Как выполнить регулировку тока сварочного аппарата? Как на сварочном аппарате уменьшить ток
Регулировка тока сварочного аппарата: существующие схемы
На сегодняшний день регулировка тока сварочного аппарата может выполняться различными методами. Однако чаще всего используется метод регулировки тока при помощи предусмотренного на выходе повторной обмотки балластного сопротивления. Данный метод не только надежен и прост в реализации, но и эффективен, так как таким образом можно улучшить внешнюю характеристику трансформаторного аппарата и увеличить крутизну падения. В исключительных случаях подобные сопротивления используются только для того, чтобы исправить жесткую характеристику устройства для сварки.

Сварочный аппарат — одно из самых необходимых устройств в домашней мастерской.
Элементы, которые понадобятся для изготовления регулятора тока сварочного аппарата:
- шнур;
- стальная пружинка;
- нихромовая проволока;
- резисторы;
- переключатель;
- катушка;
- схема регулятора тока сварочного аппарата.
Использование балластного сопротивления в качестве регулятора тока

Схема регулятора тока.
Величина балластного сопротивления для регулятора тока сварки составляет приблизительно 0,001 Ом. Данная величина чаще всего подбирается экспериментальным путем. Для получения балластного сопротивления часто используются сопротивления проволок большой мощности, которые применяются в подъемных приспособлениях и троллейбусах. Также данные элементы используются для отрезки спиралей ТЭНа и элементов высокоомной проволоки большой толщины. Уменьшить ток можно даже при помощи растянутой стальной пружинки для двери. Подобное сопротивление можно включить стационарно или таким образом, чтобы в дальнейшем возможно было сравнительно легко регулировать ток сварки. Один конец данного сопротивления нужно подключить к выходу трансформаторной конструкции, другой конец провода сварки следует оборудовать отдельными приспособлениями для зажима, которые смогут перекидываться по длине спирали сопротивления для выбора необходимого тока.
Можно использовать нихромовую проволоку диаметром 4 мм и длиной 8 м в качестве балластного сопротивления. Проволока может иметь и небольшой диаметр, в таком случае длина тоже должна быть соответствующей. Однако чем меньше длина, тем больше проволока нагревается. Обязательно следует это учитывать.

В качестве балластного сопротивления можно использовать нихромовую проволоку.
Большая часть резисторов из проволок высокой мощности изготавливается в виде открытых спиралей, которые смонтированы на каркас длиной до 0,5 м. В таких случаях в спирали сматываются и проволоки из ТЭНа. Если резисторный элемент, изготовленный из магнитных сплавов, скомпоновать со спиралью или с какими-нибудь элементами из стали, в процессе прохождения значительных токов спираль начнет чрезмерно вибрировать. Следует понимать, что спираль является тем же соленоидом, а существенные токи сварки создают магнитные поля большой мощности. Снизить воздействие вибраций возможно путем растягивания спирали и закрепления ее на прочном основании.
Проволоку можно согнуть и змейкой, чтобы уменьшить размеры изготовленного резисторного элемента. Сечение материала резистора, который проводит ток, нужно подбирать большое, потому что в процессе работы оборудование будет сильно нагреваться. Проволока недостаточной толщины будет сильно раскаляться, однако использовать ее для регулировки тока аппарата для сварки можно достаточно эффективно. Следует понимать, что в процессе нагревания свойства материала могут сильно измениться, потому сложно судить о значении сопротивления подобного резистора из проволоки.
Вернуться к оглавлению
Использование реактивного сопротивления для регулировки тока

Основные части сварочного аппарата.
В промышленных устройствах для сварки регулировка тока при помощи использования активных сопротивлений не пользуется популярностью в связи с громоздкостью и перегревом используемых элементов. Однако достаточно часто применяется реактивное сопротивление — использование дросселя во вторичной цепочке. Дроссели могут иметь различную конструкцию. Часто они объединяются с магнитным проводом трансформаторной конструкции в единое целое. Однако они изготовлены так, что их индуктивность и сопротивление можно регулировать путем перемещения элементов магнитного провода. В данном случае дроссель также будет улучшать процесс горения дуги.
Регулировка тока во второстепенной цепочке трансформаторной конструкции для сварки связана с некоторыми проблемами. Через приспособление для регулировки будут проходить значительные токи, что может привести к громоздкости. Другим недостатком является переключение. Для второстепенной цепочки достаточно сложно подобрать распространенные переключатели подходящей мощности, которые смогут выдерживать ток до 200 А. В цепочке начальной обмотки токи приблизительно в 5 раз меньше, поэтому переключатели для них подобрать довольно просто. Последовательно с начальной обмоткой можно будет включить балластные сопротивления. Однако в данном случае сопротивление резисторных элементов должно быть намного большим, чем в цепочке повторной обмотки.

В качестве источников питания для сварочного аппарата используются специальные аккумуляторы.
Следует знать, что батарейка сопротивлением 8 Ом из нескольких приспособлений ПЭВ-50 100, которые соединены друг с другом параллельно, сможет снизить выходной ток в 2-3 раза. В этом случае все будет зависеть от трансформаторной конструкции. Можно подготовить несколько батареек и смонтировать переключатель. Если в наличии нет переключательного элемента большой мощности, то можно использовать несколько выключателей.
В процессе включения балластного сопротивления в начальной цепочке будет утеряна выгода, которую придаст сопротивление во второстепенной цепочке. Улучшения падающего параметра трансформаторной конструкции не произойдет. Однако при этом к негативным последствиям в горении дуги резисторы, которые включены по высокому напряжению, не приведут. Если трансформаторная конструкция хорошо сваривает без них, то она будет варить и с дополнительным сопротивлением в начальной обмотке.
При работе на холостом ходу трансформаторное устройство потребляет маленький ток, следовательно его обмотка имеет существенное сопротивление. Поэтому 2-5 Ом не будут сказываться на выходном напряжении холостого хода.
Вернуться к оглавлению
Установка дросселя для регулировки тока

Схема сварочного аппарата.
Вместо резисторных элементов, которые могут перегреваться в процессе работы, в цепочку начальной обмотки можно смонтировать реактивное сопротивление — дроссель. Данная схема может использоваться исключительно в том случае, если нет других приспособлений для снижения мощности. Включение подобного сопротивления в цепочку высокого напряжения сильно снизит напряжение холостого хода трансформаторной конструкции. Падение напряжения происходит у регулирующих устройств со сравнительно большим током холостого хода — 2-4 А. В случае небольшого использования тока падения напряжения происходить не будет. Дроссель, который включен в начальную обмотку трансформаторного устройства, приведет к незначительному ухудшению параметров сварки трансформаторной конструкции, однако его все равно можно будет использовать. В данном случае все будет зависеть от свойств используемого трансформаторного устройства. На некоторых устройствах сварки встраивание дросселя в основную цепочку трансформаторной конструкции сказываться не будет.
В качестве дросселя устройства, для того чтобы регулировать ток, можно применить повторную обмотку имеющейся трансформаторной конструкции, которая рассчитывается на выход порядка 40 В. Мощность приспособления должна составлять приблизительно 250-300 Вт. В таком случае ничего изменять не нужно будет. Однако рекомендуется изготовить дроссель самостоятельно. Для этого нужно намотать шнур на каркас от трансформаторной конструкции мощностью 250-300 Вт. Через каждые 50-60 витков нужно делать отводы, которые подключаются к основному переключателю. Для изготовления дросселя подойдет элемент от телевизора.
Вернуться к оглавлению
Как сделать дроссель своими руками?

Дроссель может заменить резисторные элементы.
