта изделий из алюминия и его сплавов с содежанием кремния не более 5%.
Режимы сварки для проволок ER4043 и ER5356
| Диаметр проволоки, мм | Напряжение, В | Ток, А | Расход газа, л/мин |
| 0,8 | 13-24 | 60-170 | 15 |
| 0,9 | 13-24 | 60-170 | 15 |
| 1,0 | 15-26 | 90-210 | 16 |
| 1,2 | 20-29 | 140-260 | 19 |
| 1,6 | 25-30 | 190-350 | 25 |

Проволока для сварки алюминия ER 4043
Сварочная горелка
Для сварочной горелки применяется тефлоновая направляющая для уменьшения трения проволоки. Желательно чтобы рукав для сварки алюминия предназначался только для сварки алюминия и не был слишком длинным -3 м самое то.
Чем прямее в канале проволока, тем беспрепятственней она подается поэтому старайтесь держать рукав без перегибов и петель.

Push-pul- горелка
Контактный наконечник должен быть предназначен для сварки алюминия (на них помимо диаметра проволоки выбита маркировка AL) простые, используемые для сварки черных металлов и нержавеек не подходят. Связано это с сильным расширением алюминия во время нагрева. Диаметр отверстия должен быть больше диаметра проволоки примерно на 0,4 мм, и в тоже время не сильно большим, чтобы обеспечить хороший электрический контакт.
Использовать алюминиевую проволоку диаметром 0,8 мм затруднительно ввиду пластичности металла и сложностью протяжки. Решением данной проблемы может быть применение сварочной горелки Push Pull (пуш пул). Специальный встроенный механизм улучшит подачу проволоки и позволит увеличить длину горелки.
Если сварка ведется на токах свыше 200 А, стоит позаботиться о снижении тепловыделения и уменьшении проблем с подачей проволоки использованием горелки с водяным охлаждением.
Механизм подачи проволоки
Ввиду повышенной пластичности и мягкости алюминиевой проволоки по сравнению со стальной, подающий механизм должен иметь ряд особенностей, таких как :
- четырехроликовое подающее устройство. Необходимо для равномерного прижатия каждой пары роликов;
- подающие ролики с U- образными бороздками, созданные специально для работы с алюминиевой проволокой.

Четырехроликовый механизм подачи проволоки
Защитный газ
В качестве защитного газа наиболее часто используется аргон, обладающий хорошим очищающим эффектом и хорошим проникновением в сварочную ванну. При сварке алюминиевых сплавов с высоким содержанием магния в качестве защитного газа используются смеси аргона с гелием( до 75 % гелия в смеси). Такие смеси препятствуют образованию оксидов магния.
Здесь может возникнуть вопрос, как варить алюминий в среде углекислого газа или вообще без газа, ведь аргон достаточно дорогой?
Более дешевый углекислый газ, применяемый для сварки низкоуглеродистых сталей, в данном случае не подойдет. СО2- активный газ, он будет защищать сварочную ванну от воздуха, но при этом будет вступать в реакцию в алюминием, препятствуя образованию прочного соединения. Поэтому в данном случае применяется именно инертный газ.
Сварка полуавтоматом без газа возможна с применением специальной флюсовой проволоки, защищающей сварочную ванну.
Правильные режимы сварки
Настройка оборудования
Сварка алюминия полуавтоматом в условиях гаражного применения, на аппаратах, не оснащенных дополнительными функциями: горячий старт, плавный подъем и опускание сварочного тока и т.д., подбор оптимальных режимов можно осуществить только опытным путем, путем проб и ошибок.
Оптимальные значения напряжения и сварочного тока могут быть различны в зависимости от толщины металла и степени. К примеру, для сварочного полуавтомата OVERMAN 180 AuroraPRO для сварки алюминия толщиной 2 мм настройки выглядят следующим образом:
- напряжение в районе 15 в;
- ток в пределах 130-150 А на медленной подаче;
- индуктивность устанавливается в положении 3.
Настройка «индуктивности» позволяет не повышать температуру сварочной ванны

В более продвинутых моделях сварку алюминия ведут в 4-х тактном режиме. При нажатии на кнопку горелки запускается сварочный процесс, дальше ее можно опустить и контролировать наложение сварочного шва. По завершении кнопка нажимается повторно, процесс сварки в аргоне прекращается. При нажатии и опускании кнопки могут подключаться различные функции, облегчающие сварку алюминия. Применение 4- х тактного метода наиболее оправдано на длинных швах при продолжительной сварке.
Натяжение проволоки должно обеспечивать ее равномерную подачу. Избыточное и недостаточное натяжение снижает стабильность дуги и является причиной пористости сварного шва.
Положение газовой горелки
Положение горелки следует располагать под углом 10–20° к вертикали. Оптимальным расстоянием между соплом и свариваемыми деталями будет 10-15 мм, его увеличение значительно повышает расход газа.
Варить алюминий полуавтоматом нужно справа налево, так называемая сварка «от себя». Движение горелки от сварочной ванны приводит к лучшей очистке сварного шва, снижению загрязнения и улучшения защитного действия аргона.
Скорость ведения шва
Сварку следует производить быстро, активной горячей дугой. Высокая теплопроводность алюминия диктует правила на высокие занчения токов и напряжений и более высокие поступательные скорости движения горелки во избежание прожогов.
Выпуклые швы
При сварке алюминия наиболее распространенным видом брака является растрескивание, возникающее в результате значительного расширения алюминия при нагреве и, соответственно, значительного сжатия при остывании сварного соединения. Наиболее существенная угроза растрескивания возникает в кратерах, так как кратер сжимается при охлаждении, что приводит к появлению в нем разрывов.Кратеры следует наваривать до образования куполообразной поверхности. При охлаждении сварного соединения выпуклая поверхность будет препятствовать действию сил сжатия.
Один из распространенных приемов заварки кратеров — проход в обратном направлении без выключения дуги.
Техника безопасности
Использование средств защиты является необходимым условием проведения сварочных работ. Обязательно использование респиратора для органов дыхания, защитной маски, специальной одежды и обуви для защиты от свечения сварочной дуги и брызг расплавленного металла. Едкий белый дым, выделяющийся при сварке алюминия провоцирует кашель и головные боли.
Особое внимание следует уделить защите открытых участков тела от влияния УФ-излучения, т.к. при сварке алюминия оно гораздо интенсивнее, чем при сварке других металлов. При попытке сварки в » шортах» и в «майке» эффект солярия вам обеспечен уже спустя 30 мин.
Сварка полуавтоматом алюминия не сопоставима по качеству с применением TIGа, однако с лихвой компенсируется значительной производительностью. Она является прекрасным решением в случае наплавки или заполнения больших зазоров. В условиях промышленного производства применение полуавтоматов наиболее целесообразно ввиду объемов и высоких требований к скорости. Применение промышленных аппаратов и высокая квалификация сварщика позволяют добиваться отличных результатов.
svarkagid.ru
Сварка алюминия полуавтоматом своими руками
Алюминиевые конструкции отличаются небольшим весом, устойчивостью к коррозии и простотой монтажа с помощью метизов.
Сварка этого материала также возможна, но выполнить операцию очень непросто с применением обычных сварочных материалов и устройств. Для качественного соединения алюминия методом сварки, иногда применяются полуавтоматические приборы.
Как выполняется сварка алюминия полуавтоматом и какие применяются материалы, будет рассказано далее.
Особые свойства алюминия
Для правильного выполнения сварочных операций следует знать особенности данного материала. Среди наиболее важных физико-химических свойств алюминия можно назвать следующие:
- не изменяет цвет при нагреве;
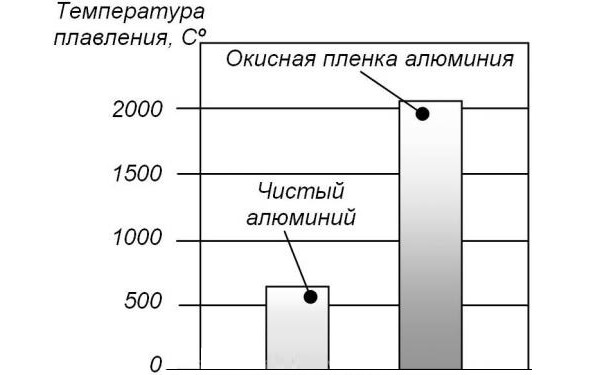
- алюминий и его сплавы обладают слишком широким диапазоном температур плавления;
- теплопроводность металла в несколько раз выше, чем у стальных сплавов.
Неопытному сварщику следует помнить о вышеперечисленных особенностях металла и соблюдать меры предосторожности, чтобы не получить травму либо не повредить свариваемую поверхность.
При выполнении сварочных работ необходимо учитывать образование окисной плёнки, которая плавится при значительно большей температуре, чем основной металл.
Чтобы произвести расплавление окисного слоя и при этом не повредить металлическую поверхность, рекомендуется правильно подготовить материал, а также придерживаться основных правил сваривания легкоплавкого металла.
Основные правила качественной сварки алюминия
Сварка алюминия имеет особенности, которые должны учитываться при работе.

