Как сделать полуавтоматический сварочный аппарат самостоятельно? Принцип работы полуавтомата сварочного
Горелка для сварочного полуавтомата: устройство, принцип работу
Сварщик, производя сварочные работы сварочным инвертором или полуавтоматом, делает одинаковые движения. Но в отличие от держателя для электродов, полуавтоматы имеют горелку достаточно сложную по конструкции. Горелка для сварочного полуавтомата подбирается под тип сварки MIG или MAG. И от правильного выбора зависит производительность, безопасность и утомляемость работника, который производит сварочные работы в течение половины рабочего времени.

Газовая горелка для сварочного полуавтомата
Горелки для полуавтоматов можно отнести к расходным материалам, потому что срок их эксплуатирования не превышает полугода. Но и для такого срока необходима смена быстро выходящих из строя элементов.
Принцип работы
Идущая в комплекте газовая горелка для полуавтомата – это исполнительное устройство для получения сварочного шва в среде защитного газа.

Газовая горелка для полуавтомата
Принцип работы следующий:
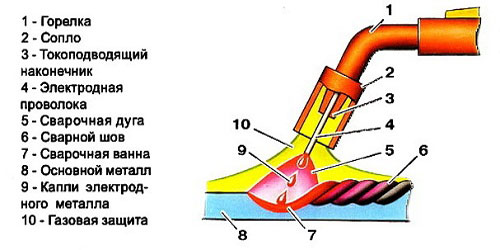
- Горелка помещается к основному металлу на расстояние образования дуги.
- Перед началом розжига дуги за несколько секунд в сварочную зону подается защитный газ.
- Напряжение подается на токоподводящий наконечник, а соответственно и на электродную проволоку.
- В сварочной дуге электродная проволока плавится и каплями с потоком газа попадает в сварочную ванну.
- При перемещении горелки вдоль соединяемых элементов образуется сварной шов.
- Среда защитного газа обеспечивает получение качественного и чистого шва.
Во время проведения сварных работ элементы горелки подвергаются воздействию высоких температур. Особенно страдают газовое сопло, токоподводящий наконечник и электродный держатель, также именуемый диффузором и газорассекателем.

Устройство горелки для полуавтомата
- основа горелки;
- изоляционное кольцо;
- электродный держатель;
- токоподводящий наконечник;
- газовое сопло.
Выход из строя, например, токоподводящего наконечника, препятствует подаче сварочной проволоки для заполнения ванны.
Конструкция горелки
Производителей сварочного оборудования много, но устройство горелки одинаково для всех. Отличаются они между собой материалами, размерами, критической температурой и мощностью, механизмами подачи защитной среды (газа, флюса).
Рассматривая конструкцию горелки, стоит отметить, что основными элементами являются:
- сопло;
- держатель;
- наконечник;
- втулка изоляционная;
- основа с рукояткой.

Конструкция горелки
Наконечники и сопла горелок изготавливаются из различных материалов, поэтому срок их службы различен. Широко используется медь, но и от ее качества зависит длительность работы. Для увеличения срока эксплуатации сопла изготавливают из вольфрама. Но при этом возрастает цена. Среднее время работы таких наконечников и сопел составляет 200 часов.
Из-за частой смены расходных материалов данные элементы изготавливаются быстросменными, чтобы сварщик в короткий срок мог их заменить своими руками.
Рукоятка изготавливается из термостойкого изоляционного материала, защищающего сварщика от воздействия электрического тока. На рукоятке располагается кнопка, включающая подачу защитного газа перед розжигом дуги.
Рукоятка соединяется со сварочным аппаратом посредством подающего рукава, в котором воедино собраны:
- питающий кабель;
- витой канал подачи проволоки;
- канал подачи защитных материалов;
- контур охлаждения;
- разъем соединения с аппаратом и механизмами подачи.
Стандартизованная длина рукава начинается от 2,5 м и достигает 7 м. Длина зависит от места и типа выполняемых работ. Чтобы добраться до сварного шва на высоте без подъема аппарата рукав должен быть максимальной длины.
Но стоит помнить, что излишки, сложенные на полу кольцами при прохождении по ним напряжения работают как индуктивные катушки и сильно нагреваются. Вследствие чего может возникнуть короткое замыкание.
