







Сварочный аппарат своими руками: как сделать его дома. Как из трансформатора сделать сварочный аппарат
Трансформатор для сварки своими руками

Сегодня трудно себе представить возведение и создание различных металлических конструкций без применения сварочных трансформаторов. Высокая надежность соединений конструкций и простота выполнения работ позволила сварочному аппарату прочно занять свое место в арсенале любого строителя. Приобрести такой трансформатор можно в любом строительном магазине. Но не всегда заводская модель может соответствовать определенным запросам и требованиям. Поэтому многие стараются сделать трансформатор для сварки самостоятельно. Изготовление самодельного сварочного трансформатора проходит в несколько этапов, начиная с расчетов и заканчивая монтажом.
- Виды самодельных трансформаторов для сварки
- Характеристики сварочных трансформаторов
- Схема сварочного трансформатора
- Расчет трансформатора для сварки
- Монтаж сварочного трансформатора
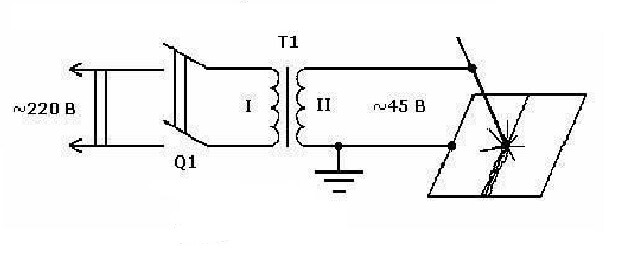
Для понимания всего процесса изготовления трансформатора для сварки своими руками необходимо разобраться в принципе его работы, который заключается в преобразовании напряжения 220 Вольт в более низкое напряжение до 80 Вольт. При этом сила тока возрастает с 1,5 Ампер до 160 – 200 Ампер, а в промышленных до 1000 Ампер. Эта зависимость для сварочного трансформатора еще называется понижающей вольтамперной характеристикой и является одной из основополагающих характеристик аппарата. Именно на основании этой зависимости построена вся конструкция сварочного трансформатора и выполняются все необходимые расчеты, а также созданы различные модели сварочных аппаратов.
Виды самодельных трансформаторов для сварки
С момента открытия явления электрической дуги и создания первого сварочного аппарата прошло более двухсот лет. В течение всего этого времени сварочный трансформатор и способы сварки совершенствовались. На сегодняшний день можно увидеть несколько различных конструкций сварочных аппаратов, различной сложности и принципа действия. Среди них наиболее популярными для изготовления своими руками являются сварочный трансформатор для контактной сварки и для дуговой.
Трансформатор для дуговой сварки

Наибольшего распространения среди народных умельцев получили трансформаторы дуговой сварки. Причин такой популярности несколько. Во-первых, простая и надежная конструкция аппарата. Во-вторых, широкий диапазон применения. В-третьих, простота и мобильность. Но кроме описанных выше преимуществ, ручная дуговая сварка имеет ряд недостатков, среди которых основными являются низкий КПД и зависимость качества сварочного шва от навыка сварщика.
Ручная дуговая сварка чаще всего широко применяется для различных ремонтно-строительных работ, изготовления металлических конструкций и частей конструкций, сварки труб. С помощью дуговой сварки возможна как резка, так и сварка металла различной толщины.
Конструкция таких трансформаторов довольно проста. Аппарат состоит из самого трансформатора, регулятора силы тока, держателя для электродов и зажима массы. Отдельно стоит выделить центральный элемент – трансформатор. Его конструкция может быть нескольких видов, но наиболее популярными являются самодельные сварочные трансформаторы с тороидальным и П-образным магнитопроводом. Вокруг магнитопровода расположены две обмотки медного или алюминиевого провода – первичная и вторичная. В зависимости от рабочих характеристик изменяется толщина провода на обмотках, а также количество витков.
Трансформатор для точечной сварки