Основные задачи стоящие перед сварщиком:
- Удалить с свариваемой поверхности оксидную плёнку. Для этой цели можно воспользоваться механическим способом. Работа может быть выполнена обычной металлической щёткой. Ещё можно избавиться от тугоплавкой плёнки химическим путём или включить на сварочном аппарате импульсный режим работы. Полуавтомат с импульсным режимом работы позволяет обеспечить лучшее удаление оксидного слоя посредством мгновенного нагрева поверхности до температуры плавления.
- Обеспечить нагрев металла в необходимом диапазоне температур. Сложность сваривания алюминия заключается в том, что при более высокой теплопроводности металла, неподготовленный специалист может допустить серьёзную ошибку, которая заключается в чрезмерном нагреве небольшого участка свариваемой поверхности. В этом случае может образоваться моментальный прожёг алюминия с невозможностью восстановления прежней геометрии заготовки. Чтобы не допустить подобной ситуации, сварщику необходимо уметь правильно выбирать режим подачи проволоки и её размер.
- Предотвратить коробление металла при остывании. Алюминий обладает значительной линейной усадкой при остывании, поэтому чтобы не допустить деформации металла в месте образования сварного шва, необходимо заканчивать сварочный процесс меньшим током. Начинать сварку, наоборот, необходимо с подачей большей силы тока для быстрого проплавления оксидной плёнки.
Видео:
Сварка алюминия с помощью аргона
Соединение алюминия в среде аргона имеет неоспоримые преимущества перед методом в котором используется специальная порошковая проволока для сварки без газа.
Видео: технология соединения без газа.
Работа с алюминием в среде защитного газа позволяет получить более качественный шов, который обеспечит абсолютную герметичность между свариваемыми деталями.
Хорошего результата при использовании аргоновой сварки можно достичь только в том случае, если будет правильно настроен полуавтомат и приобретены качественные расходные материалы. Квалификация мастера также имеет большое значение для выполнения аргоновой сварки.
Если работа производится впервые, то в качестве пробного варианта рекомендуется вначале поэкспериментировать на ненужных алюминиевых деталях.
Процесс выполнения сварочной операции должен производиться в такой последовательности:
- Удалить с помощью металлической щётки или растворителя оксидную плёнку.
- Прогреть свариваемые детали до +150-300 градусов в зависимости от толщины.
- Поднести горелку к свариваемой поверхности, зажечь дугу и произвести сваривание металла.
- По завершении сварки алюминия необходимо погасить дугу и дождаться полного прекращения подачи газа.
При осуществлении сварки в среде углекислого газа последовательность действий не будет меняться, но сложность выполнения работ существенно увеличится, по причине чрезмерного образования оксидной плёнки во время сваривания металла.
Вне зависимости от вида инертного газа применяемого для сварки алюминия, горелка над соединяемой поверхностью должна перемещаться очень плавно.
Процесс сваривания этого вида металла не является сложным, но только при условии, если сварочный полуавтомат для сварки алюминия был правильно настроен. Большое внимание следует уделить выбору присадочных материалов применяемых для соединения.
Видео:
Настройка аппарата и применяемые материалы
Если будет правильно выполнена настройка полуавтомата можно добиться ровного шва и отсутствие участков со сквозным прожогом металла.

Прежде всего необходимо правильно выставить напряжение и силу тока. Примерные значения следующие:
- при толщине свариваемого металла 2 мм — напряжение 15 В;
- сила тока 140-150 А.
Проволока должна соответствовать типу алюминиевого сплава. Обычно, применяют проволоку диаметром 0,8-1,2 мм.
Приведённые выше значения настройки сварочного аппарата являются усреднёнными и могут быть скорректированы как в большую, так и в меньшую сторону в процессе выполнения сварочных работ.
Видео:
Сварка алюминия постоянным током обратной полярности
Применение переменного тока для сварки алюминия применяется наиболее часто, но не менее качественно выполнить работу можно с использованием постоянного тока обратной полярности.
Данный вариант аргоновой сварки алюминия осуществляется в такой последовательности:
- К свариваемым деталям подключается отрицательный контакт, а к электроду положительный.
- Включают подачу защитного газа.
- Осуществляют сваривание металла при вертикальном наклоне горелки не более 20 градусов.
При выполнения сварочной операции постоянным током обратной полярности рекомендуется не отрывать горелку от свариваемой поверхности более чем на 15 мм иначе возможно затухание дуги. Технология выполнения операции не допускает попадания кислорода в сварочный шов, что позволяет выполнить качественное соединения без образования пустот и примесей внутри металла.
В качестве инертного газа данным методом используется аргон или любой другой инертный газ.
Видео:
Плюсы и минусы аргонового соединения
Сварка алюминия полуавтоматом в аргоне своими руками имеет как плюсы, так и существенные недостатки.
- Преимуществом метода является возможность более качественно управлять процессом дугового разряда, не допуская чрезмерного нагрева металла, в тоже время максимально быстро расплавляя алюминиевую поверхность в месте соединения. Благодаря использованию инертного газа удаётся получить более качественный шов лишённый пористости и посторонних включений.
- Недостатком метода является высокая стоимость оборудования и расходных материалов.
- Если необходимо выполнить небольшой объём работ, то дешевле, быстрее и проще воспользоваться услугами профессиональных сварщиков.
Метод соединения алюминиевых деталей требует правильной подготовки материалов и настройки оборудования, что непросто сделать самостоятельно начинающему мастеру. Если принято решение освоить аргоновую сварку алюминия самостоятельно, то советы и видео представленные в статье позволят правильно осуществить основные настройки оборудования и подобрать расходные материалы.
 Загрузка...
Загрузка... plavitmetall.ru
Можно ли варить алюминий полуавтоматом: пошаговая инструкция по сварке
Варить алюминий полуавтоматом довольно сложно. Такая работа требует учета множества нюансов и особенностей самого материала. Но при большом желании можно освоить процесс выполнения и таких сварочных работ. Подходящее оборудование, четкое следование руководству, несколько тренировок — и вы будете варить алюминий не хуже профессионального сварщика.

