Как и чем варить титан? Сварка титана: технология и особенности. Титан чем варят
Kwoman.ru: Как и чем варить титан? Сварка титана: технология и особенности
Титановые детали и конструкции часто находят применение в узкоспециализированных областях, среди которых авиастроение и космическая отрасль. Столь высокое доверие к металлу обуславливается уникальным сочетанием характеристик. При небольшой удельной массе он обладает высокой прочностью, антикоррозийностью и защитными свойствами от химических воздействий. И это далеко не все качества, которыми характеризуется титан. Сварка титана по этим же причинам становится сложной задачей не только для начинающего мастера, но и для профессионалов.
Особенности сварки материала
Физико-химические свойства титана ограничивают использование некоторых высокотехнологичных способов сварки, что заставляет мастеров модифицировать подходящие, но изначально менее производительные методы. Главная сложность в использовании наиболее распространенных способов сварки заключается в повышенной температуре нагрева данного металла. В частности, эффективная работа с ним возможна при режимах термического воздействия порядка 1500-1700 °C. На уровне 500 °C заготовки чаще всего сохраняют базовые прочностные качества. Технологические особенности сварки титана определяются и негативными факторами воздействия на структуру со стороны атмосферного воздуха. В обычном состоянии этот фактор не имеет значения, но в условиях температуры более 400 °C раскаленные зоны будут требовать дополнительной защиты. И это не говоря об основной изоляции непосредственно сварочной ванны. При повышении температуры возникают и сложности другого рода. Так, при достижении 900 °C происходит увеличение зерен и образование крупных пор, что в дальнейшем сказывается на прочностных качествах заготовки.
Общие сведения о способах сварки
Базовыми методами сварочной обработки титана можно назвать дуговой ручной и автоматический способы. Что касается оптимальных сред, то наиболее эффективными считается гелий и аргон. Но важно учитывать, что в первом случае требуется включение в среду некислородного флюса. Также распространен метод электрошлаковой сварки. Его обычно используют в работах с толстыми заготовками, требующими к тому же высокой термической накалки. При грамотной организации неплохой результат обеспечивает и контактная сварка. Данный процесс требует, в частности, устройства сбалансированной защиты газом. Если применять в работе подкладки, то обеспечится высококачественная сварка титана. Технология плавления, например, подразумевает организацию специальной защиты оборотной части заготовки с помощью аргоновых газов. В свою очередь подкладка может обеспечить этой стороне дополнительное предохранение в условиях повышенной температурной нагрузки, об опасностях которой говорилось выше.
Подготовка металла к сварочной операции
Перед операцией титан необходимо соответствующим образом подготовить. В рамках этого этапа выполняется обработка кромок заготовочных элементов, создание защиты противоположных сторон (использование тех же подкладок), а также зачистка прутка присадки. Кроме этого, производится тщательная зачистка наружного слоя заготовки. Его частицы в ходе сварки могут проникнуть в структуру шва, из-за чего он станет хрупким и непригодным к работе в ответственных механических конструкциях. В случаях обработки толстых деталей от 5 см требуется разделка кромок, при которой угол раскроя должен составлять 60°. Если планируется сварка титана и его сплавов, которые до этого подвергались плазменной или газовой резке, то потребуется и зачистка поверхностей швов с ликвидацией слоя толщиной в 3-4 мм. Универсальной мерой уже финальной подготовки перед работой будет устранение внешних загрязнений, масляных пленок и окислов. Для этой процедуры используются мелкозернистые абразивы, напильник и обезжиривание с растворителями. Затем оставшиеся следы зачистки удаляются сухой ветошью.
Ручная дуговая сварка
В процессе задействуется вольфрамовый электрод с подключением источника постоянного тока. Защите подвергается зона вокруг шва, корень шва и ближние затронутые термическим воздействием зоны. Изоляция обеспечивается козырьками, насадками и термически стойкими пористыми материалами, в которые подается газ. Подкладки желательно применять из меди или стали. Если производится обработка трубы, то газ пускается прямо в дуло. Что касается оптимального режима, то для 2-миллиметрового электрода сила тока может составлять порядка 90 А. Это начальный уровень для работы с заготовками толщиной 4-5 мм. Конкретные величины могут изменяться и в зависимости от того, каким образом легировался титан. Сварка титана выполняется на короткой дуге без колебательных манипуляций. Электрод наклоняется противоположно направлению его движения – то есть вперед углом. Резко завершать операцию нельзя. В целях предотвращения образования окислов все защитные приспособления остаются на прежних местах даже после отключения электродов.
Автоматическая сварка
В работе также используется вольфрамовый электрод. Если применяется неплавящаяся разновидность электрода, то подключаемый ток должен иметь направленную полярность. При этом оптимальный размер выходных отверстий горелки составляет 14-15 мм. Техника выполнения в целом соответствует ручному методу, но важно учитывать, что в силу повышенной активности данного металла операции зажигания и гашения при работе с горелкой должны производиться в стороне от места шва. Автоматическая сварка титана аргоном после гашения должна обеспечивать подачу газа еще как минимум 1 мин.
Электрошлаковая сварка
Менее популярный метод, но он может быть эффективнее в работе с отдельными сплавами. Например, при сварке легированного 5-процентного титана с добавками алюминия и олова. В качестве силового источника применяется трехфазовый трансформатор, что свидетельствует о высоких нагрузках в процессе работы. Достаточно отметить силу тока при сварке толстых поковок – в среднем 1500-1600 А. Далее ход операции зависит от того, каким электродом плавится титан. Сварка титана электродом пластинчатого типа с размерами 12х60 мм обеспечивает оптимальное качество шва, который по характеристикам соответствует основной структуре заготовки. В обработке прессованных деталей часто используют такие же электроды, но с диаметром 8 мм. Это решение может показаться оправданным ввиду нетребовательности структуры металла, но прочностные качества шва будут понижены – в среднем 85% от показателя нетронутой структуры.
Контактная сварка
В этом случае многое зависит от скорости работы. Практика показывает, что для крупных заготовок, к примеру, предпочтительным будет режим 2 мм/сек. Увеличение данного показателя приведет к снижению прочности заготовки и положительная функция защитного газа будет минимизирована. Неплохой по качеству результат можно получить, если заранее выполнить более глубокую механическую обработку поверхности заготовки. Благодаря зачистке крупнозернистой наждачной бумагой вкупе с легкой фрезеровкой будет обеспечена стабильная и ровная сварка титана. Отзывы также указывают на достижения хороших результатов при контактной сварке в условиях сбалансированной осадки. Ее следует подбирать из следующего расчета: в среднем на 20% выше, чем при обработке углеродистой стали.
Особенности холодной сварки
Отсутствие термического воздействия, при котором наблюдаются, по сути, разрушительные процессы в структуре титана, делают этот способ почти идеальным, но и тут есть свои нюансы. Холодная сварка производится под высоким давлением, которое деформирует кристаллы структуры, в результате смещая их и образуя общий сплав. Непосредственно сварка производится внахлест с помощью специальных зажимных механизмов. Силовое механическое воздействия также отличает этот способ, что требует более высоких финансовых затрат. Есть и другой недостаток, которым характеризуется холодная сварка. Титан, в конструкции которого есть образованные такой спайкой швы, менее надежен и может задействоваться только в конструкциях, не предполагающих высокие физические нагрузки.
Возможные дефекты при сварке
Одним из самых серьезных дефектов является образование пор. Это газовые примеси в структуре металла, в формировании которых участвовал водород. Исключить этот изъян можно двумя условиями – выполнением качественной всесторонней зачистки перед сваркой и обеспечением эффективной защиты нагретого металла в процессе обработки. Еще одной проблемой может стать появление окислов, которые переходят от места создания шва к цельной структуре. Кстати, от этого недостатка полностью страхует холодная сварка титана. Отзывы самих пользователей свидетельствуют, что предотвратить этот дефект при термической обработке помогает именно долговременное поддержание газовой защиты аргона уже после завершения процесса. Индикатором для снятия защиты станет нормализация температуры шва.
Заключение
Если сравнивать сварку титана с аналогичными операциями над другими металлами, то будет выявлен целый ряд отличий. Прежде всего, они касаются организационного процесса. От исполнителя требуется надлежащим образом подготовить металл, а также позаботиться о приспособлениях, которые защитят основной бесшовный титан. Сварка титана при соблюдении правил термической обработки и выборе оптимального режима для функции электрода с большей вероятностью обеспечит достойный результат по прочности. Собственно, о том, насколько высоко качество образуемого шва, можно судить по его оттенку уже в ходе сварки. Так, серебристый цвет свидетельствует о высокой защите и, следовательно, укреплении структуры шва. Шов с соломенным оттенком менее прочен, но эту ситуацию еще не поздно исправить, скорректировав, например, подачу газа. О том, что в ходе обеспечения защиты были допущены серьезные ошибки, скажет коричневый оттенок.
Источник
kwoman.ru
Сварка титана — studvesna73.ru
Аргонная сварка титана требует соблюдения некоторых технических условий. Рассмотрим эти нюансы!
При сварке титановых изделий, зону соединения рекомендуется надежно защищать от атмосферного воздуха. В защите нуждаются — сварочная ванна и участки металла нагретые свыше 400 градусов.
Титан соприкасаясь с кислородом и азотом при нагреве до высоких температур становится хрупким. Поэтому для защиты зоны сварки от окисления и азотирования на горелку устанавливают специальные приспособления.
Ниже на фото показаны приспособления для защиты вспомогательного газа и подачи аргона в повышенном количестве.