Этот вид сварки еще называют контактной, и сварочные трансформаторы контактной сварки несколько отличается от аппаратов дуговой сварки. Ключевое отличие заключается в способе сварки. Так если при дуговой сварке плавление происходит при помощи электрической дуги, возникающей между электродом и свариваемой поверхностью, то в контактной сварке выполняется точечный нагрев места сварки электричеством при помощи двух заточенных медных электродов и воздействием высокого давления для соединения. В результате металл заготовок в точке воздействия расплавляется и сливается.
Точечная сварка нашла широкое применение в автомобильной промышленности, в строительстве при создании каркаса из арматуры для ЖБ конструкций, сварки тонких листов из алюминия, нержавейки, меди и прочих металлов, требующих специальных условий для сварки.
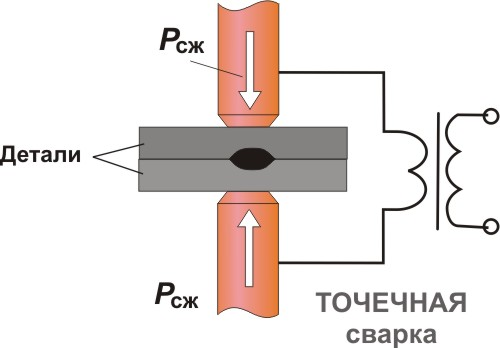
Конструкция трансформаторов для точечной сварки также имеет определенные отличия. Во-первых, это касается отсутствия наплавляемых электродов. Вместо этого используются заостренные медные контакты, между которыми располагаются свариваемые элементы. Во-вторых, трансформаторы в таких аппаратах менее мощные и выполнены с П-образным сердечником. В-третьих, контактные сварочные аппараты имеют в своей конструкции набор конденсаторов, что для дуговой сварки совсем необязательно.
Но в независимости от того, планируете Вы делать трансформатор дуговой сварки или контактной, необходимо знать их рабочие характеристики. И понимать, за что отвечает каждая из них и как можно изменить ту или иную характеристику.
Характеристики сварочных трансформаторов
Работу сварочного трансформатора определяют его рабочие характеристики. Зная и понимая, за что отвечает та или иная характеристика, можно без особых проблем выполнить расчет сварочного трансформатора и собрать аппарат своими руками.
Напряжение сети и количество фаз
Эта характеристика указывает на напряжение сети, от которой будет запитан сварочный трансформатор. Чаще всего самодельные сварочные трансформаторы рассчитаны на напряжение в 220 В, но иногда это может быть и 380 В. При выполнении расчетов и создании схемы этот параметр является одним из основных.
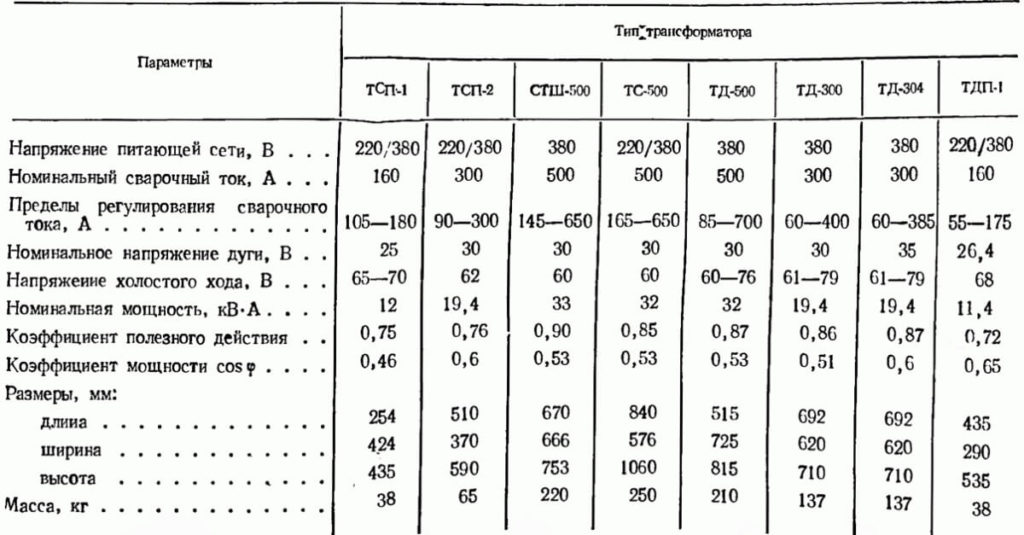
Номинальный сварочный ток трансформатора
Эта характеристика является основной для любого сварочного трансформатора. От величины номинального сварочного тока зависит возможность сварки и резки металлической заготовки. В самодельных и бытовых сварочных трансформаторах значение номинального тока не превышает 200 А. Но этого более чем достаточно, тем более что чем выше этот показатель, тем выше вес самого трансформатора. К примеру в промышленных сварочных трансформаторах сварочный ток может достигать 1000 А, а вес у таких аппаратов будет более 300 кг.
Пределы регулирования сварочного тока
При сварке металла различной толщины необходима определенная сила тока иначе металл не расплавится. Для этого в конструкции сварочных трансформаторов предусмотрен регулятор. Чаще всего пределы регулировки устанавливаются исходя из потребности использования электродов определенного диаметра. Для самодельных сварочных аппаратов дуговой сварки пределы регулировки колеблются от 50 А до 200 А. Для сварочных трансформаторов контактной сварки пределы регулирования начинаются от 800 А до 1000 А и более.
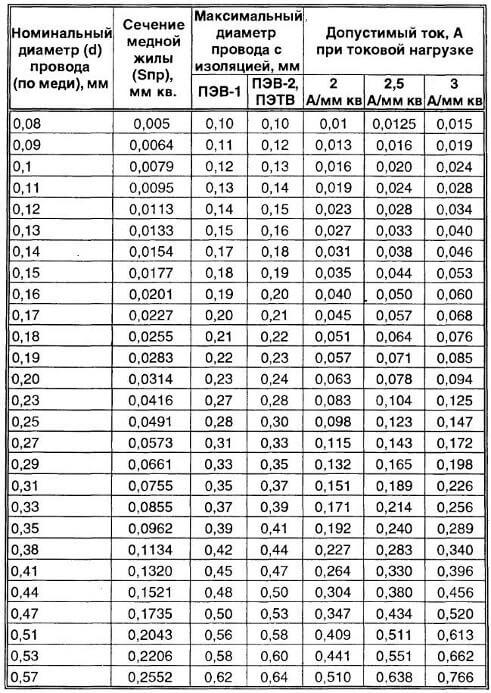
Диаметр электрода
Чтобы сварить металл различной толщины, используя один и тот же аппарат дуговой сварки, приходится регулировать номинальный сварочный ток, а также использовать электроды различного диаметра. Необходимо четко понимать, что для сварки тонкими электродами требуется низкая сила тока, а для более толстых – наоборот, большая. Тоже самое касается и толщины металла. В приведенной ниже таблице указаны сводные данные по диаметрам используемых электродов в зависимости от толщины металла и силы тока трансформатора.
Важно! Для трансформаторов контактной сварки диаметр электродов также важен. Но при этом используются два параметра – диаметр самого электрода и диаметр его конусовидной части.
Номинальное рабочее напряжение
Как мы уже знаем, сварочный трансформатор работает на понижение входящего напряжения до более низкого значения. Напряжения на выходе называется номинальным и не превышает 80 Вольт. Для сварочных трансформаторов дуговой сварки диапазон номинального напряжения находится в пределах 30 – 70 Вольт. Причем эта характеристика не регулируема и задается изначально. Трансформаторы для точечной сварки, в отличие от дуговых, имеют еще более низкое номинальное напряжение порядка 1,5 – 2 Вольта. Такие показатели вполне закономерны, учитывая связь между напряжением и силой тока. Чем выше должна быть сила тока, тем меньше напряжение.
Номинальный режим работы
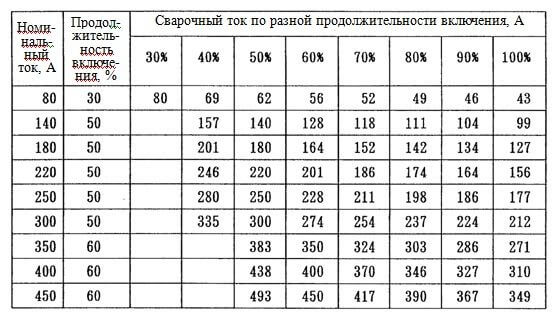
Эта рабочая характеристика является одной из ключевых. Номинальный режим работы указывает на то, сколько времени можно работать беспрерывно и сколько необходимо давать ему остыть. У самодельных сварочных трансформаторов номинальный режим находится в переделах 30 %. То есть из 10 минут 3 можно варить беспрерывно и 7 минут оставлять на отдых.
Мощность потребляемая и выходная
По сути эти два показателя мало на что влияют. Но зная оба этих показателя, можно рассчитать КПД сварочного трансформатора. Чем меньше разница между потребляемой и выходной мощностью, тем лучше. Необходимо отметить, что при выполнении расчетов значение потребляемой мощности необходимо знать и учитывать.
Напряжение холостого хода
Этот показатель важен для дуговых сварочных трансформаторов. Он отвечает за появление дуги. Чем выше этот показатель, тем легче можно вызвать сварочную дугу. Но напряжение холостого хода ограничено правилами безопасности и не должно превышать 80 Вольт.
Схема сварочного трансформатора
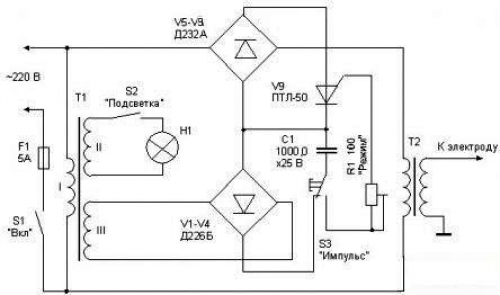
Создавая трансформатор для сварки своими руками, не обойтись без его принципиальной схемы. По сути особых сложностей в этом нет, тем более что устройство самого трансформатора довольно простое. На приведенной ниже схеме изображен самый простой дуговой сварочный трансформатор.
Важно! Тем, кто плохо разбирается или совсем не разбирается в электрических схемах, следует вначале ознакомиться с ГОСТ 21.614 «Изображения условные графические электрооборудования и проводок в оригинале». И лишь затем переходить к созданию схемы для сварочного трансформатора.
С развитием электротехники и технологий схема сварочного трансформатора совершенствовалась. Сегодня в самодельных аппаратах для сварки можно увидеть диодные мосты и различные регуляторы силы сварочного тока. На приведенной ниже схеме дугового сварочного трансформатора видно, как интегрирован в неё диодный мост.
Важно! Наибольшую популярность среди самодельных дуговых сварочных трансформаторов имеет тороидальный. Такой аппарат обладает прекрасными рабочими характеристиками, которые на порядок выше, чем у трансформаторов с П-образным сердечником. Это касается в первую очередь высокого КПД и номинальной силы тока, что выгодно сказывается на общем весе аппарата.
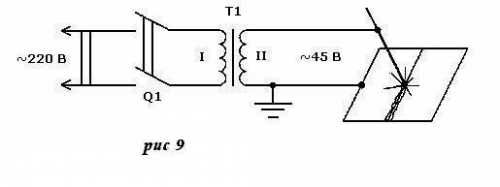
В отличие от описанных выше, схема трансформатора для точечной сварки более сложная и может включать в себя конденсаторы, тиристоры и диоды. Такое наполнение позволяет более тонко регулировать силу тока, а также время контактной сварки. Примерную схему трансформатора для контактной сварки можно увидеть ниже.
Помимо приведенных схем сварочных аппаратов существуют и другие. Найти их не составит особого труда. Они размещены как в сети интернет, так и в различных журналах и книгах об электротехнике. Обзаведясь наиболее понравившейся схемой, можно приступать к расчетам и сборке сварочного трансформатора.
Расчет трансформатора для сварки
Как уже было описано, трансформатор состоит из сердечника и двух обмоток. Именно эти элементы конструкции отвечают за основные рабочие характеристики трансформатора для сварки. Зная заранее, какими должны быть номинальная сила тока, напряжение на первичной и вторичной обмотках, а также другие параметры, выполняется расчет для обмоток, сердечника и сечения провода.
При выполнении расчетов трансформатора для сварки за основу берутся следующие данные:
- напряжение первичной обмотки U1. По сути, это напряжение сети, от которой будет работать трансформатор. Может быть 220 В или 380 В;
- номинальное напряжение вторичной обмотки U2. Напряжение электричества, которое должно быть после понижения входящего и не превышающее 80 В. Требуется для возбуждения дуги;
- номинальная сила тока вторичной обмотки I. Этот параметр выбирается из расчета, какими электродами будет вестись сварка и какой максимальной толщины металл можно будет сварить;
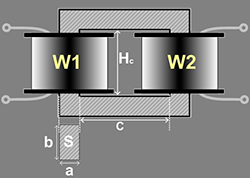
- площадь сечения сердечника Sс. От площади сердечника зависит надежность работы аппарата. Оптимальной считается площадь сечения от 45 до 55 см2;
- площадь окна So. Площадь окна сердечника выбирается из расчета хорошего магнитного рассеяния, отвода избытка тепла и удобства намотки провода. Оптимальными считаются параметры от 80 до 110 см2;
- плотность тока в обмотке (A/мм2). Это довольно важный параметр, отвечающий за электропотери в обмотках трансформатора. Для самодельных сварочных трансформаторов этот показатель составляет 2,5 – 3 А.
В качестве примера расчетов возьмем следующие параметры для сварочного трансформатора: напряжение сети U1=220 В, напряжение вторичной обмотки U2=60 В, номинальная сила тока 180 А, площадь сечения сердечника Sс=45 см2, площадь окна So=100 см2, плотность тока в обмотке 3 А.
Первое, что необходимо рассчитать, это мощность самого трансформатора:
P = 1,5*Sс*So = 1,5*45*100 = 6750 Вт или 6,75 кВт.
Важно! В данной формуле коэффициент 1,5 применим для трансформаторов с сердечником типа П, Ш. Для тороидальных трансформаторов этот коэффициент равен 1,9, а для сердечников типа ПЛ, ШЛ 1,7.
Далее выполняем расчет количества витков для каждой из обмоток. Для этого вначале рассчитываем количество витков на 1 В по формуле K = 50/Sс = 50/45 = 1,11 витка на каждый потребляемый Вольт.
Теперь выполняем расчет максимальной силы тока на первичной обмотке по формуле: Imax = P/U = 6750/220 = 30,7 А. Осталось на основании полученных данных выполнить расчет витков.
Для расчета витков используем формулу Wх =Uх*K. Для вторичной обмотки это будет W2 = U2*K = 60*1,11 = 67 витков. Для первичной расчет выполним чуть позже, так как там применяется другая формула. Довольно часто, особенно для тороидальных трансформаторов, выполняется расчет ступеней регулирования силы тока. Это делается для вывода провода на определенном витке. Выполняется расчет по следующей формуле: W1ст = (220*W2)/Uст.
Где:
Uст – выходное напряжение вторичной обмотки.
W2 – витки вторичной обмотки.
W1ст – витки первичной обмотки определенной ступени.
Но прежде необходимо рассчитать напряжение каждой ступени Uст. Для этого воспользуемся формулой U=P/I. К примеру нам необходимо сделать четыре ступени с регулировкой на 90 А, 100 А, 130 А и 160 А для нашего трансформатора мощностью 6750 Вт. Подставив данные в формулу, получим U1ст1=75 В, U1ст2=67,5 В, U1ст3=52 В, U1ст4=42,2 В.
Полученные значения подставляем в форму расчета витков для ступеней регулировки и получаем W1ст1=197 витков, W1ст2=219 витков, W1ст3=284 витка, W1ст4=350 витков. Добавив к максимальному значению полученных витков для 4-й ступени еще 5 %, получим реальное количество витков – 385 витков.
Напоследок рассчитываем сечение провода на первичной и вторичной обмотках. Для этого делим максимальный ток для каждой обмотки на плотность тока. В результате получим Sперв = 11 мм2 и Sвтор = 60 мм2.
Важно! Расчет трансформатора контактной сварки выполняется аналогичным образом. Но есть ряд существенных отличий. Дело в том, что номинальная сила тока вторичной обмотки для таких трансформаторов порядка 2000 – 5000 А для маломощных и до 150000 А для мощных. В дополнение для таких трансформаторов регулировка делается до 8 ступеней с использованием конденсаторов и диодного моста.
Монтаж сварочного трансформатора
Имея на руках все расчеты и схему, можно приступать к сборке трансформатора. Все работы будут не столько сложными, сколько кропотливыми, так как придется считать количество витков и не сбиваться со счета. Несмотря на то, что наибольшей популярностью среди самодельных аппаратов пользуется тороидальный трансформатор для сварки, рассмотрим монтаж на примере трансформатора с П-образным сердечником. Этот тип трансформаторов несколько проще в сборке в отличие от тороидального и второй по популярности среди самоделок.

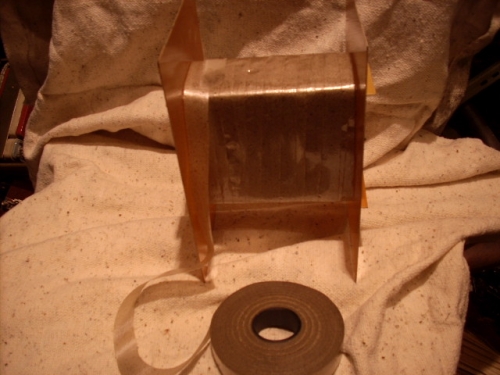
Работы начинаем с создания каркасов для обмоток. Для этого используем текстолитовые пластины. Этот материал применяется для создания штампованных плат. Из пластин вырезаем детали для двух коробов. Каждый короб будет состоять из двух верхних крышек с прорезями для четырех стенок. Площадь внутренних прорезей будет соответствовать площади сечения сердечника с небольшим увеличением для стенок короба. Пример того, как должны выглядеть части короба, можно увидеть на фото.
Собрав каркасы для обмоток, изолируем их термостойкой изоляцией. После чего начинаем мотать обмотки.


Провода для обмоток желательно брать с термостойкой стеклянной изоляцией. Это, конечно, будет несколько дороже в сравнении с обычной проводкой, но в результате не будет головной боли относительно возможного перегрева и пробоя в обмотках. После того как намотали один слой проводки, изолируем его и только после этого начинаем мотать следующий. Не забываем делать отводы на определенном числе мотков. В завершение создания обмоток наматываем слой верхней изоляции. На концах отводов закрепляем медные болты.
Важно! Прежде чем установить и закрепить болты на концах проводов, протягиваем последние сквозь дополнительные отверстия, прорезанные в верхней пластине каркаса из текстолита.


Теперь приступаем к сборке и шихтованию магнитопровода сварочного трансформатора. Для него используется железо, созданное специально для этого. Металл имеет определенные показатели магнитной индукции, и не подходящая марка может все испортить. Металлические пластины для сердечника можно снять со старых трансформаторов или купить по отдельности. Сами пластины имеют толщину около 1 мм, и сборка всего сердечника потребует лишь терпеливого соединения всех пластин в единое целое. По завершению следует проверить все обмотки тестером на предмет ошибок.

По завершению сборки трансформатора делаем диодный мост и устанавливаем регулятор силы тока. Для диодного моста используем диоды типа В200 или KBPC5010. Каждый диод рассчитан на 50 А, поэтому для сварочного трансформатора с номинальной силой тока в 180 А потребуется 4 таких диода. Все диоды закрепляются к алюминиевому радиатору и подключаются параллельно с дросселем отводам из обмоток. Осталось лишь собрать корпус и поместить туда сварочный трансформатор.