Схема точечной холодной сварки алюминия.
Основные особенности и сложности варки алюминия
Главной сложностью варки алюминия полуавтоматом является оксидная пленка, которая образуется на поверхности алюминия при контакте с воздухом. Удаляется она путем соответствующего химического воздействия. Такая особенность требует предварительной обработки алюминия т.н. флюсами перед началом варки полуавтоматом. Дополнительно алюминиевое изделие нужно очистить металлической щеткой.
При варке алюминия полуавтоматом понадобится не только сварочный аппарат, но и ряд дополнительных приспособлений. В домашних условиях варка может выполняться двумя основными способами, кардинально отличающимися друг от друга:
- При помощи газовой горелки.
- Путем подачи электрического напряжения.

Схема сварки алюминия полуавтоматом.
Прежде чем приступать к чистовой сварке алюминия полуавтоматом, вам нужно научиться контролировать дугу и поддерживать ее в постоянном состоянии, не допуская перегревания и залипания. Это даст вам возможность выполнять достаточно прямолинейную работу. После подготовки определенного количества тренировочных швов вы получите нужные навыки и сможете варить алюминий полуавтоматом не хуже профессионального сварщика.
Для работы вам понадобится:
- Сварочный аппарат и электроды.
- Газосварка.
- Прибор для нагрева заготовки перед варкой. Греть приходится до 250-400 градусов, поэтому обычно нагрев выполняется в печи.
- Алюминиевая проволока.
Важные параметры сварки алюминия
Для успешного сваривания алюминия полуавтоматом нужно подобрать подходящие электроды. Необходимо учитывать не только особенности самого алюминия, но и толщину заготовок. Для варки алюминия полуавтоматом отлично подходят электроды ОЗР и ОЗР-2, ОЗА и ОЗА-1, можно использовать электроды ОЗАНА и ОЗАНА-1. Правильный выбор электродов — это уже половина успеха.
После этого нужно поработать над подбором подходящего тока для сварки алюминия полуавтоматом. При этом тоже необходимо учитывать толщину заготовок. Придерживайтесь значений, которые указывает производитель электродов на упаковке своей продукции, и проблем не возникнет.

Процесс электро сварки алюминия.
Что касается работы с алюминиевой проволокой, нужно прежде всего научиться своевременно ее использовать. Крайне нежелательно долго хранить проволоку после вскрытия упаковки. Лучше покупать ее непосредственно перед работой и в таком количестве, которое понадобится для ее выполнения. Хранение в открытом состоянии приводит к окислению поверхности проволоки и снижению ее характеристик.
Перед началом работы тщательно очистите место будущего шва от загрязнений, жира, масла и прочих веществ. Это нужно сделать перед тем, как приступать к сварке. Слишком не затягивайте, т.к. поверхность алюминия в самые краткие сроки снова покроется оксидом. Для разрушения оксидной пленки выполняется катодное распыление на постоянном обратном токе. Также пленка успешно разрушается при переменном токе.
Варка алюминия полуавтоматом должна выполняться в защитной газовой среде. Чаще всего применяется аргон. Но в случае с алюминием лучше использовать его смесь с гелием либо один гелий. Он имеет более высокую теплопроводность, что позволяет увеличить температуру сварочной ванны. Это важное преимущество при работе с толстостенными деталями. Благодаря защитной газовой среде риск появления пор в сварном шве существенно уменьшается.
Что нужно знать о MIG-сварке алюминия?
Варить алюминий с использованием стандартных аппаратов для MIG/MAG сварки можно, но это не самый лучший вариант. Добиться оптимального качества можно при использовании импульсно-дуговых агрегатов, имеющих специальную программу для варки алюминиевых изделий.

Схема процесса сварки алюминия полуавтоматом.
Импульсно-дуговые агрегаты комплектуются уже готовыми программами для работы с разными материалами и их сплавами. Достаточно лишь выставить ручной переключатель в нужное положение. При необходимости выставляется нужная сила тока. Остальные же параметры настраиваются автоматически.
Еще одной особенностью варки алюминия полуавтоматом является то, что проволока, используемая при такой работе, гораздо мягче, чем стальная проволока. Поэтому для подачи рекомендуется использовать четырехроликовый механизм. Подходят только ролики с U-образной канавкой.
Проволока подается через тефлоновую трубку. Специальное покрытие снижает трение и исключает риск повреждения материала. Суммарная длина горелки должна быть не больше 3 м. По возможности нужно использовать прямой шланг. Если толщина проволоки не превышает 0,8 мм, рекомендуется использовать горелки типа Push-Pull. В таких механизмах есть дополнительное устройство для подачи проволоки, что дает возможность удлинить шланг до 10 м.
В процессе работы горелку нужно держать под наклоном в 10-20 градусов к вертикали. Между соплом горелки и свариваемыми изделиями должно быть расстояние в 1-1,5 см. Увеличение расстояния требует обязательного повышения давления защитного газа с целью обеспечения защиты сварочной ванны.
Важно определить оптимальный расход газа. Рекомендуется придерживаться следующих значений:
- При работе с проволокой диаметром 1 мм — 12-14 л/мин.
- При использовании проволоки диаметром 1,2 мм рекомендуемый расход газа составляет 14-16 л/мин.
- При работе с проволокой 1,6 мм расход газа нужно поддерживать на уровне 18-22 л/мин.

Режимы сварки алюминиевых шин неплавящимся электродом в среде аргона.
Нужный расход газа устанавливается при помощи поплавкового регулятора давления.
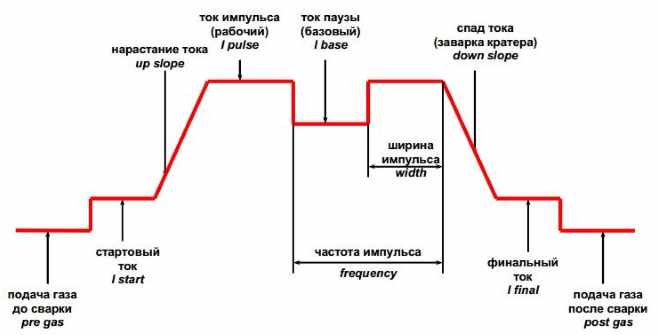
Современные полуавтоматы с режимом импульсно-дуговой сварки оснащаются специальной 4-тактной функцией. На первом такте происходит активизация импульса тока. Режим имеет такие особенности, которые позволяют исключить сварочные дефекты в начале работы. Нужна такая 4-тактная функция для следующего.
Когда дуга обрывается в конце сварки, происходит усадка сварочной ванны. Это в подавляющем большинстве случаев приводит к появлению т.н. кратера. Могут образоваться усадочные трещины. Чтобы этого не случалось, на четвертом такте происходит плавное снижение сварочного тока, что дает возможность исключить образование трещин и заварить кратер. Второй же и третий такты — рабочие.
Еще одним специфическим методом импульсно-дуговой сварки алюминия является т.н. интерпульс-метод. У него есть множество преимуществ, среди которых можно выделить:
- Высокое качество и хороший внешний вид шва. Эти показатели сравнимы с аналогичными характеристиками для TIG-сварки.
- Снижение нагрева шва.
- Снижение коробления и термических деформаций.
Полезная информация о TIG-сварке алюминия

Сварка TIG.
TIG-сварка алюминия ведется при переменном токе. В продаже доступен большой выбор моделей сварочных аппаратов, выдающих ток от 170 до 600 ампер. Такая сварка имеет ряд важных особенностей, без учета которых сложно добиться качественного результата. Прежде всего, это положение горелки. Ее нужно держать под наклоном в 15-40 градусов к вертикали. Подача присадочного материала осуществляется под наклоном в 10-30 градусов к заготовке.
Что касается расхода защитного газа, в данном случае он должен составлять 5-12 литров за 1 минуту. Конкретный расход подбирается с учетом диаметра керамической форсунки горелки. Нужно организовать работу так, чтобы после завершения сварки защитный газ еще в течение некоторого времени поступал в зону сварки. Это обеспечит высокую защиту шва и охлаждение неплавящегося электрода.
Пошаговая инструкция по газовой сварке алюминия
Перед началом работы нужно подготовить инструменты и материалы. Помимо перечисленных в начале инструкции инструментов, дополнительно нужно подготовить небольшой алюминиевый прут. Благодаря ему можно будет получить более надежный и качественный шов.

