Выполняем сварку труб из нержавеющей стали. Сварка трубы из нержавеющей стали
Сварка нержавеющих труб
Сварка труб из такого материала, как нержавеющая сталь позволяет получить высококачественный шов, причем изделие будет обладать превосходными механическими характеристиками, главным из которых будет хорошая сопротивляемость коррозионным процессам, так как нержавейка совсем не чувствительна к ржавчине.
Технология орбитальной сварки подразумевает не только горячее прессование, но и применение специальных электродов, все работы производятся в аргоновой среде. Кроме того, сами электроды при проведении орбитальной сварки обладают специальным защитным покрытием из легирующих составов. Металлическая часть электрода изготавливается из специальных материалов, которые будут обеспечивать высококачественное сварное соединение. По своему химическому составу оно вовсе не будет отличаться от основной трубы.
Особенности сварки нержавейки
Сварка нержавеющих труб обладает определенными отличительными характеристиками, которые напрямую связаны с качествами подобного металла. Прежде всего, нужно принимать во внимание, что трубы, выполненные из нержавейки, значительно хуже проводят через себя тепло по сравнению с обыкновенной высокоуглеродистой или низкоуглеродистой сталью. Это не очень положительный момент, так как высокая температура будет наблюдаться только в районе, где производятся основные работы, причем она отводиться практически не будет.
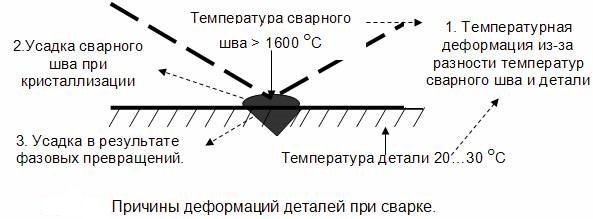
Еще одним из ключевых моментов является достаточно высокий коэффициент линейного типа, соответственно трубопровод будет выдавать очень большую линейную усадку.
Этот момент также сложно отнести к положительным, так как из-за этого качества элементы, сделанные из нержавейки, будут сильно деформироваться, на их поверхности могут появляться трещины. Чтобы минимизировать подобное качество при сварке труб из нержавеющей стали, желательно делать между ними довольно большой зазор, благодаря которому все деформационные моменты будут сводиться практически к нулю.
У нержавеющей стали достаточно высокое сопротивление, что обязательно сказывается в случае, если используют высоколегированные электроды, так как они начнут сильно нагреваться и быстрее расплавляться. Соответственно, качество сварного соединения будет значительно ниже. Если человек все же решил использовать данный расходный материал, что лучше всего брать электроды наименьшей длины.
Подготовка к проведению работ
Перед тем как сваривать нержавеющие элементы, их следует правильно подготовить к проведению работ. Основные моменты здесь заключаются в следующем:
- Все кромки тщательно зачищают при помощи напильника, шлифовальной бумаги или болгарки.
- Кромки также обрабатывают ацетоном, чтобы убрать все жирные налеты. Кроме того, данный раствор позволяет обеспечить стабильность электрической дуги, а сварное соединение будет иметь еще более высокое качество.
- Располагая заготовки относительно друг друга, необходимо помнить об увеличенном зазоре, который не допустит деформации конечной детали.
Как правильно производить работы?
Работы, касающиеся соединения тонкостенных труб, изготовленных из нержавеющей стали, следует производить по определенной технологии. Только в этом случае удастся сформировать надежный и долговечный сварной шов, чтобы конструкция получилась не только качественной, но и приобрела при этом весьма привлекательный внешний вид.
Сварка в аргоновой среде производится при помощи специального электрода неплавящегося типа. Он производится из вольфрама, а все работы ведутся как на постоянном, так и на переменном токе. Следует помнить, что полярность устанавливают прямую.
