







Правильное обозначение сварных швов на чертежах. Обозначение сварных швов на чертежах
Обозначение сварных швов на чертежах: структура, ГОСТы, примеры
Железо повсеместно используется при строительстве и производствах. Для соединения используется сварочный стык, к сегодняшнему дню возможно производить до 150 видов работ. Для грамотного выполнения конструкции, перед началом работ, используют чертежи, включенные в состав системы конструкторской документации. Регламентом определены основные требования к конструкциям сварочных соединений.

Обозначение сварных швов на чертежах
Что такое сварной стык
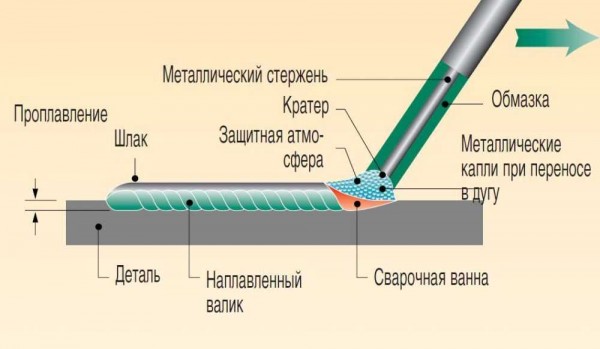
Процесс сварки изделия подразумевает замыкание деталей за счёт температурного воздействия. Расплавление металла на определенном участке, а затем место его застывания именуется сварным швом.

Сварной стык
Существует разнообразие сварных швов, маркируемое ГОСТом при соответствии со стандартом чертежей по сварке.
- Стыковое соединение маркируется буквой «С», образовывается объединение торцевых поверхностей изделия, обрабатываются кромки.
- Нахлёстанный способ применяется при возможном наложении деталей друг на друга, маркируется как «Н».
- Стыкуемые детали располагаются плоскостями по отношению друг к другу под углом, обозначается «У» в технической документации.
- Торцовые швы используются путем нахлеста слоя металла к торцам изделий.
Выполнение работ происходит как при одностороннем порядке, так и двухстороннем, когда деталь обрабатывается с обеих сторон. Качество стыковки путем сварки влияет на срок службы используемой детали. Условные обозначения сварных соединений содержат подробную информацию о параметрах ширины, выпуклости и т.д.
Протяженность указывается как сплошное, прерывистое соединение. Сварной шов, изготовленный прерывистым способом не дает полной герметичности конструкции, однако выполняется при труднодоступных соединениях. Шов по незамкнутой линии обозначается как дополнительное условие в чертежах, используется при ясном расположении на схеме.
Необходимость определения сварки
Геометрические параметры, форма шва отмечается для определения типа конструкции в чертежах. Способ сварных работ влияет на характеристики изделия, его герметичность и прочность. Перед производством стыковых объединений необходимо изучить все необходимые параметры согласно проекту.
Обозначение сварки происходит по основным параметрам:
- Размеры и форма металла, наплавленного сварным способом.
- Тип стыковки обозначается прерывистым либо сплошным, термические напряжения, образуемые в зоне стыка.
- Герметичность сварного сращивания определяется при назначении, типе конструкции.
Выполнение изделие контролируется отделом качества, при соответствии с параметрами. Замеры готовой продукции происходят при соответствии с техническими условиями и обозначениями сварных швов на чертежах.
Полное обозначение шва на чертежах
Полное указание согласно ГОСТу включает в себя полную информацию. Схематично отображаются дополнительные знаки, прописывается метод соединения, наименование и артикул шва. Чертеж включает в себя стрелку, которая указывает на линию шва. Отображение может использоваться с применением полки для дополнительной информации. Над полкой отображается информация или условное обозначение в случаях видимого шва, когда сварочный стык невидим, позиционирование устанавливается под полкой.

Виды сварных соединений и структура их обозначения
Лицевой стороной изделия принимается часть, с которой необходимо производить сварку. Штриховой линией описывается невидимый стык при лицевом отображении детали. Информация чертежа должна включать буквенные и цифровые сочетания, указывающие принадлежность к виду, форме сварного стыка. Способы креплений выражаются буквами:
- А – автоматический способ, применяемый с флюсом без проставок, под варочных работ;
- Аф – Использование флюсовой подушки при автоматической сварке;
- ИН – Метод сварки электродом в инертных газах, без применения вспомогательного материала;
- ИП – происходит стыкование плавящимся электродом в среде инертных газов;
- УП – Плавящийся электрод используется совместно с углекислым газом.
Чертежи включают в себя обозначение процесса, наименование типа стяжки и другие параметры.
ГОСТы
Стандартами ГОСТов называется тип и параметры сварного соединения на чертеже. Используется во всех видах промышленности, строительства как единый стандарт к обозначению. ГОСТ 2.312-72 указывает тип производимых стыковым способом изделий вне зависимости от сферы применения. Для корректного процесса требуется запомнить основные выражения инструкций.