Устройство горелки для TIG сварки.
Для работы могут использоваться стержни нескольких модификаций. Конкретный вариант выбирается с учетом процента алюминия в металле и толщины заготовки. Стержень может содержать порядка 3% марганца и более, иметь диаметр 2-4 мм. Обычно такие стержни продаются на развес, так что вы без проблем сможете купить необходимое количество материала.
После завершения подготовительного этапа можно приступать к основной работе. В первую очередь выполняется тщательная зачистка изделий в местах будущего соединения. В этом вам поможет металлическая щетка. После того как контакты и близлежащая к ним поверхность будут зачищены, обработайте места стыков флюсом. Такая обработка исключит появление окисной пленки и позволит сварить алюминий полуавтоматом.
Далее вам нужно нагреть газовую горелку до требуемой температуры и прогреть с ее помощью место сварного соединения. В процессе выполнения данной операции прикладывайте к шву дополнительный стержень. Огонь его расплавит, расплавленный металл перемешается с основной смесью, в результате чего будет получено надежное соединение.
Руководство по электрической сварке алюминия
Для выполнения такой сварки нужно иметь определенные знания и опыт. Для начала вы должны уметь выбирать оптимальный диаметр электрода. Электрод выполняет очень важную функцию. За счет него осуществляется подогрев металла до требуемой температуры и замыкание контакта в месте сварки.

Положение горелки и присадочного материала при сварке внахлест.
Также нужно уметь выбирать подходящий режим работы сварочного аппарата. Все это требует учета состава алюминия, толщины изделий и прочих важных характеристик. Так что без наличия необходимых знаний вы сможете подобрать оптимальные параметры только опытным путем, потратив на это время и испортив некоторое количество заготовок и расходных материалов.
Электрическую сварку можно использовать для соединения алюминиевых заготовок толщиной не более 4 мм. У этого метода есть ряд существенных недостатков:
- Не самое лучшее качество сварного шва.
- Сильное разбрызгивание металла в процессе работы.
- Образование плохо отделяемого шлака. В дальнейшем из-за шлака на материале может образоваться ржавчина.
Соберите все перечисленные ранее инструменты. Подготовьте сварочный полуавтомат и электроды. Лучше всего для такой работы использовать электроды с алюминиевым покрытием. Они плавятся быстрее, чем стальные изделия, и позволяют выполнять работу с гораздо более высокой скоростью.
Включите сварочный полуавтомат. Алюминиевые изделия средней толщины варятся на температуре 250-300 градусов. Более массивные детали требуют температуры порядка 400 градусов.
После подогрева алюминия его нужно медленно охладить. Охлаждение должно быть именно медленным и равномерным.