Электрод закрепляется в специальной горелке, оснащенной соплом, по которому и будет подаваться аргон. Сварное соединение будет получаться за счет наплавления на заготовки присадочной проволоки, которая может подаваться к участку проведения работ как в ручном, так и в автоматическом режиме. Перемещать горелку придется вручную.
electrod.biz
Инструкция по сварке нержавеющих труб своими руками: особенности процесса
Нержавеющая сталь – отличный материал, не только по внутренним качествам, но и по внешним. Именно это обеспечило ему такую высокую популярность. Да, нержавейка стоит дороже, однако, с учетом ее характеристик, стоимость не является преградой на пути широко использования, например, нержавеющих труб, о которых снято так много видео.

Нержавеющие трубы
Такие изделия очень часто приходится соединять между собой, и для этого чаще всего применяется сварка. От качества ее исполнения будут зависеть эксплуатационные свойства изделий. И тут нужно понимать, если выполнять сварку своими руками, что соединение нержавеющих труб отличается от соединения изделий из стали углеродистого типа.
Отличия касаются невысокой теплопроводности (на 70 процентов ниже), низкой температуры плавления (на 100 градусов ниже) и высокого электросопротивления (примерно в 6 раз больше).
Из всех возможных способов сварки для выполнения соединения труб из нержавеющей стали используются такие:
- Лазерная;
- Точечная;
- Импульсная дуговая. Происходит в среде инертного газа плавящимся электродом;
- Электродуговая. При толщине стенок более 1 см выполняется под флюсом;
- Плазменная. Толщина металла не имеет значения;
- Ручная дуговая. Толщина изделия может начинаться с 1,5 мм. Для сварки нержавеющей стали используется вольфрамовый электрод в инертном газе.
Любая из представленных технологий позволяет получить качественное соединение. Однако выбор зависит от условий применения, вида изделий и так далее.

Технология сварки нержавеющей труб
Технология и особенности
Как и при сварке углеродистых сталей, нержавеющие также нужно подготавливать, механически обрабатывая кромки. Можно использовать газофлюсовую резку или сжатую дугу. Также кромки необходимо обезжирить.
Учитывая зачастую необходимость получения качественного «товарного» шва, область основного металла возле шва следует закрыть защитным покрытием. А иначе брызги расплавленного металла попадут на поверхность.
Каждый способ плавлением может применяться для соединения таких деталей, однако имеет определенные особенности, как уже отмечалось выше.
Ручная дуговая сварка
Ручная дуговая сварка подразумевает создание нужного химсостава металла шва. Поэтому покрытие электрода может корректироваться (его состав), чтобы получить нужное количество феррита в шве. А это предупредить образование горячих трещин, а также достигается высокая коррозийная стойкость.
Еще следует применять специальную технику для снижения угара легирующих элементов. Например, поддержка короткой дуги, не выполняя поперечные колебания электрода.
Из-за состава покрытия электрода ток должен быть постоянным обратной полярности. В противоположном случае получим неустойчивость дуги. Сила тока в вертикальном и потолочном положениях уменьшается на 30 процентов, она напрямую зависит от выбранного диаметра электрода, умноженного на коэффициент.
Сварку лучше выполнять с минимальным плавлением основного металла и образованием валиков небольшого сечения. Перед процессом электроды лучше прокалить, чтобы снизить вероятность появления пор из-за присутствия водорода.
Сварка под флюсом
Сварка под флюсом успешно применяется для соединения нержавеющих труб с толщиной стенки от 3 до 50 мм. Характеризуется более стабильными свойствами и составом металла в шве. При этом улучшается коррозионная стойкость, поскольку наблюдается плавный переход к основному металлу и формирование мелкой чешуйчатости на поверхности шва.

Шов
Разделка кромок нужна только при толщине стенок более 1,2 см, что снижает трудоемкость процесса, в отличие от ручной дуговой, когда кромки нужно подготавливать уже при толщине в 4 мм.
Однако при таком способе сложнее удержать ферритную фазу в металле шва. Валики также выполняются малого сечения проволокой диаметром около 3 мм, а вылет электрода следует уменьшить вдвое от стандартных значений.
Флюсы перед сваркой следует прокалить, чтобы уменьшить угар легирующих элементов. После процесса остатки флюса и шлака должны быть удалены.
В углекислом газе
Сварка в углекислом газе характеризуется повышенным разбрызгиванием металла, формированием пленок оксидов сверху швов. Это влияет на коррозионную стойкость. Поэтому на основной металл наносятся эмульсии.