Хороший сварочный трансформатор своими руками может не получиться с первого раза. Причин тому множество, начиная с ошибок в расчетах и заканчивая отсутствием опыта сборки и монтажа электрооборудования. Но все приходит с опытом, и один-два раза перемотав обмотки трансформатора, можно получить желаемый результат.
strport.ru
Сварочный аппарат своими руками - 3 конструкции
Оборудование для сварочных работ не обязательно покупать в магазине. Его можно сделать в домашней мастерской. Ведь, по сути, конструкция простейшего прибора элементарна и собрать сварочный аппарат своими руками не составляет труда. Для этого нужны только некоторые комплектующие и немного знаний по электротехнике.
Как сделать простые и, в тоже время, функциональные аппараты для сварочных работ и что для этого потребуется — об этом далее в нашей статье.
Что нужно для сборки сварки
Чтобы собрать простейший сварочный аппарат, нужно понимать принцип его работы.
Вся работа сварки основывается на преобразовании электрического тока из сети. В бытовом использовании нам доступно электричество с напряжением в 220 вольт и силой тока в 16-32 ампера.
Как мы знаем, для сварки этого недостаточно.
Для сварочной дуги требуется мощность, а ее обеспечивает сила тока, измеряемая в амперах (простым языком, это количество электронов подающихся на электрод). Чем больше заряд, тем более продуктивным будет аппарат.

Трансформатор
Для увеличения мощности используют трансформаторы, которые понижают напряжение в несколько раз, но увеличивают силу потока электронов, что позволяет применить такой ток для образования сварочной дуги.
Трансформатор — это основной элемент, позволяющий собрать простейший аппарат, работающий на переменном токе.
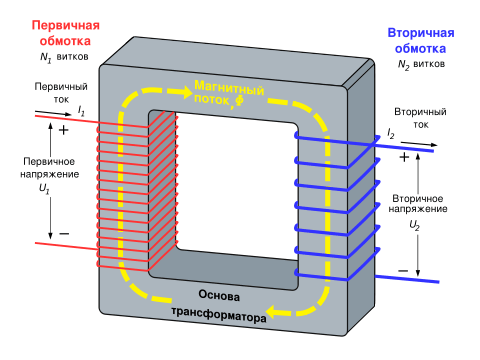
Основу трансформатора составляет магнитопровод (сердечник из трансформаторной стали), на который и наматывают обмотки: первичную, из более тонкого провода и большим количеством витков. и вторичную, состоящую из толстого кабеля с наименьшим количеством намоток.
Магнитопроводы для сборки сварочных аппаратов можно использовать, например, со старых силовых трансформаторов.
Питание обеспечивается от бытовой розетки и подается на первичную обмотку.
Обмотки между собой не должны контактировать. Даже если трансформатор имеет намотки одну на другой, между ними обязательно располагается слой изоляции! Ток с одной обмотки на другую передается через сердечник магнитным потоком.
В качестве сварочных кабелей можно использовать продукцию заводского изготовления, или же подобрать подходящий по сечению провод. Главное, что они должны выдерживать мощность аппарата.
Держатели изготавливают из прутка или арматуры небольшого диаметра. По форме они напоминают трезубую вилку, в зубья которой и фиксируют электрод.
Как собрать трансформаторную сварку
Для этого нужно найти рабочий понижающий трансформатор. Можно взять модели С-Б22, ИВ-10, или ИВ-8, мощность которых должна составлять 1-2 кВт. Такие элементы, как правило, используются для питания различных электроинструментов и понижают напряжение с 220 до 36 вольт.
Снятие вторичной обмотки
Сборка трансформаторной сварки проводиться по следующему алгоритму.
- Изначально нужно снять с трансформатора вторичную обмотку, но нельзя повредить первичную.
- Снятую проволоку наматывают на первичную катушку, которая расположена посредине сердечника. При этом на каждые 30 мотков создают отводок (их нужно 8-10 штук), которые номеруют для удобства.
- Две другие стороны сердечника обматывают кабелем с несколькими жилами (минимум три медных проводка с сечением 6-8мм). Для каждой катушки потребуется до 12 метров такого провода. Это будет вторичная обмотка прибора (ВО).
- Клеммы изготавливают из медной трубки диаметром 10-12 мм, при этом кабель вставляют в один конец и зажимают, второй край плющат и сверлят отверстие под крепление. К этому зажиму крепят кабели ВО.
- На трансформаторе крепеж М6 нужно сменить на более мощный (находиться на верхней панели). К этому креплению присоединяют кабель вторичной обмотки.
- Для первичной обмотки потребуется кусок текстолитовой платы с десятью отверстиями, в каждое из которых монтируют крепление М6.
- Чтобы обеспечить работу, нужно последовательно соединить первичную обмотку с крайних, а затем со средней катушки. Отводки из вторичной обмотки вставляют в отверстия платы по номерам от 1 до 10. Ток будет регулироваться клеммами.
- Держатель для электродов можно изготовить из стального прутка в 5 мм, к которому присоединяют кабель. Его делают в виде трезубой вилки. На рукоятку надевают кусок резинового шланга.
- К кабелю массы можно приспособить держатель из магнита или же сделать стальной крючок, на который можно будет надевать на заготовки.
В таком аппарате в первичной обмотке ток будет с силой в 25 Ампер, а во вторичной — 60-120 А. Питание обеспечивается через бытовую розетку. Мощность прибора обеспечит отличную работу электродами с диаметром в 2 мм. Для расходника тройки время сварки будет ограниченным (безостановочно до 10-15 электродов, потом нужно дать остыть трансформатору).
Если у Вас опыта в электротехнике мало, то нужно более детально изучить материалы по тому, как создать такой аппарат.
Точечная сварка из микроволновки
Сваривание точками позволяет соединять очень тонкий металл в том случае, когда традиционные сварочные аппараты могут просто сжечь деталь.
Простейший точечный самодельный сварочный аппарат можно собрать с минимальным количеством материалов, используя старую рабочую микроволновку, с которой потребуется снять трансформатор с мощностью от 1 кВт. Одного такого элемента будет достаточно, чтобы варить точками металл толщиной до 1 мм. Для увеличения мощности можно использовать два трансформатора.
В микроволновке основную работу выполняет магнетрон, для которого требуется мощность около 4000 вольт. Трансформатор для этого работает не на понижения, а на повышение напряжения. На выходе такой элемент дает до 2000 В.
С такого элемента микроволновки нужно взять сердечник (магнитопровод) и первичную обмотку (намотан толстый провод с меньшим количеством витков). ВО (вторичная обмотка) при этом срезается или срубается с использованием стамески. С середины сердечника медную проволоку можно выбить или высверлить.
Важно не повредить при этих манипуляциях первичную обмотку (ПО) и сам сердечник!
После такой работы должен остаться магнитопровод с намотанной первичной обмоткой.
Когда все подготовлено, делают новую вторичную обмотку. Чтобы обеспечить большую силу тока, потребуется очень толстый кабель с сечением в 100 мм². Также может подойти многожильный провод.
Обычно такие кабели имеют толстую изоляцию и она может мешать намотке. Чтобы было удобно, ее можно снять, а кабель заизолировать тканевой изолентой.
Для вторичной обмотки нужно создать как можно меньше витков (уменьшить сопротивление). Сделать нужно 2-3 намотки. Концы кабеля выводят для контактов плюса и минуса.
Электроды изготавливают из толстого медного прута (желательно, чтобы он был не меньше диаметра провода вторичной обмотки). Если точечный сварочный аппарат будет небольшой мощности, то можно использовать жало с паяльников. Сами электроды затачивают в виде конуса.
Управление таким прибором осуществляется рычагом и выключателем. Нижний рычаг делают неподвижным, а верхний желательно сделать на пружине, для возможности сжимать и разжимать электроды. Выключатель ставят на первичную обмотку, куда подается и питание всего аппарата.
Для полноценного функционирования желательно поставить охлаждение для такого прибора. Можно использовать компьютерные вентиляторы. В противном случае потребуется постоянный контроль нагрева трансформатора и остальных элементов, а так же делать перерывы в работе для остывания.
Работу осуществляют следующим образом. Между электродами зажимают заготовку и включают ток. Поставив точку, питание отключают и перемещают деталь.
Такая сварка из микроволновки своими руками обеспечит сваривание очень тонких конструкций. Увеличить мощность можно за счет соединения двух трансформаторов. Но при этом важно правильно собрать такую сборку, иначе неизбежно замыкание.
Сварки постоянного тока
Самодельные трансформаторные аппараты работают на переменном токе, таким образом можно варить различные марки стали. Но некоторые металлы при сварке электродуговым способом требуют постоянного тока для получения качественного соединения.
Чтобы собрать такой прибор, к трансформатору потребуется добавить выпрямитель и дроссели для сглаживания тока.
Выпрямители собирают с диодов, способных выдерживать большую мощность (до 200 Ампер). Они, как правило, габаритные и, к тому же, потребуют сборки системы охлаждения. Диоды монтируют параллельно для повышения тока.
Такой выпрямительный мост позволит выровнять электрическую дугу и получить швы более высокого качества при сваривании нержавейки или алюминия.
Нужно ли все это
Сегодня на просторах интернета можно найти множество схем и конструкций различного оборудования для сварки. От простейшего массивного трансформаторного аппарата до сложнейших самодельных инверторов. Насколько целесообразно их собирать и использовать в домашней мастерской?
Еще десять лет назад инверторы были практически недоступны широким массам и все сварочные работы проводили с помощью габаритных трансформаторов, чаще всего именно самодельных. Их функции позволяют варить различные конструкции с использованием стальных деталей. А многие опытные сварщики варят такими приборами цветные металлы или чугун. Тем более сегодня намного улучшилась ситуация с электродами, которые можно подобрать практически для любого материала.
Однако трансформаторы без выпрямителя работают только на переменном токе и это затрудняет работу с нержавеющей сталью или, к примеру, алюминием. Использование дополнительно выпрямителей увеличивает габариты оборудования и стесняет подвижность. И если для мастерской это не проблема, то уже высотные работы затрудняются. Но главная проблема трансформаторной сварки самодельного изготовления — это точность настройки режимов. Инверторы заводского производства в этом случае намного выигрывают.
Различные конструкции точечных сварок тоже намного упрощают работу с тонкостенными металлами и изделиями, которые можно быстро починить. Но создание действительно мощного аппарата потребует большего количества комплектующих, а они не всегда доступны (попробуйте сейчас поискать два одинаковых трансформатора от микроволновки).
Сборка инвертора в домашней мастерской будет целесообразной в том случае, если у Вас есть почти все необходимые элементы: трансформаторы, выпрямители, транзисторы и прочие. В противном случае зачем заморачиваться поисками и сборкой прибора с сомнительной мощностью и настройкой, если он сегодня стоит от 50-100 долларов? И для небольших объемов работ такого аппарата будет более чем достаточно?
Что Вы можете добавить к этому материалу? Поделитесь своим опытом по сборке самодельного сварочного оборудования, особенно схемами сборки. Как Вы считаете: насколько эффективно применение таких приборов в домашнем хозяйстве? Оставьте свои комментарии в блоке обсуждений к этой статье.
wikimetall.ru
как сделать трансформатор или мини-сварку своими руками
Если у вас есть необходимость выполнения каких-нибудь несложных сварочных работ для бытовых нужд, вовсе не обязательно приобретать дорогостоящий заводской агрегат. Ведь если знать некоторые тонкости, можно без труда собрать сварочный аппарат своими руками, о чем и пойдет речь ниже.
Сварочные аппараты: классификация
Любые аппараты для сварки бывают электрическими или же газовыми. Стоит сразу сказать, что самодельные сварочные аппараты не должны быть газовыми. Поскольку они включают в себя взрывоопасные баллоны с газом, держать такую установку дома не стоит.
Поэтому в контексте самостоятельной сборки конструкций речь пойдет исключительно об электрических вариантах. Такие агрегаты также подразделяются на разновидности:
- Установки-генераторы — оснащены собственным генератором тока. Отличительная черта — большой вес и габариты. Для домашних нужд такой вариант не подойдет, да и собрать самостоятельно его будет сложно.
- Трансформаторы — такие установки, в особенности полуавтоматического типа, очень распространены среди тех, кто делает сварочное оборудование самостоятельно. Питаются от сети в 220 или 380 В.
- Инверторы — такие установки просты в применении и идеально подходят для дома, конструкция компактная и мало весит, но электронная схема достаточно сложна.
- Выпрямители — эти аппараты просто собирать и применять по назначению. С их помощью даже новичок может выполнять качественные сварные швы.
Как сделать сварочный аппарат инверторного типа
Чтобы в домашних условиях собрать инвертор, потребуется схема, которая позволит соблюсти нужные параметры. Рекомендуется брать детали от старых советских приборов:
- транзисторов;
- диодов;
- дросселей;
- готовых трансформаторов;
- конденсаторов;
- резисторов;
- тиристоров.
Параметры для аппарата можно выбирать такие:
- Он должен работать с электродами, диаметр которых не превышает 5 мм.
- Максимальный показатель рабочего тока равен 250 А.
- Источник напряжения — сеть бытовая на 220 В.
- Регулировка сварочного тока варьируется от 30 до 220 А.
Инструмент включает такие компоненты:
- блок питания;
- выпрямитель;
- инвертор.
Начинаем с намотки трансформатора и действуем в такой последовательности:
- Возьмите ферритовый сердечник.
- Выполните первую обмотку (100 витков посредством провода ПЭВ 0,3 мм).
- Вторая обмотка — 15 витков, проводом с сечением 1 мм).
- Третья обмотка — 15 витков проводом ПЭВ 0,2 мм.
- Четвертая и пятая — соответственно по 20 витков проводами с сечением 0, 35 мм.
- Чтобы охладить трансформатор, возьмите вентилятор от компьютера.
Чтобы транзисторные ключи работали непрерывно, напряжение следует на них подавать после выпрямителя и конденсаторов. Блок выпрямителя соберите по схеме на плате, а все узлы прибора закрепите в корпусе. Можно использовать старый корпус от радиоустройства, а можно его сделать и самостоятельно.
С лицевой части корпуса устанавливается светодиодный индикатор, который показывает, что прибор включен в сеть. Здесь же можно поставить дополнительный выключатель, а также защитный предохранитель. Еще его можно установить на заднюю стенку и даже в сам корпус.
Все зависит от его размеров и конструктивных особенностей. Переменное сопротивление устанавливается на лицевой части корпуса, с его помощью можно регулировать рабочий ток. Когда вы собрали все электрические схемы, проверьте аппарат специальным прибором или тестером и можете провести его испытание.
Сварочный трансформатор своими руками
Сборка трансформаторного варианта будет от предыдущей несколько отличаться. Этот агрегат работает на переменном токе, но для сварки постоянным током нужно собрать к нему простую приставку .
Для работы вам потребуется трансформаторное железо для сердечника, а также несколько десятков метров толстого провода или толстой медной шины. Все это можно найти в пункте приема металлов. Сердечник лучше всего делать П-образным, тороидальным либо круглым. Многие также берут статор от старого электромотора.
Инструкция сборки П-образного сердечника выглядит таким образом:
- Возьмите трансформаторное железо сечением от 30 до 55 с м2. Если показатель будет больше, аппарат получится слишком тяжелым. А если сечение будет меньше 30, прибор не сможет корректно работать.
- Возьмите медный обмоточный провод сечением около 5 мм2, оснащенный термостойкой изоляцией из стеклоткани или хлопка. Изоляция важна, поскольку во время работы обмотка может нагреться до 100 градусов и выше. У обмоточного провода сечение квадратное или прямоугольное сечение. Однако такой вариант отыскать сложно. Подойдет и обычный с аналогичным сечением, но только вам нужно будет снять с него изоляцию, обмотать стеклотканью и тщательно пропитать электротехническим лаком, после чего высушить. В первичной обмотке 200 витков.
- Вторичная обмотка потребует порядка 50 витков. Провод обрезать не нужно. Включите в сеть первичную обмотку, а на проводах вторичной отыщите место, где напряжение составляет около 60 В. Для поиска такой точки отматывайте или наматывайте дополнительные витки. Провод может быть алюминиевым, но сечение должно быть больше, чем для первичной обмотки, в 1,7 раза.
- Готовый трансформатор установите в корпус.
- Чтобы вывести вторичную обмотку, потребуются медные клеммы. Возьмите трубку диаметром 10 мм и длиной около 4 см. Расклепайте ее конец и просверлите отверстие с диаметром в 10 мм, а в другой конец вставьте конец провода, предварительно очищенный от изоляции. Далее, обожмите его легкими ударами молотка. Чтобы усилить контакт провода с трубкой-клеммой, нанесите керном на нее насечки. Самодельные клеммы прикрутите к корпусу гайками и болтами. Детали лучше всего использовать медные. Наматывая вторичную обмотку желательно делать отводы через каждые 5−10 витков, они позволят менять ступенчато напряжение на электроде;
- Для изготовления электродержателя возьмите трубу с диаметром около 20 мм и длиной порядка 20 см. На концах примерно в 4 см от торцевой части выпилите выемки до половины диаметра. В выемку вставьте электрод и прижмите пружиной на основе приваренного куста проволоки из стали с диаметром 5 мм. Ко второму кону прикрепите такой же провод, который использовался для вторичной обмотки, с помощью гайки и винта. Наденьте на держатель резиновую трубку с подходящим внутренним диаметром.
Готовый аппарат к сети лучше всего подключать с помощью проводов с сечением от 1,5 с м 2 и более, а также рубильника. Ток в первичной обмотке обычно не превышает показатель в 25 А, а во вторичной колеблется в пределах 6—120 А. Во время работы с электродами диаметром 3 мм через каждые 10−15 делайте остановки, чтобы трансформатор остыл. Если электроды более тонкие, это не нужно. Более частые перерывы нужны, если вы работаете в режиме резки.
Мини-сварка своими руками
Чтобы самостоятельно собрать миниатюрный аппарат для сварки, вам потребуется всего лишь несколько часов и такие материалы:
- стержень графитовый из старой батарейки;
- бокорезы или пассатижи;
- нож;
- сухая тряпка;
- наждачная бумага;
- перчатки;
- 20 см проволоки диаметром 5 мм из алюминия или меди;
- 6 см проволоки ПЭВ 0,5 из меди;
- изолента;
- провод многожильный;
- любой металлический зажим;
- трансформатор от блока питания микроволновки с выпрямителем, или старого телевизора или приемника.
Сначала аккуратно разберите старую батарейку и извлеките из нее графитовый стержень. На конце его заострите шкуркой и протрите сухой тряпкой. Кусок толстой проволоки на4−5 см от конца очистите от изоляции и с помощью пассатижей или бокорезов загните петлю. В нее вставьте угольный электрод.
Уберите вторичную обмотку с трансформатора и на ее место намотайте толстую проволоку на 12−16 витков. Теперь все это вставляется в подходящий корпус — и аппарат готов.
Его провода присоединяются к выводам вторичной обмотки, угольный стержень вставляется в петлю и хорошо обжимается. Плюсовый вывод соедините с держателем электрода, а минусовый — со скруткой рабочих деталей. Ручку-держатель можно приспособить для электрода.
Можно применять ручку паяльника или нечто подобное. Включите прибор в бытовую сеть и выполните соединение деталей посредством графита. Должно возникнуть пламя, а на конце деталей образуется шарообразный сварной шов.
Для домашней мастерской наличие сварочного аппарата очень важно. Такие приборы имеют разные конструкции и модификации. Как новички, так и опытные мастера часто предпочитают не заводские, а самодельные аппараты, которые можно модифицировать на свой лад.
tokar.guru
Как рассчитать и собрать сварочный аппарат своими руками
Работа по хозяйству всегда требует наличия определенного набора инструментов, приспособлений, а также разнообразного оборудования. Особенно остро это ощущают владельцы частных домов и занимающиеся различными видами ремонта в собственных мастерских и гаражах. Приобретение дорогостоящего оборудования не всегда оправдано, так как его использование не будет постоянным, а вот собрать сварочный аппарат своими руками вполне по силам каждому умельцу.
Перед началом процесса необходимо определиться с мощностью устройства, ведь от этого будут зависеть его габариты и возможности. Для ознакомления с процедурой сборки можно просмотреть соответствующее видео, где показано, как можно сделать своими руками практичный сварочный аппарат. Его изготовление потребует некоторой теоретической подготовки, а также опыта электромеханических работ. Сборка электроаппарата в домашних условиях производится по предварительным расчетам, учитывающим как входные, так и выходные параметры устройства.
Этот электрический аппарат пригодится не только сварщикам, выполняющим в домашних условиях или в гараже некоторые работы, но и обычным умельцам, использующим сварочный прибор для сооружения разнообразных приспособлений.