Схема устройства сварочного полуавтомата.
Это позволяет исключить появление кристаллизационных трещин и обеспечить достаточный уровень проплавления при минимуме затрат электричества. Если варятся массивные детали, выполняется локальный подогрев.
Начинайте варить изделия. Помните о том, что при сварке алюминия запрещается делать электродом поперечные колебания. После завершения сварки уберите со сварного шва шлак, промойте шов и еще раз обработайте его металлической щеткой. Эта обработка очень важна, без нее конструкция начнет покрываться ржавчиной.
Таким образом, варить алюминий полуавтоматом довольно сложно. И связаны все эти сложности, в первую очередь, с особенностями материала. Для того чтобы работа была максимально качественной и у вас без проблем получалось доводить швы до конца с заделкой кратеров, нужно использовать специальные агрегаты с режимом импульсной сварки.
Можно, конечно же, обойтись и более традиционными моделями, но в таких ситуациях понадобятся некоторые навыки обращения со сваркой и придется потратить больше времени. Следуйте инструкции — и все получится. Удачной вам работы!
moyasvarka.ru
Нюансы сварки алюминия полуавтоматом в аргоне
 Алюминий – универсальный материал, использующийся в различных сферах промышленности. Его популярность складывается из достаточно высоких эксплуатационных свойств и относительно небольшого веса. Также он обладает высокой надежностью и прочностью, практически не подвержен коррозии, что определяет долговечность изготовляемых из него деталей.
Алюминий – универсальный материал, использующийся в различных сферах промышленности. Его популярность складывается из достаточно высоких эксплуатационных свойств и относительно небольшого веса. Также он обладает высокой надежностью и прочностью, практически не подвержен коррозии, что определяет долговечность изготовляемых из него деталей.
Несмотря на свою универсальность, алюминий слабо поддается обработке, поэтому для того, чтобы выполнить сварочное соединение отдельных элементов требуется специальная сварка алюминия полуавтоматом с применением газа аргона, либо без него, если мощности агрегата хватит, чтобы создать надежное сцепление.
Полуавтомат для сварки алюминия
На выбор оборудования для сварки может повлиять ряд факторов:
- В каких условиях будет происходить работы, возможности и тип электросети (220-380 В). Например, устройство будет использоваться для частных нужд или бизнеса (кузовные работы и т. д.). Для каждого конкретного случая требуется свое постоянное напряжение сети;
- Жесткие требования к качеству шва. Для мелкого ремонта: конструкции общего назначения (ворота, декоративные элементы интерьера квартиры, калитки) подойдет бытовой вариант полуавтомата, но если предполагается использовать агрегат для сварки ответственных конструкций (водопровод, газовые трубы, отдельные элементы торговых павильонов) потребуется профессиональный аппарат;
- Требуемая толщина, длина шва;
- Вид материалов, с которыми предстоит работать. Для работы по алюминию потребуется агрегат с возможностью подсоединения баллона с инертным газом (аргоном).
Начинающим мастерам лучше всего обратить внимание на бытовой сварочный полуавтомат для сварки алюминия с конкретным набором характеристик, необходимых на данный момент времени. Не стоит начинать свою деятельность со сложных аппаратов, так как это может привести к значительным финансовым потерям.
Разновидности
 Бытовые сварочные полуавтоматы. К этому классу можно отнести практически все приборы, работающие от сети переменного тока с напряжением 220 В и рассчитанные на кратковременную сварку (1,5-3 часа в день). Если вид работ предполагает увеличение продолжительности работы, рекомендуется делать небольшие перерывы по 10-15 минут на каждые 5-10 минут эксплуатации электроприбора.
Бытовые сварочные полуавтоматы. К этому классу можно отнести практически все приборы, работающие от сети переменного тока с напряжением 220 В и рассчитанные на кратковременную сварку (1,5-3 часа в день). Если вид работ предполагает увеличение продолжительности работы, рекомендуется делать небольшие перерывы по 10-15 минут на каждые 5-10 минут эксплуатации электроприбора.
Стандартная нагрузка бытового устройства – 16 ампер, при этом максимальная величина сварочного тока не превышает 200А. Такие приборы рассчитаны на использование сварочной проволоки диаметром от 0,8 (сталь) до 1 мм (алюминий). При этом желательно отдать предпочтение аппаратам, у которых механизм подачи проволоки имеет четыре гладких ролика без насечек, это необходимо для того, чтобы избежать деформации материала в момент подачи.
Профессиональные сварочные полуавтоматы. Используются для жесткой работы с номинальным током более 16 А, что соответствует сети с напряжением 380В. Стандартные показатели мощности колеблются в пределах 200-400А. Рассчитаны на длительный режим работы, может применяться проволока для сварки алюминия полуавтоматом с диаметром от 0,8 до 1,6 мм. Такие аппараты (подающее проволоку устройство) очень часто оснащаются электродвигателем мощностью до 50 Вт.
Необходимо знать! Увеличение длинны питающего кабеля может привести к потере мощности, особенно это будет заметно в момент падения напряжения в сети. А это, в свою очередь, повлияет на силу сварочного тока, от которого пострадает качество сварного шва.
Подготовка к сварке
 Любая работа начинается с подготовки, пренебрегать этим моментом не стоит. Если предполагается вести работу с толстыми деталями, то сначала требуется зашкурить свариваемые поверхности. При сварке небольших элементов, их можно зачистить металлической щеткой (иногда поставляется в комплекте) или наждачной бумагой с фракцией Р25-40 (для тканевых основ), Р120-240 (для бумажной основы). Обозначение зависит от завода изготовителя, в примере приведены обозначения отечественного производителя.
Любая работа начинается с подготовки, пренебрегать этим моментом не стоит. Если предполагается вести работу с толстыми деталями, то сначала требуется зашкурить свариваемые поверхности. При сварке небольших элементов, их можно зачистить металлической щеткой (иногда поставляется в комплекте) или наждачной бумагой с фракцией Р25-40 (для тканевых основ), Р120-240 (для бумажной основы). Обозначение зависит от завода изготовителя, в примере приведены обозначения отечественного производителя.
После шлифовки необходимо ликвидировать налет, убрать оксидную пленку и обезжирить материал с помощью ацетона или другого похожего по составу вещества. Кроме этого, может потребоваться расшивка кромок, если толщина заготовки более 5 мм. Это необходимо для того, чтобы обеспечить максимальную глубину проварки, так как некоторые свойства материала ухудшают этот показатель.
Чтобы улучшить и усилить соединение конструкции, края деталей желательно зашлифовать или обрезать под углом в 30-45 градусов (зависит от толщины). Далее полученные после обработки края можно обработать флюсом, чтобы обеспечить дополнительную защиту, а также избежать образования оксидной плёнки.
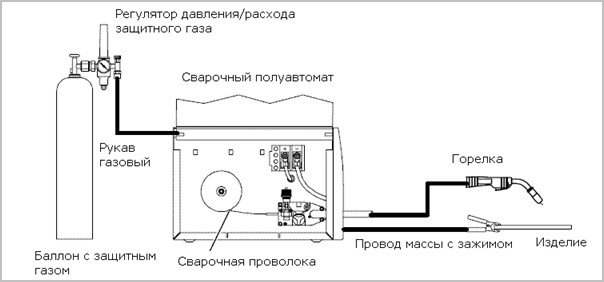
После того, как проведены подготовительные работы, можно приступать к сварке, для работы понадобится:
- Полуавтомат;
- Баллон с защитным газом;
- Газовый редуктор;
- Подающее устройство с проволокой;
- Специальная горелка, по которой подается проволока, газ и электрический сигнал;
- Зажим массы;
- Шланги.
Технология сварки алюминия
 Многолетняя практика сварки цветных металлов доказывает, что если нужен качественный шов, без аргона не обойтись. Именно он является наиболее подходящим и эффективным звеном в создании литого шва между двумя и более деталями.
Многолетняя практика сварки цветных металлов доказывает, что если нужен качественный шов, без аргона не обойтись. Именно он является наиболее подходящим и эффективным звеном в создании литого шва между двумя и более деталями.
Для выполнения работы потребуется специальное оборудование и оснастка, а также инструкция, если сварка будет осуществляться новичком. Чтобы максимально качественно осуществить работу по сварке потребуется полуавтомат с автоматической подачей проволоки (плавящийся электрод) и возможностью подключения газа к аппарату.
В процессе работы следует наблюдать за расположением горелки относительно свариваемой поверхности. Рекомендуемый угол наклона составляет 10-15 градусов. Газ начинает подаваться за 5-7 секунд до начала сварочных работ, отключение происходит через аналогичный промежуток времени. Это необходимо для того, чтобы газ успел подготовить оптимальный для сварки микроклимат.
Рассмотрим процесс:
- Соблюдая выше описанное расположение горелки, а также предварительно нагрев деталь от 120 до 250 градусов, можно добиться минимального расхода материала. В момент сварки проволока должна подаваться плавно и находиться впереди горелки. Резкие рывки могут привести к разбрызгиванию металла.
- Движение горелки должно осуществляться только вдоль шва. Поперечное движение может привести к хрупкости свариваемой поверхности.
- Чтобы получить ровный и качественный шов, а также сократить расход испорченных наконечников (маркировки AI) скорость сварки должна быть максимально большой.
- Чтобы проволока не застряла в наконечнике, его можно взять чуть большего диаметра.
- При работе с тонкими пластами алюминия в качестве подкладки можно воспользоваться листами нержавейки, которые уменьшат вероятность прожога и сократят расход электроэнергии, так как оператору не придется отвлекаться на проверку состояния изделия.
Использование аргона
Сварка алюминия полуавтоматом в аргоне позволяет создать защитный слой, который ослабляет воздействие атмосферного воздуха, препятствуя тем самым появлению в сварном шве всевозможных окислов. Работа с газом не отличается высокой производительностью, но гарантирует высокое качество алюминиевого соединения.