Подготовка материала
Сварка аргоном титана выполняется только после подготовки сварных кромок и присадки. Для наглядности таблица разделки кромок.

Перед работой, нужно провести полировку (зачистку) поверхности изделий стальной щеткой, наждачной бумагой и обезжирить ацетоном, спиртом.
Для удаления оксидной пленки, можно приготовить смесь из 2-4% фтористоводородной кислоты и 30-40% азотной кислоты. Травление производится в течение 30 секунд, температура травления не более 60 градусов.
Сварка титана в среде защитного газа нуждается в присадочных материалах. Которые подразделяются по составу (палладий, ванадий, алюминий) и по содержанию кислорода. Таблица (ниже) с характеристиками присадок из титана и его сплава.

Присадочные прутки и проволока во время сварки в аргоне, не должны выходить за пределы защитного газа. Потому что при соприкосновении с воздухом титановые присадки загрязняются.
Технология сварки титана аргоном
Аргонодуговая сварка титана выполняется на постоянном токе прямой полярности. Электроды используются вольфрамовые. Как варить правильно?
В отдельных случаях аргонодуговая сварка титана нуждается в специальных приспособлениях, в которые поступает инертный газ вытесняя воздух. Эти принадлежности могут быть любой формы и размеров, смотрите схемы вначале статьи.
Также сварка аргоном титана возможна с использованием медных или стальных подкладок. В которых можно вырезать отверстия для подачи газа.
Для соединения труб применяют специальные фартуки с разным закруглением, зависит от диаметра трубы.

Приспособление (фартук) для труб одевается на горелку
Видео: аргонная сварка титана (труб) с фартуком.
При соединении встык или внахлест, толщина металла до 3 мм можно не использовать присадочную проволоку. Просто ставится сопло по диаметру побольше и увеличивается подача аргона.
Чтобы сварка титана в домашней мастерской проходила более качественно и быстрее, посмотрите в таблице основные режимы аргонодугового соединения.

Варить титан необходимо на короткой дуге, без колебательный движений. Подача присадочного прута происходит беспрерывно. Всё познается на практике, методом проб и ошибок.
Подачу газа после гашения дуги для остывания металла рекомендуется ещё продолжать в течение минуты. Это действие предотвратит сварной шов от окисления.
Качественный шов должен получится светлым и серебристым. Если ваше творение имеет черный цвет и синеву, значит шов получил загрязнение кислородом или азотом. В таких случаях, изделие требуется переварить.
Видео: аргонная сварка титана (советы и рекомендации от профи).
P.S. Теперь сварка титана в среде аргона вам по плечу. Смотрите таблицы, видео и дерзайте. Только практика поможет овладеть сварочными премудростями. Удачи!
Высокая прочность и большая коррозионная стойкость, при малом удельном весе, обеспечивают титану и его сплавам все более широкое применение в различных областях человеческой деятельности. В наше время титан используется не только в авиа- и космостроении, химической промышленности и прочих высокотехнологичных отраслях, но и в производстве устройств бытового назначения. Сварка титана — задача, сталкиваться с которой обычному мастеру случается не так уж и редко.
 Сварка титана в специальной камере
Сварка титана в специальной камере
Свариваемость
На свариваемость титана накладывают отпечаток две особенности — высокая химическая активность металла в отношении газов, содержащихся в воздухе (кислорода, азота и водорода) и его повышенная склонность к росту зерна при температуре выше 800-850°C.
При нагреве до температуры 350°С и выше титан активно поглощает кислород, образуя различные окислы с высокими твердостью, прочностью и низкой пластичностью. По мере окисления оксидная пленка меняет окраску от желто-золотистой до темно-фиолетовой, переходящей в белую. Эти цвета в околошовной зоне характеризуют качество защиты титана при сварке.
При температуре выше 500°С титан активно взаимодействует с азотом с образованием нитридов, повышающих твердость и прочность металла, но снижающих его пластичность.
Что касается водорода (водород образуется в результате разложения воды на водород и кислород под воздействием высокой температуры дуги), то под его влиянием, с титаном происходит очень вредное явление, называемое водородным охрупчиванием. Химическая природа этого процесса состоит в образовании в остывающем и холодном металле, содержащем растворенный водород, гидридов титана, повышающих хрупкость металла и вызывающих возникновение в нем трещин. На практике это приводит к тому, что спустя некоторое время после сварки (иногда довольно продолжительное) приваренная деталь, не имевшая, казалось бы, никаких дефектов, просто отваливается — сама по себе или после легкого удара.
Рост зерна, имеющий место при высоких температурах, также отрицательно сказывается на прочности титана. Ему способствует низкая теплопроводность титана, увеличивающая время пребывания шва и околошовного металла в зоне высоких температур. Чтобы снизить рост зерна, сварку необходимо выполнять при минимально возможной погонной энергии.
Кроме всего перечисленного, титан имеет высокую температуру плавления (1660°С), поэтому при сварке требуется мощный, концентрированный источник теплоты.
И все же основная проблема сварки титановых сплавов — это надежная защита металла, нагреваемого выше 300-400°C, от водорода, кислорода и азота, содержащихся в воздухе.
Способы сварки титана
Для сваривания титана и его сплавов могут применяться различные способы сварки. Все способы предполагают защиту зоны сварки от воздуха. Сварка с защитой инертными газами является самой широко применяемой. Способ защиты зависит от конфигурации и размеров свариваемой детали. Это может быть местная защита в виде струи газа, выходящего из сопла горелки, и различных накладок на свариваемую деталь или защита с использованием специальных камер. Последние могут быть локальными (необитаемыми), куда помещаются только деталь, сварочная оснастка и горелка, и обитаемыми. Обитаемые камеры вакуумируются, заполняются аргоном, затем через шлюзы в них входят сварщики в скафандрах.
 Сварка титана в специальной камере
Сварка титана в специальной камере
 Сварка титана в специальной камере
Сварка титана в специальной камере
 Сварка титана в специальной камере
Сварка титана в специальной камере
 Сварка титана в специальной камере
Сварка титана в специальной камере
Диаметр неплавящегося электрода выбирается в зависимости от величины тока сварки с учетом рабочего тока электрода. Расход аргона для защиты зоны сварки 5-8 л/мин, для защиты корня шва — 2 л/мин.
При сварке электрод располагают под углом 70-80° к поверхности детали, присадочный материал — под углом 90-100° к оси электрода. Вылет электрода должен быть 6-8 мм, длина дуги — в пределах 1-2 мм. Для лучшей защиты шва, присадочную проволоку следует вести перед горелкой, а не за ней.
 Положение электрода и присадочной проволоки
Положение электрода и присадочной проволоки
Горелку перемещают равномерно, без поперечных колебаний. Присадочный материал вводится в зону сварки также равномерно и без поперечных движений. Его конец опирается на край сварочной ванны. Во время сварки нельзя выводить нагретый конец прутка из зоны газовой защиты.
Подачу защитного газа прекращают только через 5-10 сек после потемнения шва, когда его температура опустится ниже 400°С.
Во избежание перегрева околошовных участков и роста зерна металла, сварку необходимо выполнять при минимально возможном токе.
Дефекты сварки титана
При соблюдении технологии сварки титана, прочность сварного соединения достигает 80% от прочности основного металла. Дефекты швов могут снизить показатели прочности на 40-60 и более процентов. Наиболее частыми из них являются поры и холодные трещины.
Основная причина образования пор — газовые примеси (главным образом водорода), растворенные в присадочном и основном металле. Чтобы получать беспористые швы, нужно обеспечивать чистоту сварочных материалов и основного металла и выполнять сварку на оптимальных режимах.
Холодные трещины могут возникать сразу после сварки или по истечении какого-то времени — иногда недель и даже месяцев. Основной причиной их возникновения является водородное охрупчивание.
О качестве газовой защиты, осуществленной в процессе сварки, можно судить по внешнему виду шва. Серебристый цвет (1) говорит о хорошей защите и качественном шве, светлый соломенный оттенок (2) свидетельствует о незначительных нарушениях защиты. Прочие цвета — коричневый, голубой, серый с налетом — говорят о плохой защите шва.
 Внешний вид швов после сварки титана
Внешний вид швов после сварки титана
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
В авиации, судостроении, машиностроении и в некоторых других отраслях промышленности для изготовления сложных и ответственных узлов используют такие дорогостоящие материалы, как титан. Он хорош не только своим небольшим весом, но и тем, что данный металл не подвергается коррозионным процессам. Давайте более подробно рассмотрим, что же такое титан. Сварка титана – это довольно интересная тема для разговора, об этом и пойдет речь.