Процесс выполняется полуавтоматами и автоматами в любом пространственном положении.
В инертных газах
Сварка в инертных газах характеризуется стабильной дугой и снижением угара легирующих элементов. Процесс может выполняться плавящимся или неплавящимся электродом на постоянном токе прямой полярности.

Сварка аргоном
Плазменная
Плазменная сварка демонстрирует возможность создания плазменных струй разного сечения, малый расход газа. Применяется для соединения труб с небольшой толщиной стенок.
Как же поступить?
Важен не столько способ, который применяется для соединения изделий из нержавеющей стали, сколько качество исполнения шва, соответствует ли оно высоким требованиям. Ведь от этого зависит прочность и долговечность всей конструкции, ее герметичность и эстетический вид.
trubygid.ru
Технология сварки трубопроводов из легированной стали
Стыки трубопроводов из легированных сталей выполняются автоматической сваркой под флюсом и в среде защитного газа, ручной и газовой сваркой. В отдельных случаях применяют стыковую контактную сварку оплавлением. Наибольшее распространение получила автоматическая и ручная сварка неплавящимся электродом в среде аргона. Наиболее рациональные типы соединений и способы подготовки кромок труб из легированных сталей под ручную и автоматическую сварку.
В последние годы все большее применение находит соединение с расплавляемыми вставками. Со вставками сваривают трубы диаметром 40мм и более и толщиной стенки от 3,5мм и выше. Во время сварки расплавляемая вставка полностью сплавляется со стенками трубы и обеспечивает хорошее формирование корня шва. Вставка представляет собой профилированное кольцо из проволоки. При сборке стыка необходимо обеспечить плотное прилегание вставки к внутренним поверхностям кромок свариваемых труб, чтобы зазор в замке кольца не превышал 1,5 мм.
Сварка трубопроводов из легированных сталей допускается при определенной температуре окружающего воздуха; перед прихваткой и сваркой кромки труб из некоторых марок сталей требуют предварительного подогрева с последующей термообработкой сварных стыков.
Трубопроводы из стали 10Г2, работающие при температуре до 70° С, сваривают вручную электродуговым способом в поворотном и неповоротном положениях. Сталь 10Г2 содержит повышенный процент марганца, который способствует сохранению ее вязкости при низких температурах. Ручную дуговую сварку с помощью элетродов ВСН3 на постоянном токе обратной полярности.
Трубопроводы из сталей 12Х5М (Х5М), Х5 и Х5ВФ сваривают ручной дуговой сваркой в поворотном или неповоротном положении, а также автоматической сваркой под флюсом в нижнем положении при вращении труб и деталей.
Трубопроводы из нержавеющих сталей по сравнению с углеродистыми имеют примерно в 2 раза меньшую теплопроводность и в 1,5 раза больший коэффициент теплового расширения. Наименьшее коробление достигается при сварке под флюсом и в защитных газах. Кислотостойкие хромоникелевые аустенитные стали, например 1Х18Н10Т, подвержены весьма опасному виду коррозионного разрушения — межкристаллитной коррозии, т. е. резкому падению ударной вязкости. Нержавеющие стали склонны и к образованию горячих трещин. Горячие трещины наиболее часто встречаются в кратерах, которые следует особенно тщательно заваривать. Нельзя выводить кратер на основной металл.
Сварные соединения труб из хромоникелевых нержавеющих сталей в отдельных случаях подвергают термообработке, например, по следующему режиму: нагрев до 850° С и последующее охлаждение водой.
Ручную дуговую сварку нержавеющих сталей выполняют постоянным током обратной полярности.
www.prosvarky.ru
Сварка нержавеющих труб
Основным технологическим процессом каждого производства изделий из метала, является сварочный процесс. Сварка нержавеющих труб – это процесс более сложный, чем сварка обычной углеродной стали. Физические свойства нержавейки отличаются от стали обычной, что и делает процесс сварки труднее. Правильная технология сварки нержавеющих труб гарантирует высокое качество сварного соединения.
