Аргоновые сварочные аппараты: виды и цена оборудования. Сварочные аппараты дуговой сварки
Сварочный аппарат. Типы и особенности. Сварка. Дуга. Применение
Издавна люди имеют дело с металлическими изделиями: предметы быта, украшения, оружие, техника и т.д. Люди научились делать кованые изделия, плавить и штамповать чугун. А когда появилась сталь, то из металлических изделий стали строить трубопроводы, корабли, дома, автомобили и другие конструкции. В настоящее время из всего объема расходуемого металла сталь составляет 90%. В черной металлургии научились выплавлять конструкционные материалы высокого качества.
Уже в то время необходимо было создать надежный способ соединения крупных металлических элементов, болты и заклепки уже не могли справиться с большими нагрузками. В 1882 году русский инженер Бенардос создал дуговую сварку металлических деталей с помощью угольного электрода. А через четыре года он оформил патент на технологию сварки металлов. Так появился первый сварочный аппарат.
Инженер Славянов в 1888 году показал публично дуговую сварку плавящимся электродом под флюсом, которая получила название электрической отливки металла. Славянов доказал, что дуговая сварка дает возможность сваривать черные и цветные металлы. В последующие годы металлы стали сваривать уже трехфазным переменным током, и использовать эту технологию в масштабах промышленного производства.
Особенности процесса сварки
Дуговая технология сваривания распространена очень широко, так как с помощью этой технологии образуется прочное неразъемное соединение металлических деталей. Высокая прочность соединения объясняется непрерывностью полученных молекулярных структур и сцеплений металла.
Главный фактор процесса сварки — высокая температура. В теории такие соединения между атомами металла достигаются повышенным механическим давлением. Однако такой способ не подходит для стали, а годится только для металлов с низкой твердостью, например, свинца.
Как возникает электрическая дуга
Сварочный аппарат способен создать высокую температуру для плавления металла с помощью электрической дуги. Она образуется при коротком замыкании двух электродов, которые находятся на близком расстоянии. Напряжение на электродах постепенно повышают до тех пор, пока не возникает воздушный пробой. При этом возникает эмиссия электронов катода, которые повышают температуру от воздействия электрического тока, и перемещаются к ионизированным атомам анода.
Далее события развиваются с большой скоростью: возникает электрическая дуга и цепь замыкается. В результате воздушный зазор ионизируется и формируется плазма, которая является особым свойством газа. Воздушный зазор уменьшает свое сопротивление, в результате чего ток повышается, и температура дуги увеличивается, дуга начинает проводить ток и замыкает цепь. Это явление называют розжигом. Путем регулировки необходимого зазора между электродами дуга стабилизируется.
Процесс сварки
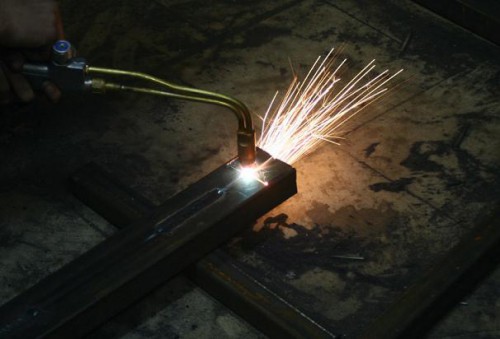
Если электрический разряд создается между электродами, независимыми от свариваемых деталей, то она действует при сварке косвенным путем. Обычно дуга разжигается непосредственно между электродом и деталью, являющейся частью цепи. От сварочного аппарата электрический ток подключают к заготовке, температура электрической дуги повышается и оплавляет детали. При этом создается «сварочная ванна», в которой металл какое-то время находится в жидком виде. В эту же ванну попадает расплавленный металл электрода.
В процессе сварки горящее покрытие электрода создает вокруг дуги газовую оболочку и жидкую шлаковую ванну. При постепенном удалении из рабочей зоны электрической дуги, создается сварочный шов, на поверхности которого образуется корка из шлака в виде своеобразного панциря.
Существуют методы сварки с неплавящимся электродом, изготовленным из вольфрама или графита. Например, во время аргоновой сварки шов наполняется расплавленной сварочной проволокой. Выбор качественных электродов для сварки является важным фактором, обуславливающим надежность и прочность будущего шва. Здесь имеется ввиду не диаметр электрода, а состав его материала. Проволока и электроды разных марок могут лучше сочетаться с различной глубиной плавки, длиной дуги. Обмазка электродов способна в значительной степени влиять на ход сварки, а также менять химический состав и параметры шва.
В процессе сварки место сваривания должно защищаться от воздуха для предотвращения окисления металла. Поэтому вокруг рабочей зоны необходимо формировать защитную среду.
Для решения этой задачи существуют два варианта:
- Технология MIG – MAG, при которой в зону сварки подается инертный газ.
- Сгорание оболочки электрода. При этом вокруг зоны сварки создается газовый купол, защищающий ее от воздуха. Оболочка электрода во время сгорания выводит кислород из зоны шва. В покрытии электрода имеются вещества, ионизирующие электрическую дугу, очищающие и легирующие шовный металл, чем улучшают его физические параметры.
Сварка металла является своеобразным процессом, так как необходимый режим температуры зависит непосредственно от параметров электроэнергии. Чтобы получить качественный шов, необходимо создать условия для устойчивой электрической дуги. Постоянная равномерная дуга способна избежать дефектов шва. Чем больше размер свариваемых деталей, тем электроды для сваривания требуются толще, а также необходима большая сила тока.
Особенностью сварки является то, что при постоянном токе электрическая дуга более стабильная, так как нет изменения полярности тока. При этом шов формируется более качественным. Хотя алюминий и его сплавы лучше сваривает сварочный аппарат переменного тока. Навык работы сварщика при сварке играет большую роль, так как сварщик должен выбирать длину дуги, поддерживать ее горение и правильно двигать электрод по шву, аккуратно расплавляя металл деталей. От профессиональных качеств сварщика зависит прочность, качество и внешний вид шва.
Виды и особенности устройства
Любой сварочный аппарат электродуговой сварки должен принять электрический ток из сети и уменьшить его напряжение, повысив силу тока до необходимой величины (от 100 до 200 ампер). При этом может изменяться частота тока, либо из переменного образуется постоянный ток. Исключением являются только аппараты, в которых электрическая дуга создается от энергии батарей аккумуляторов, либо генераторов с двигателем внутреннего сгорания.
Другими словами, каждый сварочник является своеобразным преобразователем энергии. Существует несколько различных устройств для сварки металлов электрической дугой. Каждый из них имеет свои особенности устройства, достоинства и недостатки, которые следует учитывать при выборе аппарата в торговой сети.
Трансформаторный сварочный аппарат
Это наиболее распространенный вид сварочных аппаратов. Такие устройства недорого стоят, надежны в эксплуатации и имеют простое устройство. Электрическая энергия в этом устройстве преобразуется с помощью трансформатора, действующего на бытовой частоте тока 50 герц. Величина тока настраивается механическим устройством изменения магнитного потока в магнитопроводе.
Получая от электрической сети энергию, первичная обмотка намагничивает сердечник. В это время на вторичной обмотке образуется переменный ток низкого напряжения около 70 вольт, с большой силой тока, которая может достигать 200 ампер. Этот ток создает электрическую дугу для выполнения сварки деталей. Величина напряжения и тока на вторичной обмотке зависит от числа ее витков. Чем меньше витков, тем больше сила тока, и меньше напряжение.
Преимущества- Неприхотливость и надежность в работе.
- Отсутствие электронных элементов.
- Удобное выполнение ремонта и обслуживания из-за простого устройства.
- Невысокая стоимость, по сравнению с инверторными моделями.
- Большие габаритные размеры и вес.
- Небольшой КПД, расходует много электроэнергии, что не позволяет подключать его к бытовой сети.
- При отсутствии опыта в сварочных работах трудно удерживать электрическую дугу.
- Качество шва невысокое, так как сварочный аппарат работает от переменного тока.
Из-за невысокой стоимости такие модели используются в промышленности, в бытовых условиях, где мощность сети достаточна.
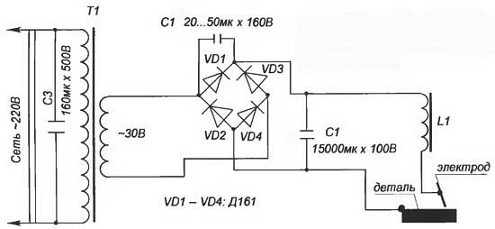
Выпрямители для сварки
Такие устройства по своей конструкции схожи со сварочными трансформаторами. В них электрический ток не изменяет частоту, и формируется на обмотках трансформатора низкого напряжения. После понижения напряжения, электрический ток проходит по блоку селеновых или кремниевых выпрямителей, которыми являются полупроводниковые диоды, пропускающие электрический ток в одну сторону. В результате на сварочный электрод поступает постоянный ток. Поэтому при сварке деталей электрическая дуга стабильная, не прерывается и обеспечивает качественный шов.
Устройство выпрямителей сложнее, в отличие от трансформаторного сварочника, так как чаще всего необходимо создавать вентиляторное охлаждение полупроводниковых элементов. Обычно такие устройства оснащаются вспомогательными дросселями, что дает возможность создания необходимых параметров выходного тока – он фильтруется и сглаживается.
В комплект сварочных выпрямителей могут входить измерительные защитные и пускорегулирующие устройства. В работе выпрямителя для сварки важна токовая и температурная стабильность. Для этого в него встраивают плавкие предохранители, реле, термостаты и т.д. Наиболее популярными стали трехфазные выпрямители, как наиболее функциональные устройства.
- Качественный шов.
- Наименьшее разбрызгивание материала присадок.
- Легко удерживается дуга.
- Возможность сварки чугуна, цветных металлов и термостойкой стали.
- Значительная глубина плавления.
- Небольшие габаритные размеры и масса, в отличие от трансформаторных сварочников.
- Сложное устройство.
- Нельзя подключать к бытовой сети.
- Высокая стоимость, сравнимая с инверторами.
- Малый КПД.
- Необходимость постоянного контроля за работоспособностью системы охлаждения.
Популярными моделями сварочных выпрямителей стали зарубежные образцы. Например, итальянский сварочный аппарат BlueWeld SPACE 280 отличается своей универсальностью. Он может работать на постоянном и переменном токе в большом интервале 10-220 ампер. Это устройство имеет длительный срок службы, может сваривать детали из чугуна и нержавеющей стали, хорошо подходит для применения в частном хозяйстве.
Профессионалы обычно выбирают выпрямительный сварочник BLUE WELD KING TIG 280 / 1, который имеет высокую мощность и способен сваривать даже алюминий, титан и т.д. Он наиболее удобен и универсален в работе, имеет встроенный цифровой экран на передней панели.
Похожие темы:
electrosam.ru
Электродуговая сварка, как правильно выбрать сварочный аппарат, виды аппаратов электродуговой сварки.
Проведение электросварочных работ невозможно осуществить без специального сварочного аппарата. По каким критериям необходимо выбирать данный аппарат, и какие качества должны его характеризовать с лучшей стороны?
Если у вас нет сварочного аппарата
Наиболее востребованным инструментом домашнего мастера можно с уверенностью назвать сварочный аппарат. С умелым использованием сварочного аппарата можно произвести массу полезной работы, требующей применения квалифицированной сварки.