Немного общих сведений
Просто так взять и использовать кусок титана получается редко. Зачастую его предварительно обрабатывают. Стоит понимать, что обычно он подвергается сварке. Но так как данный металл относится к труднообрабатываемым, то специалисты столкнулись с проблемой разрушения материала при температуре от 400 градусов по Цельсию под воздействием водяного пара, кислорода, а также азота. Сам по себе процесс является достаточно сложным, так как необходимо соблюдать большое количество технологических правил, да и не любой вид сварки подходит для обработки данного металла. В любом случае, сегодня научились обрабатывать титан. Сварка титана осуществляется несколькими методами:
В настоящее время популярностью пользуются все методы, но наибольшее распространение получила аргонная сварка по нескольким причинам, о которых мы поговорим немного позже. 
Титан и его сплавы
Данный металл в природе достаточно распространен. Многие говорят о том, что его мало, но это смотря с чем сравнивать. В любом случае, количество титана в земной коре больше, нежели меди или свинца. Это весьма прочный металл. В чистом виде его прочность достигает 337 МПа, а в сплаве порядка 1 250 МПа. Температура плавления титана – 1668 градусов по Цельсию.
При нормальных температурах он устойчив к коррозии и работает в агрессивных средах. Тем не менее при достижении температуры 400 градусов по Цельсию его эксплуатационные свойства резко падают. Он вступает в бурную реакцию с азотом, начинает окисляться кислородом и водяным паром, что сильно ограничивает сферу его применения. Примечательно то, что материал совершенно не склонен к образованию горячих трещин во время сварки, однако его зерно становится крупнее, что ухудшает технические характеристики металла и качество шва. В принципе, мы немного разобрались с тем, что такое титан. Сварка титана – вот, что еще интересно. Давайте об этом и поговорим.
Технологические особенности сварки
В настоящее время нельзя говорить о том, что титан является редкостью в том или ином изделии. С ним работает достаточно много производителей из самых различных отраслей. Но необходимо понимать, что титан – активный химический элемент. Это говорит о том, что использование обычной сварки недопустимо. Обусловлено это тем, что в процессе попадают загрязнения в виде карбидов и нитридов, которые понижают эксплуатационные свойства материала. 
Поэтому основное условие при сварке – полная изоляция от окружающей среды. К таковым относится: кислород, азот, водород и другие. Кроме того, сварочные работы должны производиться на относительно больших скоростях. При длительном нагревании зерна в кристаллической решетке расширяются, что значительно повышает хрупкость. В любом случае, сварка титана, технология которой более подробно будет рассмотрена ниже – сложный и ответственный процесс. Ну а сейчас пойдем дальше.
Сварка аргоном титана
Аргонный вид сварки данного металла наиболее популярен среди специалистов во всем мире. Обусловлено это тем, что тут не используются флюсы и электроды, следовательно, выполняются более тонкие и сложные сварочные работы. Кроме того, аргонный метод получения сварных соединений относится к высококачественным видам сварки. При соблюдении технологии получается шов высокого качества.
Нельзя не сказать и об универсальности аргонной сварки. Она заключается в том, что тут есть возможность обработки как крупногабаритных конструкций, так и деталей небольшого размера. Шов при этом получается одинаково качественный. Кроме того, сварка аргоном титана хороша еще и тем, что можно работать на малом токе, а это позволяет сваривать материал толщиной от 0,5 мм. Аргон позволяет восстанавливать детали, утратившие свои первоначальные объемы.

Сварка титана и его сплавов: технология
Работы должны выполняться квалифицированным специалистом при наличии соответствующего оборудования. Кроме того, данный процесс многоэтапный. Все стадии должны идти в строго установленной последовательности и выполняться согласно нормам.
Первый этап – подготовительный. На этой стадии необходимо зачистить поверхность металла. При этом крайне важно удалить оксидную пленку. Кромки обычно обрабатывают методом газокислородной резки. Деталь или заготовка обрабатывается фтором и кислотой (соляной). При этом должна поддерживаться постоянная температура 60 градусов по Цельсию. Тут крайне важно обеспечить защиту обрабатываемого металла от реакции с атмосферным воздухом как с наружной, так и с тыльной стороны. Для этого подойдут медные или стальные прокладки, которые нужно прикладывать к шву. Помимо прокладок допустимо использование защитных козырьков и специальных насадок.
В процессе сварки
Процесс протекает на постоянном токе. В горелку устанавливается специальный вольфрамовый электрод. Когда металл вступает в контакт с электрической дугой, образуется сварочная ванна. Температура в ней нередко достигает 6 тысяч градусов по Цельсию. 
Под давлением сварочной дуги расплавленный титан несколько оттесняется. Получается так, что горелка горит в углублении. Это можно считать преимуществом, так как значительно улучшается проплавляющая способность. Кроме того, постоянно нагнетается аргон, который обеспечивает надежную защиту от воздействия кислорода, азота и других вредных примесей.
Еще кое-что
Примерно так и обрабатывается титан. Холодная сварка подразумевает использование присадочной проволоки только в том случае, если толщина металла превышает 1,5 мм. Если же толщина достигает 10-15 мм, то сварка выполняется погруженной дугой в один проход. Если работы были выполнены с соблюдением технологии, то шов не потребуется обрабатывать от шлаков. Он будет ровный и качественный. Такие соединения отличаются высокой герметичностью и долговечностью.
 Дуговая и электронно-лучевая сварка
Дуговая и электронно-лучевая сварка
Дуговая сварка под флюсом появилась относительно недавно. Метод основан на изоляции материала от внешней среды специальными флюсами. Флюс представляет собой некую пасту. Чаще всего используют АНТ-А различных модификаций. Особенность способа заключается в том, что удалось добиться лучшей структуры кристаллической решетки, нежели при сварке в инертной среде. Поэтому предпочтительно именно так обрабатывать титан. Сварка титана таким методом не ухудшает эксплуатационные характеристики детали.
Электронно-лучевая сварка имеет большое количество недостатков. Но есть один существенный плюс, который заключается в полной защите металла от внешней среды. Это позволяет получить очень качественную кристаллическую решетку. При этом процесс протекает при большой скорости, что значительно снижает энергоемкость выполняемых работ. Есть еще и электрошлаковая сварка, которая на сегодняшний день не получила должного распространения. Ее особенность заключается в том, что в процессе используются электроды такого же материала, как и свариваемая поверхность.
 Заключение
Заключение
Теперь вы имеете общее представление о том, что такое сварка. Титан, инверторная сварка для которого широко используется, обладает уникальными техническими характеристиками. Именно поэтому его используют там, где не подходит сталь или другие металлы. Но высокая стоимость оборудования для выполнения сварочных работ, энергоемкость процесса, а также многие другие отрицательные факторы не способствуют развитию использования данного металла. Тем не менее некоторые компании постоянно стараются сделать как можно больше для того, чтобы было проще и легче получить качественный шов. К примеру, лидером по продажам присадок является фирма «Эльф филлинг» — «Титан9raquo;. Холодная сварка с помощью данной компании становится не такой сложной и длительной. Конечно, новичок все равно не справится с такой задачей, а вот специалисту будет куда проще выполнить свою работу. В принципе, это все, что можно рассказать о сварке такого металла, как титан.

Зачем нужен крошечный карман на джинсах? Все знают, что есть крошечный карман на джинсах, но мало кто задумывался, зачем он может быть нужен. Интересно, что первоначально он был местом для хр.

15 симптомов рака, которые женщины чаще всего игнорируют Многие признаки рака похожи на симптомы других заболеваний или состояний, поэтому их часто игнорируют. Обращайте внимание на свое тело. Если вы замети.

11 странных признаков, указывающих, что вы хороши в постели Вам тоже хочется верить в то, что вы доставляете своему романтическому партнеру удовольствие в постели? По крайней мере, вы не хотите краснеть и извин.

13 признаков, что у вас самый лучший муж Мужья – это воистину великие люди. Как жаль, что хорошие супруги не растут на деревьях. Если ваша вторая половинка делает эти 13 вещей, то вы можете с.

Что форма носа может сказать о вашей личности? Многие эксперты считают, что, посмотрев на нос, можно многое сказать о личности человека. Поэтому при первой встрече обратите внимание на нос незнаком.