Разновидности горелок для сварочного полуавтомата
Производители предлагают множество моделей горелок для полуавтоматов. Их характеристики можно описать следующим образом:
- токовая нагрузка;
- длина рукава;
- тип охлаждения:
- воздушный;
- водяной;
- тип управления:
- кнопочный;
- вентильный;
- универсальный;
- способу подключения:
- штекером;
- евроразъемом.
Штекерное подключение к аппарату влечет за собой увеличение размера рукава, так как каждый источник подключается по отдельности. Соединение евроразъемом облегчает подключение, но оно используется на дорогом профессиональном и полупрофессиональном оборудовании, в котором все каналы собраны в один корпус.

Самодельная газовая горелка
Для сварочных полуавтоматов подбираются из следующих критериев:
- допустимая нагрузка по току;
- корпус должен быть изготовлен из пластика стойкого к механическим повреждениям;
- эргономичность корпуса;
- стойкость оболочки рукава к воздействию низкими температурами и абразивом;
- малый размер;
- минимальный вес.
Профессионалы предпочитают подбирать газовую горелку не по характеристикам сварочного полуавтомата, а по несколько сниженному значению сварочного тока. Связано это с тем, что работа производится не на постоянной основе.
Производители ведут расчет стойкости горелок по непрерывной работе в течение 10 минут, чего не делает ни один сварщик. Поэтому если на аппарате максимальным значением является 400А, то для горелки мощности в 300А будет вполне достаточно.
Расчет ведется по максимальной температуре, при которой возможно разрушение ручки или рукава. Поэтому в продаже можно встретить полуавтоматы, оснащенные горелками с 60% ПВ и даже ниже.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
изготовление устройства, принцип работы, виды и формы
Каждый рачительный хозяин считает необходимым иметь у себя в мастерской, гараже или на загородном участке сварочное полуавтоматическое оборудование, с помощью которого можно отремонтировать ограду, изготовить различные металлические конструкции для хозяйственных нужд, а также произвести ремонт автомобиля. Причем все эти операции можно сделать самостоятельно, не прибегая к помощи помощников и не расходуя дополнительные средства.
Приобретение заводской модели стоит немалых денег. Поэтому дилемма между покупкой оборудования или устройства самодельного сварочного полуавтомата своими руками чаще всего решается в пользу последнего варианта. Благо изготовление устройства, принцип работы, его виды и формы легко освоить человеку, хоть немного знающему основы электротехники и обладающему опытом проведения столярных работ.
Технология и особенности сварки
Процесс сварки самодельным сварочным полуавтоматом своими руками был разработан в середине двадцатого века. Основные технологические особенности такого соединения различных металлов используются и в настоящее время.
Полное и правильное название такой сварки – GMAW (Gas metal arc welding, или сварка металла электродуговая в среде защитного газа). Правда, чаще всего и в литературе, и в практической работе применяется аббревиатура MIG/MAG (Metal Inert Gas/Metal Active Gas).
Самодельный полуавтомат работает на постоянном токе. Электродом для сварки является специальная проволока, которая подается к месту соединения с определенной скоростью. Процесс создания сварочного шва происходит под защитой газа. Технология MIG подразумевает применение инертного газа (гелий, аргон). А вот изготовленный своими руками самодельный сварочный полуавтомат, работающий по системе MAG, использует для защиты места сварки активный углекислый газ и его смеси.
Полуавтоматической сваркой можно производить качественное соединение не только стальных деталей, но и изделий из цветных металлов (медь, алюминий, магний, никель), которые легко окисляются без защитных операций.
Принцип действия
Процесс сварки самодельным полуавтоматом происходит с помощью электрической дуги в среде защитного газа, которая образуется между поверхностью свариваемого металла и проволокой, используемой в качестве электрода.
Качество сварного шва полностью зависит от напряжения, скорости подачи проволоки и количества подаваемого к месту стыка газа. Все эти параметры устанавливаются заранее, исходя из толщины и вида свариваемого материала. Чтобы защитный газ оказывал соответствующее действие, конец проволоки должен выступать на строго определенную длину.

Так как сварочная проволока поступает к месту соединения автоматически, а от сварщика требуются только манипуляции с горелкой, этот способ сварки металлов получил название полуавтоматический.
Положительные стороны применения полуавтомата
Основным плюсом использования самодельного полуавтомата для сварки считается получение качественного соединительного шва, с высокой скоростью выполнения работы. Эти параметры позволяют применять оборудование не только для выполнения мелких работ, но и в профессиональных целях.