Меры предосторожности
Категорически запрещается приступать к работе без специальной маски, дополнительно можно купить: рукавицы, прорезиненную обувь, брезентовое или асбестовое полотно. Кроме этого требуется тщательная проверка элементов изоляции электросети.
Сварочный полуавтомат для сварки алюминия разрешено использовать в хорошо проветриваемых помещениях. Запрещается эксплуатация прибора в помещении с большим содержанием легковоспламеняющихся веществ.
Читайте обзоры сварочных аппаратов от разных производителей:
Нюансы выбора сварочных аппаратов Форсаж, преимущества и недостатки, сферы использования, модельный ряд и отзывы потребителей — прочесть тут.
Широким диапазоном сфер применения отличаются сварочные аппараты фирмы Кемпи — они могут применяться и в качестве бытовых источников электроэнергии, а также и на производстве. Читайте подробный обзор популярных генераторов фирмы — https://voltobzor.ru/svarochnye-apparaty-kempi-silnye-i-slabye-storony-populyarnye-modeli-i-otzyvy.
Возможные сложности
 Вследствие отличной теплопроводности материала, при работе с алюминием требуется применение мощного источника тепла, а также необходим первоначальный подогрев отдельных элементов свариваемой поверхности хотя бы на 120-150 градусов.
Вследствие отличной теплопроводности материала, при работе с алюминием требуется применение мощного источника тепла, а также необходим первоначальный подогрев отдельных элементов свариваемой поверхности хотя бы на 120-150 градусов.
Образование тугоплавкого оксида алюминия Al2O3. Его разрушение возможно при температуре более 2000 градусов (практически «невозможно» получить в домашних условиях), поэтому настоятельно рекомендуется как можно лучше раскислить верхний слой перед началом работ, чтобы улучшить проплавление.
При сварке могут образоваться горячие трещины, которые приводят к внутренней деформации и появлению напряжения в структуре материала. Требуется постоянный контроль температуры.
При осуществлении сварочных работ очень сложно контролировать процесс нагрева, так как алюминий практически не меняет цвет, а это может привести к вытеканию металла через швы. Здесь требуется опыт или постоянный контроль не только за образованием шва, но и целостностью прилегающего к нему металла.
Необходимо помнить, что при завершении сварочного шва на конце может появиться небольшой кратер, чтобы его заплавить требуется понизить сварочный ток за 1-1,5 см до конца шва.
Подведем итог
Сварка алюминия полуавтоматом довольно сложный технологический процесс, который требует не только наличия аргонно-дугового сварочного аппарата с функцией импульсной сварки, но и определенного опыта, если отсутствует второй критерий, лучше доверить работы опытному мастеру. Как правило, цена на сварку алюминия носит договорной характер и колеблется в пределах 100-300 рублей за 1 см.
Если вы все-таки решите произвести работы самостоятельно, стоимость шва будет пропорциональна рыночной цене катушки с проволокой (при наличии полуавтомата и специального газа, без использования аргона качество шва значительно хуже).
С этим читают:voltobzor.ru
Сварка алюминия полуавтоматом (MIG/MAG) | Тиберис
Алюминий без преувеличения является одним из наиболее часто используемых человеком металлов. Но, проводить над ним сварочные работы из-за особых химических свойств намного сложнее, чем с обыкновенной сталью, особенно если вы не являетесь специалистом сварочного дела. И все же, для этого существует весьма удобный способ, требующий меньше навыков– сварка алюминия полуавтоматом (MIG/MAG), позволяющая легко преодолеть сопротивление тончайшей оксидной пленки металла и в результате получить отличное соединение. Подробнее об этом способе вы узнаете из нашей статьи.
Содержание
Что представляет собой сварка алюминия полуавтоматом

Сварка алюминия и его сплавов полуавтоматом (MIG/MAG-сварка) производится сварочной проволокой (некоторые сварщики употребляют название - плавящийся электрод) для алюминия и сплавов в среде газа или самозащитной проволокой. При этом для защиты алюминия от окисления используется инертный газ, чаще всего аргон. Подача присадочной проволоки происходит автоматически, а перемещение горелки сварщик осуществляет вручную.
Сварка алюминия полуавтоматом без газа не рекомендуется к применению и встречается гораздо реже, так как в этом случае:
- значительно повышается пористость шва и уменьшается его прочность;
- застывший шлак плохо отделяется;
- присутствует сильное разбрызгивание металла.
Единственной серьезной причиной, благодаря которой такой способ сварки все же используется, является его очевидная дешевизна. Поэтому сварка алюминия полуавтоматом без аргона распространена среди кустарей-одиночек, экономящих на качестве сварного шва.
В отличие от стали алюминий обладает гораздо большей теплопроводностью, поэтому при работе с ним скорость подачи проволоки увеличивается, а поверхность массивных свариваемых изделий необходимо дополнительно прогревать.
Чаще всего сварку алюминия полуавтоматом используют для сварочных работ в промышленных масштабах, в том числе в авиационной и судостроительной промышленности. Тем более, что в этом случае используются:
- высококачественный инертный газ и присадочная проволока;
- труд профессиональных сварщиков;
- дорогостоящее профессиональное оборудование.
Вместе, эти три важнейших фактора обеспечивают первоклассный результат.
Чем отличается сварка алюминия полуавтоматом от аргонодугового (TIG) метода
Основных отличий всего несколько:
- Главное отличие этих двух методов заключается в типе используемого электрода. Для аргонодуговой сварки используются электроды из тугоплавкого вольфрама, а при MIG-сварке применяется алюминиевая проволока.
- Кроме того, аргонодуговой метод предназначен лишь для ручной сварки.
- Аргонодуговой сваркой завариваются более ответственные участки из-за более высокой прочности соединения.
- Сварка вольфрамовым электродом (TIG) требует больше денежных затрат на расходные материалы (комплектующие).
Аргонодуговой метод является весьма распространенным на производстве и в бытовых условиях, поэтому заслуживает более подробного описания, которое вы можете изучить по ссылке.
Сварочный полуавтомат для сварки алюминия может быть оснащен стандартными функциями и с импульсным режимом. Использование последнего дает больший эффект, так как под воздействием мощного импульса происходит моментальное пробивание оксидной пленки на поверхности свариваемого изделия. Каждая капля расплавленного алюминия из проволоки в момент действия импульса высокого напряжения вдавливается в поверхность. В результате значительно повышается качество сварного шва при значительном уменьшении разбрызгивания металла.
Особенности и преимущества сварки алюминия полуавтоматом
У сварки алюминия полуавтоматом есть несомненные преимущества, а также некоторые особенности. К ним относятся:
- Высокая производительность. По сравнению с аргонодуговой сваркой скорость возрастает в три раза.
- Простота. Этот метод значительно проще, чем аргонодуговой, им легко может овладеть даже любитель. Поэтому сварка алюминия полуавтоматом своими руками представляется вполне обыденным делом.
- Важность наличия импульсного режима в полуавтомате. Так как в этом случае эффективность выполнения сварочных работ и качество шва на выходе значительно возрастают.
- Необходимость использования высококачественной сварочной проволоки (присадки). В противном случае стабильность и эффективность процесса сварки может серьезно пострадать.
- Для алюминия чаще всего выставляют подачу проволоки на 15-20% выше, чем для той же толщины черного металла (стали) и приблизительно на 30 процентов больше напряжения.
Требования к оборудованию и расходным материалам
Чтобы окончательно разобраться с вопросом, можно ли полуавтоматом варить алюминий, необходимо четко уяснить дополнительные требования к используемому оборудованию и расходным материалам:
- Ток должен иметь обязательно обратную полярность, потому что в таком случае оксидная пленка не разрушается.
- Механизм подачи проволоки должен иметь четыре ролика, так как мягкий алюминий легко сминается при возникновении сопротивления в момент подачи. Важно, чтобы ролик был U-образный, гладкий и без насечек. На картинке справа хоть и правильной формы, но с насечками- такой не подойдет.
- Диаметр проволоки должен быть меньше, чем у наконечника, так как при нагреве алюминий расширяется сильнее, чем сталь. Для сварки рекомендуем использовать проволоку - AlMg5 по ссылке или её аналоги.
- Желательно использовать чистый аргон в качестве инертного газа, так как в этом случае обеспечивается максимальное качество сварного шва
- Сварочная горелка должна иметь специальный тефлоновый рукав для того, чтобы уменьшить трение алюминиевой проволоки.
- Сварка МИГ-МАГ алюминиевых сплавов рекомендуется на толщинах более 3мм и важно использовать формирующую подкладку с канавкой.
Как правильно выбрать полуавтомат для сварки алюминия
Выше вы уже узнали, как сваривать алюминий полуавтоматом. Теперь пора определиться с тем, как сориентироваться среди многообразия моделей и приобрести наиболее подходящий вариант полуавтомата.
Выбор действительно имеется очень обширный. Все варианты можно условно разбить на такие основные группы:
- Бюджетные
- Среднего класса
- Среднего класса с импульсным режимом
- Промышленные модели с импульсным режимом
Бюджетные полуавтоматы
Эти модели прекрасно подходят для использования в быту. Они отличаются компактными размерами, небольшим весом и способны работать от обычной сети напряжением в 220 Вольт.
Если вы намерены заниматься сварочными работами периодически, для собственных нужд, их возможностей будет вполне достаточно.
Примерами моделей этой группы могут служить Сварог EASY MIG 160 или Сварог PRO MIG 160. Вторая модель может работать в двух- и четырех тактовом режиме и обеспечивает форсаж дуги.
Полуавтоматы среднего класса
Обладают более выдающимися техническими характеристиками (большим током, плавностью регулирования тока и скорости подачи проволоки). Но они, как и бюджетные модели, нуждаются в некоторых корректировках – настройке горелки и замене роликов.
Среди прочих моделей можно отметить финский KEMMPI MinarcMIG EVO 200 и американский Lincoln Electric Speedtec 200C
Полуавтоматы среднего класса с импульсным режимом
Представляют собой многофункциональные устройства со множеством встроенных программ сварки. Наличие импульсного режима обеспечивает высочайшее качество сварного шва, а надежные комплектующие гарантируют длительность использования.
Прекрасными образцами моделей этой группы являются Helvi TP 220 и EWM Picomig 180 Puls.
Промышленные модели с импульсным режимом
Работают от напряжения 380 В, оснащены системой жидкостного охлаждения. Обеспечивают максимальную производительность труда во время сварки при высоком качестве шва. Просты в управлении и разработаны на основе новейших технологий.
Достойными представителями этой группы являются EWM Phoenix 501 Puls и EWM Phoenix 401.
Использование полуавтоматов для сварки алюминия – это весьма продуманное и правильное решение, которое приняли многие практичные люди. В компании Тиберис эти устройства вы всегда приобретаете на выгодных условиях.
Видео сварки алюминия сварочным полуавтоматом
Видео-материал для наглядного ознакомления, который показывает процесс сварки алюминия аппаратом МИГ/МАГ. Это не учебный ролик.
www.tiberis.ru
технология, с аргоном и без
Алюминий широко используется в самых различных сферах промышленности, а поэтому будет не лишним знать, как проводится сварка алюминия полуавтоматом, и какая должна для этого использоваться технология.
Популярность алюминия можно объяснить сразу несколькими факторами.
В первую очередь, этот металл имеет достаточно высокие эксплуатационные свойства и сравнительно небольшой вес.
Во-вторых, он обладает высокой надежностью, а изделия из него получаются прочными и долговечными.
Между тем алюминий относится к тем материалам, которые сложно поддаются различным видам обработки, в том числе и при необходимости выполнить сварное соединение.