Каково быть девственницей в 30 лет? Каково, интересно, женщинам, которые не занимались сексом практически до достижения среднего возраста.
Содержание
Особенности сварки титана и сплавов на его основе
Сварка титана и титановых сплавов всё чаще применяется в промышленности из-за их физико-химических свойств. Температура плавления титана составляет, по разным данным, 1470-1825°C. Титан способен сохранять высокую прочность до температуры 500°C, а также высокую коррозионную стойкость во многих агрессивных средах.
Основное условие для качественной сварки титана — это необходимость надёжной защиты зоны сварки и обратной стороны шва от вредного воздействия атмосферного воздуха. При этом, защищать нужно не только сварочную ванну, но и те участки металла, температура нагрева которых превышает 400°C. Кроме этого, необходимо обеспечить минимальный по времени нагрев свариваемых кромок.
Дополнительными трудностями при сварке титана являются его склонность к увеличению размера зерна при высоких температурах (выше 880°C) и к образованию пор.
Титановые сплавы склонны к закалке, в зависимости от легирующего элемента. Такие элементы как Cr, Fe, Mn, W, Mo, V, входящие в состав сплава, снижают его пластичность. Так, при температуре 250°C начинается интенсивное поглощение водорода, при 400°C кислорода и при 600°C азота.
Прочность сварного соединения титана и титановых сплавов, в зависимости от марки сплава и способа сварки плавлением составляет 0,6-0,8 прочности основного металла. Сварные соединения из титановых сплавов марок ВТ5, ОТ4, ВТ4 и др. не последующей термической обработке не подвергают. В отдельных случаях допускается выполнять отжиг для снятия напряжений.
Какие способы используют для сварки титана и его сплавов?
Титан и его сплавы свариваются плавлением только дуговой (ручной или автоматической) сваркой. Наибольшее распространение получила сварка в среде аргона или гелия под некислородным флюсом марки АН-11. Для изделий большой толщины применяют электрошлаковую сварку под флюсом марки АН-Т2. Кроме того, титан хорошо сваривается контактной сваркой в среде защитных газов или без неё. При сварке плавлением необходимо обеспечивать газовую защиту оборотной стороны шва в среде аргона. В связи с этим, рекомендуется применять сварку на подкладках или производить сварку встык.
Подготовка титана и его сплавов под сварку
Качество титанового сварного соединения во многом будет зависеть от технологической подготовки сварных кромок и сварной проволоки под сварку. У деталей из титана и титановых сплавов поверхность покрыта оксидно-нитридными плёнками, появляющимися после горячей обработки полуфабрикатов, из которых эти детали изготовлены.
Удалить эту плёнку можно при помощи механической обработки и следующего за ней травления в смеси 350мл соляной кислоты, 50г фторида натрия и 650мл воды. Время травления составляет 5-10мин, температура травления 60°C. Перед сваркой необходимо зачистить металлическими щётками сами сварные кромки, а также участки, на расстоянии 15-20мм от стыка до металлического блеска и обезжирить.
Ручная дуговая сварка титана и титановых сплавов
Технология, техника и режимы сварки
Ручную дуговую сварку титана вольфрамовым электродом выполняют постоянным током прямой полярности. При сварке используют специальные приспособления, с помощью которых обеспечивается защита зоны сварки, околошовной зоны, корня шва, а также остывающих участков шва. Такими приспособлениями могут быть, в частности, удлинённые насадки с отверстиями, защитные козырьки и др.
Защиту корня шва можно обеспечить, если плотно поджать сварные кромки к медной или стальной подкладке. Можно, также, использовать подкладку с отверстиями, или изготовленную из пористого материала и подавать через неё защитный газ. При сварке труб из титана защитный газ пропускают внутрь трубы.
Если толщина свариваемого металла не превышает 3,0мм, то при их сборке допускается зазор от 0,5мм до 1,5мм. В этом случае сварку производят без использования присадочного материала. Если используют присадочный материал, по составу сходный со свариваемым металлом, то диаметр электрода принимается равным толщине основного металла.
Приблизительные режимы для ручной дуговой сварки титана и его сплавов вольфрамовым электродом диаметром 1,5-2мм и присадочной проволокой диаметром 2мм составляют: сила тока 90-100А для сварки металла, толщиной 2мм и 120-140А для металла толщиной 3-4мм. Сварку производят постоянным током прямой полярности, как уже говорилось выше.
Ручную сварку титана проводят без колебательных движений, на короткой дуге. При этом наклон электрода должен быть в противоположную сторону от направления его движения, т.е. сварка выполняется «углом вперёд». Если используется присадочный материал, то рекомендуемый угол между электродом и присадочным прутком составляет 90°. Подача присадочной проволоки осуществляется без перерыва.
 После окончания процесса сварки и гашения электрической дуги, необходимо продолжать подачу защитного газа в течение 0,5-1мин, пока металл не остынет до температуры ниже 400°C. Этот приём помогает предотвратить окисление металла сварного шва и зоны термического влияния. Окисленный шов хорошо различается по цвету. Качественный шов окрашен в светлый, жёлтый или соломенный цвет. Некачественный шов имеет серый или чёрный цвет и наличие синевы в переходной зоне. На рисунке справа показаны неокисленный, качественный шов (сверху) и шов окисленный (снизу).
После окончания процесса сварки и гашения электрической дуги, необходимо продолжать подачу защитного газа в течение 0,5-1мин, пока металл не остынет до температуры ниже 400°C. Этот приём помогает предотвратить окисление металла сварного шва и зоны термического влияния. Окисленный шов хорошо различается по цвету. Качественный шов окрашен в светлый, жёлтый или соломенный цвет. Некачественный шов имеет серый или чёрный цвет и наличие синевы в переходной зоне. На рисунке справа показаны неокисленный, качественный шов (сверху) и шов окисленный (снизу).
Видео: аргонодуговая сварка труб из титана
В представленных ниже коротких видеороликах подробно показан процесс сварки труб из титана в среде аргона с использованием специальных фартуков для защиты зоны сварки:
Автоматическая сварка титана и его сплавов
Автоматическая сварка титана и титановых сплавов выполняется вольфрамовым электродом. Выходные отверстия сварочной горелки должны быть не менее 12-15мм. При сварке неплавящимся электродом рекомендуются постоянный ток прямой полярности.
В связи с высокой активностью титана, зажигание и гашение горелки необходимо производить вне свариваемого изделия — на специальных планках. Также, как и при ручной сварки, после гашения дуги защитный газ необходимо подавать ещё в течение, примерно 1мин, чтобы предотвратить окислении шва и переходной зоны. Рекомендуемые режимы сварки титана для автоматической сварки в защитных газах и автоматической сварки под флюсом представлены в таблицах ниже:
Режимы автоматической аргонодуговой сварки титана
Толщина металла, мм
Электрошлаковая сварка титановых сплавов
На практике широкое распространение получила электрошлаковая сварка титановых сплавов, в частности, сплава ВТ5-1, в состав которого входит титан, легированный до 5% алюминием и до 3% оловом. Изготавливается сплав, преимущественно, прессованием с последующей прокаткой до тонких листов, а также ковкой заготовок крупных сечений.
Технология сварки деталей крупных сечений из сплава ВТ5-1 наиболее сложна, но вполне выполнима электрошлаковой сваркой под флюсом АН-Т2 в среде аргона. Источник переменного тока — трёхфазный трансформатор, должен обладать жёсткой характеристикой.
Для сварки поковок небольшого размера (60х60мм) рекомендуются следующие режимы сварки: сила тока 1600-1800А, напряжение дуги 14-16В. Рекомендуемый зазор между кромками свариваемых поковок составляет 26мм, масса засыпанного флюса 130г и расход аргона 8л/мин.
Такие режимы, при условии использования пластинчатого электрода размером 12х60мм, обеспечивает стабильный процесс и удовлетворительное качество сварного соединения, не уступающего по прочности основному металлу.
При сварке прессованных профилей крупного сечения на таких же режимах электродом толщиной 8мм прочность сварного соединения оказывается несколько ниже (примерно, 80-85% от прочности основного металла) из-за применения пластинчатых электродов из нелегированного сплава ВТ1-1. А применять легированные электродные сплавы не рекомендуется, т.к. они не обеспечивают достаточной пластичности соединения, потому что прессованный металл сильно насыщен газами.
Контактная сварка титана
По опытным данным, впервые проверенным на практике Забурдиным М.К. Захаренко В.Ф. и др. оптимальная скорость оплавления, при сварке больших заготовок, составляет 2-2,5 мм/сек. Более высокая скорость оплавления приводит к снижению прочности, даже при защите аргоном.
Перед сваркой торцы лучше всего фрезеровать или зачищать наждачной бумагой. Из-за склонности титана к перегреву, величина осадки выбирается на 15-20% больше, чем для сварки углеродистых сталей.
Режимы стыковой сварки титана
Ориентировочные режимы стыковой сварки титана при начальной скорости оплавления 0,5мм/сек представлены в таблице ниже:
Площадь свариваемого сечения, мм
Рассмотрим, в чём состоит технология сварки титана аргоном и чем она отличается от остальных видов сварки. Варить титан трудно, главным образом, по той причине, что его для расплавления приходится разогревать до высокой температуры. При этом данный металл становится химически очень активным к газам, содержащимся в составе воздуха. Так, при температуре порядка 400 °C воздух способствует образованию окиси титана в виде плёнки на поверхности детали. Что касается водорода (которого не так уж много в атмосферном воздухе), то от него страдают свойства самого титана. Так что сварка титана требует изоляции его от окружающего воздуха.

Исходные данные и история вопроса
Мало кто знает, что один из самых прочных металлов на Земле — титан — довольно распространён в природе. Его проще найти, чем цинк или медь. Этот тусклый металл сероватого оттенка плавится при 1700 °C, но после нагревания до 400 °C начинает проявлять бурную химическую активность. Его техническая ценность заключается в высокой коррозиостойкости и сравнительно небольшой теплоте при сваривании.