Это может быть соединение арматуры, предназначенной для заливки фундамента или прикрепление металлических элементов. Универсальность и тонкость работы с помощью сварочного аппарата позволяет производить работы в неудобных или труднодоступных местах. Причем с использованием данного инструмента осуществляют не только сварочные работы. Применяя сварку можно разрезать металл или заклинившее резьбовое соединение.

Впрочем, сфера применения сварочного аппарата довольно обширна. Поэтому, прежде чем выбирать инструмент для нужд домашнего мастера необходимо определить круг решаемых задач.
Современный сварочный аппарат
По сравнению с почетным электросварщиком 5 разряда прошлого века, таскающего повсюду за собой неуклюжий и допотопный сварочный аппарат с самодельным трансформатором, у современного владельца аппарата масса преимуществ. Назовем лишь некоторые из очевидных преимуществ:• осуществление сварных работ в любых пространственных плоскостях• возможность сварки различных марок стали и цветных металлов• простота и удобство транспортировки аппарата.

Поэтому современным ручным сварочным аппаратом дуговой сварки является инвертор сварочный. Чем привлекателен сварочный инвертор для домашней мастерской? Безусловно, это скромные габаритные размеры и вес. Малогабаритный сварочный аппарат можно комфортно повесить на плечо и идти заниматься сварочными работами к соседям по даче. Да и источником энергии сварочного аппарата поколения NEXT является ток высокой частоты с номиналом в десятки килогерц.

Кстати, при этом сварка производится с помощью постоянного тока, обеспечивая великолепное качество шва. Инверторные сварочные аппараты состоят из следующих элементов:• выпрямителя• трансформатора• преобразователя• схемы управления.Инверторы сварочные работают на доступной элементной базе – мощных силовых транзисторах, изготовленных по инновационной технологии IGBT или MOSFET.
К тому же, сварочные инверторы можно без волнения включать в любую бытовую розетку. Инверторные аппараты соответствуют требованиям европейского стандарта EN 61000-3-12, который регламентирует определенные ограничения для электросетей и подключаемого к ним оборудования.
Для чего необходима электродуговая сварка
Одним из способов сварки, при которой в процессе производства используется электрическая дуга, является электродуговая сварка. Процесс нагрева и плавления металла при данном типе достигается за счет значительной температуре нагрева электрической дуги и может достигать 5000 градусов. С использование сварочных аппаратов ручной и автоматической дуговой сварки производится сваривание конструкций из металла.
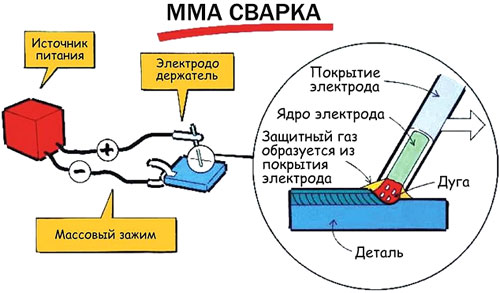
Поэтому сварочный аппарат наиболее востребован при ежедневных работах, связанных со сварными операциями.В прямой зависимости от степени механизации различают следующие виды сварных работ:• ручную электродуговую сварку (ММА)• полуавтоматическую и автоматическую дуговые сварки (MIG/MAG).Процесс сварных работ зависит от таких факторов:• начала процесса зажигания и поддержания длины дуги• корректных манипуляций электродом при создании сварного шва• окончания перемещения электрода по рабочей линии создания шва.Поэтому независимо от типа сварного аппарата, технология электродуговой сварки остается общей.
Технология электродуговой сварки
Ручная технология электродуговой сварки предполагает осуществление работ по образованию качественного сварного шва без применения каких-либо механизмов. При полуавтоматической дуговой сварке механизированы работы по подаче проволоки электродной в рабочую зону, а затем производится стандартная ручная сварка. При автоматической сварке дуговой механизированы операции:• возбуждения электрической дуги,• поддержание стабильной длины дуги и перемещению дуги вдоль основной линии создания сварного шва.