Дроссель можно изготовить самому и на прямом сердечнике. Это актуально в случае, если имеется прямая катушка с большим количеством витков подходящего шнура. Внутрь катушки надо будет просунуть пакет прямых пластинок из железа от трансформатора. Нужное реактивное сопротивление можно выставить путем подбора толщины пакета. Ориентироваться нужно по сварке трансформаторного устройства.
Пример конструкции: дроссель, который сделан из катушки с 400 витками шнура диаметром 1,4 мм, набивается пакетом железа с сечением 4,5 см². Длина провода равняется длине катушки. В таком случае ток трансформаторного устройства 120 А можно будет уменьшить на 50%. Подобный дроссель может быть изготовлен с регулируемым сопротивлением. Для этого нужно будет изменить глубину вхождения стержня сердечника в катушку. Без данного элемента катушка имеет небольшое сопротивление, однако в случае полного введения в нее стержня сопротивление будет максимальным. Дроссель, который намотан подходящим шнуром, практически не будет нагреваться, но сердечник будет сильно вибрировать. Этот момент нужно учитывать в процессе стяжки и закрепления набора железных пластинок.

Если аккуратно снять корпус со сварочного аппарата, можно увидеть его основные детали.
Для самодельных устройств в процессе намотки обмоток нужно делать отводы и изменять количество витков. Так можно будет контролировать ток. Однако использовать данный метод можно исключительно для подстройки тока, регулировать его в широком диапазоне не получится. Для уменьшения тока в 2-3 раза понадобится сильно увеличить число витков начальной обмотки. В результате произойдет снижение напряжения во второстепенной цепочке. Можно нарастить витки катушек, но это приведет к увеличению расхода шнура, размеров и веса трансформаторной конструкции.
Чтобы выполнять более точную регулировку тока в меньшую сторону, понадобится использовать индуктивность кабеля сварки.
Шнур нужно укладывать кольцами. Однако не следует увлекаться, так как шнур будет сильно греться.
Вернуться к оглавлению
Использование тиристорной и симисторной схемы
С недавних пор начали использоваться тиристорные и симисторные схемы регулировки тока. В процессе подачи на вывод для управления элементом напряжения конкретной величины стабилизатор откроется и быстро пропустит через себя ток. В схеме регулировки тока, функционирующей от изменяемого напряжения, импульсы для управления чаще всего поступают на половине каждого периода. Регулятор будет открываться в конкретные моменты времени, в результате будет обрезаться начало каждого полупериода синусоиды тока и уменьшится суммарная мощность подходящего сигнала электричества.

При работе со сварочным аппаратом необходимо соблюдать меры безопасности.
Ток и напряжение в таком случае не будут иметь формы синусоиды. Подобная схема регулятора позволяет выполнять регулировку мощности в широком диапазоне. Человек, который разбирается в радиоэлектронике, сможет сделать такие схемы. При использовании регуляторов подобного типа процесс горения дуги может ухудшаться. В случае снижения мощности дуга будет гореть отдельными вспышками. В большей части схем тиристорных приспособлений имеются нелинейные шкалы, калибровка будет меняться вместе с изменением напряжения электросети. Ток будет постепенно увеличиваться в процессе работы из-за того, что нагреваются элементы схемы. Чаще всего сильно уменьшается мощность на выходе, даже в случае максимального положения регулятора. Следует знать, что трансформаторные устройства крайне чувствительны к этому. Данный метод регулировки сварочного тока не пользуется популярностью, так как он ненадежен, а реализовать его очень сложно.
Чтобы измерить большой ток, нужно подготовить токоизмерительные клещи. Силу тока можно будет измерять на расстоянии, при этом не надо будет к нему прикасаться. У аппарата есть разводящийся контур, которым будет охватываться кабель с током. Электрическое магнитное поле тока, который протекает в данном шнуре, наведет ток в замкнутом контуре. Его и можно будет измерить.
Регулятор тока сделать своими руками несложно, нужно лишь знать технологию изготовления и учитывать все существующие нюансы.
moiinstrumenty.ru
способы регулирования вольтамперной характеристики сварочных полуавтоматов
Качество сварного шва в значительной мере зависит от характеристик электрической дуги. Для каждой толщины металла, в зависимости от его вида требуется определенной силы сварочный ток.
Кроме этого, важна вольтамперная характеристика аппарата для сварки, от этого зависит качество электрической дуги. Для резки металла тоже требуются свои значения электротока. То есть любой сварочный аппарат должен обладать регулятором, управляющим мощностью сварки.

Способы регулирования
Управлять током можно по-разному. Основные способы регулирования такие:
- введение резистивной или индуктивной нагрузки во вторичную обмотку сварочного аппарата;
- изменение количества витков во вторичной обмотке;
- изменение магнитного потока аппарата для сварки;
- использование полупроводниковых приборов.
Схематических реализаций этих способов множество. При изготовлении аппарата для сварки своими руками каждый может выбрать себе регулятор по вкусу и возможностям.
Резистор или индуктивность
 Регулировка сварочного тока с использованием сопротивления или катушки индуктивности является самой простой и надежной. К держателю сварочных электродов последовательно подключают мощный резистор или дроссель. За счет этого меняется активное или индуктивное сопротивление нагрузки, что приводит к падению напряжения и изменению сварочного тока.
Регулировка сварочного тока с использованием сопротивления или катушки индуктивности является самой простой и надежной. К держателю сварочных электродов последовательно подключают мощный резистор или дроссель. За счет этого меняется активное или индуктивное сопротивление нагрузки, что приводит к падению напряжения и изменению сварочного тока.
Регуляторы в виде резисторов применяют для улучшения вольтамперной характеристики сварочного аппарата. Используется набор мощных проволочных сопротивлений или один резистор, выполненный из толстой нихромовой проволоки в виде спирали.
Для изменения сопротивления специальным зажимом их подключают к определенному витку провода. Резистор выполняется в виде спирали для уменьшения габаритов и удобства использования. Номинал резистора не должен превышать 1 Ом.
Переменный ток в определенные моменты времени имеет нулевые или близкие к нему значения. В это время получается кратковременное гашение дуги. При изменении промежутка между электродом и деталью может произойти прилипание или полное ее гашение.
Для смягчения режима сваривания и соответственно получения качественного шва применяют регулятор в виде дросселя, который включается последовательно с держаком в выходной цепи аппарата.
Дополнительная индуктивность вызывает сдвиг фаз между выходным током и напряжением. При нулевых или близких к нему значениях переменного тока напряжение имеет максимальную амплитуду и наоборот. Это позволяет поддерживать стабильную дугу и обеспечивает надежное ее зажигание.
Дроссель можно изготовить из старого трансформатор. Используется только его магнитопровод, все обмотки удаляются. Вместо них наматывают 25-40 витков толстого медного провода.
Данный регулятор был широко распространен при использовании трансформаторных аппаратов переменного тока благодаря своей простоте и наличию комплектующих. Недостатками дроссельного регулятора сварочного тока являются небольшой диапазон управления.
Изменение количества витков
 При этом методе регулировка характеристик дуги осуществляется благодаря изменению коэффициента трансформации. Коэффициент трансформации позволяют изменить дополнительные отводы из вторичной катушки. Переключаясь с одного отвода на другой можно менять напряжение в выходной цепи аппарата, что приводит к изменению мощности дуги.
При этом методе регулировка характеристик дуги осуществляется благодаря изменению коэффициента трансформации. Коэффициент трансформации позволяют изменить дополнительные отводы из вторичной катушки. Переключаясь с одного отвода на другой можно менять напряжение в выходной цепи аппарата, что приводит к изменению мощности дуги.
Регулятор должен выдерживать большой сварочный ток. Недостатком является трудность нахождения коммутатора с такими характеристиками, небольшой диапазон регулировок и дискретность коэффициента трансформации.