Так как инвертор функционирует по методу преобразования токов высокой частоты, а не напряжения, то существует возможность при устройстве самодельного полуавтомата своими руками значительно снизить его вес и размеры, что обеспечивает его мобильность при работе в сложных условиях.
Также плюсом использования самодельного полуавтомата является возможность применения электродов, как переменного тока, так и постоянного. А способность регулировать сварочный ток в широком диапазоне позволяет применять при аргонодуговой сварке неплавящиеся электроды.
Недостатки полуавтоматов
Сделанная своими руками самодельная сварка полуавтомат, как и просто инвертор, имеет большую цену, нежели аналогичные агрегаты трансформаторного типа.
Полуавтоматы очень боятся вредного воздействия пыли, поэтому, чтобы продлить их безаварийный срок службы, необходимо производить чистку агрегата не реже одного раза в полгода.
Полуавтоматическое оборудование плохо работает при низких температурах. А при температуре воздуха ниже -15℃ его вообще нельзя эксплуатировать.
Еще одним существенным недостатком во время работы самодельным полуавтоматом является ограниченная длина кабеля для подключения устройства (не более 2,5 м).
Виды агрегатов полуавтоматического типа
На открытом воздухе свариваемые детали из цветных металлов быстро подвергаются окислению, поэтому их соединение затруднено. Для улучшения качества сварного шва приходится защищать зону сварки от окисления. Поэтому для решения определенных задач необходимо точно установить, какого типа будет применяться сварочный аппарат. Полуавтомат самодельный в зависимости от вида защиты сварной ванны делится:
- на сварку под защитным слоем флюса;
- соединение в облаке инертного газа;
- сварочный процесс с применением электродной порошковой проволоки.
Наиболее распространенным видом полуавтоматов считается применение защитного газа.
Свойства защитного газа
Чтобы устранить негативное воздействие кислорода на свариваемые металлы, в зону соединения добавляют газ, который способен улучшить качество и прочность скрепления материалов. Азот, находящийся в составе воздуха, и влага могут вызвать пористость сварного шва, а вот кислород окисляет поверхности. Также применение газа обеспечивает равномерное и надежное зажигание сварочной дуги.
Именно тип применяемого газа полностью влияет на форму и механическую прочность шва, на скорость плавления металла и проникновение дуги, а также на количество брызг при сварке. Состав газовой смеси оказывает существенное влияние на то, как расплавленный металл поступает от проволоки к месту стыка поверхностей.
Для сварки цветных металлов и алюминия чаще применяется гелий и аргон. А вот соединение стальных поверхностей лучше всего происходит под защитой активных газов и их смесей (двуокись углерода), которые увеличивают существенно скорость плавления и улучшают проницаемость электрической дуги.
Самостоятельное изготовление сварочного полуавтомата
Перед тем как сделать самодельный полуавтомат, необходимо подготовить следующее оборудование:
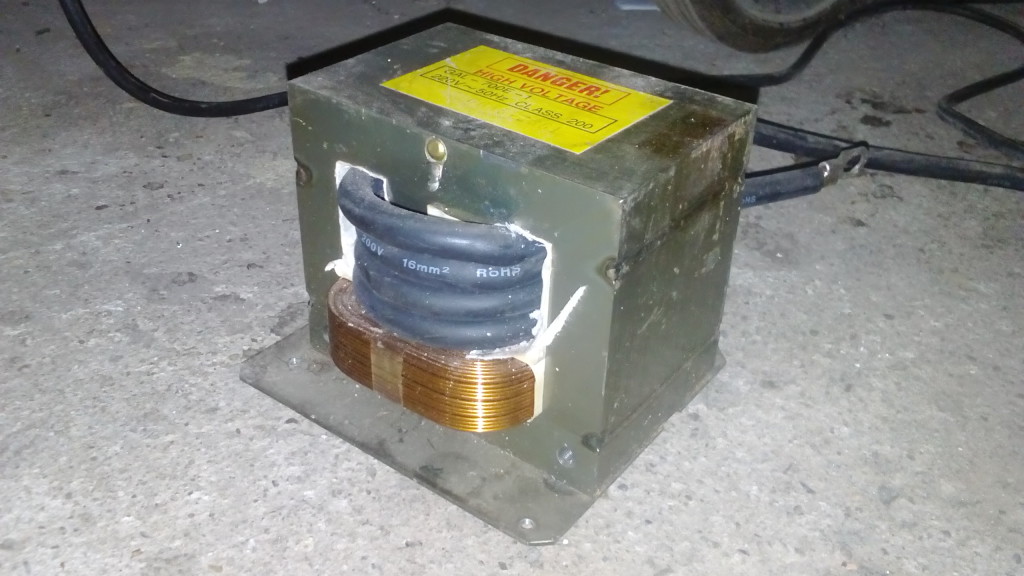
- Для формирования рабочего тока 150А понадобится сварочный инвертор, который можно изготовить из трансформатора от микроволновой печи.