Для точки образования и поддержания дуги подводится постоянный или переменный сварочный ток. Поэтому в системе электродуговой сварки задействован сварочный трансформатор или инвертор.
Как произвести выбор сварочного аппарата поможет предложенное видео.
Под воздействием электрической дуги происходит расплавление стержня – электрода и металла свариваемого изделия. Образовавшийся электродный металл из отдельных капель переходит в состояние «сварочной ванны». В сварочной ванне происходит смешивание расплавленного металла с металлом свариваемого изделия.

Образовавшийся в процессе сварки шлак всплывает на поверхность. Результатом плавления электрода является образование характерной газовой атмосферы, которая оттесняет воздух из зоны сварки и предотвращает возможность его последующего взаимодействия с металлом.По мере продвижения электрода для электродуговой сварки металл, находящийся в сварочной ванне кристаллизуется, образовывая надежный сварной шов. Таким образом, результатом электродуговой сварки является шов, образовавшийся из слоя затвердевшего шлака.

Какой тип электродов необходим для сварки
Для производства сварных работ при электродуговой ручной сварке используют следующие виды электродов:• для традиционных бытовых работ• для сварки ответственных конструкций.

Для обычных бытовых работ используют электроды марки МР-3, АНО. Диаметр бытовых электродов составляет от 2 до 4 мм. Для сваривания ответственных конструкций предпочтение лучше отдать марке УОНИ. Качество сварки и прочность шва сварного у электродов марки УОНИ гораздо выше. Кстати, основное правило выбора электродов: чем толще по размерам деталь, тем толще должен быть электрод и выше ток сварки.

Однако, конкретные показатели рабочего тока сварки и толщины электродов подбираются экспериментальным путем во время процесса.
Как выбрать электроды для электродуговой сварки поможет видео.
Кроме этого, необходимо позаботиться о сварочных кабелях и электро держателях с быстросъемными креплениями непосредственно к аппарату. Для сопряжения с аппаратом сварочным необходимо два кабеля, оснащенных на концах разъемами для надежного крепления к свариваемой детали.

svouimirukami.ru
Сварочный инвертор аргонно дуговой сварки
Если раньше для сваривания цветных металлов или нержавеющей стали нужно было искать мастера с соответствующим оборудованием, то сегодня сварочный инвертор аргонно-дуговой сварки стал доступным более широкому кругу населения.
Давайте рассмотрим, какие существуют виды этих приборов, их ценовую политику и основные правила в использовании.
Зачем нужна аргонно-дуговая сварка
Для сварочного соединения деталей из стали можно использовать любой из доступных аппаратов трансформаторного или инверторного типа. Но для варки цветных металлов и нержавейки применяется другая технология.
Алюминий, медь, бронза или нержавеющая сталь при сварке их плавящимся электродом не образуют качественное соединение вследствие контакта с атмосферным кислородом. Швы окисляются и быстро приходят в негодность.
Для этого используют защитный газ аргон (гелий и пр.), который не допускает попадание кислорода в сварочную ванну. А для этого нужно использовать другое оборудование, например, инвертор аргонно-дуговой сварки.
Виды инверторов
Инверторные сварочные аппараты для сварки аргоном могут быть трех основных видов по принципу работы.
- Ручные. Наиболее распространенный вид. Весь сварочный процесс осуществляется вручную работником, который контролирует дугу и подачу присадочных материалов. Чаще всего для этого вида сварки используют горелку с подачей газа и неплавящийся вольфрамовый электрод.
- Полуавтоматы. Сваривание происходит за счет расплавления деталей и проволоки, которая подается механизмом в аппарате. Однако и здесь обязателен контроль сварщика над всем процессом.
- Автоматы. Сварка также обеспечивается подачей проволоки, но все технологические манипуляции контролируются самим оборудованием.
В домашних мастерских наиболее распространены первые два вида, которые, в свою очередь, имеют разновидности в зависимости от дополнительных функций.
- Ручные ММА аппараты. Это инверторы для электродуговой сварки, которые можно использовать для сварки разных металлов. Для работы с ними нужно использовать специальную горелку с вольфрамом и подачей газа.
- Ручные TIG аппараты. Это именно инвертор с функцией аргонодуговой сварки. С помощью такого оборудования можно осуществлять сварку разных типов материалов: стали, нержавейки и цветных металлов и их сплавов.
- Полуавтоматы MIG/MAG. Это инверторный аргонный сварочный аппарат, который осуществляет сваривание за счет плавления проволоки. Такая сварка чаще всего используется для соединения тонкостенных деталей, при этом можно подключать оборудование подачи аргона, что позволит варить цветные металлы и нержавейку.
- Универсальные инверторы. Аппараты, которые включают в себя все функции ручной и полуавтоматической сварки, в том числе и в аргоновой среде.
TIG аппараты
Это наиболее распространенный инвертор сварочный с аргоном. В расшифровке и переводе аббревиатура обозначает возможность использования неплавящегося вольфрамового электрода с оборудованием по подаче защитного инертного газа.
Для сварки различных металлов такой прибор может переключаться с переменного тока на постоянный.
Чаще всего инверторы с такой функцией используют, чтобы варить алюминий и нержавейку. Но также можно сваривать детали и стали как углеродистой, так и низколегированной. При этом швы получаются качественней даже, чем при обычной электродуговой сварке.
Преимущество такого аппарата в том, что он позволяет работать в любом положении (горизонтальные, вертикальные и даже потолочные швы), а само соединение выходит ровным и без брызг металла и шлака.
Полуавтоматы MIG/MAG
Такие приборы обеспечивают соединение металлов за счет плавящейся проволоки, подающейся в полуавтоматическом режиме (нажатием клавиши на держателе).
Что значит маркировка MIG/MAG? Разница — используется ли защитный газ или нет. Если подключается подача аргона, этот процесс называют MIG пайкой, без защиты (активный режим) — MAG.
Полуавтоматический инверторный аппарат не требует использования дополнительной присадки в виде прутка. Проволока, которая используется для сваривания, уже имеет в своем составе все необходимые добавки.
При использовании полуавтомата с подачей аргона возрастает качество сварного шва за счет защитной среды и отсутствия разбрызгивания расплава из ванны.
Очень удобен такой аппарат при сварке тонкостенных деталей, а в совокупности с газовым оборудованием можно сваривать нержавеющую сталь и различные цветные металлы.
ММА аппараты
Инверторы ручной дуговой сварки также часто используют для соединения различных видов металла. Для того, чтобы использовать такой прибор при сваривании, например, алюминия, потребуется дополнительно оборудование в виде горелки с вольфрамовым электродом и подачей аргона. Также инвертор должен переключатся на постоянный ток.
Если вы планируете работать с различными видами металлов (сталей, нержавейки или цветных), то можно приобрести многофункциональный прибор со всеми вышеперечисленными возможностями. Но такие инверторы стоят дороже и насколько целесообразным будет его приобретение зависит от личных предпочтений.
Ведущие производители оборудования
Как выбрать инверторные сварочные аппараты из множества производителей, представленных на выбор?
Конечно, можно приобрести прибор для сварки аргоном китайского производства, но лучше тогда покупать инвертор, выпускаемый под известной маркой.
Многие западноевропейские производители сегодня выносят свои заводы именно в Китай. И по относительно невысокой цене можно купить довольно качественный образец для аргонной сварки.
Распространенные производители сварочного оборудования такие.
- ESAB.
- TESLA.
- KAISER.
- RESANTA.
- Сварог
Оборудование для сварки от шведской компании ESAB,  наверное, одно из самых известных. Можно приобрести различные модели инверторов с функцией аргонно-дугового сваривания. Такие аппараты тиг имеют встроенный осциллятор, что обеспечивает бесконтактный поджог дуги в аргоновой среде. Стоит обратить внимание на следующие модели: ESAB BuddyTig 160 HF, ESAB BuddyArc 200 или полуавтомат ESAB CaddyMig C200i.
наверное, одно из самых известных. Можно приобрести различные модели инверторов с функцией аргонно-дугового сваривания. Такие аппараты тиг имеют встроенный осциллятор, что обеспечивает бесконтактный поджог дуги в аргоновой среде. Стоит обратить внимание на следующие модели: ESAB BuddyTig 160 HF, ESAB BuddyArc 200 или полуавтомат ESAB CaddyMig C200i.
Ценовая политика таких моделей инверторов начинается от 300 долларов.
Широкое разнообразие моделей инверторов с функцией Tig сварки предлагает и чешская компания TESLA. Из конкретных аппаратов можно рассмотреть: TESLA TIG 250 Z MOSFET, TIG 200 Z MOSFET, TESLA TIG/MMA 250 IGBT. Их цена от 200 долларов и более за универсальные приборы.
Также довольно известны на рынке инверторы от компании KAISER. Для домашней мастерской вполне подойдут такие модели аргонодуговой сварки, как Kaiser TIG-200 с функцией 2 в 1 (то есть сварка в аргоновой среде и электродуговая покрытыми электродами). Цена 200-300 долларов.
Компания RESANTA (Рига) производит свое оборудование в Китае. Можно обратить свой выбор на такой вариант как Ресанта САИ 230 АД. Инвертор может работать при перепадах напряжения, а также в режимах электросварки и с использованием аргона.
Не стоит обходить своим вниманием такие аппараты, как Сварог. Модели Сварог TIG 250, Сварог PRO ARC 160, Сварог TECH ARC 205B имеют функцию сваривания в аргоне. Цена за такие аппараты начинается от 150 долларов.
Также можно выбрать различные модели сварочных инверторов таких марок, как Intertool, GYS, ТехАС, Jasic и прочие.
Выбирая инвертор с возможностью варки металлов в аргоновой среде обращайте внимание на переключение переменного тока на постоянный. Такие приборы более универсальны и позволят варит различные виды металла.
Рекомендации по эксплуатации
Перед началом эксплуатации лучше всего прочесть инструкцию по использованию прибора.
Во-первых, нужно соблюдать технику безопасности. Сварочный инвертор с тиг функционалом стоит использовать в помещениях с хорошей вентиляцией. В тесных пространствах аргон может заместить воздух, что приведет к удушью и гибели.
Во-вторых, нужно правильно подключить все оборудование.
- Электропитание должно соответствовать конкретной модели инвертора.
- Разъемы горелки и массы вставляются в соответствующие гнезда (соблюдайте правила полярности при сварке разных типов металла).
- Газовый шланг подключается к штуцеру, находящемуся на панели аппарата.
В третьих, если есть защита от перегрева, то прибор выключится при достижении определенного показателя, а когда температура спадет снова — включиться.
Также возможны случаи, когда при сварке аппарат быстро перегревается, разбрызгивает металл из ванны или выдает недостаточную мощность. Такие проблемы могут возникать при неправильном подключении инвертора, отсутствия подачи аргона или слишком толстого вольфрамового электрода. При слишком коротком цикле работы нужно убедиться в исправности вентилятора охлаждения и нормального доступа воздуха к аппарату.
Обязательно нужно хранить такие инверторы в отапливаемых и не сырых помещениях. Перепады температуры могут образовывать конденсат внутри аппарата, что приведет к быстрой порче деталей.
Перед покупкой аргонно-дугового сварочного инвертора подумайте, насколько целесообразно его приобретение для вашей мастерской. Ведь, кроме самого прибора, понадобиться покупка расходных материалов газа и вольфрам, а это также стоит денег. Возможно, Вам будет достаточно обычного инвертора с ММА функцией.
Если Вы можете посоветовать конкретные модели инверторов с возможностью аргонно-дуговой сварки, то поделитесь опытом в блоке комментариев к этой статье. Какими моделями вы пользуетесь и какой сварочный инвертор с функцией аргонной сварки лучше для домашнего использования.
wikimetall.ru
техника зажигания дуги и особенности процесса
Электродуговая сварка — один из самых распространенных в быту, мелкосерийном производстве и промышленности видов сварки. Ее также можно назвать дуговой сваркой плавлением.
Каждому начинающему сварщику полезно знать основы дуговой сварки — принцип ее действия, условия, которые необходимы для возникновения высокотемпературной дуги, виды сварочных аппаратов для бытового применения, и некоторые отдельные параметры и особенности процесса.
Основной физический принцип
В основе электродуговой сварки лежит не один, а сразу два электрических принципа: явление короткого замыкания, с которым знакомы все, имеющие набор школьных знаний по электричеству, и явление пробоя. Вот на нем стоит остановиться внимание.