Этот металл имеет некоторые свои характерные особенности, которые необходимо обязательно учитывать при выполнении какой-либо его обработки.
Сварка алюминия производится исключительно полуавтоматом, при этом может выполняться либо с использованием газа аргона, либо без него.
Сам процесс сварки этого металла полуавтоматом достаточно сложный, а технология выполнения работ требует определенных навыков и умения.
В этом случае для сварки используется специальная проволока и аппарат импульсной сварки.
Кроме этого, если сварка производится в аргоне, то дополнительно необходимо иметь соответствующее оборудование для подачи газа. Для того чтобы самостоятельно выполнить сварку алюминия, необходимо постараться освоить процесс выполнения работ, хорошо изучить технологию и знать особенности самого материала.
Характерные сложности выполнения работ
Алюминий широко востребован в самых разных сферах промышленности, в том числе и в таких, как кораблестроение, самолетостроение, а также автомобилестроение.
Он поддается самым разным видам обработки, при этом существуют определенные тонкости и нюансы, на которые следует обязательно обращать внимание.
Видео:
Для сварки этого универсального металла используется исключительно сварочный полуавтомат.
Основной сложностью проведения данного вида работ является образование на поверхности металла оксидной пленки.
Это происходит из-за взаимодействия алюминия с атмосферным воздухом и может негативно сказаться на качестве соединения.
Удаление продуктов окисления производится путем последующего использования некоторых химических составов.
Кроме этого, непосредственно перед началом сварки полуавтоматом поверхность алюминия следует в обязательном порядке обработать различными типами флюсов, а также хорошо зачистить, для чего используется жесткая щетка с металлической щетиной.
Следует учесть и то, что технология варки данного вида металла в некоторых случаях подразумевает использование газа, а это значит, что помимо полуавтомата потребуется дополнительное оборудование.
Выполняя сварное соединение на поверхности алюминия, следует помнить, что образуемая полуавтоматом дуга не должна перегревать металл, а электрод прилипать.
В противном случае могут образоваться дефекты, которые будет очень сложно счистить.
Перед началом самостоятельной сварки алюминиевой поверхности, рекомендуется для начала потренироваться и получить минимальные навыки выполнения соответствующей работы.
Для получения сварного соединения на поверхности алюминия при помощи газа необходимо иметь под рукой сварочный полуавтомат, оборудование для газовой сварки, нагревательный прибор.
Видео:
Кроме этого, потребуется алюминиевая проволока в бухтах, которая будет выступать в качестве электрода.
Если работа выполняется без использования защитного газа, то в этом случае используется специальная проволока, а также принудительная подача к сварному соединению флюса, который и выступает в качестве защиты от образования оксидной пленки.
И в том, и в другом случае используется особая технология сварки, которая позволяет получить качественное и прочное соединение двух отдельных алюминиевых поверхностей.
Основные особенности
Как правило, сварка алюминия полуавтоматом выполняется специальными плавящимися электродами.
Работу следует выполнять при помощи подкладок с так называемой формирующей канавкой. По сравнению со всеми остальными, данный процесс имеет много положительных моментов.
В первую очередь, такой сварочный процесс отличается своей высокой производительностью.
Этот показатель значительно повышается в том случае, когда металл имеет большую толщину.
Сам сварочный процесс происходит при постоянном токе, имеющем обратную полярность. Горение образующейся дуги происходит непосредственно в парах плавящегося материала.
Следует отметить то, что образующееся на поверхности сварочной ванны катодное пятно в процессе работы подвергается непрерывному воздействию ионов металла, которые в свою очередь выделяют большое количества тепла.
Это приводит к тому, что образующаяся оксидная пленка начинает разрушаться. При этом разрушению подвергаются только тонкие образования. Для избегания образования более грубых образований еще на этапе подготовки к обработке алюминий следует обработать либо механическим способом, либо химическим.
В процессе сварки алюминия с использованием полуавтомата, формирование шва на поверхности металла идет за счет расплавления проволоки и образования жидкого металла, который и заполняет все пространство в районе кромок.
Производить сварку металла можно в самых разных положениях в пространстве, в том числе и в горизонтальном.
Рекомендуется для выполнения сварки алюминия использовать полуавтоматы, в которых предусмотрен тянущий подающий механизм.
В некоторых отдельных случаях используется сварочный импульсной дуговой аппарат.
В этом случае вместе со сварочным током одновременно образуется определенный импульс, который помогает значительно снизить время нахождения металла в жидком состоянии.
Видео:
Использование данного вида сварки дает возможность увеличить механические параметры выполняемого соединения, а кроме этого, сама работа становится более легкой.
На видео, которое размещено в разделе, подробно показан процесс сварки алюминия с использованием полуавтомата.
Сварка без газа
Метод получения сварного соединения на поверхности алюминия с использованием полуавтомата, но без газа, считается относительно новым.
В этом случае принципиальная схема используемого аппарата имеет замкнутый контур, в состав которого в обязательном порядке входят заземление, непосредственно сам переносной инвертор, а также специальный электрод.
Кроме этого, в процессе работы в автоматическом режиме осуществляется подвод присадочного электрода.
В большинстве случаев соединение выполняется встык, а медная проволока используется в качестве наплавляющего материала.
При выполнении данного вида сварки с использованием полуавтомата для защиты сварочной ванны используют специальный флюс.
Он вводится в расплавленный металл в момент, когда идет формирование сварочного шва.
В этом случае подвод специальной флюсовой проволоки осуществляется непосредственно через суппорт к самой электрической дуге.
В момент своего сгорания проволока равномерно покрывает всю площадь сварочной ванны.
Данный вид сварки без использования газа в настоящее время активно используется в промышленной сфере для выполнения различного вида задач.
Сварка полуавтоматом алюминиевых поверхностей без использования газа обладает большим количеством самых разных преимуществ.
В первую очередь, такое соединение имеет высокое качество, а сам процесс выполнения работ обладает хорошей функциональностью.
Видео:
Следует отметить и то, что такая сварка алюминиевых поверхностей не только проста в использовании, но и стоит относительно недорого.
Выполнение сварного соединения без использования газа на полуавтомате считается безвредной операцией, которая не оказывает негативного влияния на экологию.
Полученный таким образом шов на поверхности алюминия, отличается высокой надежностью и функциональностью.
Использование аргона
Наиболее часто алюминиевые поверхности сваривают между собой при помощи полуавтомата в аргоновой среде, которая выступает в качестве защитного слоя от атмосферного воздуха, препятствуя тем самым образованию в сварочной ванне различных окислов.
Данный метод не отличается своей высокой производительностью, однако качество получаемого в итоге шва не вызывает никаких сомнений.
В полуавтоматах для варки с использованием аргона в большинстве случаев используется переменный ток, который и образует дугу.
Это позволяет при необходимости осуществлять плавную регулировку, как чистоты и ампеража, так и температуры.
Следует отметить и то, что такие полуавтоматы импульсной сварки должны обязательно поддерживать импульсный режим.
На видео ниже показан процесс сварки алюминия полуавтоматом с использованием аргона.
Видео:
Сварка алюминия является достаточно сложным процессом в технологическом отношении.
Такая обработка, как правило, производится с использованием полуавтоматов, как в защитной газовой среде, так и без нее.
При выполнении сварки алюминия не стоит забывать и о мерах безопасности.
Кроме этого, чтобы получить качественный и прочный шов на поверхности металла, необходимо в точности соблюдать технологию выполнения работ и использовать только качественные составляющие.
rezhemmetall.ru
Сварка алюминия полуавтоматом: выбор оборудования и материалов
Очень часто при покупке оборудования для проведения сварочных работ люди задаются вопросом о том, возможна ли сварка алюминия полуавтоматом. Не исключено, что со временем у вас возникнет потребность в сваривании алюминиевых деталей. Поэтому желательно сразу узнать о возможностях того или иного агрегата.