Технология орбитальной сварки
Такой вид сварки являет собой автоматическую сварку труб, во время которой происходит движение электрода и подача защитного газа по заранее настроенной программе без вмешательства людей. Орбитальная сварка нержавеющих труб применяется во время монтажа трубопроводов разной промышленности (пищевой, биотехнологической, фармацевтической и другие) и в том числе для трубопроводов очищенной воды, водных растворов, молочных продуктов и так далее. Согласно с требованиями нормативных международных актов для промышленных хозяйств, орбитальная сварка обязательно нужна тогда, когда трубы вступают в связь с продуктами.
Достоинства орбитальной сварки:
— допустимость применения выносного специального механизма подачи проволоки ПДГО-511 с кассетой, у которой диаметр 300 миллиметров и весом в 15 килограмм;
— размер диаметров свариваемых труб от 406 до 2540 миллиметров, расстояние до стыка до края пояса составляет 51 мм, ширина направляющего пояса будет в 120мм, а рабочая скорость перемещения головки — от 0,2 и до 1,52 м/мин;— проводится программирование со специального программатора;
— температурные показатели сварки от — 30°С до +60°С.
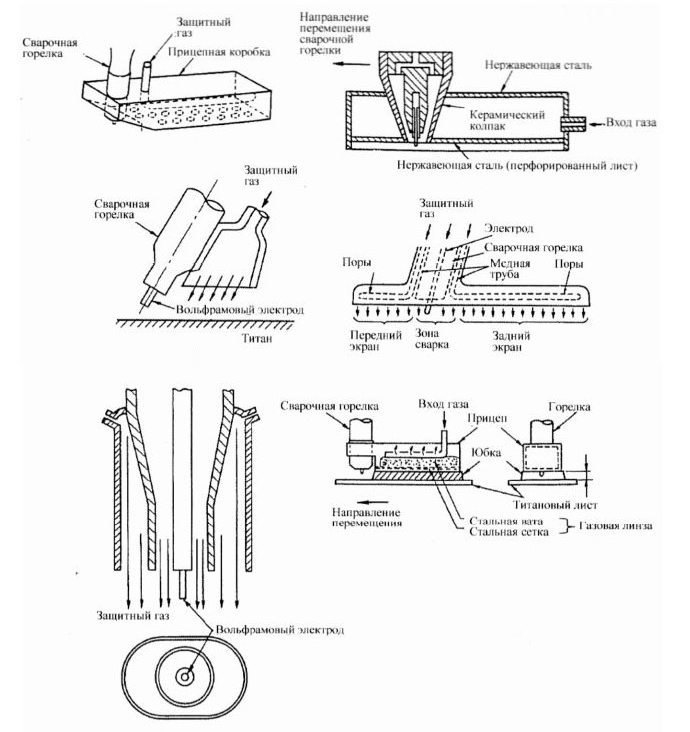
Особенности и применение аргоновой сварки нержавейки
Такой метод работы — это процесс дуговой сварки нержавеющего метала аргоном, который является инертным газом и не состоит в химической реакции с расплавленным металлом и иными газами в области горения трубы. Возможна сварка нержавеющих туб аргоном плавящимися, или же неплавящимися вольфрамовыми электродами.Неплавящийся вольфрамовый электрод — это основа аргоновой сварки. Вольфрам признан самым тугоплавким металлом. По кругу электрода размещается сопло, из которого при сварке дует аргон, защищая место сварки от проникновения воздуха.Сварка нержавеющего метала плавящимся электродом, производится на постоянном токе обратной полярности с использованием режима, обеспечивающим струйный перенос электродного металла. В случаях, когда нужно получить постоянность горения дуги аргоновая сварка нержавеющего металла производится с использованием кислорода или же углекислого газа.
Такая смесь с аргоном влияет на снижение возможного образования пор из-за водорода, возникновение которых может быть во время сварки плавящимся электродом.
Как подготовить металл к сварке
Приготовление кромок деталей из нержавейки, практически не имеет отличий, от подготовки деталей из сталей низкоуглеродистых, кроме одного момента — сварной стык должен иметь зазор для свободной усадки шва.