Особенности самодельных трансформаторов
Самостоятельно собранные устройства отличаются от заводской техники техническим исполнением. Сварка своими руками изготавливается из доступных элементов и узлов, для чего используется схема сварочного трансформатора. При точном соблюдении параметров комплектующих деталей электроаппарат прослужит надежно на протяжении многих лет. Перед тем как делать сварочное трансформаторное устройство своими руками, необходимо определиться с имеющимися в наличии комплектующими узлами. Основой служит трансформатор, состоящий из магнитопровода, а также первичной и вторичной обмоток. Его можно приобрести отдельно, приспособить уже имеющийся или же изготовить самостоятельно. Чтобы сделать своими руками сварной электроаппарат, к разнообразию средств из подручных материалов прибавится трансформаторное железо и провод для обмоток. Изготовленный трансформатор должен иметь возможность подключения к бытовой электросети 220 В и иметь на выходе напряжение порядка 60-65 В для сваривания толстых металлов.
Особенности самодельных выпрямителей
Собственноручно изготовленные выпрямители позволяют выполнять сварку тонколистового металла с высоким качеством шовных соединений.
Схема сварочного аппарата, использующего выпрямление электрического тока весьма проста. Она содержит трансформатор, к которому подключен выпрямительный блок, а также дроссель. Данная простейшая конструкция обеспечивает устойчивое горение сварной электродуги. В качестве дросселя применяется катушка из намотанных на сердечник медных проводов. Выпрямляющее устройство подключается непосредственно к выводам понижающей трансформаторной обмотки.
В зависимости от целей, самостоятельно можно соорудить мини сварной электроаппарат. Он прекрасно справится с металлами небольшой толщины, не требующих использования больших токов при соединении. Из сварного электроаппарата можно сделать споттер, что значительно расширит возможности его применения.
Как сделать сварочный аппарат
Устройство для электросварки, изготовленное собственноручно, предназначено для выполнения мелких работ по дому, хозяйству или же в гараже. На первом этапе выполняются необходимые расчеты и подготавливаются сборочные детали и узлы. Чтобы собрать сварочный трансформатор своими руками желательно заранее определиться с местом сборки устройства. Это позволит упорядочить процесс изготовления. Рядом с ним складываются компоновочные узлы, позволяющие собрать своими руками простейший электросварочный аппарат. Помимо основного преобразователя напряжения, понадобится дроссель, который можно использовать от элементов люминесцентного светильника. При отсутствии готового элемента он изготавливается самостоятельно из магнитопровода от мощного пускателя и провода из медных жил сечением порядка 1 мм кв. Собственноручно сделанный сварочный электроаппарат будет отличаться от своих собратьев не только видом, но и характеристиками. Чтобы определиться, как его сделать, ознакомьтесь с похожими приспособлениями на фото или же видео.
Расчет сварочного трансформатора
Электросварочные самодельные приспособления выполнены по простейшей схеме, которая не предусматривает использование дополнительных узлов. От необходимого значения сварного электротока будет зависеть мощность собираемого электроаппарата. Сварка на даче электрическим устройством, собранным своими руками, будет напрямую зависеть от технических характеристик собственного изделия.
Делая расчет мощности на сварку, берут силу требуемого сварного тока и умножают это значение на 25. Полученная величина при умножении на 0,015 покажет необходимый диаметр сечения магнитопровода под сварку. Перед тем как делать расчеты для обмоток придется вспомнить и другие математические действия. Чтобы получить сечение обмотки высшего напряжения величина мощности делится на две тысячи, после чего умножается на 1,13. Методика расчетов для первичной и вторичной обмоток отличается.
Для получения обмоточных значений низшего напряжения трансформатора придется потратить немного больше времени. Величина сечения вторичной обмотки зависит от плотности сварного электротока. Для значений 200 А это будет 6 А/мм кв., при цифрах 110-150 А – до 8, а до 100 А – 10. При определении сечения низшей обмотки сила сварного электротока делится на плотность, после чего умножается на 1,13.
Вычисление количества витков производится делением площади сечения трансформаторного магнитопровода на 50. Помимо этого, на конечный результат сварки будет влиять величина выходного напряжения. Он влияет на характеристику процесса и может быть возрастающей по току, полого- или крутопадающей. Это влияет на колебания электродуги во время работы, при которых важным значением являются минимальные токовые изменения при работе в домашних условиях.
Схема сварочного трансформатора
На приведенном ниже рисунке показана схема сварочного трансформатора простейшего вида.
Можно найти электросхемы, которые будут дополнены устройствами для выпрямления и прочими элементами для усовершенствования сварного электроаппарата. Однако основным компонентом все же является обычный трансформатор. Схема включения подсоединения его проводов довольно проста. Подключение сварного устройства выполняется через коммутационный электроаппарат и предохранители к бытовой электросети 220 В. Использование электрозащитных аппаратов обязательно, так как это защитит сеть от перегрузок при аварийных режимах.
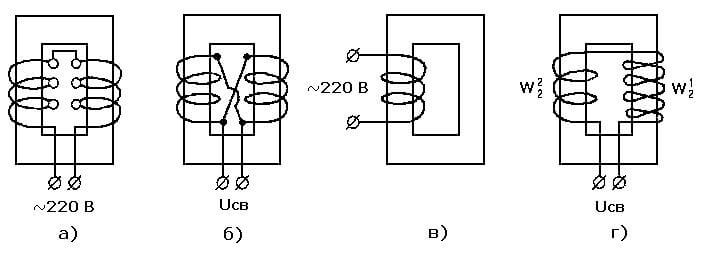
а – сетевая обмотка на двух сторонах сердечника;б – соответствующая ей вторичная (сварочная) обмотка, включённая встречно-параллельно;в – сетевая обмотка на одной стороне сердечника;г – соответствующая ей вторичная обмотка, включенная последовательно.
Определение параметров
Чтобы изготовить электрический сварочный аппарат, необходимо понимать принцип действия. Он преобразует величину входного напряжения (220 В) в пониженное (до 60-80 В). При этом процессе невысокая сила электротока в первичной обмотке (около 1,5 А) возрастает во вторичной (до 200 А). Данная прямая зависимость работы трансформаторов именуется вольтамперной характеристикой понижающего типа. От этих показателей зависит работа устройства. На ее основании проводятся вычисления, и определяется конструкция будущего аппарата.
Номинальный режим работы
Перед тем как сделать сварку, необходимо определить ее будущий номинальный режим использования. Он показывает, которое время приспособления для сварочных работ, изготовленные своими руками, могут непрерывно варить и сколько должны остывать. Этот показатель именуется еще продолжительностью включения. Для самодельных электроаппаратов он расположен в районе 30 %. Это значит, что из 10 минут он способен непрерывно работать 3, а отдыхать 7 минут.
Номинальное рабочее напряжение
Работа трансформаторного сварного устройства основана на понижении входной величины напряжения до рабочей номинальной. При изготовлении сварочного аппарата можно сделать любое значение выходных параметров (30-80 В), что прямо влияет на диапазон рабочих электротоков. В отличие от электросети питания напряжением 220 В, выходное значение может составлять и порядка 1,5-2 Вольта в изделиях для точечной электросварки. Это обусловлено необходимостью получения высокого уровня тока.
Напряжение сети и количество фаз
Действующая схема подключения сварочного трансформатора самодельного типа рассчитывается на подключение к бытовой однофазной электросети. Для мощных сварных устройств используется промышленная сеть с тремя фазами на 380 В. От величины этого входного параметра и выполняются остальные вычисления. Изготовленная своими руками мини сварка использует включение в домашнюю электросеть и не требует больших питающих величин напряжения.
Напряжение холостого хода
Бытовой сварочник, собранный своими руками, должен иметь величину напряжения х/х, достаточную для розжига электродуги. Чем больше это значение, тем легче она будет появляться. Изготовление аппарата должно соответствовать действующим нормам безопасности, которые ограничивают выходное напряжение до максимальных 80 В.
Номинальный сварочный ток трансформатора
Перед тем как самому сделать электросварочный аппарат, необходимо определиться с размером номинального тока. От него будет зависеть возможность выполнения самих работ на металлах разнообразной толщины. При бытовой электросварке вполне достаточно значения в 200 А, что позволяет сделать вполне работоспособный аппарат. Превышение данного показателя потребует увеличения мощности электротрансформатора, что сказывается как на росте его габаритов, так и весе.
Процесс сборки
Изготовление самодельного сварочного электроаппарата начинается с выполнения необходимых расчетов. Во внимание принимаются величины входного и выходного напряжения, а также требуемая величина электротока. От этого напрямую зависит размер устройства и количество необходимых материалов. Электросварочный аппарат, как и другое оборудование сделать своими руками не очень сложно. При правильном расчете и использовании качественных комплектующих он сможет надежно прослужить десятки лет. Для основы используется провод с медными жилами, а также сердечник из магнитопроницаемого железа. Остальные компоненты не столь существенны и могут подбираться из тех, что возможно легко достать.
С чего начать подготовительный этап
После выполнения расчетной части заготавливаются материалы, и оснащается рабочее место под сборку конструкции. Чтобы соорудить самодельный сварочный аппарат потребуются провода на первичную, а также вторичную обмотку, для сердечника – подходящее трансформаторное железо, изолирующие материалы (лакоткань, текстолит, стеклолента, электрокартон). Кроме того, следует заранее позаботиться о намоточном станке для изготовления обмоток, металлических элементах для каркаса и коммутационном электроаппарате. В процессе сборки понадобится комплект обычного слесарного инструмента. Рабочее место выбирайте попросторнее, чтобы свободно наматывать катушки и заниматься сборочным процессом.