Имеется в виду пробой диэлектрика, который происходит в результате насыщения его межатомного пространства частицами, несущими электрический заряд. Положительный заряд несут ионы, отрицательный — электроны.
Теоретически пробой возможен для любого диэлектрика (в определенных условиях), но в случае электродуговой сварки используется конкретно пробой воздушного пространства между электродом и массой (деталью).
 Технологический процесс подразумевает создание на электроде заряда тока низкого напряжения, но большой силы — порядка 80-200 А, и огромной плотности — до нескольких тысяч А/см2.
Технологический процесс подразумевает создание на электроде заряда тока низкого напряжения, но большой силы — порядка 80-200 А, и огромной плотности — до нескольких тысяч А/см2.
Когда электродом касаются массы, то есть другого материала с высокой электропроводностью, в случае сварки металла, то возникает короткое замыкание, инициирующее мощное электрическое поле.
В этом поле и происходит пробой. Вследствие насыщения заряженными частицами прослойка воздуха превращается из диэлектрика в проводник тока.
Именно в этот момент и возникает сварочная дуга, давая название электродуговой сварке. Температура в зоне соприкосновения дуги с металлом может достигать 5000 °C.
Области сварочной дуги
Дуга замыкает цепь между электродом и массой. С точки зрения теории сварного дела, в сварочной дуге выделяют несколько областей:
- катодную;
- анодную;
- приэлектродную.
 Катод — это «минус», источник тока (напомним, что ток образуют движущиеся электроны — отрицательные частицы). Анод соответственно — «плюс».
Катод — это «минус», источник тока (напомним, что ток образуют движущиеся электроны — отрицательные частицы). Анод соответственно — «плюс».
Анодная область отдает ионы в результате бомбардировки потоком электронов, поэтому на аноде всегда образуется так называемый кратер — вогнутое пятно, площадь которого зависит от площади электронной бомбардировки.
Электродуговые установки постоянного тока имеют фиксированные анод и катод. В аппаратах переменного тока анод с катодом постоянно меняются местами. Это вызывает нестабильность сварочной дуги, сильное разбрызгивание металла и другие неприятные факторы, а кроме того, не позволяет производить сварку определенных металлов, для которых требуется особая техника.
Виды аппаратов и виды включений
Сварочный аппарат самого простого типа для электродуговой сварки — трансформаторный. По сути своей он представляет трансформатор, понижающий напряжение и увеличивающий ток. Этот аппарат варит переменным током.
Процесс имеет ряд описанных выше недостатков, кроме того, трансформаторный аппарат для преобразования тока промышленной частоты очень громоздкий и тяжелый.
 Поэтому там, где требуется мобильность, чаще всего применяются сварочные инверторы. Эти устройства сначала преобразуют переменный ток от бытовой сети в ток высокой частоты, а затем преобразуют его в постоянный — выпрямляют. Эти устройства имеют значительно меньшие габариты и массу.
Поэтому там, где требуется мобильность, чаще всего применяются сварочные инверторы. Эти устройства сначала преобразуют переменный ток от бытовой сети в ток высокой частоты, а затем преобразуют его в постоянный — выпрямляют. Эти устройства имеют значительно меньшие габариты и массу.
Электродуговая сварка инвертором позволяет, во-первых, добиться высокой стабильности дуги, что означает лучшее качество шва, а во-вторых, использовать разные режимы подключения — с прямой и обратной полярностью.
Полярность прямая, когда электрод подключается к катоду, а масса к аноду, то есть сварка идет «от плюса к минусу». Такой электродуговой сваркой соединяют большинство металлов.
Но в некоторых отдельных случаях, например, для сварки коррозионностойких (нержавеющих) сталей и некоторых других химически активных металлов может использоваться обратная полярность — электрод к аноду, а масса к катоду.
Работа с обратной полярностью, как правило, идет под флюсом, образующим защитную газовую среду, и с присадочной проволокой.
Электроды и защитные газы
 Видов электродуговой сварки, различающихся по применяемым материалам, довольно много, но базовое различие одно: по типу электрода. Классификация здесь следующая. Сварка может быть плавящимся электродом и электродом, не расплавляющимся при работе (неплавящимся). Что это значит?
Видов электродуговой сварки, различающихся по применяемым материалам, довольно много, но базовое различие одно: по типу электрода. Классификация здесь следующая. Сварка может быть плавящимся электродом и электродом, не расплавляющимся при работе (неплавящимся). Что это значит?
Электрод — металлический контакт, стержень, имеющий оболочку из специального состава. Прогорая, эта оболочка образует защитную газовую среду, предохраняя расплав от окисления.
Но при этом плавящийся электрод является еще и присадкой, его основной металл входит в состав сварного соединения. Электродуговая сварка неплавящимся электродом требует ввода в сварочную ванну (непосредственно в точку, где происходит реакция) дополнительной присадочной проволоки.
Существует много разновидностей металлических и неметаллических электродов для электродуговой сварки, в том числе угольных и графитовых.
Каждый из них подбирается под конкретный металл и способ сварки. Кроме того, в определенных случаях применяется сварка в защитном газе (в основном для химически активных металлов). В качестве газов могут применять гелий, аргон и углекислоту.
Все эти способы диктуют свои подходы к собственно методике работы. Могут различаться виды сварочных аппаратов, виды горелок. Например, в полуавтомате для электродуговой сварки в защитной среде через сопло горелки подается одновременно и защитный газ, и присадка.
Могут использоваться различные вспомогательные материалы, такие, как флюсы, поэтому описать универсальный способ создания шва достаточно сложно. Но, тем не менее, некоторые базовые принципы присутствуют.
Как научиться
 Проще всего осваивать электродуговые сварочные работы, начав с бытового инвертора, подключаемого к сети 220 В. После того как вы научитесь правильно варить в домашних условиях, можно будет переходить к обучению более сложным технологиям, таким, как, например, аргонодуговая сварка.
Проще всего осваивать электродуговые сварочные работы, начав с бытового инвертора, подключаемого к сети 220 В. После того как вы научитесь правильно варить в домашних условиях, можно будет переходить к обучению более сложным технологиям, таким, как, например, аргонодуговая сварка.
Кроме инвертора понадобятся:
- плотная одежда с длинными рукавами;
- сварочные перчатки или рукавицы;
- маска;
- молоток;
- зубило;
- металлическая щетка;
- пачка универсальных электродов;
- заготовка в виде куска толстого металла — лучше всего обычной стали.
Надо подключить электрод к катоду (минусу) аппарата с помощью специального держателя. Плюс, соответственно, надо подать на заготовку. Осталось только включить аппарат электродуговой сварки.
Электрическая дуга зажигается постукиванием или чирканьем по массе. После вспышки необходимо отдалить электрод от металла примерно на 5 мм. Возникнет дуга, и металл начнет плавиться.
Существует два способа вести электрод — острым углом от себя и на себя. Первый способ сложнее, но позволяет делать менее глубокий шов (это нужно в работе с тонким металлом). Второй — проще, это стандартный метод работы.
Электрод при электродуговой сварке нужно вести не по прямой, а зигзагообразными движениями, чтобы получался шов, похожий на строчки швейной машинки. Ход электрода должен перекрывать обе стороны соединяемых листов.
Тренироваться сначала нужно просто на кусочке стали, потом — переходить на сварку листового металла.
Требования госстандартов
На электродуговую, как и на многие сварки плавлением, существуют свои ГОСТы, которые обязательны к выполнению на любом производстве. Они описывают классификацию сварки металлов, методы оценки качества, специфику применяемых присадок и флюсов, и многое другое.
В частности, ГОСТ 11533-75 описывает автоматическую и полуавтоматическую дуговую сварку под флюсом, ГОСТ 14771-76 — дуговую сварку в защитных газах. Сварщики, работающие на предприятии, обязаны знать требования госстандартов минимум в своей конкретной области.
svaring.com
основные виды, цена и работа с оборудованием
Дуговая аргоновая сварка подразумевает процесс образования неразъемной связи с помощью дуговой сварки в инертной газовой среде – аргона. Говоря иначе, это комбинация с помощью сварки электричеством и использование газовой сварки. То есть, во время у сварщика есть возможность выбрать или вольфрамовый неплавящийся электрод, или плавящийся.
Оборудование для дуговой аргоновой сварки
Учитывая уровень механизации, эту сварку можно условно разделить на такие виды:
- Автоматизированная. В данном варианте и перемещение горелки, и подачу проволоки делает машина, которая на дистанции управляется оператором. Также бывают роботизированные сварочные устройства, которые не требуют наличия оператора;