Ещё интереснее особенность кристаллической решётки титана. В зависимости от температуры, он может существовать в альфа или бета фазе. Титан и его сплавы учёные-химики разделили на α, α + β и β группы. Особенность их сварки сильно различается.
Не обойти вопрос о насыщенном альфированном слое, возникающем даже при обычной температуре на поверхности титана. Это растворённый кислород! Плёнка бывает золотистого, фиолетового и даже белого цвета. Ну а взаимодействие с атмосферным азотом приводит к росту прочности, но титан начинает крошиться. Водород же порождает трещины и поры в швах.
Подготовка к сварке
Приступая к сварке титана, нужно зачистить детали стальной щёткой либо наждаком, а также обезжирить их поверхность спиртом или ацетоном. Как правило, на поверхности титановых изделий уже имеется оксидная плёнка. Её следует удалить. Для этого понадобится раствор азотной и фтористой кислоты. Данный процесс ещё называют травлением, длится он всего пол минуты. Важно контролировать, чтобы температура не поднялась выше 60 градусов. Выше мы уже упоминали о присадочных материалах. Добавим палладий и ванадий, а самый доступный их них — алюминий.
Материалом электрода в данном случае является тугоплавкий металл- вольфрам, а вставок — тантал, ниобий и бронза. Здесь свариваются бронза и сталь, тантал и титан; вольфрамовый электрод остаётся не плавящимся; защитой служит аргоновая атмосфера либо другая контролируемая смесь инертных газов.
Как сварить титан
Над данной технической проблемой первым задумался Уильям Джон Арбегаст, инженер из США. Именно он разработал технологию сварки титана и его сплавов в аргоне.
Чем варят титан ?Ознакомимся с дуговой сваркой титана. Её осуществляют в среде, состоящей из смеси двух инертных газов: аргона и гелия. Они и защищают место сварки металла от губительного воздуха, не нанося никакого вреда сами по себе. Блестящая идея! Но реализовать её на практике оказалось непростой задачей… Решили, что смесь будет поступать из сопла горелки, а чтобы увеличить защищённую потоком площадь, применили специальные насадки. А как же быть с противоположной стороной соприкосновения деталей? Чтобы надёжно заварить, тут на помощь пришли планки из меди с желобом для поступления аргона.

А как быть, если конструкция свариваемых деталей сложная? В таком случае не обойтись без специальной камеры с заданной атмосферой (упоминавшаяся выше смесь). Она может быть небольшой, в виде локальной насадки из ткани, для конкретного узла. Либо жёсткой, побольше, из металла, в которые предварительно ставят детали и всю требуемую для сварки оснастку. Но в любом случае сварщик должен хорошо видеть место сварки и свободно выполнять все необходимые манипуляции, что обеспечивают специальные рукавицы и иллюминаторы.

Защитная камера для сварки титана
Наконец, для сварки самых крупных деталей сварочная камера может достигать размеров приличной жилой комнаты, выполненной в металле, герметичной и со шлюзами. Внутри устанавливается всё необходимое, взамен откачанного воздуха пространство заполняется аргоном, а сварщики на время выполнения работ превращаются в космонавтов с настоящими скафандрами!
Технологии сварки титана
Также сварка титана аргоном возможна под флюсами АНТ из фтора электрошлаковым способом или на прокладке из меди. Диаметр электрода составляет здесь 2 — 5 мм, а его вылет — до 22 мм. Благодаря действию флюса качество шва получается ещё выше: в его структуре практически отсутствуют поры. Отдельного рассмотрения заслуживает часто встречающаяся в металлургии сварка титана и стали. Здесь появляются нюансы, диктующие дополнительные жёсткие требования к технологии процесса. Так, образующиеся в сварочном шве фазы типа FeTi являются хрупкими по своей природе.
Сварка титана аргоном со сталью проводится в защитном газе аргоне вольфрамовым электродом или через промежуточные вставки. Комбинированные вставки выполняются из тантала и бронзы. При этом бронза сваривается со сталью аргоно-дуговой сваркой не плавящимися электродом, а тантал с титаном сваривается в камерах с контролируемой атмосферой. Используются также комбинированные вставки из бронзы и ниобия. При этом сварку осуществляет вольфрамовый электрод в камере с контролируемой атмосферой.
В любом случае недопустим перегрев, с ним борются различными способами: электромагнитным и ультразвуковым воздействием, импульсами и колебаниями луча или электрода.
studvesna73.ru
Как сварить титан в домашних условиях — Elfterra.ru
Содержание статьи:
Аргонная сварка титана требует соблюдения некоторых технических условий. Рассмотрим эти нюансы!
При сварке титановых изделий, зону соединения рекомендуется надежно защищать от атмосферного воздуха. В защите нуждаются — сварочная ванна и участки металла нагретые свыше 400 градусов.
Титан соприкасаясь с кислородом и азотом при нагреве до высоких температур становится хрупким. Поэтому для защиты зоны сварки от окисления и азотирования на горелку устанавливают специальные приспособления.
Ниже на фото показаны приспособления для защиты вспомогательного газа и подачи аргона в повышенном количестве.
Сварка аргоном титана выполняется только после подготовки сварных кромок и присадки. Для наглядности таблица разделки кромок.
Перед работой, нужно провести полировку (зачистку) поверхности изделий стальной щеткой, наждачной бумагой и обезжирить ацетоном, спиртом.
Для удаления оксидной пленки, можно приготовить смесь из 2-4% фтористоводородной кислоты и 30-40% азотной кислоты. Травление производится в течение 30 секунд, температура травления не более 60 градусов.
Сварка титана в среде защитного газа нуждается в присадочных материалах. Которые подразделяются по составу (палладий, ванадий, алюминий) и по содержанию кислорода. Таблица (ниже) с характеристиками присадок из титана и его сплава.
Присадочные прутки и проволока во время сварки в аргоне, не должны выходить за пределы защитного газа. Потому что при соприкосновении с воздухом титановые присадки загрязняются.
Технология сварки титана аргоном
Аргонодуговая сварка титана выполняется на постоянном токе прямой полярности. Электроды используются вольфрамовые. Как варить правильно?
В отдельных случаях аргонодуговая сварка титана нуждается в специальных приспособлениях, в которые поступает инертный газ вытесняя воздух. Эти принадлежности могут быть любой формы и размеров, смотрите схемы вначале статьи.
Также сварка аргоном титана возможна с использованием медных или стальных подкладок. В которых можно вырезать отверстия для подачи газа.
Для соединения труб применяют специальные фартуки с разным закруглением, зависит от диаметра трубы.
Приспособление (фартук) для труб одевается на горелку
Видео: аргонная сварка титана (труб) с фартуком.
При соединении встык или внахлест, толщина металла до 3 мм можно не использовать присадочную проволоку. Просто ставится сопло по диаметру побольше и увеличивается подача аргона.
Чтобы сварка титана в домашней мастерской проходила более качественно и быстрее, посмотрите в таблице основные режимы аргонодугового соединения.
Варить титан необходимо на короткой дуге, без колебательный движений. Подача присадочного прута происходит беспрерывно. Всё познается на практике, методом проб и ошибок.
Подачу газа после гашения дуги для остывания металла рекомендуется ещё продолжать в течение минуты. Это действие предотвратит сварной шов от окисления.
Качественный шов должен получится светлым и серебристым. Если ваше творение имеет черный цвет и синеву, значит шов получил загрязнение кислородом или азотом. В таких случаях, изделие требуется переварить.
Видео: аргонная сварка титана (советы и рекомендации от профи).
Сварка титана в специальной камере
При нагреве до температуры 350°С и выше титан активно поглощает кислород, образуя различные окислы с высокими твердостью, прочностью и низкой пластичностью. По мере окисления оксидная пленка меняет окраску от желто-золотистой до темно-фиолетовой, переходящей в белую. Эти цвета в околошовной зоне характеризуют качество защиты титана при сварке.
При температуре выше 500°С титан активно взаимодействует с азотом с образованием нитридов, повышающих твердость и прочность металла, но снижающих его пластичность.
Что касается водорода (водород образуется в результате разложения воды на водород и кислород под воздействием высокой температуры дуги), то под его влиянием, с титаном происходит очень вредное явление, называемое водородным охрупчиванием. Химическая природа этого процесса состоит в образовании в остывающем и холодном металле, содержащем растворенный водород, гидридов титана, повышающих хрупкость металла и вызывающих возникновение в нем трещин. На практике это приводит к тому, что спустя некоторое время после сварки (иногда довольно продолжительное) приваренная деталь, не имевшая, казалось бы, никаких дефектов, просто отваливается — сама по себе или после легкого удара.
Рост зерна, имеющий место при высоких температурах, также отрицательно сказывается на прочности титана. Ему способствует низкая теплопроводность титана, увеличивающая время пребывания шва и околошовного металла в зоне высоких температур. Чтобы снизить рост зерна, сварку необходимо выполнять при минимально возможной погонной энергии.
Кроме всего перечисленного, титан имеет высокую температуру плавления (1660°С), поэтому при сварке требуется мощный, концентрированный источник теплоты.
И все же основная проблема сварки титановых сплавов — это надежная защита металла, нагреваемого выше 300-400°C, от водорода, кислорода и азота, содержащихся в воздухе.
Сварка титана в специальной камере
Сварка титана в специальной камере
Сварка титана в специальной камере
Сварка титана в специальной камере

Сварка титана в специальной камере
В быту применяется практически только один способ — сварка титана неплавящимся электродом (метод TIG) с местной защитой зоны сварки инертным газом и накладками.
Необходимое оборудование и материалы
- сварочный аппарат, поддерживающий режим TIG и оснащенный горелкой;
- баллон с защитным газом — аргоном, гелием или их смесью;
- неплавящиеся вольфрамовые электроды;
- присадочную проволоку.