Сборка конструкции
Выполнив подготовительные мероприятия, приступают непосредственно к изготовлению электроаппарата. Самодельная электросварка требует при сборке достаточно много времени. Она не столь тяжелая, сколько длительная и кропотливая, требующая точного соблюдения расчетных значений. Процедура начинается с изготовления каркаса для обмоток. Для этого используются текстолитовые пластины небольшой толщины. Внутренняя часть коробов должна подходить для трансформаторного сердечника с небольшим зазором.
После сборки двух каркасов необходимо выполнить их изолировку для защиты электропровода. Это делают с помощью любого электроизоляционного материала термостойкого типа (лакоткань, стеклолента или же электрокартон).

На полученные каркасы наматывается провод, имеющий термостойкую изоляцию. Это защитит изделие от возможного пробоя при перегреве в работе. Необходимо точно считать количество витков, чтобы не получилась разница с расчетными значениями. Каждый намотанный слой обязательно изолируется от последующего. Между первичной, а также слоем вторичной обмотки укладывается усиленная изоляция. Не забывайте выполнять необходимые отводы на необходимых количествах витках. После окончания намотки выполняется наружная изолировка.
На следующем этапе намотанные обмотки насаживаются на трансформаторный сердечник, выполняется его шихтовка (сборка единой конструкции). При этом нежелательно при монтаже сверлить листы трансформаторного железа. Металлические пластины соединяются в шахматном порядке и хорошо стягиваются. Собрать простой сварной аппарат П-образного типа своими руками не составляет особой сложности. По окончании сборочной процедуры проверяется целостность обмоток на предмет их возможного повреждения. Финишным этапом является сборка корпуса и подсоединение коммутационного электроаппарата. К дополнительному оснащению относится выпрямительный блок, а также регулятор электротока.
Внимательно относитесь ко всем процессам, начиная от расчетов и заканчивая сборкой самодельной сварки. От этого будут зависеть конечные параметры изготовленного устройства.
oxmetall.ru
Как сделать сварочный аппарат. Самодельные сварочные аппараты

Самодельный сварочный трансформатор
Многие конструкции в быту (в гараже, на даче, дома и т.д.) тяжело построить без внедрения сварки, в особенности электродуговой. В текущее время на прилавках магазинов появилось огромное количество электросварочных аппаратов как ввезенного, так и русского производства. Отличные аппараты стоят дорого, а более дешевенькие не всегда обеспечивают качество сварочных работ. В предлагаемой статье хотелось бы поделиться некоторыми соображениями в главном практического характера по конструированию любительских сварочных аппаратов (С.А.) на базе анализа ранее опубликованных материалов. Это поможет не только в самостоятельном изготовлении любительского С.А., да и при выборе и покупке уже готовых сварочных аппаратов.
Сварочные аппараты бывают постоянного и переменного тока. С.А. постоянного тока применяются при сварке на малых токах тонколистового металла (кровельная сталь, автомобильная и т.д.). Сварочная дуга на постоянном токе более устойчива, вероятна сварка на прямой и оборотной полярности. На постоянном токе можно варить электродной проволокой без обмазки и электродами, созданными для сварки как на постоянном токе, так и на переменном. Для придания стойкости горения дуги на малых токах лучше иметь завышенное напряжение холостого хода Uxx сварочной обмотки (до 70 — 75 В). Для выпрямления переменного тока используются простые «мостовые» выпрямители на мощных диодах с радиаторами охлаждения (рис. 1). Для сглаживания пульсаций напряжения один из выводов С.А. подсоединяют к держателю электродов через дроссель L1, представляющий собой катушку из 10 – 15 витков медной шины сечением S = 35 мм2 намотанной на любом сердечнике, к примеру от магнитного пускателя. Для выпрямления и плавного регулирования сварочного тока используются более сложные схемы с внедрением мощных управляемых тиристоров. Одна из возможных схем на тиристорах типа Т161 (Т160) приведена в статье А.Чернова «И зарядит и приварит» (Моделист-конструктор, 1994, № 9). Достоинства регуляторов постоянного тока — в их универсальности. Спектр конфигурации ими напряжений составляет 0,1-0,9 Uxx. что позволяет использовать их не только лишь для плавной регулировки тока сварки, но и для зарядки аккумуляторных батарей, питания электронагревательных частей и других целей.