Изменение магнитного потока
 Данный способ управления используется в трансформаторных аппаратах сварки. Изменяя магнитный поток, меняют коэффициент полезного действия трансформатора, это в свою очередь меняет величину сварочного тока.
Данный способ управления используется в трансформаторных аппаратах сварки. Изменяя магнитный поток, меняют коэффициент полезного действия трансформатора, это в свою очередь меняет величину сварочного тока.
Регулятор работает за счет изменения зазора магнитопровода, введения магнитного шунта или подвижности обмоток. Изменяя расстояние между обмотками, меняют магнитный поток, что соответственно сказывается на параметрах электрической дуги.
На старых сварочных аппаратах на крышке находилась рукоятка. При ее вращении вторичная обмотка поднималась или опускалась за счет червячной передачи. Этот способ практически изжил себя, он использовался до распространения полупроводников.
Полупроводниковые приборы
Создание мощных полупроводниковых приборов, способных работать с большими токами и напряжениями, позволило разработать сварочные аппараты нового типа.
Они стали способны менять не только сопротивление вторичной цепи и фазы, но и изменять частоту тока, его форму, что также влияет на характеристики сварочной дуги. В традиционном трансформаторном сварочном аппарате используется регулятор сварочного тока на базе тиристорной схемы.
Регулировка в инверторах
 Сварочные инверторы – это самые современные аппараты для электродуговой сварки. Использование мощных полупроводниковых выпрямителей на входе устройства и последующей трансформации переменного тока в постоянный, а затем в переменный высокой частоты позволил создать устройства компактные и мощные одновременно.
Сварочные инверторы – это самые современные аппараты для электродуговой сварки. Использование мощных полупроводниковых выпрямителей на входе устройства и последующей трансформации переменного тока в постоянный, а затем в переменный высокой частоты позволил создать устройства компактные и мощные одновременно.
В инверторных аппаратах основным регулятором является изменение частоты задающего генератора. При одном и том же размере трансформатора мощность преобразования напрямую зависит от частоты входного напряжения.
Чем меньше частота, тем меньшая мощность передается на вторичную обмотку. Ручка регулировочного резистора выводится на лицевую панель инвертора. При ее вращении изменяются характеристики задающего генератора, что приводит к изменению режима переключения силовых транзисторов. В итоге получается требуемый сварочный ток.
При использовании инверторных сварочных полуавтоматов настройка происходит так же, как и при использовании ручной сварки.
Кроме внешних регуляторов в блоке управления инвертором предусмотрены еще много различных управляющих элементов и защит, обеспечивающих стабильную дугу и безопасную работу. Для начинающего сварщика лучшим выбором будет инверторный аппарат для сварки.
Применение тиристорной и симисторной схемы
 После создания мощных тиристоров и симисторов их стали использовать в регуляторах силы выходного тока в сварочных аппаратах. Они могут устанавливаться в первичной обмотке трансформатора или во вторичной. Суть их работы заключается в следующем.
После создания мощных тиристоров и симисторов их стали использовать в регуляторах силы выходного тока в сварочных аппаратах. Они могут устанавливаться в первичной обмотке трансформатора или во вторичной. Суть их работы заключается в следующем.
На управляющий контакт тиристора со схемы регулятора поступает сигнал, открывающий полупроводник. Длительность сигнала может изменяться в больших пределах, от 0 до длительности полупериода тока протекающего через тиристор.
Управляющий сигнал синхронизирован с регулируемым током. Изменение длительности сигнала вызывает обрезание начала каждого полупериода синусоиды сварочного тока. Увеличивается скважность, в результате средний ток уменьшается. Трансформаторы очень чувствительны к такому управлению.
Такой регулятор имеет существенный недостаток. Время нулевых значений увеличивается, что приводит к неравномерности дуги и ее несанкционированному гашению.
Для уменьшения негативного эффекта дополнительно приходится вводить дроссели, которые вызывают фазовый сдвиг между током и напряжением. В современных аппаратах данный метод практически не используются.
svaring.com
Выбор режима ручной дуговой сварки. От чего зависит сила сварочного тока
Для правильного определения нужной силы тока при ручной электродуговой электродной сварке необходимо учесть много факторов. Режим сварки определяют при анализе первоначальных данных. Чем больше данных, тем выше будет качество выполненной работы. 
Режим сварки, факторы влияющие на его выбор
Для выбора нужного нам режима сварки требуется определить состав свариваемого материала, его геометрические размеры, конфигурацию и планируемый тип сварного шва. Только зная ответы на все эти вопросы мы сможем верно выбрать электрод и характеристики сварного тока.
Так как факторов множество и каждый из них по своему влияет на сам процесс сварки — рассмотрим их основные параметры:
- типоразмер электрода;
- значение тока;
- длина дуги;
- скорость провара;
- тип и полярность;
- количество швов.
Анализируя данный список мы видим, что главные критерии режима сварки связаны с условиями и характером горения сварочной дуги. Поэтому перед началом работ нужно выполнить подбор значений этих параметров для получения нужной конфигурации и, следовательно, отличного качества места сварки.
Хорошее увеличение производительности труда получают путем использования сварки, где применяется трехфазный ток.
Применяя трехфазную сварку КПД возрастает в 2—2,5 раза. Проходя сквозь дугу трех токов смещенных по фазе на 120 градусов качество и устойчивость дуги становится намного выше чем при применении однофазного тока. Данный тип сварки позволяет применять электроды с фтористо-кальциевыми покрытиями, которые не годятся при работе на однофазном переменном токе.
ТОК И ЭЛЕКТРОД
Одним из главных характеристик электродуговой сварки считается сварочный ток. В большей степени его сила определит характер шва и продуктивность сварки в общем. Чем выше значение тока-тем лучше дуга и глубже проплав. Сила тока при сварке находится в прямой зависимости с размером электрода и вида взаимного размещения свариваемых деталей в пространстве. Наивысшие значения тока применяются для стыковки горизонтальных деталей. При вертикальных проварах силу тока уменьшают на 15%, при потолочных – уменьшают на 20%.
Зачастую данные о силе тока нанесены на пачке от сварочных электродов. Вдобавок ее можно узнать с помощью расчетов или таблиц. 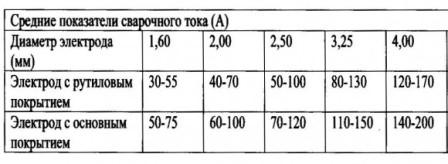
Диаметр электрода подбирается исходя из толщин скрепляемого металла, способа сварки и геометрических размеров шва.
Для каждого отдельного случая подбирается определенное количество Ампер:
- Электродом 1 мм. сваривают материал толщиной до 1 мм, сила тока выставляется в пределах 10-30 А.
- Электродом 1,5-2 мм. сваривают материал толщиной до 2 мм, подают на электрод 30-50 А.
- Электродом 3 мм. сваривают материал толщиной до 4 мм, подают на электрод 60-120 А.
- Электродом 4 мм. сваривают материал толщиной до 11 мм, подают на электрод 140-2000 А.
- Электродом 5 мм. сваривают материал толщиной до 15 мм, подают на электрод 150-270 А.
- Электродом 6 мм. сваривают материал толщиной до 16 мм, подают на электрод 210-340 А.
Такой разброс ампер существует из-за разности применяемых металлов и положения заготовок при сварке. При начале сварки советуют выставлять среднее значение силы тока.