Перед началом сварочных работ, поверхность кромок очищают стальной щеткой до блеска, а потом промывают растворителем. Такая процедура делается для того, чтобы удалить жир, который вызывает возникновение пор в шве и в итоге снижается устойчивость дуги.
truba-info.ru
Сварка труб из нержавейки
В нашей стране на рынке представлены изделия из нержавейки следующих стран – России, Китая и европейских стран. Ассортимент также достаточно широк: нержавеющие отводы, листы, различные трубы из нержавейки и иная продукция проката, сортового и фасонного.
По спросу следует выделить сварную нержавеющую трубу. Такая труба нержавейка имеет свои стандарты, которые содержат все данные и характеристики указанных в них изделий. В России применяется стандарт ГОСТ 11068-81, на международном рынке — DIN 17457, DIN 17455, DIN 11850.
Для сварки нержавеющей трубы используют следующие типы сварки: HF сварка или ТВЧ, сварка в инертном газе при помощи специального электрода из вольфрама — TIG, в данном виде сварки не используются присадочные материалы.
В большинстве случаев, больше половины, при сварке нержавеющего листа используется второй тип сварки, на втором месте первый тип сварки – токами высокой частоты (ТВЧ), в остальных случаях применяется сварка при помощи лазера.
Выбор типа сварки зависит от той сферы, в которой в последствии будут применяться нержавеющие трубы. В строительстве, в бытовой сфере и при производстве других работ применяется первый вид сварки. В машиностроении применяется помимо HF сварки, еще и лазерная. TIG сварка применяется в тех отраслях, где необходима наиболее высокая степень надежности конструкций и сооружений, например, строительство трубопроводов, монтаж нержавеющих отводов из стали, газовой, химической, нефтегазовой промышленности и некоторых других. Нержавеющие трубы свариваются из листов TIG способом или лазером в фармацевтической и энергетической отраслях и в бумажном производстве.
TIG сварка нержавеющей полосы обеспечивает прочность конструкций в следствии того, что сварочный шов прочный и широкий, а при необходимости легко удаляется. Вместе с тем стоимость труб, сваренных с использованием данного вида, гораздо выше, чем в других случаях, так как она имеет более низкую производительность.
При сварке высокочастотными токами сокращается время, затраченное на работы, так как главным свойством сварки HF является высокая скорость. Она широко используется в строительстве и машиностроении, при укладки кровли из нержавеющего листа, при декорировании в архитектуре. Однако в данном случае трубы нельзя применять при монтаже трубопроводов и в конструкциях, которые могут подвергнуться термическому воздействию.
www.sedmoycanal.com
технические характеристики и требования по ГОСТ 9941 81
Трубы из нержавеющей стали (коррозионно-стойкой стали) широко используются в пищевой, строительной, нефтяной и химической промышленности, а также в электроэнергетике и целлюлозно-бумажном производстве. За счет своей исключительной устойчивости к кислотно-щелочной среде, прочности, долговечности и огнеупорности область использования бесшовных труб из нержавеющей стали очень обширна.
Нержавеющие трубы активно используются в машиностроении, строительстве, в пищевой, фармацевтической, нефтехимической и химической промышленности (для перекачивания коррозионно-активных веществ), при обустройстве трубопроводов разного назначения, в рекламной сфере, а также для изготовления выхлопных труб для автомобилей.
Нержавеющие трубы используются как для наружного устройства трубопровода, так и для внутренней прокладки в помещениях. Основным отличием нержавеющей стали является высокая долговечность, которую по большей части, обеспечивает химический состав нержавейки: хром плюс железо. Это дает возможность металлу быть устойчивым к кислотной коррозии, а соответственно – служить продолжительное время в отдельных предметах и различных конструкциях.
Бесшовные трубы из нержавеющей стали применяются во всевозможных видах хозяйства, а также для передачи химически агрессивных растворов, веществ, или же для водозабора подземных вод.
Нержавеющие трубы можно смело использовать для водопроводов, так как они не подвержены коррозии и довольно удобны для эксплуатации при повседневном контакте с водой, так как не оказывают негативного влияния на качество питьевой воды.