- Горелку, которая отвечает за дозирование защитного газа в месте сварки.

- За непрерывное поступление сварочной проволоки к месту сварки отвечает механизм подачи.
- Для управления агрегатом необходимо оборудовать электротехнический узел, с помощью которого регулируется сила тока.
- С помощью подающего шланга осуществляется подача сварочной проволоки к рабочим поверхностям.
- Газовый шланг понадобится для подвода защитного газа в область соединения.
- Катушка с присадочной проволокой.

Некоторые комплектующие изготовить самостоятельно очень сложно (горелка, баллон, шланги), поэтому их желательно приобрести в торговой сети.
Переделка трансформатора
Для создания качественного инвертора-полуавтомата можно использовать трансформатор от микроволновой печи. Самодельный полуавтомат из инвертора представляет собой трансформатор тока с необходимыми переделками для получения нужных параметров.
В принципе, первичная обмотка остается без изменений. Основные изменения будут касаться вторичной обмотки трансформатора. Для этих целей понадобятся медная полоска и обмотка из термоизоляционной бумаги, трансформаторная проволока не подойдет для такой реконструкции, так как будет очень сильно нагреваться на предельных режимах работы.
На вторичную обмотку добавляется три слоя жести, которые необходимо тщательно изолировать. Концы изготовленной обмотки и уже существующей нужно соединить между собой.
При решении изготовить самодельный полуавтомат из сварочного трансформатора, можно использовать устройство от микроволновой печи. Для этого придется удалить старую обмотку и намотать новую из нескольких витков толстой проволоки. При работе нужно избегать повреждения эмали. Расчеты диаметра проволоки и количества витков производятся на основании применяемого трансформатора.
Получение стабильного напряжения на выходе питающего блока достигается установкой выпрямительного моста, дросселя и конденсатора. Емкость необходима для сглаживания пульсаций, а дроссель поддерживает стабильный уровень рабочего напряжения.
Механизм подачи проволоки
Чтобы получить качественный и прочный сварной шов, проволока должна подаваться к месту пайки непрерывно и равномерно. Для этой цели сварочный полуавтомат оборудуется системой подачи проволоки.
Чтобы сделать подающий механизм своими руками, необходимо приобрести следующие элементы:
- Электрический мотор для вращения вала.
- Два подшипника, один из которых делается регулируемым (прижимным).
- Специальный направляющий ролик.
- Пружину, работающую на сжатие.
- Систему крепления подающего устройства.
Если для корпуса полуавтомата использовать системный блок от компьютера, то в его блоке питания существует напряжение, которое подходит для работы электродвигателя. В случае изготовления отдельного корпуса придется собирать автономную систему питания.
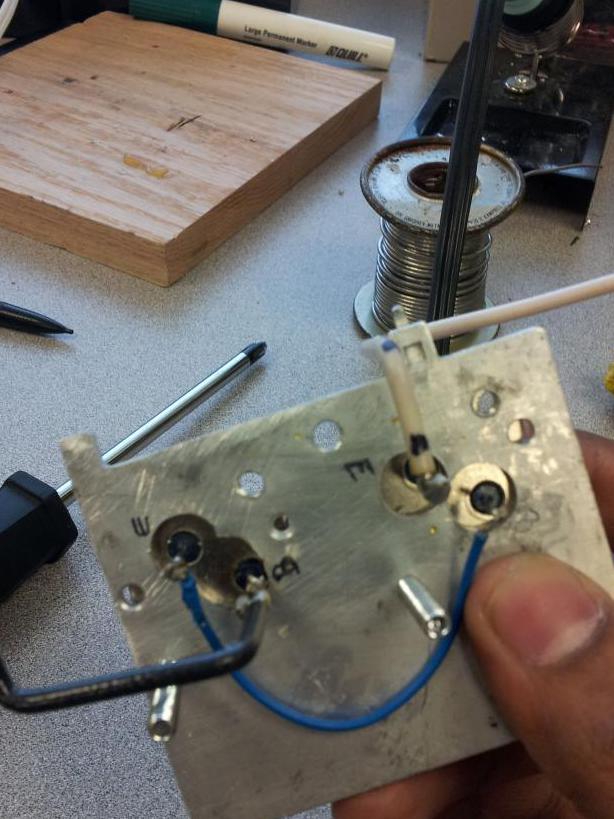
Так как сварочная проволока является одним из электродов полуавтомата, монтаж системы подачи нужно производить на электроизолирующем материале. Для этих целей нужно:
- На специальной пластине сделать отверстия для установки вала электродвигателя, а также подшипников.