ДЛИНА ДУГИ
Силу тока мы определили, теперь самое время разобраться какая длина сварочной дуги должна быть при заданных нами параметрах. Постоянная равномерная длина сварочной дуги окажет положительное воздействие на характер сварного шва. Наилучшим вариантом будет применение короткой дуги (длина дуги не больше диаметра применяемого электрода) Даже имея солидный опыт сварщика данное требование выполнить будет очень тяжело. Длина дуги имеет связь с калибром электрода и силой тока. Для обеспечения хорошего сварного шва требуется придерживаться зависимости между диаметром электрода и длиной дуги: 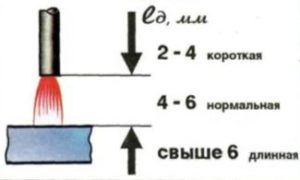
- При размере 1,5-2 мм – дуга составит 2,5 мм.
- При размере 3 мм – дуга составит 3,5 мм.
- При размере 3-4 мм – дуга составит 4 мм.
- При размере 4 мм – дуга составит 4,5 мм.
- При размере 4-5 мм – дуга составит 5 мм.
- При размере 5 мм – дуга составит 5,5 мм.
- При размере 6-8 мм – дуга составит 6,5 мм.
СКОРОСТЬ НАЛОЖЕНИЯ СВАРОЧНЫХ ШВОВ
Определение наилучшего скоростного режима наложения сварного шва напрямую зависит и привязано к геометрическим размерам свариваемых деталей и силы сварочного тока. При выборе правильной скорости шов получится в 1,5-2 раза больше размера электрода. При
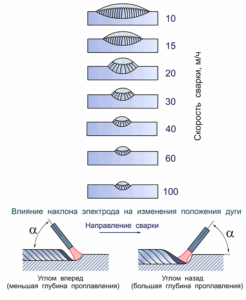
Влияние скорости сварки на форму шва
малой скорости проводки получится переизбыток металла в сварной ванне, который будет расходиться и образовывать дефектный шов. При повышенной скорости проводки метал не сможет
прогреться в нужной степени, что несомненно приведет к непровару и шов получится хрупким.
Для определения наилучшего скоростного режима советуется придерживаться полученных экспериментальным способом характеристик ванны: ширина – 9-15 мм, глубина – до 6 мм, длина – 10-30 мм. При повышении скорости перемещения электрода ширина шва становится меньше, причем глубина провара фактически останется прежней. Получается, что швы наилучшего качества получим при соблюдении скорости 30-40 м/ч.
ПОЛЯРНОСТЬ
На выбор нужной нам силы тока влияет и полярность. Инвертор может менять направленность движения электричества. Каким образом это происходит и в чем преимущество изменения полярности?

Виды полярности сварочного тока
Поток электронов при сварке направлен от отрицательной клеммы к положительной. Клемма, на какую приходят электроны (положительная) имеет более сильный прогрев. Эти знания применяют для улучшения качества сварки при различных металлах и толщинах заготовок. При сварке габаритных деталей имеющих большую массу и плотность положительная клемма крепится к их поверхности, данный тип подключения будет считаться «с прямойполярностью». Зачастую при сварке используют именно этот тип. При работе с металлами имеющими тонкую стенку или высоколегированный сплав склонный к выгоранию легирующих элементов к ним подключают отрицательную клемму (обратная полярность). При использовании данного подключения наибольшая температура припадает на электрод, а свариваемые поверхности имеют меньший нагрев. Большая сила тока также будет меньшее влиять на деталь.
Верный подбор описанных выше показателей (силе тока, полярность, диаметр и вид электрода) гарантируют наилучшие показатели сварных швов. Для повседневной обычной сварки наиболее лучше подойдет сварочный инвертор с размером электродов диаметром 3-4 мм, выставленной силой тока приблизительно 100 А и использованием прямой полярности. Данный выпрямитель потребляет небольшое количество энергии, имеет малый вес и габаритные размеры и очень удобен в использовании. При работе нужно учесть, что любой сварочный аппарат имеет свои огрехи, поэтому проводить регулировку нужно на свое усмотрению отталкиваясь от заданных режимов. Помните, что подбор силы тока происходит в зависимости от совокупности большого количества факторов. Ошибочное определение режима может стать причиной того, что металл не будет провариваться при нехватке тока, а при его переизбытке-материал прожжется. При применении электродов с большим калибром плотность сварочного тока уменьшится, что обусловит появление блуждания сварочной дуги, её колебания и изменения длины. Все это приведет к увеличению ширины сварочного шва и меньшей глубине провара.
Источники питания
В настоящее время по роду электричества может применяться сварка переменным и постоянным током. Важно не только правильно выбрать режим сварки и толщину электрода, но и подобрать нужный источник питания. Давайте рассмотрим самые распространенные источники сварочного тока и узнаем в чем их отличия:
Сварочные трансформаторы
Создают сварочный ток просто понижая сетевое напряжение. Это определяет и  х хорошую надежность и дешевизну. Сварка переменным током с использование трансформаторов подходит наилучшим образом для работы с низкоуглеродистыми сталями. Огромным изъяном является его большой вес и огромные энергозатраты, что пагубно для обычных электро сетей. При уменьшении напряжения до 160-180 В данные источники питания не работают.
х хорошую надежность и дешевизну. Сварка переменным током с использование трансформаторов подходит наилучшим образом для работы с низкоуглеродистыми сталями. Огромным изъяном является его большой вес и огромные энергозатраты, что пагубно для обычных электро сетей. При уменьшении напряжения до 160-180 В данные источники питания не работают.
Сварочные выпрямители
Преобразовывает сетевое напряжение с дальнейшим его выпрямлением используя диодные или тиристорные блоки. Данные источники питания очень просты и имеют высокую надежность. Применяют для сварки фактически любых сталей и сплавов различными типами электродов. При работе данной сваркой образование брызг металла происходит в меньшей мере ч 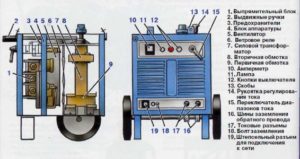 ем у трансформатора, при этом замечается лучшее горение дуги и ее устойчивость, поэтому сварной шов получается лучше. Затраты на электроэнергию у него выше трансформатора, так как некая доля энергии теряется на диодном блоке. Работать данным аппаратом в местах где возможно понижение напряжения к 180 вольтам также невозможно.
ем у трансформатора, при этом замечается лучшее горение дуги и ее устойчивость, поэтому сварной шов получается лучше. Затраты на электроэнергию у него выше трансформатора, так как некая доля энергии теряется на диодном блоке. Работать данным аппаратом в местах где возможно понижение напряжения к 180 вольтам также невозможно.
Сварочные инверторы
Их принцип базируется на превращении переменного тока на входе прибора в постоянный, далее с помощью транзисторных ключей постоянный перерабатывается в переменный с частотой выше 50 кГц и поступает к высокочастотному трансформатору с последующим выпрямлением. Данные  источники питания обладают совершенными характеристиками выходного импульса подходящего под различные типы сварки. Выпрямитель имеет низкое энергопотребление и высокий КПД (более 85%), из-за чего нагрузка на сеть снижается во много раз. Аппарат снабжается разнообразными функциями такими как легкое образование дуги, не залипание электродов, «горячий старт»и т.д. Инвертор может работать с любыми видами электродов по всем маркам стали.
источники питания обладают совершенными характеристиками выходного импульса подходящего под различные типы сварки. Выпрямитель имеет низкое энергопотребление и высокий КПД (более 85%), из-за чего нагрузка на сеть снижается во много раз. Аппарат снабжается разнообразными функциями такими как легкое образование дуги, не залипание электродов, «горячий старт»и т.д. Инвертор может работать с любыми видами электродов по всем маркам стали.
svarkagid.ru
Как уменьшить сварочный ток
При производстве сварочных работ нередко требуется изменять параметры технологического процесса. Наиболее часто в регулировке нуждается сварочный ток. Некоторые аппараты имеют встроенные механизмы регулировки рабочих параметров. Если же ваше оборудование не снабжено регулятором, изготовьте его самостоятельно.