Стандарты ГОСТ
Способ изготовления трубы зависит в первую очередь от того, по какому стандарту ГОСТ она изготовлена. Непосредственно технология изготовления уже неоднократно описывалась, и заострять внимание на ней мы не будем, напомним только самые важные моменты в производстве.
Сварные трубы, стандарты ГОСТ
Трубы из нержавеющей стали: ГОСТ-11068 81 изготавливаются из плоской заготовки. Из заготовки создается бесконечная лента небольшой ширины, которая затем наматывается на вал барабана и по мере надобности передается на линию. Здесь будущее изделие выгибается в цилиндр, края этого цилиндра свариваются одним из нескольких видов сварки:
- Электрической дугой в сфере инертного газа;
- Электронными пучками;
- Высокочастотными токами;
- Плазмой;
- Лазером.
Метод электронными пучками используется очень редко, по причине своей дорогой стоимости: все технологические процессы происходят в вакууме.
Указанный действующий ГОСТ сортамент трубопроката включает изделия из нержавеющей стали 7-103 миллиметра при толщине стен 0,7-5 миллиметров.
Бесшовные трубы, стандарты ГОСТ
Сырье для бесшовных труб — это круглая заготовка, которую получают методом прессовки или литья. Изготовление ГОСТ подразумевает несколько этапов прохождения через вальцы: труба получает требуемую толщину стенок и диаметр, калибруется, затем она разрезается на куски нужного размера.
По температуре, во время которой вальцами обрабатывается исходная заготовка, трубы различают:
- Горячедеформированные;
- Теплодеформированные;
- Холоднодеформированные.
Теплодеформированные и холоднодеформированные трубы нормируются ГОСТ-9941 81, и производятся с наружным диаметром изделий 6-274 миллиметра и толщиной стен в диапазоне 0,3-21 миллиметра.
Для горячедеформированных трубных изделий применяется другой стандарт: они изготавливаются в соответствии с ГОСТ-9940 81. Этим стандартом предусмотрены диаметры трубы 58-326 миллиметров при толщине стен в диапазоне 3,6-31 миллиметра.
Внимание: на практике изготовление трубной продукции не ограничено стандартом ГОСТ. По согласованию с клиентом никто не мешает изготовить, например, трубу большого диаметра или более толстостенную.
Сфера использования
Труба из нержавеющей стали имеет уникальный набор отличительных характеристик:
- Стойкость к агрессивным средам и коррозии;
- Высокая механическая прочность;
- После обработки поверхности изделия — привлекательный внешний вид;
- Высокая температура плавления.
Данными характеристиками и определяются сферы, где будет использоваться нержавеющая труба:
- Трубопроводы в пищевой отрасли, которые контактируют с разными продуктами;
- Системы отопления и водоснабжения;
- Энергетическая промышленность. Здесь необходима жаростойкость и прочность нержавеющего профиля;
- Химическая отрасль с ее крайне агрессивными средами, которые зачастую подаются по трубопроводу при высоких давлениях и повышенных температурах;
- Медицинская отрасль;
- Декорирование строений и интерьеров помещений. Все же стальная нержавеющая шлифованная труба — не только износоустойчивый, но и довольно привлекательный материал;
- Автомобильная промышленность;
- Судостроение;
- Тяжелое машиностроение. Из чего же еще можно изготовить гидравлические цилиндры в том месте, где давления переваливают за тысячи атмосфер и более?
Более подробней рассмотрим некоторые из сфер использования.
Системы отопления и водопроводы
Из нержавеющей стали эти инженерные коммуникации получаются почти вечными.
Перечень преимуществ довольно большой:
- Полированный трубопровод довольно презентабельно смотрится и при аккуратно сделанных резьбовых соединениях трубных элементов может не прятаться под декоративные короба;
- Эрозия трубопровода микрочастицами и взвесями теоретически возможна, но в реальной жизни занимает намного большее время, нежели время эксплуатации любого здания;
- Труба из нержавеющей стали не зарастает, не подвергается коррозии.
Фитинги для трубопровода можно выбирать резьбовые или самые простые. Но по большому счету, чаще всего трубопроводы из нержавейки устанавливаются с помощью сварочного аппарата.