Рис. 1
Рис. 1. Мостовой выпрямитель для сварочного аппарата. Показано подключение С.А. для сварки тонколистового металла на “оборотной” полярности — “+” на электроде, “-” на свариваемой детали U2: — выходное переменное напряжение сварочного аппарата
Сварочные аппараты переменного тока используются при сварке электродами, поперечник которых более 1,6 – 2 мм, а толщина свариваемых изделий — более 1,5 мм. При всем этом ток сварки большой (10-ки ампер) и дуга пылает довольно стабильно. Используются электроды, созданные для сварки лишь на переменном токе. Для обычной работы сварочного аппарата нужно:
1.Обеспечить выходное напряжение для надежного зажигания дуги. Для любительского С.А. Uxx = 60 – 65в. Более высокое выходное напряжение холостого хода не рекомендуется, что связано в основном с обеспечением безопасности работы (Uxx промышленных сварочных аппаратов — до 70 – 75 В).
2.Обеспечить напряжение сварки U св нужное для устойчивого горения дуги. Зависимо от поперечника электрода — Uсв =18 – 24в.
3.Обеспечить номинальный сварочный ток Iсв = (30 – 40) dэ, где Iсв— величина сварочного тока, А; 30 – 40 — коэффициент, зависящий от типа и поперечника электрода; dэ — поперечник электрода, мм.
4.Ограничить ток короткого замыкания Iкз, величина которого не должна превышать номинальный сварочный ток более чем на 30 – 35%.
Устойчивое горение дуги может быть в этом случае, если сварочный аппарат будет владеть падающей наружной характеристикой, которая определяет зависимость меж силой тока и напряжением в сварочной цепи (рис. 2).
Сварочный аппарат указывает, что для грубого (ступенчатого) перекрытия спектра сварочных токов нужна коммутация как первичных обмоток, так и вторичных (что конструктивно более трудно из-за большого протекающего в ней тока). Не считая того, для плавной конфигурации тока сварки в границах избранного спектра употребляются механические устройства перемещения обмоток. При удалении сварочной обмотки относительно сетевой увеличиваются магнитные потоки рассеивания, что приводит к понижению тока сварки. Конструируя любительский С.А. не следует стремиться к полному перекрытию спектра сварочных токов. Целесообразно на первом шаге собрать сварочный аппарат для работы с электродами поперечником 2 – 4 мм, а на втором шаге, в случае необходимости работы на малых токах сварки, дополнить его отдельным выпрямительным устройством с плавным регулированием сварочного тока. Любительские сварочные аппараты должны удовлетворять ряду требований, главные из которых последующие: относительная компактность и маленький вес; достаточная длительность работы (более 5 – 7 электродов dэ = 3 – 4 мм) от сети 220в. Вес и габариты аппарата могут быть снижены благодаря уменьшению его мощности, а повышение продолжительности работы — благодаря использованию стали с высочайшей магнитной проницаемостью и термостойкой изоляции обмоточных проводов. Эти требования несложно выполнить, зная базы конструирования сварочных аппаратов и придерживаясь предлагаемой технологии их производства.

Рис. 2
Рис. 2. Падающая наружная черта сварочного аппарата: 1 — семейство характеристик для разных диапазонов сварки; Iсв2, Iсвз, Iсв4 — спектры токов сварки для электродов поперечником 2, 3 и 4 мм соответственно; Uxx— напряжение холостого хода СА. Iкз – ток короткого замыкания; Ucв -диапазон напряжений сварки (18 – 24 В)
Рис. 3. Магнитопровод стержневого типа: а — пластинки Г-образной формы; б — пластинки П-образной формы; в — пластинки из полос трансформаторной стали; S =axb — площадь поперечного сечения сердечника (керна), см2 с, d — размеры окна, см

Рис. 3
Итак, выбор типа сердечника. Для производства сварочных аппаратов употребляют в основном магнитопроводы стержневого типа, так как в исполнении они более технологичны. Сердечник набирают из пластинок электротехнической стали любой конфигурации толщиной 0,35- 0,55 мм, стянутых шпильками, изолированными от сердечника (рис. 3). При подборе сердечника необходимо учесть размеры “окна”, чтоб поместились обмотки сварочного аппарата, и площадь поперечного сечения сердечника (керна) S =axb, см2. Как показывает практика, не следует выбирать минимальные значения S = 25 – 35 см, поскольку сварочный аппарат не будет обладать требуемым запасом мощности и доброкачественную сварку получить будет трудно. Ну и перегрев сварочного аппарата после кратковременной работы также неизбежен. Сечение сердечника должно составлять S = 45 – 55 см2. Сварочный аппарат будет несколько тяжелее, но не подведет! Все большее распространение получают любительские сварочные аппараты на сердечниках тороидального типа, которые владеют более высочайшими электротехническими чертами, приблизительно в 4 – 5 раз выше, чем у стержневого, а электропотери невелики. Трудовые затраты на их изготовку более значительны и связаны сначала с размещением обмоток на торе и сложностью самой намотки. Но при правильном подходе они дают отличные результаты. Сердечники изготовляют из ленточного трансформаторного железа, свернутого в рулон в форме тора. Примером может служить сердечник из автотрансформатора «Латр» на 9 А. Для роста внутреннего диаметра тора («окна») с внутренней стороны отматывают часть металлической ленты и наматывают на внешнюю сторону сердечника. Но, как указывает практика, одного «Латра» недостаточно для производства высококачественного С.А. (не достаточно сечение S). Даже после работы с 1 – 2 электродами диаметром 3 мм он перегревается. Может быть использование 2-ух схожих сердечников по схеме, описанной в статье Б.Соколова «Сварочный малыш» (Сам, 1993, № 1), либо изготовка 1-го сердечника методом перемотки двух (рис. 4).

Рис. 4
Рис. 4. Магнитопровод тороидального типа: 1.2 — сердечник автотрансформатора до и после перемотки; 3 конструкция С.А. на базе 2-ух тороидальных сердечников; W11W12 — сетевые обмотки, включенные параллельно; W2 — сварочная обмотка; S =axb — площадь поперечного сечения сердечника, см2 , с, d— внутренний и наружный поперечники тора, см; 4 — электронная схема С.А. на базе 2-ух состыкованных тороидальных сердечников
Особенного внимания заслуживают любительские С.А. сделанные на базе статоров асинхронных трехфазных электродвигателей большой мощности (более 10 кВт). Выбор сердечника определяется площадью поперечного сечения статора S. Штампованные пластинки статора не полностью соответствуют характеристикам электротехнической трансформаторной стали, потому уменьшать сечение S менее 40 – 45 см нецелесообразно.
Статор высвобождают от корпуса, удаляют из внутренних пазов статорные обмотки, срубают зубилом перемычки пазов, зачищают внутреннюю поверхность ратфилем либо абразивным кругом, скругляют острые кромки сердечника и обматывают его плотно, с перекрытием хлопчатобумажной изоляционной лентой. Сердечник готов для намотки обмоток.
Выбор обмоток. Для первичных (сетевых) обмоток лучше использовать специальный медный обмоточный провод в х.б. (стеклотканевой) изоляции. Удовлетворительной теплостойкостью владеют также провода в резиновой либо резинотканевой изоляции. Неприменимы для работы при завышенной температуре (а это уже закладывается в конструкцию любительского С.А.) провода в полихлорвиниловой (ПХВ) изоляции из-за вероятного ее расплавления, вытекания из обмоток и их короткого замыкания. Потому полихлорвиниловую изоляцию с проводов необходимо или снять и обмотать провода по всей длине х.б. изоляционной лентой, или не снимать, а обмотать провод поверх изоляции. Вероятен и другой проверенный на практике метод намотки. Но об этом ниже.
При подборе сечения обмоточных проводов с учетом специфичности работы С.А. (периодический) допускаем плотность тока 5 А/мм2. При токе сварки 130 – 160 А (электрод dэ = 4 мм) мощность вторичной обмотки составит Р2 =Iсв х 160×24 = 3,5 – 4 кВт, мощность первичной обмотки с учетом утрат составит порядка 5— 5,5 кВт, а как следует, наибольший ток первичной обмотки может достигать 25 А. Следовательно, сечение провода первичной обмотки S1должно быть более 5 – 6 мм. На практике лучше использовать провод сечением 6 – 7 мм2 Или это прямоугольная шина, или медный обмоточный провод поперечником (без изоляции) 2,6 – 3мм. (Расчет по известной формуле S = пиR2где S — площадь круга, мм2 пи = 3,1428; R — радиус круга, мм.) При недостающем сечении 1-го провода вероятна намотка в два. При использовании дюралевого провода его сечение нужно прирастить в 1,6 – 1,7 раза. Можно ли уменьшить сечение провода сетевой обмотки? Да, можно. Но при этом С.А. растеряет требуемый запас мощности, будет греться быстрее, ну и рекомендуемое сечение керна S = 45 – 55 см в данном случае будет необоснованно велико. Число витков первичной обмотки W1 определяется из последующего соотношения: W1 = [(30 — 50):S] х U1где 30-50 – неизменный коэффициент; S — сечение керна, см2 , W1 = 240 витков с отводами от 165, 190 и 215 витков, т.е. через каждые 25 витков.
Большее количество отводов сетевой обмотки, как указывает практика, нецелесообразно. И вот почему. За счет уменьшения числа витков первичной обмотки возрастает как мощность С.А. так и Uxx, что приводит к увеличению напряжения горения дуги и ухудшению качества сварки. Как следует, только изменением числа витков первичной обмотки достигнуть перекрытия спектра сварочных токов без ухудшения свойства сварки нельзя. Для этого нужно предусмотреть переключение витков вторичной (сварочной) обмотки W2.
Вторичная обмотка W2 должна содержать 65 — 70 витков медной изолированной шины сечением более 25 мм (лучше сечением 35 мм ). Полностью подойдет и гибкий многожильный провод (например, сварочный) и трехфазный силовой многожильный кабель. Главное, сечение силовой обмотки не должно быть меньше требуемого, а изоляция — теплостойкой и надежной. При недостающем сечении провода вероятна намотка в два и даже в три провода. При использовании дюралевого провода его сечение необходимо увеличить в 1,6 – 1,7 раза.

Рис. 5
Рис. 5. Крепление выводов обмоток СА: 1 — корпус СА; 2 — шайбы; 3 — клеммный болт; 4 — гайка; 5 — медный наконечник с проводом
Трудность приобретения переключателей на большие токи, ну и практика показывают, что более просто выводы сварочной обмотки завести через медные наконечники под клеммные болты диаметром 8 – 10 мм (рис. 5). Медные наконечники изготавливают из медных трубок подходящего поперечника длиной 25 – 30 мм и укрепляют на проводах опрессовкой и, лучше, пропайкой. Особо остановимся на порядке намотки обмоток. Общие правила:
1.Намотка должна выполняться по изолированному керну и всегда в одном направлении (к примеру, по часовой стрелке).
2.Каждый слой обмотки изолируют слоем х.б. изоляции (стеклоткани, электрокартона, кальки), лучше с пропиткой бакелитовым лаком.
3.Выводы обмоток залуживают, маркируют, закрепляют х.б. тесьмой, на выводы сетевой обмотки дополнительно надевают х.б. кембрик.
4.В случае колебаний в качестве изоляции намотку можно проводить с использованием х/б шнура вроде бы в два провода (создатель использовал х.б. нить для рыболовства). После намотки 1-го слоя обмотку с х.б. нитью фиксируют клеем, лаком и т.д. и после высыхания наматывают последующий ряд.
Разсмотрим порядок расположения обмоток на магнитопроводе стержневого типа. Сетевую обмотку можно расположить 2-мя основными методами. Первый метод позволяет получить более «жесткий» режим сварки. Сетевая обмотка в данном случае состоит из 2-ух одинаковых обмоток W1W2 расположенных на различных сторонах сердечника, соединенных поочередно и имеющих одинаковое сечение проводов. Для регулировки выходного тока на каждой из обмоток изготовлены отводы, которые попарно замыкаются (рис. 6а,в).
2-ой метод предусматривает намотку первичной (сетевой) обмотки на одной из сторон сердечника (рис. 6 в,г). В этом случае сварочный аппарат обладает крутопадающей характеристикой, варит «мягко», длина дуги меньше оказывает влияние на величину сварочного тока, а как следует, и на качество сварки. После намотки первичной обмотки СА нужно проверить на наличие короткозамкнутых витков и корректность выбранного числа витков. Сварочный трансформатор включают в сеть через плавкий предохранитель (4 – 6А). Если предохранитель сгорает либо очень нагревается — это очевидный признак короткозамкнутого витка. Как следует, первичную обмотку придется перемотать, обратив повышенное внимание на качество изоляции.