- Ручная. Перемещение горелки и подачу сварочной проволоки делает непосредственно в ручном режиме сварщик. Эти работы происходят с использование вольфрамового электрода, который не подвергается плавлению;
- Механизированная. Горелка находится в руках сварщика, а проволока подается механизированным способом.
Сварочное оборудование можно поделить на специализированное, специальное и универсальное. В последнем случае сварочные устройства аргонодуговой сварки изготавливаются промышленностью серийно и, из-за относительно низкой цены, являются наиболее востребованными. Чаще всего аргонная сварка происходит в условиях промышленности на специально оборудованных рабочих местах, которые также еще называются «сварочными постами». Аппарат аргонодуговой сварки с использованием неплавящегося электрода из вольфрама в среде аргона оборудован такими обязательными элементами:
- Устройство, стабилизирующее дугу переменного тока либо ее активацию;
- Устройство регулировки, которое предназначено для работы с током;
- Источник тока для сварочных работ – переменный или постоянный;
- Устройство для управления циклом сварки и его защитой;
- Горелка или набор горелок, которые используются для сварочных работ с различными напряжениями.
Для того чтобы сделать выше производительность, увеличить диапазон толщины свариваемых деталей, получить неразъемные крепежи соединений, разработчики создали несколько новых способов аргонной сварки, и они уже успешно внедрились за последние пару лет.
Основной из них – это использование пульсирующего тока. Во время того, когда импульс тока попадает на изделие – он плавится, кристаллизуясь при промежутках в паузе. Дуга перемещается или пошагово, или с точной скоростью, синхронизированной с импульсами тока сварочного аппарата. При этом способе обеспечивается качественно проплавление в любых положениях и слабая чувствительность к небольшим погрешностям, которые были допущены во время сборки. Уменьшение поступления напряжения не позволяет изделию перегреться, этим самым понижается вероятность деформации.
Также довольно популярен вариант, когда применяется нагрев присадочной проволоки. В первую очередь данный способ направлен на увеличение производительности. Еще один способ – это использование одновременно нескольких электродов из вольфрама, при этой операции швы выходят без подреза благодаря высокой скорости сваривания изделий. Для перечисленных выше способов можно использовать стандартный аргоновый сварочный аппарат в комбинации с дополнительными устройствами.
Инверторные аппараты для сварки
Инверторный аппарат для сварочных работ – это самое востребованное оборудование для аргонной сварки, которое используют не только в промышленных целях, но также и в домашних условиях. Он великолепно подойдет для тех, кто пытается узнать, как правильно научиться варить аргоном, выбор этого аппарата для аргоновой сварки будет наиболее оптимальным решением, так как разобраться с принципом его действия сможет даже начинающий в области сварочных работ.
В цену аппарата для аргонной сварки включена инструкция, которая полностью описывает азы сварки и сможет помочь новичкам познакомиться с основами работ.
Инверторный аппарат для сварки аргоном имеет значительное преимущество. Для начала, это хорошее качество сварного шва, что дает возможность использовать данный аппарат для ремонта автомашин (коробки передач, узлов двигателя, различных деталей кузова). Небольшие габариты позволяют носить этот аппарат с собой. Он прост в работе – вначале процесса необходимо уложить присадочную проволоку и включить сварочное устройство. Подача аргона и проволоки включается в автоматическом режиме. Чаще всего эти современные аппараты оборудованы некоторыми полезными функциями. К примеру, стабилизация дуги, модуляция сварочного тока, ускоренный поджог.
Горелка с вольфрамовым электродом для аргоновой сварки
Как правило, метод аргонодуговой сварки с помощью неплавящегося электрода применяется для соединений конструкций и изделий, в составе которых есть химически активный металл и его сплавы: нержавейка, титан, магний и алюминий. Данные материалы сильно подвержены окислению при нагреве. Для сварки используется постоянный и переменный ток. Но, как правило, используют постоянный. Процесс сварки бывает ручным или автоматическим. Если толщина металла небольшая, то сварка может проходить без помощи специальной присадки.
За счет постоянного тока и прямой полярности тепло эффективно расходится полностью по дуге. А это обеспечивает качественный шов на изделии и продолжительное время работы вольфрамового электрода. Такой режим сварки применяют для большинства сплавов из нержавейки. Если речь идет о сварке алюминиевых изделий, то применяют переменный ток. Во время сварки в момент прямой полярности основное изделие начинает быстро расплавляться, а во время обратной образуется катодное распыление поверхности тугоплавкой пленки оксида. Данная пленка препятствует сварке аппарата. Если в нержавейке находятся в составе алюминиевые примеси, то для нее также используют сварку с переменным током.
Сварка с неплавящимся катодом подразумевает наличие таких источников тока, которые бы удовлетворяли высоким требованиям по стабильной работе агрегата при агрессивных условиях. Также источник тока обязан быть наделен большим диапазоном регулировки. Так как в конце работы ток нужно понизить в несколько раз от изначального режима. Иначе в металле может появиться сварочный «кратер».
Способ с неплавящимся электродом обеспечивает долговечные и качественные швы, поддерживает необходимую глубину проплава металла. Этот нюанс важен при работе с тонким металлом, когда доступ аппарата только односторонний. Данный способ широко используется для неповоротных соединений труб и называется – орбитальным.
Если горелка используется с плавящим электродом, то дуга подается непосредственно между металлом и окончанием проволоки. У этого способа тоже есть свои основные преимущества:
- С помощью регулирования состава газа и проволоки можно изменять характеристики шва;
- Узкая сварочная зона – есть возможность варить мелкие детали;
- Большие возможности для организации автоматического процесса, что значительно повышает производительность сваривания изделий.
Аргонная сварка в домашних условиях
Затем, когда вы купили для работы аргонодуговой трансформаторный инвертор или сварочный аппарат для сварки аргоном, то вам для полного комплекта также нужно иметь: клапан газа, баллон с аргоном, редуктор, горелку, сварочную маску. Существуют обязательные правила, которые обязан выполнять любой человек, который взялся за сварочный процесс с помощью аргона.
Правила при сварке аргоном
Если вы хотите установить неплавящийся электрод, то его необходимо удерживать максимально близко к поверхности свариваемой конструкции или детали. Это даст возможность сделать небольшую дугу. Увеличение размера дуги поспособствует повышению ширины шва и уменьшению глубины провала. Это существенно снижает уровень качества соединения. Во время аргонодуговой сварки нужно делать лишь одно передвижение по оси шва, не создавая перпендикулярных движений по шву. Это создает надежное и эстетичное соединение, что качественно отличает этот способ от соединения изделий покрытыми электродами.
Вам необходимо все время следить, чтобы электроды и присадочная проволока не выходили из зоны защиты газа. Проволоку надо плавно подавать, чтобы не допустить разбрызгивание металла. Во время использования электрода из вольфрама необходимо передвигать проволоку вперед горелки, дабы обеспечилось образование эстетичного и надежного шва. После основного процесса работ, заварка кратера происходит с пониженным напряжением, а процесс сварки не должен быть закончен обрывом дуги. Аргонный газ заканчивают подавать лишь через 15 секунд после завершения сварочного процесса. Прежде чем начать работу с аппаратом, плоскость свариваемых изделий необходимо очистить от грязи с помощью жироочистителей.
TIG-сварка
Кроме дуговой сварки, есть еще и так называемая TIG. Для этого применяются те же аппараты. TIG – это оборудование для сварки вручную, которым происходит крепление материала неплавящимися электродами из вольфрама защищенной в среде газа – аргона. Способ TIG на постоянном потоке тока применяют для стали.
Способ TIG на переменном токе – для алюминиевых сплавов. У TIG технологии существуют свои основные преимущества и недостатки. Например, сварочный способ TIG образует аккуратный шов, характеристики дуги проще управляются, при работе отсутствуют брызги. Из недостатков TIG можно выделить наличие громоздкого и тяжелого баллона и низкую производительность.
Варить аргонодуговой сваркой – это довольно кропотливая работа, которая не допускает суету и халатное отношение во время процесса. Потому и цена на оборудование и работу сварщиков, которые являются мастерами в области аргонно-дуговой сварки, относительно высокая. Но процесс не так уж и сложен, вы сможете научиться аргонной сварке и в домашних условиях, все, что вам необходимо – это грамотный самоучитель и нужное оборудование.
Оцените статью: Поделитесь с друзьями!stanok.guru
Как варить дуговой сваркой. Особенности выполнения работы.