Вам понадобится- стандартный переключатель тока;- регулятор тока сварочного трансформатора.
Спонсор размещения P&G Статьи по теме "Как уменьшить сварочный ток" Как варить сварочным инвертором Как отрегулировать китайскую дверь Как изготовить печь для гаражаИнструкция
1
Используйте для уменьшения силы сварочного тока способ его ступенчатой регулировки. Для этого измените число витков, подключая их к выводам вторичной обмотки трансформатора. Такой способ прост, но не позволяет производить изменение в широких пределах.2
Подберите для вторичной цепи трансформатора стандартный переключатель, который выдерживает ток величиной до 250-260 А. Этот способ требует меньшего вмешательства в техническое устройство прибора, однако подобрать переключатель с параметрами, подходящими для конкретного сварочного аппарата, очень непросто.3
Изготовьте регулятор сварочного тока с применением тиристоров. Достоинство приведенной на рисунке схемы заключается в его простоте и доступности большинства элементов, используемых в конструкции регулятора. Ко всему прочему, устройство практически не требует дополнительной настройки.
4
Регулировку параметров устройства произведите при отключенной первичной обмотке трансформатора. Тиристоры, являющиеся основными элементами конструкции регулятора, включите встречным образом, параллельно друг другу.5
Момент регулировки тока регулируйте изменением сопротивления резистора R7. При этом изменятся параметры в первичной обмотке сварочного трансформатора. Таким способом удобно менять рабочий ток аппарата в ту или иную сторону. Диапазон изменения тока отрегулируйте, подобрав параметры данного резистора опытным путем.6
Используйте в схеме регулятора силы тока транзисторы старого образца, например, ГТ308 или П416. При отсутствии этих приборов замените их на более современные высокочастотные приборы со сходными параметрами.7
Если вам не удалось подыскать транзисторы VT1 и VT2, а также резисторы R5 и R6, размещенные в базовых цепях, замените их динисторами. Аноды динисторов присоедините к крайним выводам резистора R7, катоды подключите к резисторам R3 и R4. Наиболее подходит для использования в приведенной схеме динистор типа Kh202. Как простоdokak.ru
Что влияет на выбор сварочного тока
При выполнении сварочных работ, качество получаемого соединения зависит в первую очередь от того, насколько правильно выбран режим сварки. Основным регулируемым параметром процесса или главной режимной характеристикой является электрический ток, который называют сварочным током.
Сила тока при сварке зависит главным образом от параметров заготовки, которую предстоит варить и от некоторых других факторов.
Основные понятия
Сварочный ток, кроме своего абсолютного значения, выражаемого в амперах, характеризуется постоянством или периодическим изменением во времени величины и направления.
В первом случае ток называется постоянным. Его источниками являются сварочные выпрямители, автономные сварочные генераторы, а также современные аппараты для сварки, использующие инверторные технологии.

Если направление и (или) величина тока меняются во времени, то его называют переменным. Источниками переменного сварочного тока служат понижающие трансформаторы, первичная обмотка которых включается в сеть переменного тока 220 или 380 вольт.
На выбор параметров сварки, то есть ее режима, влияют следующие факторы, тесно между собой связанные:
- толщина свариваемой заготовки;
- вид металла или сплава, который предстоит варить;
- диаметр применяемого электрода;
- расположение и характер шва.
Выбираемый токовый режим работы сварочного аппарата определяет величину энергии электрической дуги. Чем больше значение этого параметра, тем больше тепла выделяется при горении дуги, а значит, более интенсивно и глубоко плавится заготовка и применяемый электрод.
Отсюда становится понятным, что чем толще и массивней свариваемый металл, тем большее значение тока должно быть установлено при его сварке. Кроме этого, существует прямая зависимость между толщиной заготовки, токовым режимом и диаметром электрода при ручной дуговой сварке.
Зависимость от толщины электрода
 Нормативная литература по сварочному делу содержит много таблиц, позволяющих выбрать требуемый диаметр электрода и значение сварочного тока для сваривания заготовок определённой толщины.
Нормативная литература по сварочному делу содержит много таблиц, позволяющих выбрать требуемый диаметр электрода и значение сварочного тока для сваривания заготовок определённой толщины.
При увеличении тока сварки, увеличивается скорость плавления, как заготовки, так и материала электрода, это определяет прямую зависимость между сварочным током и диаметром электрода.
Например, если электродом, имеющим диаметр 2мм, рекомендуется сваривать металл толщиной 2 – 3 мм, выбирая при этом сварочный ток в диапазоне 40 – 80 ампер, то для электродов диаметром 5 – 6 мм указывается токовая величина 220 – 320 ампер при сварке металла 10 – 24 мм.
Стоит упомянуть ещё об одной характеристике сварочного процесса, связанной с диаметром используемого электрода. Речь идет о плотности тока сварки, определяемой отношением сварочного тока к площади поперечного сечения электрической дуги и измеряемой в амперах на миллиметр квадратный (А/мм2).
Этот параметр играет важную роль в формировании сварного шва. С увеличением диаметра электрода, плотность падает при неизменных токовых настройках аппарата.
Это обусловлено тем, что электрод с диаметром большего размера создает более толстую дугу, имеющую большее значение площади. Показатель плотности зависит также от длины электрической дуги.
При увеличении разрядного промежутка между электродом и заготовкой, дуга вытягивается, становясь тоньше, уменьшая площадь поперечного сечения разряда. При этом уменьшается температура, создаваемая дугой, замедляется процесс переноса вещества электрическим разрядом.
При дальнейшем увеличении зазора, процесс начинает терять стабильность, поверхность сварочной ванны становится неровной, и в итоге дуговой разряд гаснет. Таким образом, в относительно небольших пределах, энергию сварочного процесса можно регулировать путем изменения длины дуги.
Что касается сварки полуавтоматом, роль электрода здесь играет специальная проволока для сварки, диаметр которой также выбирается по таблицам, в зависимости от характеристик свариваемого металла и его толщины.
Практическое определение
Опытному сварщику не составит труда правильно выбрать режим сварки, если известны размеры заготовок и характеристики металла, из которого они изготовлены. При необходимости можно обратиться к одной из технологических таблиц.

Необходимо обращать внимание на рекомендации, прилагаемые к самим электродам и сварочному аппарату в инструкции. Существуют также эмпирические формулы, по которым можно произвести расчёт сварочного тока.
Для электродов, имеющих диаметр менее 4 мм или более 6 мм, иногда применяют следующую формулу:
I = (20 + 6d) d
В этой формуле I – сварочный ток, выраженный в Амперах, d – диаметр электрода в миллиметрах.
Для выбора сварочного тока при использовании электродов, имеющих диаметр менее 3 мм, и работе в самом простом нижнем положении, можно применить соотношение:
I = 30 d;
при диаметре 3-4 мм формула меняется на:
I = 40 d.
Расчетное значение на практике корректируют. Обычно происходит изменение в меньшую сторону на 10-15%.
Расположение и характер шва
 Оптимальная величина тока сварки зависит от пространственной ориентации свариваемого соединения и положения, из которого производится сварка, а также от того, скошены ли кромки свариваемых деталей и под каким углом. Понятнее станет, если рассмотреть примеры.
Оптимальная величина тока сварки зависит от пространственной ориентации свариваемого соединения и положения, из которого производится сварка, а также от того, скошены ли кромки свариваемых деталей и под каким углом. Понятнее станет, если рассмотреть примеры.