Рис. 6
Рис. 6. Методы намотки обмоток СА на сердечнике стержневого типа: а – сетевая обмотка на 2-ух сторонах сердечника; б — соответствующая ей вторичная (сварочная) обмотка, включенная встречно-параллельно; в — сетевая обмотка на одной стороне сердечника; г — соответственная ей вторичная обмотка, включенная поочередно
Если сварочный аппарат очень гудит, а потребляемый ток превосходит 2 – 3 А, то это значит, что число первичной обмотки занижено и нужно подмотать еще некое количество витков. Исправный СА потребляет ток холостого хода менее 1 – 1,5 А, не нагревается и гудит не громко. Вторичную обмотку СА всегда наматывают на 2-ух сторонах сердечника. Для первого метода намотки вторичная обмотка также состоит из 2-ух схожих половин, включенных для увеличения устойчивости горения дуги (рис. 6) встречно-параллельно, а сечение провода можно взять несколько меньше — 15 – 20 мм2 .
Для второго метода намотки основная сварочная обмотка W21 наматывается на свободной от обмоток стороне сердечника и составляет 60 — 65% от общего числа витков вторичной обмотки. Она служит в главном для поджига дуги, а во время сварки, за счет резкого роста магнитного потока рассеивания, напряжение на ней падает на 80 — 90%. Дополнительная сварочная обмотка W22 наматывается поверх первичной. Являясь силовой, она поддерживает в требуемых границах напряжение сварки, а как следует, и сварочный ток. Напряжение на ней падает в режиме сварки на 20 — 25% относительно напряжения холостого хода. После производства С.А нужно провести его настройку и проверку качества сварки электродами различного диаметра. Процесс опции заключается в последующем. Для измерения сварочного тока и напряжения нужно приобрести два электроизмерительных прибора — амперметр переменного тока на 180 — 200 А и вольтметр переменного тока на 70 – 80в.

Рис. 7
Рис. 7. Методы намотки обмоток СА на сердечнике тороидального типа: 1.2 — равномерная и секционная намотка обмоток соответственно: а — сетевая б — силовая
Рис. 8. Схема подключения измерительных устройств

Рис. 8
Схема их подключения показана на рис. 8. При сварке разными электродами снимают значения тока сварки — Iсв и напряжения сварки Uсв которые должны быть в требуемых границах. Если сварочный ток мал, что бывает в большинстве случаев (электрод липнет, дуга неуравновешенная), то в данном случае или переключением первичной и вторичной обмоток устанавливают требуемые значения, или перераспределяют количество витков вторичной обмотки (без их роста) в сторону роста числа витков, намотанных поверх сетевой обмотки. После сварки можно сделать разлом либо распиливание кромок свариваемых изделий, и сходу станет ясно качество сварки: глубина провара и толщина наплавленного слоя металла. По результатам измерений полезно составить таблицу.
Исходя из данных таблицы, выбирают рациональные режимы сварки для электродов различного поперечника, помня о том, что при сварке электродами, к примеру, поперечником 3 мм, электродами поперечником 2 мм можно резать, т.к. ток резки больше сварочного на 30 — 25%. Трудность покупки измерительных устройств, рекомендованных выше, заставила прибегнуть к изготовлению измерительной схемы (рис. 9) на базе более распространенного миллиамперметра постоянного тока на 1—10 мА. Она состоит из измерителей напряжения и тока, собранных по мостовой схеме.

Рис 9
Рис. 9. Принципная схема измерителей напряжения и тока сварки и конструкция трансформатора тока
Измеритель напряжения подключают к выходной (сварочной) обмотке С.А. Настройку производят при помощи любого тестера, которым держут под контролем выходное напряжение сварки. С помощью переменного сопротивления R.3 стрелку прибора устанавливают на конечное деление шкалы при максимальном значении Uxx Шкала измерителя напряжения довольно линейна. Для большей точности можно снять две — три контрольные точки и проградуировать измерительный прибор на измерение напряжений.
Более трудно настроить измеритель тока, так как он подключается к самостоятельно сделанному трансформатору тока. Последний представляет собой сердечник тороидального типа с 2-мя обмотками. Размеры сердечника (наружный поперечник 35—40 мм) принципиального значения не имеют, главное, чтоб уместились обмотки. Материал сердечника — трансформаторная сталь, пермаллой либо феррит. Вторичная обмотка состоит из 600 — 700 витков медного изолированного провода марки ПЭЛ, ПЭВ, лучше ПЭЛШО поперечником 0,2 – 0,25 мм и подключена к измерителю тока. Первичная обмотка — это силовой провод, проходящий снутри кольца и подключаемый к клемному болту (рис. 9). Настройка измерителя тока заключается в последующем. К силовой (сварочной) обмотке С.А. подключают калиброванное сопротивление из толстой нихромовой проволоки на 1 – 2 сек (очень нагревается) и определяют напряжение на выходе С.А. По закону Ома определяют ток, протекающий в сварочной обмотке. К примеру, при подключении Rн = 0,2ом Uвых = 30в.
Отмечают точку на шкале прибора. 3-х – 4 измерений с различными RH достаточно, чтоб откалибровать измеритель тока. После калибровки приборы устанавливают на корпус С.А, пользуясь общепринятыми советами. При сварке в разных критериях (мощная либо слаботочная сеть, длинный либо короткий подводящий кабель, его сечение и т.д.) переключением обмоток настраивают С.А. на лучший режим сварки, и дальше тумблер можно установить в нейтральное положение. Несколько слов о контактно-точечной сварке. К конструированию С.А. данного типа предъявляется ряд специфичных требований:
1. Мощность, отдаваемая в момент сварки, должна быть наибольшей, но менее 5—5,5 кВт. В данном случае потребляемый из сети ток не превзойдет 25 А.
2. Режим сварки должен быть «жестким», а как следует, намотка обмоток С.А. должна проводиться по первому варианту.
3. Токи, протекающие в сварочной обмотке, добиваются значений 1500—2000 А и выше. Как следует, напряжение сварки должно быть менее 2—2,5в, а напряжение холостого хода — 6—10в.
4. Сечение проводов первичной обмотки более 6—7 мм , а сечение вторичной обмотки более 200 мм Добиваются такового сечения проводов методом намотки 4—6 обмоток и их следующего параллельного соединения.
5. Дополнительных отводов от первичной и вторичной обмоток делать нецелесообразно.
6. Число витков первичной обмотки можно взять мало расчетное в связи с кратковременностью работы С.А.
7. Сечение сердечника (керна) наименее 45—50 см брать не рекомендуется.
8. Сварочные наконечники и подводные кабели к ним должны быть медными и пропускать надлежащие токи (диаметр наконечников 12—14 мм).
Особенный класс любительских С.А. представляют аппараты, сделанные на базе промышленных осветительных и других трансформаторов (2—3 фазных) на выходное напряжение 36 в и мощностью более 2,5—3 кВт. Но до того как браться за переделку, нужно измерить сечение керна которое должно быть более 25 см , и поперечники первичной и вторичной обмоток. Вам сходу станет ясно, чего можно ожидать от переделки данного трансформатора.
И в заключение несколько технологических советов.
Подключение сварочного аппарата к сети должно выполняться проводом сечением 6—7 мм через автомат на ток 25 — 50 А, к примеру АП-50. Диаметр электрода зависимо от толщины свариваемого металла можно избрать исходя из последующего соотношения: da= (1—1,5)L, где L— толщина свариваемого металла, мм. Длина дуги выбирается зависимо от поперечника электрода и в среднем равна 0,5—1,1 d3. Рекомендуется делать сварку короткой дугой 2—3 мм, напряжение которой равно 18—24 В. Повышение длины дуги приводит к нарушению стабильности ее горения, увеличению утрат на угар и разбрызгиванию, понижению глубины проплавления основного металла. Чем длиннее дуга, тем выше напряжение сварки. Скорость сварки выбирает сварщик зависимо от марки и толщины металла.
При сварке на прямой полярности плюс (анод) подсоединяют к детали и минус (катод) — к электроду. Если необходимо, чтоб на детали выделялось наименьшее количество тепла, к примеру при сварке тонколистовых конструкций, применяют сварку на оборотной полярности (рис. 1). В этом случае минус (катод) присоединяют к свариваемой детали, а плюс (анод) — к электроду. При всем этом не только лишь обеспечивается наименьший нагрев свариваемой детали, но и ускоряется процесс расплавления электродного металла за счет более высокой температуры анодной зоны и большего подвода тепла. Сварочные провода присоединяют к СА через медные наконечники под клеммные болты с внешней стороны корпуса сварочного аппарата. Плохие контактные соединения понижают мощностные свойства СА, усугубляют качество сварки и могут вызвать их перегрев и даже возгорание проводов. При маленький длине сварочных проводов (4—6 м) сечение их должно быть более 25 мм. При выполнении сварочных работ необходимо соблюдать правила пожарной и электробезопасности при работе с электроприборами. Сварочные работы следует вести в специальной маске с защитным стеклом марки С5 (на токи до 150—160 А) и рукавицах. Все переключения СА выполнять только после отключения сварочного аппарата от сети.
elektrica.info
Сварочный трансформатор своими руками: схема (фото и видео)
В настоящий момент существует несколько модификаций разнообразных сварочных аппаратов. Сварочные трансформаторы своими руками можно изготовить достаточно легко при наличии определенных навыков.

Схема намотки сварочного трансформатора.
Наиболее популярными являются сварки трансформаторные, предназначенные для проведения контактного и дугового сваривания металлических конструкций. Популярность этого типа трансформаторов для сварки обусловлена несколькими причинами:
- простота и надежность устройства;
- наличие широкого диапазона использования этого типа аппаратуры;
- наличие высокой мобильности.
Помимо перечисленных преимуществ, использование этого типа аппаратов имеет целый ряд недостатков, основными среди них считаются следующие:
- низкий КПД трансформаторного аппарата;
- высокая зависимость качества шва от наличия навыков работы сварщиком.
Для установки можно изготовить трансформатор собственными руками. Устройство представляет собой агрегат, повышающий силу тока с одновременным понижением его напряжения.
Технология изготовления трансформатора для сварочного аппарата
Разработаны разнообразные схемы сварочного трансформатора. Наибольшую популярность приобрел агрегат, оснащенный П-образной конфигурацией магнитного сердечника. При наличии П-образного магнитного сердечника намотка проволоки первичной и вторичной обмоток осуществляется достаточно просто. П-образные устройства легко подвергаются разборке при необходимости проведения ремонта. Для создания сварочного аппарата требуется знать принцип работы сварочного трансформатора.

Конструкция сварочного трансформатора.
Для того чтобы эксплуатировать аппарат в бытовых нуждах, требуется поставить такие катушки на сердечник, которые бы позволили сваривать металлические заготовки электродами, имеющими диаметр 3-4 мм. При создании агрегата требуется провести расчет сварочного трансформатора. При изготовлении агрегата для сварочного устройства нужно набрать магнитный сердечник. При сборке сердечника следует помнить, что поперечное сечение должно составлять минимум 25-35 см². Расчет сварочного трансформатора, в частности, необходимой площади поперечного сечения, проводят по формуле S=a*b, см².
После проведения расчета и изготовления сердечника выбирается провод для изготовления обмоток. При выборе электропроводника особое внимание уделяется его сечению и общей длине. Для изготовления катушки первичной обмотки лучше всего применять специальный обмоточный термостойкий провод, изготовленный из меди, покрытый х/б или стеклотканевым изоляционным материалом. Желательно, чтобы медный провод имел квадратное или прямоугольное сечение.
При наличии провода требуемого сечения и отсутствии требуемого изоляционного материала его можно изготовить собственными руками. Для этой цели готовится несколько узких полосок из х/б материала или стеклотканевых. Ширина полоски должна составлять 2 см. После изготовления полосок изоляционного материала им осуществляется обмотка медного провода. Обмотанный провод пропитывается электротехническим лаком.
Для того чтобы сварочный аппарат мог хорошо осуществлять сваривание металлических заготовок, нужно обеспечить нормальный уровень напряжения переменного тока без нагрузки. На холостом ходу этот параметр должен быть равен 60-65 В. При проведении сварочных работ напряжение должно быть в пределах 18-24 В в зависимости от диаметра электрода.
Вернуться к оглавлению
Особенности проведения расчета параметров трансформатора для сварочного устройства
Изготовление самодельного сварочного трансформатора требуется начинать с проведения расчета всех технических параметров.