Содержание статьи
Основы дуговой сварки
Очень часто соединения создаются посредством ручной электродуговой сварки методом прямого действия. За счет того, что электроды непрерывно подаются в участок, где горит дуга, получается устойчивый сварочный процесс. Если дуга будет слишком длинной, то электродный металл начнет окисляться быстрее, глубина провара станет меньше и материал начнет разбрызгиваться и в итоге швы получатся с частичками оксидов.
Принцип функционирования аппарата дуговой сварки
Техника дуговой сварки имеет неоспоримое достоинство, которое заключается в том, что температура используемой дуги может достичь до 5000°С и более. Благодаря таким характеристикам, подобным методом можно сварить любые материалы, поскольку такая дуга может расплавить даже максимально прочный металл. Участок, где действует самый высокий температурный режим образуется в дуговом разряде.

Для того, чтобы знать как варить детали при помощи электрической дуги, надо понимать как она зажигается и начинает функционировать. Зажечь дугу можно от короткого замыкания сварочной электрической цепи, когда сварщик электродным концом будет касаться заготовленной детали и сразу же отводить его на пару миллиметров. В этот момент начинает зажигаться электрическая дуга. Для того, чтобы она хорошо горела надо медленными поступательными движениями направлять конец электрода по своей оси в процессе того, как он расплавляется.
Осуществляя дуговую сварку покрытыми электродами, в процессе работы расплавляется не только их покрытие, но и стержневое основание. Когда покрытие плавится, образуются газы со шлаком. Появившийся шлак смешивается с расплавившимся металлом сварочной ванны и создает своеобразный покров, который всплывает на поверхность. Благодаря такому покрытию металл защищается от возможных реакций с азотом, кислородом и другими частицами атмосферного воздуха. Кроме этого, благодаря шлаку, расплавленные металлы еще и подвергаются очистке.
Разные электродные покрытия позволяют не только обезопасить шов от воздействия окружающей среды посредством газов и шлака, но обеспечивают качественные эффективные металлургические процессы, возникающие в расплаве ванны с используемыми металлами. Покрытые электроды позволяют сварить черные и цветные металлы, при этом толщина изделий, подвергающихся к сварке может быть абсолютно любой. Такие электроды хорошо подходят как для применения в аргонно-дуговой сварке, так и в наплавке металлов. Главное преимущество аппарата дуговой сварки заключается в том, что он очень прост в использовании и в тоже время характеризуется универсальностью. Минус в том, что техника дуговой сварки осуществляется вручную и показатели производительности работы не очень высокие.