- Прикрепить электромотор на обратной стороне несущей пластины.
- Сверху и снизу установить подшипники.
- На ведущий вал надевается направляющий ролик.
- Устанавливается прижимная пружина на регулировочный подшипник.
Система охлаждения
При устройстве самодельного полуавтомата из сварочного инвертора особое внимание следует обратить на необходимость охлаждения вторичной обмотки трансформатора, которая может сильно нагреваться при большой нагрузке оборудования.
Система охлаждения состоит из двух вентиляторов, которые направлены на обмотку трансформатора и работают на вытяжку нагретого потока. Для улучшения циркуляции воздуха нужно сделать в корпусе полуавтомата несколько десятков отверстий.
В качестве вентиляторов можно применять изделия из системы охлаждения персонального компьютера.
Дополнительные устройства полуавтомата
Горелку для полуавтоматической сварки изготовить самостоятельно очень сложно, поэтому опытные сварщики рекомендуют приобретать промышленное газовое оборудование. И проблема здесь не только в изготовлении непосредственно самого оборудования, но и в необходимости строго соблюдать требования безопасности.
Также желательно использовать и стандартные баллоны для защитного газа. Исключение могут составлять емкости для углекислого газа. Часто используются огнетушители, только при этом необходимо установить специальный переходник для редуктора.

Мобильность всего полуавтоматического оборудования повышается при использовании специальных тележек, которые можно приобрести в магазине, но и не очень сложно сделать самостоятельно. Конструкцию такого приспособления легко разработать из различных металлических швеллеров и профильных или круглых труб.
Техника безопасности
Сварочные работы относятся к повышенной категории сложности. Чтобы не навредить здоровью сварщика, необходимо строго соблюдать некоторые меры безопасности:
- Яркий свет от электродуговой сварки пагубно влияет на зрение человека. Поэтому все сварочные работы нужно осуществлять в защитной маске.

- Для защиты от брызг расплавленного металла и ультрафиолетового излучения, которое негативно влияет на открытые участки кожи, обязательно необходимо надевать перчатки.
- Также работы нужно проводить в закрытой обуви, чтобы не попадал внутрь раскаленный металл.
- Одежда не должна быть изготовлена из синтетического материала, чтобы избежать ее расплавления при сварке.
- Помещение, где проводятся сварочные работы, необходимо оборудовать хорошей вентиляцией, чтобы не вдыхать вредные пары от сварки.
Чтобы создать самодельный сварочный полуавтомат, не понадобится наличие дорогостоящего оборудования и дефицитных деталей. Главное – иметь знания электротехники и умение проводить несложные столярные работы, и, при желании, у вас появится в хозяйстве незаменимый помощник.
fb.ru
Устройство сварочного полуавтомата и принцип его работы
Обычно сваривание полуавтоматом осуществляется с помощью проволоки в сфере защитных газов. Данный процесс по своей сути является классической электродуговой сваркой железа, при которой применяется ее тепловая энергия, которая соединяет окончание электрода и детали сваривания. Отличительной особенностью данного типа соединения является использование подвижного электрода, который плавится и защитного газа.
Электрическую дугу необходимо защищать, дабы плавящийся металл и окружающая среда между собой не контактировали. Данный процесс ведет за собой формирование нитритов и оксидов, которые при попадании на железо, ухудшают качество спайки. Для таких целей и используют баллоны с гелием, аргоном, углекислотой и их смесями.