Схема обозначения сварных швов на чертежах по ГОСТ
Возможные упрощения или сокращения запрещены, однако имеют место при некоторых случаях:
- Проект, содержащий конструкцию параметров по одному стандарту может содержать таблицу и наименованиями точке соединений.
- Обозначение линиями без выноски или полок возможно при случаях одинакового отображения положения детали чертежом (лицевой или обратной стороны).
- В условиях симметричности отображенного изделия допускается обозначить швы только одной части.
- В технических требованиях возможно указать запись по определению мест и способов сварки, а также выноску одинаковых требований.
Скачать ГОСТ 2.312-72
Вспомогательные знаки
Отображение вспомогательных знаков для обозначения сварных швов производится для более точной информации, предназначения работ. Примеры знаков:
 — Сварной шов, выполнение которого происходит при монтаже изделия;
— Сварной шов, выполнение которого происходит при монтаже изделия;
 — Стык по незамкнутой линии сварки;
— Стык по незамкнутой линии сварки; — Шахматное расположение прерывистого шва;
— Шахматное расположение прерывистого шва; — Требование к выпуклости, которую необходимо снять после выполнения работ;
— Требование к выпуклости, которую необходимо снять после выполнения работ; — Неровности обрабатываются переходом к металлу.
— Неровности обрабатываются переходом к металлу.
Структура обозначения
Наименование происходит в последовательности стандартов, по которым выполняются сварные процессы.

Структура обозначения
Применяется как выноска к образцу изделия, состоит из следующих параметров:
- Вспомогательные знаки, обозначают дополнительные действия со стяжками при сварке.
- Стандарт, обозначаемый по ГОСТу.
- Обозначение по стандарту, в зависимости от типа конструктивных элементов или соединений.
- Разделение на подкатегории по стандарту происходит знаком «дефис».
- Способ сварки, подразделяющийся на автоматическую, механизированную под флюсом или электродом, а также электрошлаковую.
- Размеры катета и его выражения при соответствии с элементами конструкции.
- Дополнительные параметры.
- Вспомогательные знаки, состояние шероховатости готового изделия.
Примеры и расшифровка швов на чертеже
Для полного представления, как происходи работа со стыками по чертежу, необходимо рассмотреть несколько примеров.

Соединение таврового типа
Соединение таврового типа, располагающиеся в шахматном порядке по ГОСТ 14806-80. Способ сварки – дуговая, ручная в защитных газах металлическим электродом. Длина проваренного участка должна составлять 50 см, шаг 100 мм, катет шва применяется 6 мм.