Выполняя работу надо знать, как правильно варить ручной дуговой сваркой.
Основой для сварного соединения может выступать поковка, литье и прокат. Последний пользуется наибольшей популярностью. Зная, как варить металлы, используя электрическую дугу, важно правильно подготовить изделия. Если вы используете прокат, то изначально его нужно обработать. Для этого производится правка (собственноручно или же с применением станков), далее материал зачищается и вырезаются заготовки. Обратите внимание на полученные отрезки, если они искривлены, то их нужно исправить и подготовить свариваемые кромки.
В соответствии с ГОСТом, предусмотрены основные способы, которыми можно можно получить швы посредством дуговой сварки, размеры которых будут зависеть от толщины материалов, подвергаемых сварке.
Когда детали готовы, их нужно собрать, главное чтобы были соблюдены нужные зазоры и совмещения кромок. Далее нужно определить точность сборки, в этом вам помогут измерительные щупы, линейки и шаблоны. На следующем этапе надо зафиксировать заготовленные детали посредством скоб или прихваток короткими швами. Важно, чтобы сечения выполненных прихваток не были больше, чем 1/3 часть основного шва, а их поверхность надо очистить от шлака и грязи.
От того, какой режим дуговой сварки вы будете использовать, будут зависеть размер и форма соединения. Если увеличить напряжение на дуге, то глубина провара будет меньше, а ширина шва наоборот больше. Чем больше будет сила сварочного тока, тем большей будет глубина провара
Разновидности аппаратов
В настоящее время присутствует большое обилие различных материалов, каждый из которых имеет свои характерные особенности и трудности, возникающие при сварке. Поэтому, дуговая сварка своими руками должна выполняться качественным сварочным аппаратом. Сегодня выделяется три основные разновидности аппаратов, позволяющих выполнить сварочные работы. Классифицируются они в зависимости от типа источника, постоянного или переменного тока на три основные вида:
Сварочный трансформатор

Такое устройство максимально просто в управлении и подходит начинающим сварщикам. Принцип его функционирования заключается в понижении напряжения сети до оптимального, которое подходит для работы сварочного аппарата. За это отвечает базисная деталь данного устройства – трансформатор. Такой аппарат предназначен для получения исключительно переменного тока. В процессе эксплуатации трансформатора, необходимо осуществлять регулировку силы выделяемого тока. Для этого в комплекте устройства предусмотрены первичная и вторичная обмотки. Двигая их – вы будете изменять силу подачи тока.

Постоянно задаетесь вопросом: как научиться варит дуговой сваркой?
Совет! Сварочный трансформатор подходит новичкам, чтобы начать обучение сварке.
Используя такое устройство, можно получить надежные и качественные соединения, главное, чтобы верно были подобраны электроды для переменного тока. КПД описываемого аппарата – очень высокий и достигает 90% и выше. В таблице ниже представлены технические параметры сварочных аппаратов, выпускаемых разными производителями.

Сварочный выпрямитель
Главное предназначение подобного устройства состоит в выпрямлении напряжения, преобразовании и создании постоянного тока, применяя при этом переменный. В конструкцию выпрямителя входят следующие элементы: один трансформатор понижения тока, диодный блок, системы, позволяющие регулировать защиту и пуск. Сравнивая устройство сварочного выпрямителя и трансформатора, очевидно, что конструкция первого намного сложнее. И в этом заключается их главное преимущество, т.к. такие приборы, как сварочные выпрямители, более стабильны и качественны в работе, поскольку и ток, и дуга, и получаемый в итоге сварочный шов характеризуются более высоким качеством.
На примере выпрямителя ВД-301 рассмотрим характеристики аппарата.

Как уже отмечалось, выпрямители позволяют создать более прочное и надежное соединение. Несмотря на большое количество плюсов у такого аппарата, выделяется и ряд недостатков: прибор очень громоздкий и из-за этого для его работы требуется очень большое напряжение, а это негативно сказывается на состоянии напряжения в сети.
Сварочные аппараты-инверторы
Подобное оборудование является своего рода новинкой, т.к. появилось относительно недавно. Инвертор характеризуется высокой мощностью и функционирует под частотой более 500 Гц.

В данном случае для передачи энергии нет необходимости в крупногабаритном трансформаторе. С этой задачей прекрасно справится и маленький, обеспечивающий протекание постоянного тока на протяжении всего времени, инвертор. Его масса – 7-8 кг. Благодаря такому небольшому весу, прибор очень удобен в эксплуатации. В конструкции инвертора предусмотрен сетевой фильтр, два выпрямителя, преобразователь переменного напряжения, схема управления. Работа сварочного инвертора характеризуется максимальной стабильностью.
Ручная дуговая сварка для начинающих – процесс непростой. Однако выбрав подходящий аппарат, вы значительно упростите себе работу. Самое главное на что следует обращать внимание при покупке агрегата для сварки – это диапазон допустимого изменения сварочного тока. Этот параметр говорит об активной мощности аппарата. Важно уделять внимание и такому моменту, как способность зажигать дугу в короткие сроки, поскольку от этого показателя будет зависеть продуктивность работы. Обычно эти данные указаны в технических характеристиках прибора.
Совет! Если указаны параметры 60-80 В и выше, значит дуга будет зажигаться очень быстро.
Техника безопасности
Как уже было отмечено, техника дуговой сварки требует от выполняющего работу максимальной сосредоточенности и определенных знаний. Не стоит забывать и о правилах безопасности. Обязательно используйте защитный щиток и надевайте перчатки и защитный костюм. Так вы будете застрахованы от возможного получения ожогов, поскольку в процессе работы может случиться всякое, особенно, если работает новичок. Например, расплавленный метал может попасть вам на часть тела, поэтому следует быть предельно осторожным. Также перед началом работы, обязательно проверьте исправность оборудования.
 Если вы не имеете никакого опыта работы в данной сфере, то возьмите уроки у профессионалов, которые знают толк в выполнении сварочных швов.
Если вы не имеете никакого опыта работы в данной сфере, то возьмите уроки у профессионалов, которые знают толк в выполнении сварочных швов.
Подводя итог отметим, что дуговая сварка – процесс непростой и чтобы понять как варить, надо детально ознакомиться со всеми особенностями технологии и подобрать подходящий сварочный аппарат. Если вы не уверены в своих силах и не имеете достаточного опыта, то лучше обратиться к специалистам. Только выполняя все правила и рекомендации по тому, как правильно варить дуговой сваркой, можно получить качественный, прочный и надежный шов.
https://youtu.be/NnaJTrs2qQA
[Всего голосов: 0 Средний: 0/5]svarkaed.ru
Электродуговая сварка для начинающих: технология, оборудование
Среди всех современных разновидностей способов соединения металла электродуговая сварка является одним из самых востребованных, так как она отличается простотой и относительно невысокой себестоимостью. Именно эта разновидность появилась одной из первых и до сих пор сохраняет свою популярность. В основном, изменениям подвергается только техника, которая необходима для проведения процесса, хотя принцип действия остается прежним. Современные аппараты служат для преобразования электрического тока под нужные параметры и могут питаться от обыкновенной розетки. Если сначала это были громоздкие трансформаторы, у которых сложно было подобрать точное значение параметров, то сейчас это компактные инверторы, на некоторых из которых установлена цифровая шкала. Также они не уступают трансформаторам по мощности.