Процесс электро сварки алюминия.
Если обобщить сварку алюминия, то получится, что такой вид работ несколько отличается от проводимых со сталью. Вам понадобится специальное оборудование и некоторые навыки. Необходимо тщательно изучить технологию, как сваривать алюминий. Только после подробного изучения процесса и приобретения нужных деталей можно приступать непосредственно к работе.
Сварка алюминия полуавтоматом

Схема процесса сварки алюминия полуавтоматом.
Полуавтоматическая сварка данного метала предполагает использование специальной проволоки. Она тоже подается к месту сваривания через рукав с пистолетом. Подача происходит при помощи роликов. При наличии опыта сварки стали при помощи полуавтомата нужно немного поменять сам подход.
Алюминий является мягким металлом, поэтому сварочная проволока должна подаваться несколько быстрее, чем при работе с другими веществами. Он очень хорошо проводит тепло. Это свойство приводит к необходимости сваривать алюминий на большем токе для образования идеального шва и достаточной степени проваривания. Допускается постепенное снижение электрических импульсов в процессе работ. Варить алюминий с использованием большого тока гораздо проще и требует значительно меньше усилий.
Вернуться к оглавлению
Выбор оборудования и материалов для сварки алюминия
Полуавтоматическая сварка метала с большой толщиной требует применения мощного аппарата.
Для регулярного проведения сварочных работ рекомендуется приобрести полуавтомат с мощностью не менее 200 А.

Характеристики алюминия.
Прекрасным выбором для сварки алюминия будет оборудование с режимом пульсации. Благодаря ему можно легко пробить пленку, которая является следствием окислительных процессов. Также импульсный режим препятствует перегреву деталей и помогает исключить их прожег. Такой тип сварочных работ позволяет получить качественный шов.
Для варки алюминия полуавтоматом необходим защитный газ, который состоит из аргона в чистом виде или с примесью гелия. Это является существенным отличием от проведения работ со сталью, требующей добавления углекислого газа. Если редуктор и регулятор разработаны для СО2, то необходима их замена.
Одним из материалов, которыми вам следует запастись, является проволока из алюминия. При использовании прута 0,8 рекомендуется подбор сопла с диаметром около 1. Это обусловлено сильным расширением метала при нагревании. Данный показатель у алюминия гораздо выше, чем у стали. У контактных наконечников размер должен быть тоже несколько больше обычного.
Ролики механизма подачи должны иметь канавки в форме U. Обычный V-образный тип для сварки алюминия не подходит. Аппарат, у которого имеется механизм с четырьмя роликами, считается идеальным вариантом для проведения таких работ. Подача стержней при варке алюминия полуавтоматом должна превышать норму для стали. Учитывать все эти нюансы необходимо для предупреждения повреждений мягкого материала полуавтоматом. Уменьшить трение алюминиевого прута помогает использование графитового или тефлонового кабельного канала.
Сварочная горенка тоже заслуживает пристального внимания. Для мягкого алюминиевого стержня рекомендуется применять прямой шланг, длина которого не превышает 3 м.
Вернуться к оглавлению
Технология сварки алюминия

Режимы сварки алюминиевых шин неплавящимся электродом в среде аргона.
Процесс варки должен происходить при поддержании постоянной дуги. Для данного метала ее длина составляет 1,2-1,5 см. При меньших размерах возможен прожог метала, а превышение чревато отсутствием сплавления. Эти параметры зависят от состава самого сплава и его толщины.
Технология сварки алюминия полуавтоматом выглядит следующим образом:
- В аппарат заправляется алюминиевая проволока с протягиванием через механизм подачи к горелке.
- Настраивается в полуавтомате подача электричества.
- Подключается баллон с чистым аргоном или примесью гелия.
- Подготавливается деталь к процессу варки.
- Начинается плавка кратера на месте стыка деталей с постепенным заполнением жидким металлом.
- Заваривается углубление потоком алюминия до формирования шва.
Подачу электричества необходимо настроить на обратный режим, при котором минус идет на саму деталь, а плюс соединен с электродом. При наличии толстой детали рекомендуется использовать смесь аргона и гелия. Для тонкостенного материала вполне подойдет и первый вид газа в чистом виде.
Подготовка детали сопровождается очисткой и обезжириванием поверхности на стыках. При образовании очень сильного загрязнения к баллону с аргоном добавляется 3% кислорода. Такой метод приведет к сгоранию грязи в процессе сварки.
Проваривание кратера начинается на стыках. Он пробивается с использованием импульсной подачи электрического тока. Другого способа пробить пленку, которая образовывается впоследствии окислительных реакций, просто не существует. Потом кратер смещается с помощью горелки и заполняется расплавленными потоками метала, который получается с алюминиевого стержня. Правильно сделанное углубление по своей форме должно напоминать каплю.
В конце сварочных работ шов должен быть полностью заварен расплавленным металлом. Его остывание до 400° происходит под постоянным обдуванием аргоном. Если этого не сделать, то возможно появление оксидной пленки на поверхности, которая уменьшит прочность сварочного шва.
moiinstrumenty.ru