Трёхфазный стержневой трансформатор.
При подготовке к изготовлению трансформатора требуется рассчитать несколько технических параметров оборудования, от которых полностью зависит нормальная работа сварочной установки. Основными параметрами, требующими проведения расчетов, являются следующие:
- площадь поперечного сечения сердечника;
- площадь сечения провода первичной обмотки;
- площадь поперечного сечения провода вторичной обмотки.
При осуществлении расчетов в обязательном порядке требуется учитывать максимальную мощность, которую будет иметь сварочный агрегат. Например, при потребляемой мощности в 5 кВТ площадь поперечного сечения провода первичной обмотки должна составлять около 5 мм². При изготовлении обмотки лучшим вариантом будет, если площадь поперечного сечения составит 6-7 мм². При указанных параметрах потребляемой мощности первичной обмотки и поперечном ее сечении вторичная обмотка должна иметь поперечное сечение в 30 мм² (без учета изоляционного материала).
Перед проведением намотки катушек на сердечник требуется рассчитать не только количество витков, но и длину провода. Первичная обмотка должна иметь напряжение, которое является более низким, нежели в бытовой сети. Для того чтобы понизить напряжение на соответствующее значение, требуется рассчитать количество витков на 1 вольт напряжения для этой цели. Используется формула n=48/Sм, где Sм — площадь сечения сердечника, выраженная в квадратных сантиметрах.
При хорошем, качественном магнитопроводе n=0,9-1. Исходя из этого, общее количество витков катушки определяется в соответствии с формулой W1=U1/n, следовательно, при оптимальных показателях магнитопровода получается около 200-300 витков, в зависимости от поперечного сечения магнитопровода. В зависимости от количества витков выбирается длина медного провода. Показатели вторичной обмотки рассчитываются аналогичным образом.
Вернуться к оглавлению
Осуществление намотки катушек на магнитопроводы
Завершив расчет параметров и подготовив материалы для изготовления трансформатора, можно приступать к наматыванию катушек. Перед намоткой катушек требуется изготовить каркас для наматывания проводника. Этот каркас должен соответствовать параметрам магнитопровода. Размер каркаса должен быть таким, который можно было бы легко надеть на сердечник, изготовленный из текстолита. Намотка катушек осуществляется следующим образом: сначала делается намотка половины первичной обмотки, после чего проводится намотка половины провода вторичной обмотки. Между слоями проводника прокладывается электротехнический картон, стеклоткань или бумага, имеющая спецпропитку. Это требуется для того, чтобы обеспечить более качественную изоляцию.

Схема работы сварочного трансформатора.
Проводя изготовление трансформатора своими руками, требуется учитывать, что проводимые расчеты являются приблизительными. Как показывает практика, расчетные показатели способны сильно отличаться от настоящих показателей. По этой причине требуется при изготовлении агрегата использовать материалы с небольшим запасом. Значительные различия между расчетными и реальными показателями приводят к тому, что после изготовления агрегата требуется проводить его настройку.
После изготовления трансформатора его требуется включить и замерить напряжение на вторичной обмотке. Этот показатель должен составлять 65 В. В случае отклонения от этого значения требуется провести доматывание или сматывание проводника катушки.
Желательно при изготовлении катушки первичной обмотки предусмотреть несколько различных ответвлений для подключения различного входного напряжения. Это позволит работать при различных параметрах входного напряжения, что является особо актуальным для сельской местности, в которой колебания напряжения в бытовой сети являются обычным явлением.
В случае если при проверке работоспособности выясняется, что при расчетах неверно определена магнитная проницаемость, то потребуется либо провести перемотку обмотки, либо переключить клеммы на большее количество витков катушки. Определить мощность трансформатора на холостом ходу можно при помощи подсчетов количества оборотов диска счетчика электроэнергии за единицу времени. После проведения всех настроек лишние витки обмотки можно удалить путем перекусывания провода.
В случае отсутствия проводника требуемого сечения можно наматывать на катушку два провода в параллельном направлении, имеющие меньшее поперечное сечение.
expertsvarki.ru
Самодельный сварочный трансформатор своими руками:расчет,методика
Для сварки металлических деталей используется электродуговая сварка, для которой применяется трансформатор. Он считается очень простым изделием, что обеспечивает надежную работу оборудования и создает условия для стабильной эксплуатации. Но это же простота создает условия про которых можно относительно легко сделать сварочный трансформатор своими руками. Естественно, что в некоторых параметрах он будет уступать серийным, но для тех целей, для которых он предназначен, будет вполне нормально использоваться. Данная техника предназначается для понижение сетевого напряжения, которое составляет 220 или 380 В, до того, которое требуется сварочному аппарату для проведения всех процедур. Самодельный сварочный трансформатор вполне может справиться с данной задачей, если подобрать правильные характеристики. При создании ориентируются на уже готовые модели, делая своеобразную копию, или же стараются рассчитать все по определенным параметрам, которых можно добиться из имеющихся материалов. Несмотря на простоту конструкции, все процедуры по созданию нужно выполнять предельно тщательно и четко, чтобы в итоге получился работоспособный результат.

Трансформатор для сварки своими руками
Какими характеристиками должен обладать трансформатор 
Когда создается сварочный трансформатор своими руками, то он должен соответствовать определенным стандартам, которые будут способствовать его лучшей эксплуатации. В первую очередь, следует подобрать, какое напряжение холостого хода должно быть у техники. Зачастую оно составляет 50-60 В. С учетом того, что самодельные трансформаторы делаются очень мощными, этот параметр должен составлять 50 В. Далее стоит обратить внимание на мощность, так как от нее зависит, какие сварочные электроды можно будет использовать. Для бытовых целей зачастую достаточно 3-4 мм, поэтому можно остановиться на этом параметре. Стоит позаботиться о низком весе техники, так как слишком габаритное изделие будет неудобно использовать. Желательно, чтобы регулировка параметров проводилась плавно, чтобы можно было подбирать четкие параметры. Для этого нужно подбирать максимальное простые принципы действия для техники. Материал должен иметь достаточный запас токопроводимости, чтобы детали не портились преждевременно.

Сварочный трансформатор
Что понадобится перед работой
Как правило, изготовление сварочного трансформатора происходит при помощи подручных материалов, некоторые из которых берутся из старых изделий, или же просто являются удачными аналогами и заменителями. Не все варианты требуют точного соблюдения указанному ниже списку, кроме тех, которые относятся к принципиально важным рабочим узлам. Основной список материалов выглядит так:
- Сердечник – его материал подбирается согласно тем параметрам, которых требуется добиться от трансформатора, но можно воспользоваться и готовыми вариантами, которые имеются в старых телевизорах;
- Лакоткань – данный материал нужен для катушки, на которую он наматывается в два слоя на одном из этапов ее изготовления;
- Толстый картон – толстые листы используют для лучшей устойчивости, так как из него делается каркас изделия, на который потом будут крепиться все остальные элементы;
- Деревянные бруски и доски — в дереве сверлится отверстие, сквозь которое потом продевают намоточный прут, а сами бруски или доски надеваются на катушку, как основной элемент конструкции;
- Металлические пластины магнитопровода — которые должны иметь различную длину, но при этом одинаковую толщину и высоту, что делает это самой проблемной деталью;
- Стальной прут – служит для фиксации катушки;
- Пила – для распиливания и прочих подготовительных процедур с расходными материалами;
- Проволока – служит для намотки витков на катушку;
- Клей – для склеивания других элементов, которые невозможно было зафиксировать иначе.
Особенности самодельных трансформаторов
У многих зарождается идея как сделать сварочный трансформатор своими руками, но все понимают, что он будет отличаться от заводских, причем не в лучшую сторону. Тем не менее, у него есть ряд определенных особенностей, которые выделяют его на фоне всех остальных вариантов. В первую очередь параметры техники могут быть совершенно разнообразными и не придерживаться четких параметров. Здесь же может возникнуть большая погрешность, которая выявляется уже во время процесса эксплуатации. Дело в том, что регулятор напряжения для сварочного аппарата своими руками далеко не всегда удается сделать также качественно, как в заводском исполнении, не говоря уже о получении точных значений при повороте ручки.

Сварочный трансформатор своими руками
Сварочный трансформатор своими руками постоянного тока оказывается намного более дешевым, в чем и состоит его преимущество. Но здесь же он теряет в надежности, так как в нем отсутствуют системы предохранения, которые есть в заводских моделях. Здесь самостоятельно уже приходится следить за тем, в каких режимах находится техника. Для промышленных целей такие трансформаторы не используются, но дома они могут стать отличной заменой. Самостоятельно можно создать технику с любыми требуемыми параметрами, даже узконаправленную, если правильно сделать расчеты.
«Обратите внимание!»
Очень важно ориентироваться на уже готовые заводские варианты использования материалов и соотношения параметров, чтобы итог получился максимально качественным. В данном же плане могут пригодиться и готовые варианты, которые сделаны другими людьми.»
При вводе в эксплуатацию самодельного трансформатора, следует предварительно проверить все его узлы. Такие вещи более легкие в ремонте и могут обладать куда меньшим весом. Некоторые из них изготавливаются без металлического корпуса, или же на них остается только каркас. Все это зависит от желания человека, также как и наличие дополнительных функций, которые должны присутствовать на технике. Ведь схема сварочного трансформатора своими руками может отличаться от стандартной и в нее может быть добавлено нечто новое.

Трансформатор для сварки своими руками
Методика изготовления
Сварочный трансформатор переменного тока своими руками включает в себя несколько основных ответственных частей, куда относятся катушки первичной и вторичной обмотки, а также магнитопровод. Все эти детали создаются отдельно друг от друга и только в самом конце собираются вместе. Это повышает надежность конструкции, а также позволяет монтировать провода большой толщины. При сборке могут возникать проблемы касательно материала магнитопровода, который требуется собирать из пластин металла одинаковой толщины и ширины, но при этом длинна их должна отличаться. Зачастую их берут со старых трансформаторов, что упрощает процесс создания.
Провода обмоток являются не столько проблемными, так как найти все это можно в любом магазине. Первичная обмотка присоединяется к источнику питания. Вторичная обмотка должна находиться рядом. При этом каждый слой обмотки должен быть заизолирован диэлектриками. Не стоит использовать обмоточные провода в ПВХ обмотке, так как от высокой температуры она может расплавиться, что приведет к короткому замыканию. Для первичной и вторичной обмотки используют провод в стеклотканевой обмотке или какой-либо аналог. На катушку наматывается такое количество витков, которое необходимо согласно полученным расчетам. При этом нужно учитывать и сечение этих проводов.
Особенности проведения расчетов должно учитывать следующие факторы:
- Напряжение первичной обмотки должно соответствовать напряжению, которое будет поступать из сети;
- Напряжение вторичной обмотки должно соответствовать требуемому результату для обеспечения холостого хода;
- Номинальный ток во вторичной обмотке является параметром расчета, который зависит от диаметра используемых электродов;
- Площадь сечения сердечника определяет надежность работы всего изделия, так что минимальные значения параметров должны быть не менее 25 см2;
- Площадь окна определяется согласно качеству магнитного рассеивания, а также удобству намотки;
- Плотность тока обмотки отвечает за электрические потери в трансформаторе и для самодельной техники параметр должен быть, примерно, 2,7 А.
«Обратите внимание!
Для расчета каждого типа трансформатора применяются свои методы.»

Самодельный сварочный трансформатор
При намотке не стоит спешить, так как все должно быть предельно четким. Обороты должны быть близко уложены друг к другу, так чтобы один прижимал другой. Натяжение и угол наклона должны всегда быть одинаковыми. Витки не должны соскальзывать и проваливаться вдоль каркаса. Считать витки нужно внимательно, записывая их количество. Для фиксации можно использовать бельевой зажим. Намотка сварочного трансформатора своими руками требует усидчивости и терпения.
Техника безопасности
Во время самого изготовления каких-либо опасностей, если все проводится с отключенным от сети оборудованием, не может возникнуть. Особое внимание следует уделить первому запуску. Перед ним нужно проверить все соединения и важные узлы, качество изоляции и прочее. При включении следует находиться на безопасном расстоянии и соблюдать правила электробезопасности.
svarkaipayka.ru