Процесс электродуговой сварки
Область применения 
Электродуговая сварка для начинающих является наиболее простой в освоении. Именно по этой причине именно ее чаще всего используют в бытовой сфере. Для этого существует широкий спектр компактных сварочных инверторов. Но этим все не ограничивается, так как имеется и более серьезная техника, а также узкоспециализированные расходные материалы. Чаще всего сварку такого рода применяют для соединения углеродистых сталей, но при необходимости может осуществляться сварка цветных металлов, высокоуглеродистой стали, нержавейки и высоколегированных металлов и их сплавов. Все это проходит проблемно, так что в профессиональной сфере стараются использовать иные методы, такие как аргонодуговая сварка, но благодаря простоте этого метода в частной сфере нередко используют именно его. Это может привести к появлению брака, с большой вероятностью. Справиться со всеми сложностями могут только опытные сварщики. В промышленности, при создании металлоконструкций, или в строительстве данная методика применяется для самых простых и менее ответственных швов.
Преимущества
Электродуговая сварка получила широкое распространение и высокую востребованность благодаря следующим качествам:
- Нет необходимости в длительных подготовительных процедурах, так что аппарат быстро настраивается;
- Как сами аппараты, так и расходные материалы к ним отличаются мобильностью и компактностью;
- Шов обладает относительно низкой себестоимостью, если сравнивать с более современными методами сварки;
- Стоимость оборудования также не является слишком высокой;
- Электродуговая сварка является более безопасной, чем газовая;
- Работы проводятся практически с любыми толщинами металла;
- Создание шва получается достаточно быстрым;
- Сварочные инверторы работают от обыкновенной бытовой сети;
- Имеется огромный выбор сварочной техники с самыми разнообразными параметрами;
- Техника и расходные материалы находятся в свободном доступе.
Недостатки
В то же время электродуговая сварка обладает рядом недостатков, которые и привели к развитию более современных методов соединения металла. Среди основных негативных моментов стоит отметить следующие:
- Из-за высокой скорости проведения сварочного процесса порой сложно сформировать валик хорошего качества;
- Обмазка сварочных электродов может быть отсыревшей, что приведет к попаданию водорода в сварочную ванну, а это грозит появлением трещин, свищей, пор и прочих дефектов;
- Цветные металлы очень плохо свариваются, так что риск появления бракованного шва здесь становится очень высоким;
- Швы, полученные данным методом, становятся менее надежными;
- Здесь почти всегда нужно использовать флюс и прочие дополнительные материалы для улучшения качества сварки;
- Наблюдается слишком большая зависимость от внешних условий, от которых не всегда защищает покрытие.
Виды электродуговой сварки
Ручная дуговая сварка может проводиться в двух различных видах. Первым является стандартный, когда применяется обыкновенный трансформатор или инвертор, а металл шва получается из плавкого электрода. Таким методом осуществляется подавляющее большинство операций. Именно он и ассоциируется с понятием «ручная дуговая сварка». Здесь допустимо использование флюсов и других стандартных материалов.

Электродуговая сварка покрытыми электродами
Вторым видом является сварка, которая проводится неплавким электродом, или плавким без покрытия, в среде защитных газов. Данный метод также проводится вручную и здесь задействована дуга, в качестве основной температурной силы. Здесь нужен больший опыт работы с металлом, так как технология более сложная и затратная, так как проводится дополнительное подключение газовой горелки.
Схема
Схема проведения электродуговой сварки выглядит следующим образом:

Схема электродуговой сварки
- Стержень электрода;
- Защитное покрытие над стержнем;
- Газовая защита, которая получается благодаря расплавлению покрытия дугой;
- Сварочная ванна с расплавленным металлом;
- Корка образовавшегося шлака на остывшем металле;
- Шов;
- Основной материал;
- Капли металла.
Технические характеристики
Основным видом техники, который используется для такой процедуры как ручная дуговая сварка, является сварочный трансформатор. Оборудование для этого процесса подбирается под каждую операцию отдельно, если есть такая возможность, но в большинстве случаев стараются обзавестись универсальным инвертором, благодаря которому можно выполнять большинство всех операций. Для этого требуется точно знать характеристики используемой техники. Здесь приведены основные показатели одних из самых популярных моделей.
Параметры трансформатора | ТДМ22 | ТДМ140 | ТДМ169 | ТДМ180 | ТДМ121 |
| Напряжение переменного тока в сети частотой50 Гц, В | 180 — 240 | 220 | 220 | 220/380 | 220 |
| В каком диапазоне можно регулировать сварочный ток, А | 80 — 220 | 40 — 140 | 50 — 160 | 40 — 180 | 40 — 140 |
| Продолжительность беспрерывной максимальной нагрузки за определенный период времени, % | 20 | 15 | 20 | 20 | 20 |
| Напряжение х.х, В | 58 | 50 | 63 | 70 | 49 |
| Мощности потребления энергии, кВ*А | 9 | 7,5 | 13 | 13 | 7,5 |
| Размеры, мм | 380 х 300 х 220 | 270 х 240 х 420 | 330 х 160 х 300 | 360 х 360 х 930 | 185 х 270 х 430 |
| Вес, кг | 25 | 28 | 30 | 45 | 25 |
Технология сварки
Технология электродуговой сварки является достаточно простой, если рассматривать ее физические параметры. Но если вдаваться в нюансы проведения каждого отдельного процесса и правильную последовательность операций, то все становится намного сложнее. Сущность процесса электродуговой сварки состоит в создании и поддерживании, до тех пор, пока соединение не будет закончено, электрической дуги. Практически во всей области электротехники она является вредным явлением, но для сварки она полезное. С ее помощью можно расплавить металл и электрод, чтобы эта масса образовала единое неразъемное соединение, отличающееся крепостью.

Правильный сварной шов при электродуговой сварке
Оборудование для электродуговой сварки также является относительно простым, не считая всех особенностей настроек и дополнительных режимов в современных моделях. Ток поступает из сети на трансформатор, после чего передается на плюс и минус выводов, которыми являются «земля» и держатель с электродом. Вне зависимости от того, что какую роль выполняет, при размыкании цепи, которое осуществляется между поверхностью свариваемого металла и электродом, образуется дуга, создающая ванну расплавленного металла в месте своего нахождения.

Технология электродуговой сварки
Задачей сварщика является поддерживание дуги и перемешивание металла, чтобы он образовал крепкую однородную массу. Для этого совершаются колебательные движения с заданной амплитудой. Когда шов доходит до конца, дуга разрывается.
Техника безопасности
Электродуговая сварка является небезопасным процессом. Здесь есть риск поражения током, благодаря чему нужно соблюдать правила электробезопасности. Специалист обязательно должен проводить сварку в рабочей одежде и с применением средств индивидуальной защиты, таких как сварочная маска и прочие. Корпус трансформатора обязательно должен быть заземлен. В месте проведения работ не должно находиться легко воспламеняемых предметов. Огарки отработанных электродов запрещается выбрасывать на пол, так как это следует делать в строго определенные места.
Заключение
Технология электродуговой сварки является одной из самых простых в данной сфере, но, тем не менее, она нелегка в освоении, чтобы создать действительно качественное соединение. Ведь нужно правильно подобрать оборудование, режимы и придерживаться техники безопасности.
svarkaipayka.ru