Необходимое оборудование и материалы для сварки титана
Защитный газ. Высокая химическая активность титана по отношению к газам требует применения инертных газов высокой степени чистоты. В качестве таковых выступают аргон и гелий, имеющие некоторые технологические отличия друг от друга.
Гелий обеспечивает более плавный переход шва от усиления к основному металлу. Он позволяет повысить тепловую мощность дуги и производительность процесса расплавления, что важно при сварке деталей средних и больших толщин.
Аргон дает более узкое и глубокое проплавление основного металла, его расход оказывается в 1,5-2 раза меньше, чем гелия.
Чтобы объединить достоинства газов, иногда используют их смесь.
Электроды. Сваривать титан можно любым вольфрамовым электродом, но не все они обеспечивают одинаково хорошее качество сварного шва и оптимальные характеристики дуги.
Хорошими качествами обладают лантанированные электроды марок ЭВЛ (WL). Добавление оксида лантана увеличивает несущую способность (максимальный ток) электродов примерно на 50% в сравнении с чисто вольфрамовыми. Повышается долговечность электродов и уменьшается загрязнение вольфрамом сварного шва.
Рабочая часть электрода затачивается в конус под углом 30-45°. При увеличении угла заточки снижается глубина проплавления. Нужно иметь в виду, что работоспособность электрода повышается со снижением шероховатости его конуса.

Присадочная проволока. В качестве присадочного материала используются прутки из титана различных марок. Для предохранения металла шва от насыщения водородом, который содержится в присадочных прутках, последние полезно подвергать вакуумному отжигу, в результате которого металл избавляется от водорода.
Подготовка титана к сварке
Если толщина свариваемых заготовок не превышает 3-4 мм, их можно сваривать без разделки кромок. У более толстых деталей выполняется разделка с углом раскрытия равным 60°.
Если свариваемые детали подвергались газовой или плазменной резке, их кромки необходимо срезать механическим способом не менее чем на 3-5 мм. Непосредственно перед сваркой, кромки необходимо очистить от загрязнений, удалить окисную пленку напильником или абразивным кругом и обезжирить ацетоном или иным растворителем. Присадочную проволоку также необходимо очистить от окисей и обезжирить.

Подготовка титана к сварке
Кроме очистки кромок необходимо обеспечить защиту корня шва и поверхность свариваемых деталей с обратной стороны. Это нужно делать даже в том случае, если шов не выходит на противоположную сторону, поскольку титан начинает вступать в реакцию с газами, содержащимися в воздухе, уже при температуре 300-400°C.
Защиту обратной стороны шва производят плотно подгоняемыми съемными стальными или медными подкладками, поддувом аргона в специальные канавки в подкладках или подачей аргона внутрь конструкции (если она имеет трубчатую форму).

Защита титана при сварке
На рисунке ниже изображена система подачи аргона внутрь детали, осуществляемая при сварке рамы велосипеда из титановых трубок.

Защита внутренней стороны трубчатой конструкции из титана
При сваривании толстостенных конструкций, у которых корневой шов не выходит наружу, сварку можно производить без защиты обратной стороны детали при условии ее минимального разогрева. Швы в этом случае должны выполняться короткими (15-20 мм), с перерывами на охлаждение.
Подбор диаметров электрода и присадочной проволоки, а также соответствующего им сварочного тока зависит преимущественно от толщины свариваемого металла. В качестве ориентировочных, можно использовать данные, приведенные в нижеследующей таблице.
Диаметр неплавящегося электрода выбирается в зависимости от величины тока сварки с учетом рабочего тока электрода. Расход аргона для защиты зоны сварки 5-8 л/мин, для защиты корня шва — 2 л/мин.
При сварке электрод располагают под углом 70-80° к поверхности детали, присадочный материал — под углом 90-100° к оси электрода. Вылет электрода должен быть 6-8 мм, длина дуги — в пределах 1-2 мм. Для лучшей защиты шва, присадочную проволоку следует вести перед горелкой, а не за ней.
Положение электрода и присадочной проволоки
Горелку перемещают равномерно, без поперечных колебаний. Присадочный материал вводится в зону сварки также равномерно и без поперечных движений. Его конец опирается на край сварочной ванны. Во время сварки нельзя выводить нагретый конец прутка из зоны газовой защиты.
Подачу защитного газа прекращают только через 5-10 сек после потемнения шва, когда его температура опустится ниже 400°С.
Во избежание перегрева околошовных участков и роста зерна металла, сварку необходимо выполнять при минимально возможном токе.
Основная причина образования пор — газовые примеси (главным образом водорода), растворенные в присадочном и основном металле. Чтобы получать беспористые швы, нужно обеспечивать чистоту сварочных материалов и основного металла и выполнять сварку на оптимальных режимах.
Холодные трещины могут возникать сразу после сварки или по истечении какого-то времени — иногда недель и даже месяцев. Основной причиной их возникновения является водородное охрупчивание.
О качестве газовой защиты, осуществленной в процессе сварки, можно судить по внешнему виду шва. Серебристый цвет (1) говорит о хорошей защите и качественном шве, светлый соломенный оттенок (2) свидетельствует о незначительных нарушениях защиты. Прочие цвета — коричневый, голубой, серый с налетом — говорят о плохой защите шва.
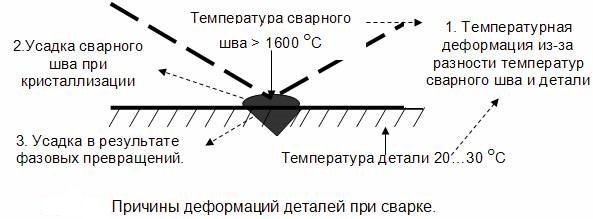
Титановые детали и конструкции часто находят применение в узкоспециализированных областях, среди которых авиастроение и космическая отрасль. Столь высокое доверие к металлу обуславливается уникальным сочетанием характеристик. При небольшой удельной массе он обладает высокой прочностью, антикоррозийностью и защитными свойствами от химических воздействий. И это далеко не все качества, которыми характеризуется титан. Сварка титана по этим же причинам становится сложной задачей не только для начинающего мастера, но и для профессионалов.

Особенности сварки материала
Физико-химические свойства титана ограничивают использование некоторых высокотехнологичных способов сварки, что заставляет мастеров модифицировать подходящие, но изначально менее производительные методы. Главная сложность в использовании наиболее распространенных способов сварки заключается в повышенной температуре нагрева данного металла. В частности, эффективная работа с ним возможна при режимах термического воздействия порядка 1500-1700 °C. На уровне 500 °C заготовки чаще всего сохраняют базовые прочностные качества. Технологические особенности сварки титана определяются и негативными факторами воздействия на структуру со стороны атмосферного воздуха. В обычном состоянии этот фактор не имеет значения, но в условиях температуры более 400 °C раскаленные зоны будут требовать дополнительной защиты. И это не говоря об основной изоляции непосредственно сварочной ванны. При повышении температуры возникают и сложности другого рода. Так, при достижении 900 °C происходит увеличение зерен и образование крупных пор, что в дальнейшем сказывается на прочностных качествах заготовки.
Общие сведения о способах сварки
Базовыми методами сварочной обработки титана можно назвать дуговой ручной и автоматический способы. Что касается оптимальных сред, то наиболее эффективными считается гелий и аргон. Но важно учитывать, что в первом случае требуется включение в среду некислородного флюса. Также распространен метод электрошлаковой сварки. Его обычно используют в работах с толстыми заготовками, требующими к тому же высокой термической накалки. При грамотной организации неплохой результат обеспечивает и контактная сварка. Данный процесс требует, в частности, устройства сбалансированной защиты газом. Если применять в работе подкладки, то обеспечится высококачественная сварка титана. Технология плавления, например, подразумевает организацию специальной защиты оборотной части заготовки с помощью аргоновых газов. В свою очередь подкладка может обеспечить этой стороне дополнительное предохранение в условиях повышенной температурной нагрузки, об опасностях которой говорилось выше.