Односторонний стык внахлест
Односторонний стык внахлест, без скашивания рамок по ГОСТ 14806-80 выполняется полуавтоматической дуговой сваркой с применением защитных газов, плавящегося электрода. Обозначена работа по замкнутой линии, катет 5 мм. При тех случаях, когда проектом указываются одинаковые наименования, описывать каждую сторону необязательно, достаточно использовать информацию с одной стороны.
 |  |  |
| Поперечное сечение стыка | а) Указание лицевой стороны стрелкой | б) Обратная сторона |
Односторонняя стяжка стыкового соединения без применения скоса кромок, прокладке. По ГОСТ 16310-80 выполняется нагретым газом с присадками. Лицевая сторона имеет указание стыка с лицевой части непрерывной линией, для более понятного режима работы.В работе конструктора на сегодняшний день имеется масса программных продуктов, инструментов. Использование программ для чертежей сварных стяжек позволяет сократить время на разработку, за счет автоматизации процесс.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Как правильно обозначаются сварные швы согласно ISO 2553:2013 "Процессы сварки и сопряженные процессы. Условное представление на чертежах. .."
ВВЕДЕНИЕ
Основные требования к условному изображению сварных швов сформулированы в международном стандарте ISO 2553:2013: “Сварные и паяные швы. Символьное представление на чертежах” и в его европейской версии EN 22553.