Конструкция и принцип работы
Данный тип сваривания предназначен, чтобы переформировать электрическую энергию в тепловую, с помощью электрической дуги. Процесс сваривания осуществляется в ручном режиме, при помощи источника тока, механизма подачи электрода, гибких шлангов и пистолета, которым рабочий налаживает спайку. Сегодня сварочный полуавтомат разделяют по защите шва: работы под флюсом, с защитными газами и с использованием порошковой проволоки. Как правило, устройство применяется для действий с защищенными газами. Такой тип соединения наиболее распространен при таких материалах как легированная и углеродистая сталь, а также цветные металлы.
Технологические преимущества
Главным преимуществом металлообработки полуавтоматом являются высокие показатели качества швов и производительности. Если необходимо обработать небольшие швы, то выполнить это можно в любом положении, даже в висячем, т. к. металл вытекать не будет. Что касается производственных преимуществ, то в процессе сварки нет вредных выделений.
В быту сварочный полуавтомат является незаменимой вещью. Часто необходимо соединить что-то то там, то здесь, а владельцам автомобиля и подавно, техника нуждается в периодическом ремонте. Выполнение швов в данном случае - более простая задача, чем в случае с электродным соединением. Если есть желание, хотите приобрести такое оборудование, необходимо знать напряжение электросети в доме. Если оно по сравнению с нормой занижено, то стоит отдавать предпочтение более мощному аппарату, т.к. мощность зависит от уровня электрической сети. Когда имеется доступ к напряжению в 380В, то и выбирать надо трехфазную технику.
www.kchetverg.ru
Сварочный полуавтомат своими руками: технология и схема
Сварочный полуавтомат своими руками обойдется его создателю вдвое дешевле и принесет моральное удовлетворение от своего умения. Такого рода техника пригодится в хозяйстве, а в частности для работ на загородном участке. Такое оборудование является необходимым при ремонтах и выполнении соединений на тонкой металлической основе, когда велик риск прожига конструкции при использовании электродов в электродуговой сварке.
Заготовки для полуавтоматического сварочного аппарата
 В качестве основы для создания инвертора подойдет схема трансформатора от микроволновки, которая уже не используется.
В качестве основы для создания инвертора подойдет схема трансформатора от микроволновки, которая уже не используется.
Трансформатор наделен катушками, железом, эмалью и медной проволокой.
Катушки нужны для двух обмоток, а эмалированная проволока из меди намотана на железный штырь. Каждая схема катушки имеет индивидуальный набор витков с определенным количеством.
Первоначальная схема нужна для работы электросети, а вторичная образует ток. Напряжение может нарастать до 130А, но на первичной обмотке напряжение составляет 20А.
Для эффективности сварки потребуются электроды диаметром в 2 мм. Схема такого самостоятельно изготовленного аппарата рассчитана на сварочное действие при полярном обратном режиме.
Подготовка к работе
Сварочный полуавтомат собственными руками создать можно, имея представление о сварочных работах и немного разбираясь в электронике. Для будущего аппарата необходимо иметь такого рода детали и материалы:
-
схема инвертора с рабочим выходом в 150А;
-
подающее устройство;
-
горелка;
-
гибкий кабель подачи углекислого газа;
-
катушка с медной проволокой;
-
панель управления .
На создание оборудования для сварки своими руками потребуется запастись несколькими свободными днями и терпением.
Перед тем как приступить к работе, необходимо заранее достать транзисторы и конденсаторы. Также в обязательном порядке должен быть подготовлен специальный баллон, но можно использовать ненужный углекислотный баллон от огнетушителя.
Чтобы аппарат был безопасным, все-таки лучше прикупить готовый, предназначенный именно для сварочных работ. Далее нужно подобрать пистолет, замыкающий цепь, и электромеханизм с регуляторным устройством.
Принцип работы сварочного полуавтомата
Принцип работы прибора для сварочного дела основан на использовании углекислого газа, защищающего раскаленный металл от влияния кислородной и воздушной массы. Высокая температура углекислого газа при подаче распадается на угарный, тем самым окисляя свариваемую поверхность.
Чтобы избежать процесса окисления в оборудовании, применяется специальная проволока для сварки, которая имеет медное покрытие. Подается сварочная проволока через специальное устройство подачи, обеспечивающее стабильное ее продвижение к сварочному участку.