Подготовка металла к сварочной операции
Перед операцией титан необходимо соответствующим образом подготовить. В рамках этого этапа выполняется обработка кромок заготовочных элементов, создание защиты противоположных сторон (использование тех же подкладок), а также зачистка прутка присадки. Кроме этого, производится тщательная зачистка наружного слоя заготовки. Его частицы в ходе сварки могут проникнуть в структуру шва, из-за чего он станет хрупким и непригодным к работе в ответственных механических конструкциях. В случаях обработки толстых деталей от 5 см требуется разделка кромок, при которой угол раскроя должен составлять 60°. Если планируется сварка титана и его сплавов, которые до этого подвергались плазменной или газовой резке, то потребуется и зачистка поверхностей швов с ликвидацией слоя толщиной в 3-4 мм. Универсальной мерой уже финальной подготовки перед работой будет устранение внешних загрязнений, масляных пленок и окислов. Для этой процедуры используются мелкозернистые абразивы, напильник и обезжиривание с растворителями. Затем оставшиеся следы зачистки удаляются сухой ветошью.

В процессе задействуется вольфрамовый электрод с подключением источника постоянного тока. Защите подвергается зона вокруг шва, корень шва и ближние затронутые термическим воздействием зоны. Изоляция обеспечивается козырьками, насадками и термически стойкими пористыми материалами, в которые подается газ. Подкладки желательно применять из меди или стали. Если производится обработка трубы, то газ пускается прямо в дуло. Что касается оптимального режима, то для 2-миллиметрового электрода сила тока может составлять порядка 90 А. Это начальный уровень для работы с заготовками толщиной 4-5 мм. Конкретные величины могут изменяться и в зависимости от того, каким образом легировался титан. Сварка титана выполняется на короткой дуге без колебательных манипуляций. Электрод наклоняется противоположно направлению его движения – то есть вперед углом. Резко завершать операцию нельзя. В целях предотвращения образования окислов все защитные приспособления остаются на прежних местах даже после отключения электродов.

В работе также используется вольфрамовый электрод. Если применяется неплавящаяся разновидность электрода, то подключаемый ток должен иметь направленную полярность. При этом оптимальный размер выходных отверстий горелки составляет 14-15 мм. Техника выполнения в целом соответствует ручному методу, но важно учитывать, что в силу повышенной активности данного металла операции зажигания и гашения при работе с горелкой должны производиться в стороне от места шва. Автоматическая сварка титана аргоном после гашения должна обеспечивать подачу газа еще как минимум 1 мин.

Менее популярный метод, но он может быть эффективнее в работе с отдельными сплавами. Например, при сварке легированного 5-процентного титана с добавками алюминия и олова. В качестве силового источника применяется трехфазовый трансформатор, что свидетельствует о высоких нагрузках в процессе работы. Достаточно отметить силу тока при сварке толстых поковок – в среднем 1500-1600 А. Далее ход операции зависит от того, каким электродом плавится титан. Сварка титана электродом пластинчатого типа с размерами 12х60 мм обеспечивает оптимальное качество шва, который по характеристикам соответствует основной структуре заготовки. В обработке прессованных деталей часто используют такие же электроды, но с диаметром 8 мм. Это решение может показаться оправданным ввиду нетребовательности структуры металла, но прочностные качества шва будут понижены – в среднем 85% от показателя нетронутой структуры.
В этом случае многое зависит от скорости работы. Практика показывает, что для крупных заготовок, к примеру, предпочтительным будет режим 2 мм/сек. Увеличение данного показателя приведет к снижению прочности заготовки и положительная функция защитного газа будет минимизирована. Неплохой по качеству результат можно получить, если заранее выполнить более глубокую механическую обработку поверхности заготовки. Благодаря зачистке крупнозернистой наждачной бумагой вкупе с легкой фрезеровкой будет обеспечена стабильная и ровная сварка титана. Отзывы также указывают на достижения хороших результатов при контактной сварке в условиях сбалансированной осадки. Ее следует подбирать из следующего расчета: в среднем на 20% выше, чем при обработке углеродистой стали.

Особенности холодной сварки
Отсутствие термического воздействия, при котором наблюдаются, по сути, разрушительные процессы в структуре титана, делают этот способ почти идеальным, но и тут есть свои нюансы. Холодная сварка производится под высоким давлением, которое деформирует кристаллы структуры, в результате смещая их и образуя общий сплав. Непосредственно сварка производится внахлест с помощью специальных зажимных механизмов. Силовое механическое воздействия также отличает этот способ, что требует более высоких финансовых затрат. Есть и другой недостаток, которым характеризуется холодная сварка. Титан, в конструкции которого есть образованные такой спайкой швы, менее надежен и может задействоваться только в конструкциях, не предполагающих высокие физические нагрузки.
Возможные дефекты при сварке
Одним из самых серьезных дефектов является образование пор. Это газовые примеси в структуре металла, в формировании которых участвовал водород. Исключить этот изъян можно двумя условиями – выполнением качественной всесторонней зачистки перед сваркой и обеспечением эффективной защиты нагретого металла в процессе обработки. Еще одной проблемой может стать появление окислов, которые переходят от места создания шва к цельной структуре. Кстати, от этого недостатка полностью страхует холодная сварка титана. Отзывы самих пользователей свидетельствуют, что предотвратить этот дефект при термической обработке помогает именно долговременное поддержание газовой защиты аргона уже после завершения процесса. Индикатором для снятия защиты станет нормализация температуры шва.

Если сравнивать сварку титана с аналогичными операциями над другими металлами, то будет выявлен целый ряд отличий. Прежде всего, они касаются организационного процесса. От исполнителя требуется надлежащим образом подготовить металл, а также позаботиться о приспособлениях, которые защитят основной бесшовный титан. Сварка титана при соблюдении правил термической обработки и выборе оптимального режима для функции электрода с большей вероятностью обеспечит достойный результат по прочности. Собственно, о том, насколько высоко качество образуемого шва, можно судить по его оттенку уже в ходе сварки. Так, серебристый цвет свидетельствует о высокой защите и, следовательно, укреплении структуры шва. Шов с соломенным оттенком менее прочен, но эту ситуацию еще не поздно исправить, скорректировав, например, подачу газа. О том, что в ходе обеспечения защиты были допущены серьезные ошибки, скажет коричневый оттенок.
elfterra.ru
технология и особенности :: ashanet.ru
Титановые детали и конструкции часто находят применение в узкоспециализированных областях, среди которых авиастроение и космическая отрасль. Столь высокое доверие к металлу обуславливается уникальным сочетанием характеристик. При небольшой удельной массе он обладает высокой прочностью, антикоррозийностью и защитными свойствами от химических воздействий. И это далеко не все качества, которыми характеризуется титан. Сварка титана по этим же причинам становится сложной задачей не только для начинающего мастера, но и для профессионалов.

Особенности сварки материала
Физико-химические свойства титана ограничивают использование некоторых высокотехнологичных способов сварки, что заставляет мастеров модифицировать подходящие, но изначально менее производительные методы. Главная сложность в использовании наиболее распространенных способов сварки заключается в повышенной температуре нагрева данного металла. В частности, эффективная работа с ним возможна при режимах термического воздействия порядка 1500-1700 °C. На уровне 500 °C заготовки чаще всего сохраняют базовые прочностные качества. Технологические особенности сварки титана определяются и негативными факторами воздействия на структуру со стороны атмосферного воздуха. В обычном состоянии этот фактор не имеет значения, но в условиях температуры более 400 °C раскаленные зоны будут требовать дополнительной защиты. И это не говоря об основной изоляции непосредственно сварочной ванны. При повышении температуры возникают и сложности другого рода. Так, при достижении 900 °C происходит увеличение зерен и образование крупных пор, что в дальнейшем сказывается на прочностных качествах заготовки.
Общие сведения о способах сварки
Базовыми методами сварочной обработки титана можно назвать дуговой ручной и автоматический способы. Что касается оптимальных сред, то наиболее эффективными считается гелий и аргон. Но важно учитывать, что в первом случае требуется включение в среду некислородного флюса. Также распространен метод электрошлаковой сварки. Его обычно используют в работах с толстыми заготовками, требующими к тому же высокой термической накалки. При грамотной организации неплохой результат обеспечивает и контактная сварка. Данный процесс требует, в частности, устройства сбалансированной защиты газом. Если применять в работе подкладки, то обеспечится высококачественная сварка титана. Технология плавления, например, подразумевает организацию специальной защиты оборотной части заготовки с помощью аргоновых газов. В свою очередь подкладка может обеспечить этой стороне дополнительное предохранение в условиях повышенной температурной нагрузки, об опасностях которой говорилось выше.