При сваривании горизонтального шва в положении сверху, значение тока можно установить более высокое, чем при сварке вертикальных или горизонтальных потолочных швов в положении снизу.
Это объясняется тем, что сварочная ванна горизонтального, свариваемого сверху шва более устойчива и не склонна к растеканию. Повышенное значение тока в этом случае обеспечивает более глубокий провар заготовок, следовательно, более прочное сплавление по всей толщине детали.
Наименьший ток должен быть выбран при сварке потолочных швов снизу. В этом случае жидкий металл под воздействием силы тяжести стремится оторваться от шва и упасть, чему до определённого момента препятствуют лишь силы поверхностного натяжения расплавленного металла.
Это обстоятельство предъявляет более высокие требования к квалификации сварщика, которому в процессе выполнения работы необходимо тщательно следить за жидкой массой сварочной ванны, предотвращая вытекание из неё металла.
Следует заметить, что опытный сварщик может регулировать этот процесс, не уменьшая значение тока, а увеличивая скорость перемещения электрода вдоль шва, что кстати, уменьшает затраты времени на выполнение работы.
Подготовленные к сварке торцевые поверхности деталей путём их скашивания, требуют несколько уменьшить величину тока сварки, так как неподготовленные кромки необходимо проваривать гораздо глубже, чем предварительно снятые. Однако и в этом случае, при наличии опыта, выбор требуемого режима может быть осуществлен изменением скорости сварочного процесса.
Некоторые нюансы при выборе сварочного тока вносит тип покрытия применяемых электродов, но влияние этого фактора существенно ниже перечисленных ранее.
Какое влияние имеет полярность
 При сварке инвертором, или классическим аппаратом постоянного тока, выбор режима сварки связан с полярностью. Прямой полярностью принято называть схему, при которой сварочный электрод подключен к минусовой клемме аппарата, свариваемая деталь соединяется при этом с плюсом.
При сварке инвертором, или классическим аппаратом постоянного тока, выбор режима сварки связан с полярностью. Прямой полярностью принято называть схему, при которой сварочный электрод подключен к минусовой клемме аппарата, свариваемая деталь соединяется при этом с плюсом.
Особенностью сварочного процесса при прямой полярности является то, что плавление материала электрода происходит более интенсивно, чем плавление заготовки. Объясняется это следующим образом.
Несмотря на то, что условное направление протекания электрического тока принято от плюса к минусу, реальный физический процесс представляет собой движение отрицательно заряженных частиц – электронов, от минуса к плюсу.
Благодаря этому, при такой полярности происходит быстрый расход материала электрода. Использование прямой полярности целесообразно в случае относительно тонких заготовок, либо если к массивному элементу приваривается тонкая деталь.
При подключении электрода к плюсу, а заготовки соответственно, к минусу, получаем полярность, которую называют обратной. При таком включении интенсивней плавится заготовка, что определяет преимущество его применения при сваривании более толстых деталей.
Поскольку каждая металлическая заготовка и сварочный аппарат имеет свои особенности, выбор оптимального значение тока зависит от опытности сварщика. Тем же, кто только учится варить, необходимо ориентироваться на расчетные и табличные значения.
svaring.com
Регулировка сварочного тока - Сварка - Каталог статей
В последнее время некоторое распростране ние получили тиристорные и симисторные схе мы регулировки мощности. Тиристор — полупроводниковый прибор (внешне похож на диод), имеющий отдельный управляющий вывод, ток через тиристор протекает только в одном направлении. Симисторы отличаются тем, что могут пропускать переменный ток, то есть в оба направления. Симистор можно представить в виде двух параллельно включенных в разных направлениях тиристоров. При подаче на управляющий вывод тиристора или сими- стора напряжения определенной величины прибор открывается и начинает свободно пропускать через себя ток. В схемах регулирования мощности, работающих от переменного тока, управляющие импульсы обычно поступают на каждом полупериоде. Прибор открывается в строго определенные (задаваемые) моменты времени, обрезая таким образом начало каждого полупериода синусоиды тока, что уменьшает суммарную мощность проходящего электрического сигнала, притом до какого-то момента (50% мощности) это не влияет на уровень максимальной амплитуды его напряжения.
В случае сварочных трансформаторов один симистор может включаться в цепь первичной или вторичной обмотки. Тиристоры же обычно используются в паре, для регулирования тока в обоих направлениях. Регулирование мощности происходит способом периодического отключения, на фиксированный промежуток времени первичной или вторичной обмотки сварочного трансформатора на каждом полупериоде тока— среднее значение тока при этом уменьшается. Естественно, ток и напряжение после этого не имеют синусоидальную форму. Такие схемы позволяют регулировать мощность в широких пределах. Человек, разбирающийся в радиоэлектронике, сможет изготовить подобную схему самостоятельно, хотя, надо сказать, устройства такого рода нельзя признать совершенными.
В разных журналах можно встретить множество очень простых схем с тем же принципом работы, состоящих всего из нескольких деталей. Предназначены они в основном для регулировки накала лампочек и электронагревательных приборов. В качестве регуляторов мощности для сварочных трансформаторов некоторые из этих схем можно использовать, однако придется мириться со следующими недостатками. У большинства из них шкалы не линейны, а калибровка меняется с изменением напряжения сети, ток через тиристор постепенно увеличивается во время работы из-за нагрева элементов схемы. Кроме того, обычно заметно гасится выходная мощность даже при максимальном положении отпирания регулятора, к чему сварочные трансформаторы очень чувствительны.
Часто возникает соблазн использовать в схеме симистор средней мощности, подключив регулирующее устройство к первичной катушке трансформатора, где токи гораздо меньше, чем во вторичной цепи. Конструкция схемы тогда практически не изменится, по сравнению с взятым из журнала ее сетевым прототипом общего назначения. В принципе, сделать такое можно, даже некоторые промышленные сварочные аппараты оборудованы подобными устройствами регулировки тока. Однако не удивляйтесь, если при подключении симисторной схемы к первичной обмотке трансформатор начинает стучать уже на холостом ходу. Стук этот слышен в прямом смысле слова, причем у сварочных трансформаторов, до того работавших практически бесшумно. Это и неудивительно, ведь при каждом отпирании симистора происходит мгновенное нарастание напряжения, вызывающего мощные кратковременные импульсы ЭДС самоиндукции и скачки потребляемого тока. Промышленные аппараты, намотанные толстым проводом в надежной изоляции, переносят этот изъян питания без каких-либо последствий. Для хилых самодельных конструкций я бы нё рекомендовал использовать симистор по первичной обмотке ввиду возможности ее быстрого разрушения.
Для самодельных конструкций имеет смысл использовать сими- сторный или тиристорний регуляторы в цепи вторичной обмотки. Это избавит трансформатор о,т лишних нагрузок. Для этого подойдет почти та же схема, но с более мощным прибором. Хотя надо сказать, что при использовании регуляторов данного типа процесс горения дуги несколько ухудшается. Ведь теперь при уменьшении мощности дуга начинает гореть отдельными, все более кратковременными вспышками. Такой способ регулировки тока, из-за сложности изготовления и невысокой надежности, не получил распространения у основной массы самодельных сварочных аппаратов. Хотя, с другой стороны, нельзя закрывать глаза и на неоспоримые преимущества, получаемые при использовании электронных полупроводниковых элементов регулирования. К преимуществам можно отнести: возможность плавной, удобной регулировки сварочного тока с помощью движка переменного резистора; ток можно регулировать даже в процессе горения дуги; отсутствие сильного нагрева элементов, а значит, и возможность их монтажа внутри закрытого корпуса; относительная компактность конструкции.