Внимание: при выполнении резьбовых соединений не используйте синтетические герметизирующие нитки и ленты. Намного надежнее и прочнее является проверенный не одним десятком лет дедовский способ: простая льняная подмотка, пропитанная олифой либо краской.
Единственный минус во время использования нержавеющей стальной трубы при сооружении домашнего трубопровода — то, насколько сложно нержавейка обрабатывается. Пробовать нарезать на ней резьбу используя только руки просто бессмысленно; изготовление сгонов и патрубков на фрезерном станке нуждается в наличии особо прочного инструмента.
Относительно недавно в продаже появились нержавеющие гофрированные трубы для трубопроводов, которые используют резьбозажимные фитинги. На сегодняшний день отзывы еще пока не сильно однозначные, поэтому сейчас от их использования, скорей всего, нужно воздержаться.
Нержавейка в пищевой промышленности
Нержавеющая пищевая труба — это, чаще всего, бесшовная труба. Пищевая сфера деятельности может устанавливать и сварные трубные изделия, но только изготовленные сваркой TIG — электродом из вольфрама в среде аргонного газа. Данное ограничение связано с герметичностью соединения и его прочностью.
Помимо этого, в пищевой промышленности применяются только отполированные трубы, при этом, естественно, полируется и внутренняя плоскость. Это вызвано тем, что на идеально гладком изделии бактерии и грибки не размножаются: им здесь просто нет чего покушать. Нет, образно говоря, складок мест, где бы застревают остатки пищи.
На заводах пищевиков основная часть оборудования изготовлена из нержавейки. Естественно, трубопроводы не являются каким-то исключением.
Химическая отрасль
А вот тут на первое место выступают прочность нержавеющей стали и, что самое главное, ее возможность работать с агрессивными веществами. Трубные изделия из стали марки 12х18н10т могут удерживать температуру до 350 градусов по Цельсию в растворах щелочей и кислот!
Естественно, тут мы сможем увидеть только бесшовные нержавеющие трубы: так как подчас недопустима протечка даже нескольких атомов содержимого трубопровода. Да и давления зачастую бывают не малыми.
Энергетическая промышленность
И тут также важна прочность нержавеющей стали и ее стойкость к повышенным температурам. Жаростойкие сплавы нержавейки можно эксплуатировать при температурах в диапазоне до 1100 градусов. Они устанавливаются, например, для создания охладительных контуров атомных реакторов.
Использование в декоративных целях
А в данной сфере востребован только внешний вид нержавеющих труб и их износостойкость. Естественно, здесь используются исключительно трубные изделия с обработанной поверхностью; часто и использование профильного трубопроката.
В частности:
- трубы большого сечения — 50х50 и 60х60 — довольно популярны в качестве крайне надежных, красивых и не теряющих через время своего блеска поручней на спортивных сооружениях и супермаркетах;
- полированные квадратные нержавеющие трубы 10х10, 20х20 и 40х40 можно наблюдать в качестве каркасов для этажерок, стульев и другой мебели;
- овальная шлифованная труба нередко используется для декоративных ограждений и перил.
Из нержавеющей стали часто изготавливают:
- Мебельные ножки и стойки;
- Стеллажи и другое оборудование для торговли;
- Глушители для мотоциклов и автомобилей;
- Каркасы для карнизов и навесов, и так далее.
Медицинская отрасль
Совершенная химическая стабильность нержавеющей стали сделала ее великолепным материалом для различных имплантатов, которые вживляются в тело протезов и другого медицинского оборудования.
Наиболее известные всем и популярные трубные изделия из нержавейки — это привычные медицинские шприцы. Точнее, иглы для них. С точки зрения производства любая игла в руках врача — это тонкая бесшовная нержавеющая труба.
Итак, как видно, нержавеющая труба (ГОСТ-9941 81 и 9940 81) широко применяется для переноса жидкостей с агрессивными веществами на нефтехимических и химических заводах (круглая, не квадратная), в сфере сооружения водных судов и теплоэнергетики, общем и атомном машиностроении, а также в иных сферах деятельности. Труба нержавеющая довольно популярна в самых различных областях, и такая популярность вполне заслужена.
Оцените статью: Поделитесь с друзьями!stanok.guru