Технология системы охлаждения и сборка
В будущую конструкцию сварочного инвертора встраивают с двух сторон по два вентилятора, благодаря которым будет проходить охлаждающий всю конструкцию воздух. Для этого с нижней части корпуса проделывают до 20 сквозных отверстий.
Чтобы аппаратом для сварки пользоваться без ограничений, понадобится защитный кожух. В нем можно расположить все необходимые детали.
-
Трансформаторы крепятся между собой, что позволяет снизить напряжение до 50А. Первичная схема обмотки должна создаваться в параллельном порядке, а вторичная — в последовательном. В итоге получится аппарат, выдерживающий напряжение в 60А и выходом 38В.
-
Механизмы переносятся на плату заводского выпуска. При этом монтаж электроблока, драйверов и платы осуществляется отдельно. Силовой ключ перегораживается листом из металла, фиксируется на корпусе платы.
-
Далее подсоединяются проводники управления. Все силовые источники должны подвергаться армированию с использованием медной проволоки.
-
Для теплоотвода устанавливают отдельный радиатор. Его качество влияет на сроки эксплуатации всего оборудования. Сила сопротивления электроблока должна быть такой, чтобы напряжение составляло 20В.
-
Входящие силовые выравниватели должны иметь мощное радиаторное устройство. В панель встраивается термодатчик для поддержки высокой температуры.
-
Блоком регулировки послужит одноканальное ШИМ-реле. Его предназначением является поддержка горения дуги и бесперебойность в работе.
-
Встроенный конденсатор обеспечит выход напряжения, изменяющий сварочный ток.
Снижение количества витков
Чтобы аппарат для сварки, созданный собственноручно, имел стабильную производительность, нужно снизить нагрузку, так как микроволновочный трансформатор имеет на выходе 2000В. Для выполнения этого условия вторичная обмотка должна быть перемотана другой проволокой, которая имеет эмалированное покрытие. Для этого старая намотка распиливается и изымается.
Количество витков и новое сечение проволоки зависят от используемого трансформатора. Сделать подсчет можно, посмотрев учебник по физике, в котором указана схема рассчитываемого действия. По завершению сборки инвертора катушку с новой обмоткой необходимо покрыть изоляционной эмалью, защищающей от тока.
Похожие статьиgoodsvarka.ru
принцип действия и основные характеристики
Полуавтоматическое оборудование для сварки активно используется в самых разных областях современной промышленности.
Машиностроение и нефтегазовая отрасль, металлообработка и ремонтные работы, сварка трубопроводов и создание резервуаров для хранения жидкости и газа – спектр применения сварочных полуавтоматов невероятно широк и разнообразен. Популярность этого оборудования объясняется вполне объективными причинами: сварка полуавтомат отличается повышенным удобством в эксплуатации и позволяет выполнять сварочные работы на довольно высоком качественном уровне. К тому же, данный аппарат обладает хорошей производительностью, практичностью и функциональностью. При использовании соответствующих комплектующих, с помощью полуавтомата можно осуществлять сварку самых разных металлов – от алюминия, до высоколегированной нержавеющей стали.
Принцип действия оборудования прост: во время сварки, в зону горения дуги с помощью специальных направляющих приспособлений (ролики, приёмное устройство) подаётся сварочная проволока. Полуавтомат имеет электронный блок управления и, в зависимости от модификации, может обладать определённым количеством настроек. У электросварщика есть возможность изменить скорость подачи проволоки, отрегулировать силу тока и так далее. Профессиональное осуществление настроек позволяет достичь оптимального качества сварочных работ.
Сварка полуавтомат: основные виды
В зависимости от назначения, различают несколько видов полуавтоматического оборудования:
1) Аппарат, в котором используется специальная самозащитная проволока - порошковая. Удобен, мобилен, обладает высокой производительностью. В качестве источника питания используется выпрямитель или трансформатор.
2) Устройство, предназначенное для работы в среде защитного газа. Имеет более широкий диапазон регулировок, в качестве источника питания применяют инвертор, трансформатор. Как правило, подобное оборудование используется в промышленных цехах.
3) Универсальные инверторы-полуавтоматы для различных методов сварки – отличаются многофункциональностью и способностью эффективно действовать в различных условиях.
4) Модификации, обладающие функцией работы в непрерывном режиме. Применяются для осуществления сварки протяжённых швов листового металла.
Читайте также
Добавить комментарий
electrowelder.ru