 Рис.5 | Ввиду ограничений максимального тока для большинства сими- сторов, их можно использовать разве что в маломощных сварочных аппаратах. Тиристоры обычно выдерживают большие токи, нежели симисторы. Поэтому для типичного сварочного трансформатора подойдет схема с двумя тиристорами, работающими параллельно в разных направлениях. В качестве достаточно простого решения тиристорного регулятора мощности я могу рекомендовать следующую схему (рис.5). Устройство не только позволяет плавно регулировать ток сварочного трансформатора в широких пределах, но и одновременно является выпрямителем, выдавая на выходе постоянное пульсирующее напряжение. |
Переменное напряжение, поступающее на выходы 1 н 2, перезаряжает конденсатор С1 в каждый полупернод, время заряда регулируется переменным резистором R2. К выводам С1 подключена цепь, состоящая из элементов: R3, VD5, VD6, управляющих переходами тнрнсторов VS1, VS2 с развязывающими диодами VD3, VD4. На диннсторах VD5, VD6 собрано пороговое устройство с ограничивающим ток разряда конденсатора резистором R3.
Как только напряжение на конденсаторе С1 увеличится до порогового уровня, он разрядится через однн нз днннсторов н управляющий переход одного из тиристоров, в зависимости от полярности по- лупернода. При этом тирнстор откроется и будет пропускать ток К сварочной дуге до смены полярности на следующем полуперноде. Таким образом, тнрнсторы на каждом полупериоде по очереди будут открываться н закрываться. Открываться онн будут с постоянной задержкой во времени относительно начала полупериода, что задается сопротивлением R2. Поэтому часть сннусонды на каждом полуперноде будет отсекаться, чем н достигается регулирование мощности.
Переменным резистором R2 можно плавно регулировать ток сваркн или же нагрузки, начиная практически с нулевого значения и до максимального значения. Так как при сварке обычно не используются токи ннже 50 А, то сопротивление резистора R2 нужно подобрать таким образом, чтобы при установке его максимального сопротивления сварочный ток находился в пределах 40...50 А. Хотя для некоторых способов сварки могут понадобиться и меньшие значений тока. Также требуется учитывать свойства и выходную мощность конкретного сварочного трансформатора.
В пороговом устройстве пару динисторов VD5, VD6 при необходимости можно заменить одним подстроенным резистором с сопротивлением несколько сот Ом и отрегулировать порог срабатывания' вручную.
Переменный резистор R2 должен быть рассчитан на мощность не менее 2 Вт. В качестве диодов VD3, VD4 можно использовать любые выпрямительные дноды с максимальным током не менее 1 А н напряжением не ниже 100 В, например: КД212, КД226 с любыми буквенными индексами, КД243 (все, кроме А). Тирнсторы VS1, VS2 н выпрямительные дноды VD1, VD2 должны быть установлены на радиаторах, нх марки подбираются нз расчета на максимальный ток сварочного трансформатора, наиболее распространенные тнпы указаны на схеме. Радиаторы тнрнсторов н днодов должны крепиться через изолирующие прокладки, так как нх корпуса находятся под напряжением.
В сварочном оборудовании можно также комбинировать регуляторы нлн ограннчнтелн тока разных типов. Так, например, можно использовать переключение витков первичной обмотки в комбинации с подключением добавочного сопротивления или по-другому.
www.sibelektrod.ru
Как начать работать электросваркой для чайников
1. Чтобы начать варить вам нужны электроды и источник сварочного тока.
Источники сварочного тока бывают трансформаторные (большой тяжелый трансформатор) и инверторные (небольшая коробка с ручкой сверху). Трансформаторные были раньше, но видимо скоро их не будет, они отмирают. Трансформаторный источник тока отличается тем, что очень тяжел, надежен и вынослив, но при этом он очень сильно просаживает электрическую сеть, что в быту приводит к большим проблемам. Вы переругаетесь с соседями или ещё хуже, сожжете проводку или электрическую аппаратуру. Оно вам надо? Оно вам не надо.
Инверторные источники тока не просаживают сеть так сильно и имеют кучу удобств, которые оказываются важны для начинающего. В случае прилипания электрода сварочный трансформатор просаживает питающую сеть что может привести к большим проблемам, инвертор же просто выключает сварочный ток. В начальный момент сварки, когда дуга только зажигается, на трансформаторном сварочном источнике происходит бросок тока, который приводит к броску тока в питающей сети и сгоранию соседской аппаратуры, инвертор же имеет накопительные конденсаторы и разжигает дугу энергией, запасённой в этих конденсаторах, без бросков в питающей сети.
Инверторные источники различаются по максимальному выдаваемому току и периоду нагрузки.
Выдаваемый ток источника прямо зависит от диаметра электродов. Чем толще электрод тем больше должен быть ток источника. Для каждого диаметра электрода есть нижний предел, ниже которого уменьшать ток нельзя. Если уменьшить ток ниже этого предела то сварочного шва вы не получите. Вместо шва будет смесь прожилок металла с прожилками шлака, обмазки с электродов.
Например Для электрода 2.5 мм диаметром минимальный ток около 80 ампер.Для электрода 3 мм диаметром минимальный ток 110 ампер.
Так, попытка варить электродами 3мм диаметром на токе 70 ампер сразу и однозначно обречена на провал. Шва не будет. Однако же электрод 2.5 мм на токе 110 ампер и даже выше, варить будет, и шов будет, правда электрод будет очень быстро сгорать и будет неудобно работать.
Большая точность при выставлении сварочного тока не требуется. Требуется подняться выше нижнего предела. Косвенным признаком правильного тока является то, что дуга начнет гореть с сухим треском, без бульканья и гуденья.
Казалось бы, поднимай ток как можно выше, бери электрод потолще и всё будет замечательно. Однако же не будет. Стандартное напряжение сварочной дуги - 25 вольт. При токе например 110 ампер потребляемая мощность будет минимум 2.7 квт. В реальности больше, ибо КПД источника тока не 100%. В большинстве квартир и в обычной бытовой электрической сети стоят предохранительные автоматы на 16 ампер, на 3.5 квт. Таким образом, если мы вдруг решим варить током 140 ампер, что составит 3.5 квт чистой потребляемой мощности, то у нас уже ничего не выйдет. Автоматы отключат электричество.Таким образом про электрод диаметром 4 мм в бытовой сети можно забыть. Соответственно верхний предел диаметра электродов для начинающего сварщика - 3.2 мм диаметр. Верхний предел тока - 120 ампер. Этого например достаточно чтобы сварить два уголка 60х60мм. Но этого уже недостаточно для приваривания массивных петель для гаражных ворот. Это предел и вы ничего не сможете с этим поделать. Электрод 3 мм диаметром толстое массивное железо не прогреет, металл электрода будет собираться соплями на поверхности свариваемого металла, не проплавляя его. Сварки не будет.
Таким образом, толщина свариваемого металла определяет толщину сварочного электрода.Толщина сварочного электрода определяет сварочный ток. Если ваш источник и ваша электрическая сеть этот ток выдать не могут, то нормальную сварку вы не сделаете и лучше ищите другие пути решения.
Таким образом, сварочный инвертор с максимальным током 140 ампер достаточен для бытовых нужд в бытовой электрической сети (часто выбором является инвертор на 160 ампер, но это уже скорее из соображений запаса по мощности и надежности). Ограничением будет электрическая сеть. Инвертор с максимальным током 200 ампер будет потреблять от сети 5 кВт мощности. Что приведет или к отключению автоматов или к сгоранию проводки.
Однако, следует понимать, что если на инверторе с максимальным током 200 ампер выставлен ток 100 ампер то и потреблять от сети при сварке он будет 2.5 квт.