Подготовка металла к сварочной операции
Перед операцией титан необходимо соответствующим образом подготовить. В рамках этого этапа выполняется обработка кромок заготовочных элементов, создание защиты противоположных сторон (использование тех же подкладок), а также зачистка прутка присадки. Кроме этого, производится тщательная зачистка наружного слоя заготовки. Его частицы в ходе сварки могут проникнуть в структуру шва, из-за чего он станет хрупким и непригодным к работе в ответственных механических конструкциях. В случаях обработки толстых деталей от 5 см требуется разделка кромок, при которой угол раскроя должен составлять 60°. Если планируется сварка титана и его сплавов, которые до этого подвергались плазменной или газовой резке, то потребуется и зачистка поверхностей швов с ликвидацией слоя толщиной в 3-4 мм. Универсальной мерой уже финальной подготовки перед работой будет устранение внешних загрязнений, масляных пленок и окислов. Для этой процедуры используются мелкозернистые абразивы, напильник и обезжиривание с растворителями. Затем оставшиеся следы зачистки удаляются сухой ветошью.
Ручная дуговая сварка

В процессе задействуется вольфрамовый электрод с подключением источника постоянного тока. Защите подвергается зона вокруг шва, корень шва и ближние затронутые термическим воздействием зоны. Изоляция обеспечивается козырьками, насадками и термически стойкими пористыми материалами, в которые подается газ. Подкладки желательно применять из меди или стали. Если производится обработка трубы, то газ пускается прямо в дуло. Что касается оптимального режима, то для 2-миллиметрового электрода сила тока может составлять порядка 90 А. Это начальный уровень для работы с заготовками толщиной 4-5 мм. Конкретные величины могут изменяться и в зависимости от того, каким образом легировался титан. Сварка титана выполняется на короткой дуге без колебательных манипуляций. Электрод наклоняется противоположно направлению его движения – то есть вперед углом. Резко завершать операцию нельзя. В целях предотвращения образования окислов все защитные приспособления остаются на прежних местах даже после отключения электродов.
Автоматическая сварка

В работе также используется вольфрамовый электрод. Если применяется неплавящаяся разновидность электрода, то подключаемый ток должен иметь направленную полярность. При этом оптимальный размер выходных отверстий горелки составляет 14-15 мм. Техника выполнения в целом соответствует ручному методу, но важно учитывать, что в силу повышенной активности данного металла операции зажигания и гашения при работе с горелкой должны производиться в стороне от места шва. Автоматическая сварка титана аргоном после гашения должна обеспечивать подачу газа еще как минимум 1 мин.
Электрошлаковая сварка

Менее популярный метод, но он может быть эффективнее в работе с отдельными сплавами. Например, при сварке легированного 5-процентного титана с добавками алюминия и олова. В качестве силового источника применяется трехфазовый трансформатор, что свидетельствует о высоких нагрузках в процессе работы. Достаточно отметить силу тока при сварке толстых поковок – в среднем 1500-1600 А. Далее ход операции зависит от того, каким электродом плавится титан. Сварка титана электродом пластинчатого типа с размерами 12х60 мм обеспечивает оптимальное качество шва, который по характеристикам соответствует основной структуре заготовки. В обработке прессованных деталей часто используют такие же электроды, но с диаметром 8 мм. Это решение может показаться оправданным ввиду нетребовательности структуры металла, но прочностные качества шва будут понижены – в среднем 85% от показателя нетронутой структуры.
Контактная сварка
В этом случае многое зависит от скорости работы. Практика показывает, что для крупных заготовок, к примеру, предпочтительным будет режим 2 мм/сек. Увеличение данного показателя приведет к снижению прочности заготовки и положительная функция защитного газа будет минимизирована. Неплохой по качеству результат можно получить, если заранее выполнить более глубокую механическую обработку поверхности заготовки. Благодаря зачистке крупнозернистой наждачной бумагой вкупе с легкой фрезеровкой будет обеспечена стабильная и ровная сварка титана. Отзывы также указывают на достижения хороших результатов при контактной сварке в условиях сбалансированной осадки. Ее следует подбирать из следующего расчета: в среднем на 20% выше, чем при обработке углеродистой стали.

Особенности холодной сварки
Отсутствие термического воздействия, при котором наблюдаются, по сути, разрушительные процессы в структуре титана, делают этот способ почти идеальным, но и тут есть свои нюансы. Холодная сварка производится под высоким давлением, которое деформирует кристаллы структуры, в результате смещая их и образуя общий сплав. Непосредственно сварка производится внахлест с помощью специальных зажимных механизмов. Силовое механическое воздействия также отличает этот способ, что требует более высоких финансовых затрат. Есть и другой недостаток, которым характеризуется холодная сварка. Титан, в конструкции которого есть образованные такой спайкой швы, менее надежен и может задействоваться только в конструкциях, не предполагающих высокие физические нагрузки.
Возможные дефекты при сварке
Одним из самых серьезных дефектов является образование пор. Это газовые примеси в структуре металла, в формировании которых участвовал водород. Исключить этот изъян можно двумя условиями – выполнением качественной всесторонней зачистки перед сваркой и обеспечением эффективной защиты нагретого металла в процессе обработки. Еще одной проблемой может стать появление окислов, которые переходят от места создания шва к цельной структуре. Кстати, от этого недостатка полностью страхует холодная сварка титана. Отзывы самих пользователей свидетельствуют, что предотвратить этот дефект при термической обработке помогает именно долговременное поддержание газовой защиты аргона уже после завершения процесса. Индикатором для снятия защиты станет нормализация температуры шва.

Заключение
Если сравнивать сварку титана с аналогичными операциями над другими металлами, то будет выявлен целый ряд отличий. Прежде всего, они касаются организационного процесса. От исполнителя требуется надлежащим образом подготовить металл, а также позаботиться о приспособлениях, которые защитят основной бесшовный титан. Сварка титана при соблюдении правил термической обработки и выборе оптимального режима для функции электрода с большей вероятностью обеспечит достойный результат по прочности. Собственно, о том, насколько высоко качество образуемого шва, можно судить по его оттенку уже в ходе сварки. Так, серебристый цвет свидетельствует о высокой защите и, следовательно, укреплении структуры шва. Шов с соломенным оттенком менее прочен, но эту ситуацию еще не поздно исправить, скорректировав, например, подачу газа. О том, что в ходе обеспечения защиты были допущены серьезные ошибки, скажет коричневый оттенок.
ashanet.ru
Сварка стали с титаном - Справочник сварщика
 Для тех или иных способов сварки предусматриваются различные условия и требования к тем или иным конструктивным элементам, а также подготовки деталей, кромок этих деталей, размеров швов и так далее. Все эти параметры, характеристики и условия, регламентируются и присутствуют в ГОСТе. Так, для сварки стали и титана, выдвигаются особые требования, которые следует соблюдать. Поэтому сейчас, мы рассмотрим технологию сварки титана со сталью, а также то, что необходимо соблюдать в этом случае.
Для тех или иных способов сварки предусматриваются различные условия и требования к тем или иным конструктивным элементам, а также подготовки деталей, кромок этих деталей, размеров швов и так далее. Все эти параметры, характеристики и условия, регламентируются и присутствуют в ГОСТе. Так, для сварки стали и титана, выдвигаются особые требования, которые следует соблюдать. Поэтому сейчас, мы рассмотрим технологию сварки титана со сталью, а также то, что необходимо соблюдать в этом случае.
Самая основная задача во время сварки титана и стали – это выбор подходящих сварочных материалов, а также методов и различных режимов сварки. В этих режимах должны соблюдаться все условия для того чтобы было предотвращение или резкое подавление образования различных хрупких, так называемых, интерметаллических фаз, которые имеют следующий вид - FeTi и Fe2Ti.
Обычная сварка титана и стали не даст никаких положительных результатов. Поэтому, для сваривания этих материалов, пользуются сваркой в аргоне с применением вольфрамового электрода. Или же, реже, однако все же находит применения сварка через специальные промежуточные вставки. Очень хорошие результаты получаются в случае использования этого способа. Так, применяются комбинированные вставки, которые состоят из технического талана (давление которого, Р=700 МПа), а также из термообрабатываемой бронзы типа БрБ2.
 Таким способом, бронзу сваривают с углеродистыми или аустенитными сталями, с помощью аргонодуговой сварки, с использованием неплавящихся электродов. При этом, титан сваривают с танталом, в специальной камере, где создаются подходящие условия, а также контролируемая атмосфера. Предел прочности при соединении с бронзой достигает 490 МПа, а после закалки бронзы, она увеличивается до 605 МПа. Отметим, что закалка производится до сварки.
Таким способом, бронзу сваривают с углеродистыми или аустенитными сталями, с помощью аргонодуговой сварки, с использованием неплавящихся электродов. При этом, титан сваривают с танталом, в специальной камере, где создаются подходящие условия, а также контролируемая атмосфера. Предел прочности при соединении с бронзой достигает 490 МПа, а после закалки бронзы, она увеличивается до 605 МПа. Отметим, что закалка производится до сварки.
Комбинированные вставки из вышеупомянутой бронзы БрБ2, а также ниобия, применяют при сварке титана с помощью аргонодуговой сварки, и с применением вольфрамового электрода. Этот процесс происходит в специальной камере, нагнетая контролируемую атмосферу титана ОТ4-1, толщина которой составляет от 0,8-2 мм. Прочность соединения при минимальной толщине в 0,8 мм, будет равна 530-650 МПа, а угол изгиба при этом может составить 72-180°. При толщине титана в 2 мм, эти характеристики равны 400-450 МПа и 41-60°, соответственно.
www.vse-o-svarke.org