Период нагрузки (ПВ) источника тока это величина, показывающая, отношение времени сварки к времени холостого хода источника. Бытовые источники не могут работать непрерывно. Они так спроектированы, что должны периодически остывать. Это плата за дешевизну. Период нагрузки очень важен и покупать источник не зная этот параметр нельзя. Если вы купите источник с ПВ 15%, то после каждых 1.5 минут сварки вам придётся 8.5 минут стоять и ждать, пока источник будет остывать. При попытке варить непрерывно он в лучшем случае выключится, сработает защита, в худшем случае сгорит. Минимальным ПВ, пригодным для бытовой работы можно считать 50-60%. Источник с меньшим ПВ покупать просто не надо. Это пустая трата денег, работать им невозможно. Хотя они и стоят во всех магазинах, но покупать их не надо.
2. Перед сваркой.При сварке постоянным током (бытовой инвертор) имеется плюс и минус источника. Полярность, какой провод куда подключать, определяется исходя из используемых электродов. Если же электроды одинаково хорошо работают при любой полярности, то следует понимать следующее -электроны, как известно, отрицательно заряженные частицы и двигаются с минуса на плюс. А сварочная дуга это поток электронов. Соответственно, если плюс источника сварочного тока присоединён к детали, то нагреваться больше будет деталь, ибо в неё ударяет поток электронов. Если плюс источника присоединен к электроду, то и нагреваться (и сгорать соответственно) быстрее будет электрод. Типовой является обратная полярность, при которой больше греется электрод. В принципе это объяснимо тем, что тонкими электродами варится тонкое железо и его легко можно прожечь.
3. Сварка.Все многостраничные описания того, как двигать и как держать электрод, практически никак не влияют на качество шва. Возможно влияют на форму шва, но тут уже каждый себе сам хозяин. В быту, где нет больших нагрузок на сварные конструкции простой прямой качественный шов гораздо лучше, чем все зигзаги с дырами непроварами. От вас только требуется взять электрод так, чтобы было видно место сварки.
Соответственно:Делай раз: Электрод в руку, Угол наклона градусов 30 от перпендикуляра к детали. чиркнул о деталь, зажглась дуга.
Делай два: Электрод максимально близко к детали, Обмазка электрода уперлась в деталь. Дуга горит.
Делай три: Стоим и ждем, электрод не шевелим, только не забываем его приближать к детали по мере его сгорания. Электрод так и должен постоянно упираться обмазкой в деталь. Стоим и ждем, пока не начнет появляться красное пятно. Это красное пятно - это расплавившаяся обмазка с электрода, это флюс, это ещё не металл. Металл там потихоньку под слоем флюса собирается в каплю, которая по научному называется сварочная ванна. По простому это капля расплавленного металла. Наша задача сначала эту каплю получить, а потом её перемещать по поверхности детали. Понятно, что в каждый момент в этой капле будет разный металл, в том месте, откуда электрод убрали металл быстро, в течение секунды двух, застывает, а в том месте, куда электрод переместили металл расплавляется. Но капля, ванна остаётся.
Делай четыре: В какой то момент времени, через две три секунды, в центре красного пятна, начнет появляться более яркое, оранжевое, пятнышко с постоянно дрожащей поверхностью с мелкой рябью. Прямо как желто оранжевая водичка. Нам эта поверхность и нужна, это расплавленный металл собрался в каплю, и эта капля дрожит под действием электрического тока и температуры. Официально эта капля называется сварочная ванна. Это хорошо, это то место, где металл плавится и будет нормальный шов.
Делай пять: Как перемещать ванну? Если примитивно то метод такой - зажгли дугу, стоим ждем на месте, пока не появится ванна, сдвигаем электрод на миллиметр два три в ту сторону, куда нам нужен сварочный шов, опять стоим ждем пока не появится оранжевая поверхность с рябью. Индикатором того, что можно двигаться дальше, является появление ванны, оранжевого пятна с дрожащей поверхностью с мелкой рябью, в том месте, где электрод находится сейчас. Пока этого оранжевого пятнышка, ванны, нет, двигаться никуда нельзя. Надо создать эту ванну и только потом сдвигаться в сторону.
Следует помнить, что ванна получается из расплавленного металла, а расплавленный металл берётся из электрода. Соответственно надо очень и очень себя приучить к автоматическому движению рукой приближения электрода к детали. Именно приближение электрода к детали наполняет ванну. Если вы забыли приблизить электрод к детали, то металла в том месте, где горит дуга, нет. И ванне формироваться не из чего. И шва в этом месте не будет. Расстояние от кончика электрода до детали должно быть всегда минимальным. Грубо говоря, надо постоянно почти макать электрод в то место, где горит дуга. Если макать совсем, то в инверторе сработает защита от короткого замыкания и он выключится. А нам надо макать почти. За ориентир можно принять расстояние, когда электрод стоит на детали, упираясь в неё краем обмазки.
Сварка в итоге выглядит так1. Первые две три секунды формируем первую сварочную ванну. Появилась дрожащее оранжевое пятнышко с мелкой рябью - сдвигаемся в сторону на 1-2 миллиметра.2. Стоим и ждем пока появится оранжевое дрожащее пятнышко. Если все нормально, то но должно появиться где то за секунду или меньше. 3. Сдвигаемся на 1-2 миллиметра по шву, возвращаемся к пункту 2. И так столько раз, сколько надо.
Если при таком режиме металл проплавляется насквозь, значит надо или взять электрод потоньше, а вместе с электродом уменьшить и сварочный ток и следовательно и количество тепла, или надо периодически останавливаться и ждать, пока металл схватится. То есть сделав два три шага сварки остановиться, прервать дугу, и стоять ждать, пока металл из оранжевого не станет темно красным. Потом опять два три шага сварки и опять ждать.
Несколько замечаний: Если вы прожгли дыру - не бросайтесь тут же её заваривать, ничего не выйдет, в этом месте металл горячий и при попытке заварить он снова расплавится. Перейдите дальше по шву на сантиметр два и начните варить там. К дыре вернитесь потом, когда металл застынет и можно будет сколотить шлак. Сколотив шлак, на холодную, уже заваривайте дырку.
Если после сварки шлак скалывается большими плоскими чешуйками - значит сварочный ток нормальный и сварка видимо тоже. Если шлак не скалывается чешуйками - сварочного тока не хватает и шва не будет.
Электроды бывают разные. Бывают китайские МР3. От них очень очень много шлака. Эти электроды дешевые и это единственное их преимущество. Для начинающего они категорически противопоказаны. От них вы только устанете.
Электроды бывают OK.46 фирмы esab. Эти электроды лучше всего для совсем начинающего. От этих электродов шлака мало и весь процесс сварки отлично виден. Шлак от них тонкий и скалывается чешуйками в сантиметр шириной и несколько сантиметров длиной. Бывает, что шлак отстаёт от металла сам. Ещё одно огромное преимущество для начинающего (и удобство при постоянной работе) этих электродов в том, что они зажигаются поверх шлака. То есть ими не надо долбить электродом чтобы зажечь дугу. Их можно просто прикоснуть к детали и дуга загорится. Даже с необбитым шлаком. Что по хорошему говоря - плохо. Шлак надо оббивать. При условии нормально проваренного шва шлак оббивается легко.
Электроды бывают LB52u. Эти электроды дают белый как полированный шов и глазурованный слой шлака сверху. У них практически идеальный шов. Главный их недостаток в том, что если вы прервали дугу, то снова вам её уже не зажечь, ибо шлак как стекло. Придется остановиться, дождаться пока металл остынет, оббить блестящую корку шлака, и только потом снова зажечь дугу. Если варить не останавливаясь (толстое железо), то эти электроды наилучшие. Правда и самые дорогие.
Сообщение отредактировал Паниковский: 11 June 2011 - 20:14
www.chipmaker.ru