Символьные обозначения швов предусматривают указание основных геометрических параметров швов: толщины, протяженности, характерных линейных размеров и пр. Так же предусмотрена возможность указания на швах дополнительных сведений, касающихся используемой технологии сварки, группы качества изделия, положения сварки, используемых присадочных материалов.
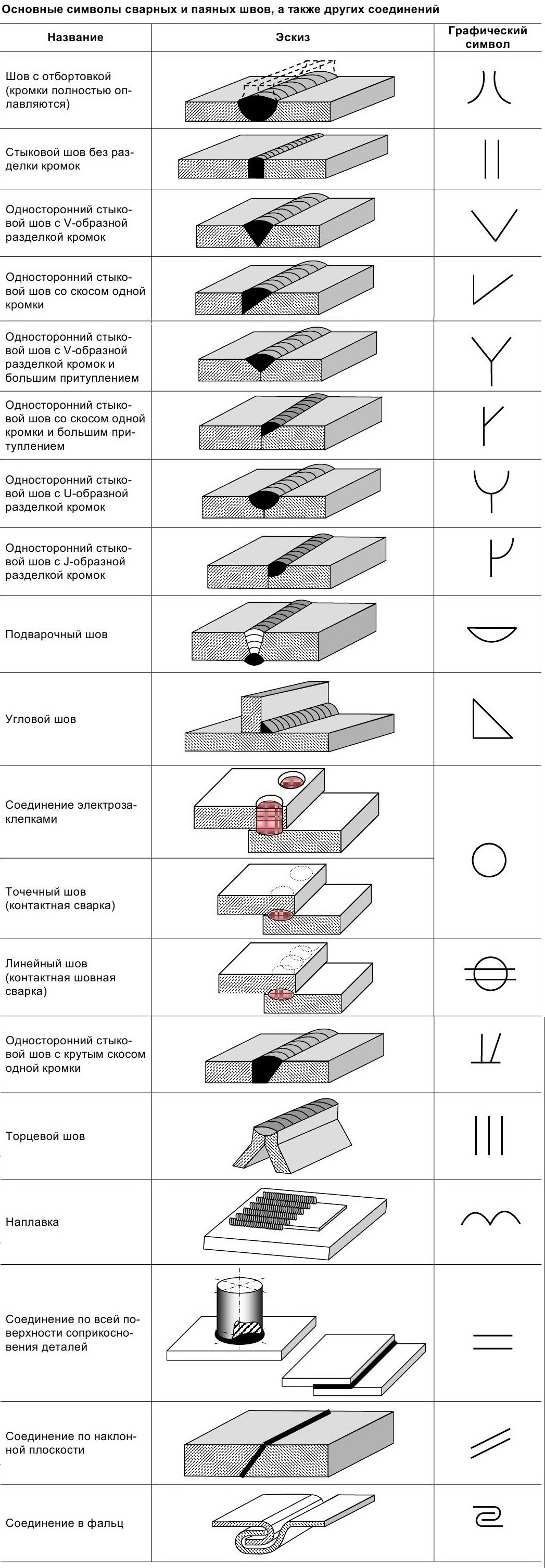
ОСНОВНЫЕ СИМВОЛЫ СВАРНЫХ ШВОВ
Символы различных типов сварных швов в целом похожи на соответствующий шов, а также несут информацию о форме разделки кромок под сварку. Символ не несет никакой информации о применяемом методе сварки.
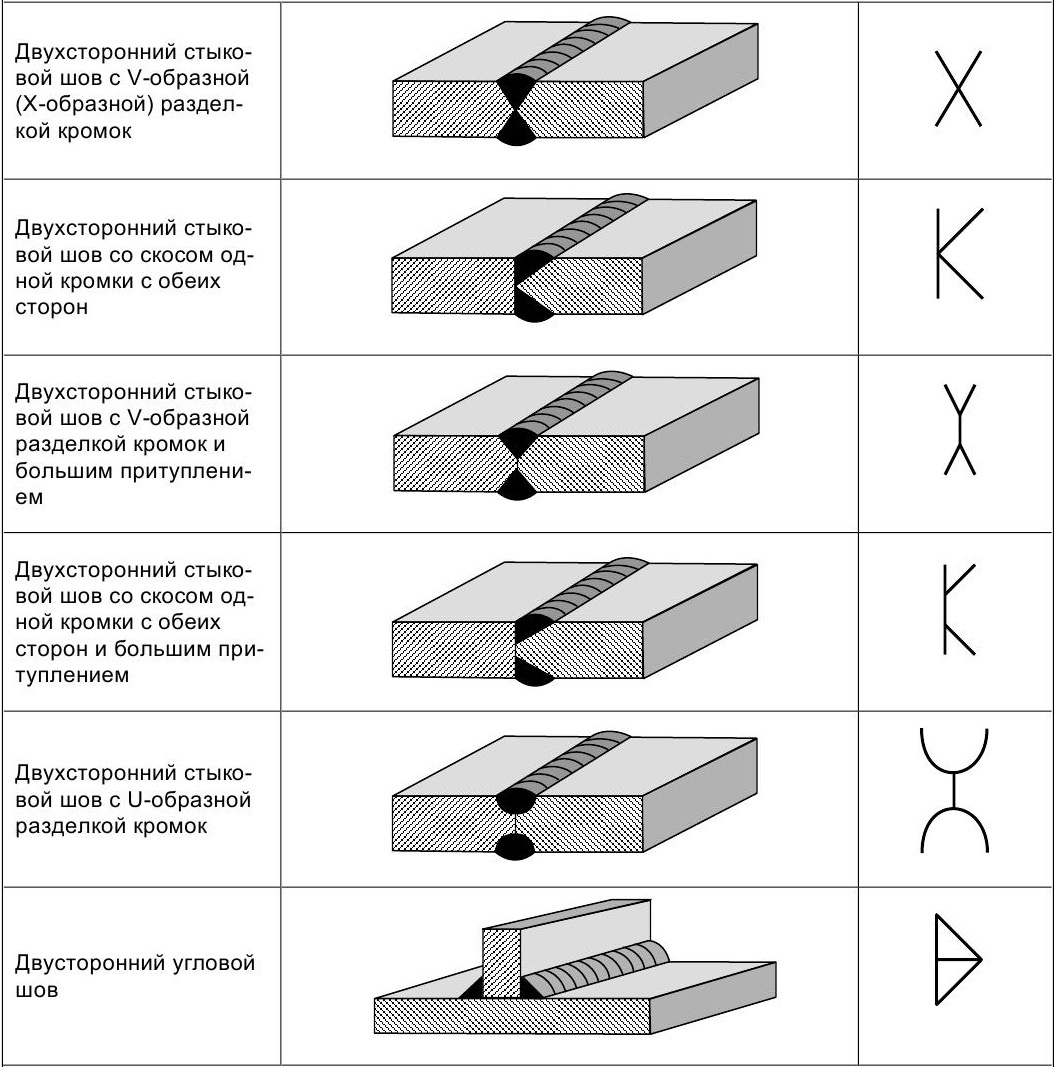
Использование комбинации основных символов
При необходимости могут использоваться комбинации основных символов. Так например, если швы сварены с обеих сторон, то основные символы соединяются так, чтобы были расположены симметрично к линии-выноске (см. стр. 10). Примеры использования комбинации основных символов представлены в таблице.
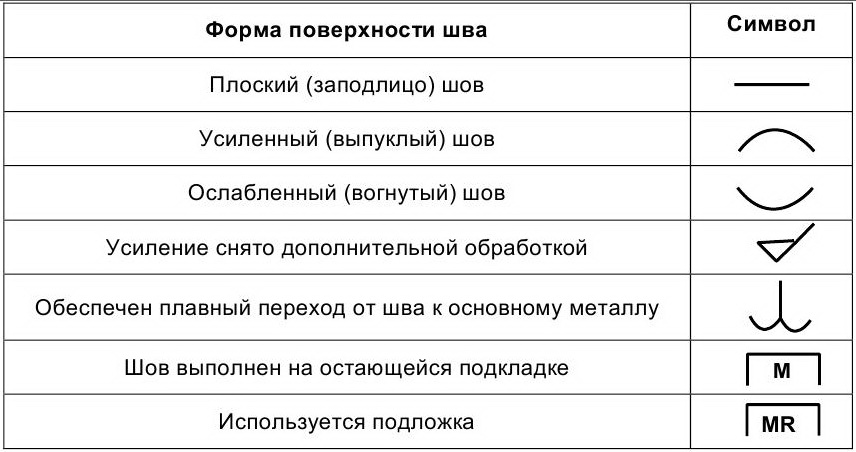
Дополнительные символы
При необходимости символьное обозначение шва может включать наряду с основными также дополнительные символы, характеризующие форму поверхности шва или способ ее обработки. Перечень дополнительных символов приведен в таблице ниже. Если дополнительный символ не указан, то это означает, что не предъявляются требования к форме поверхности шва.
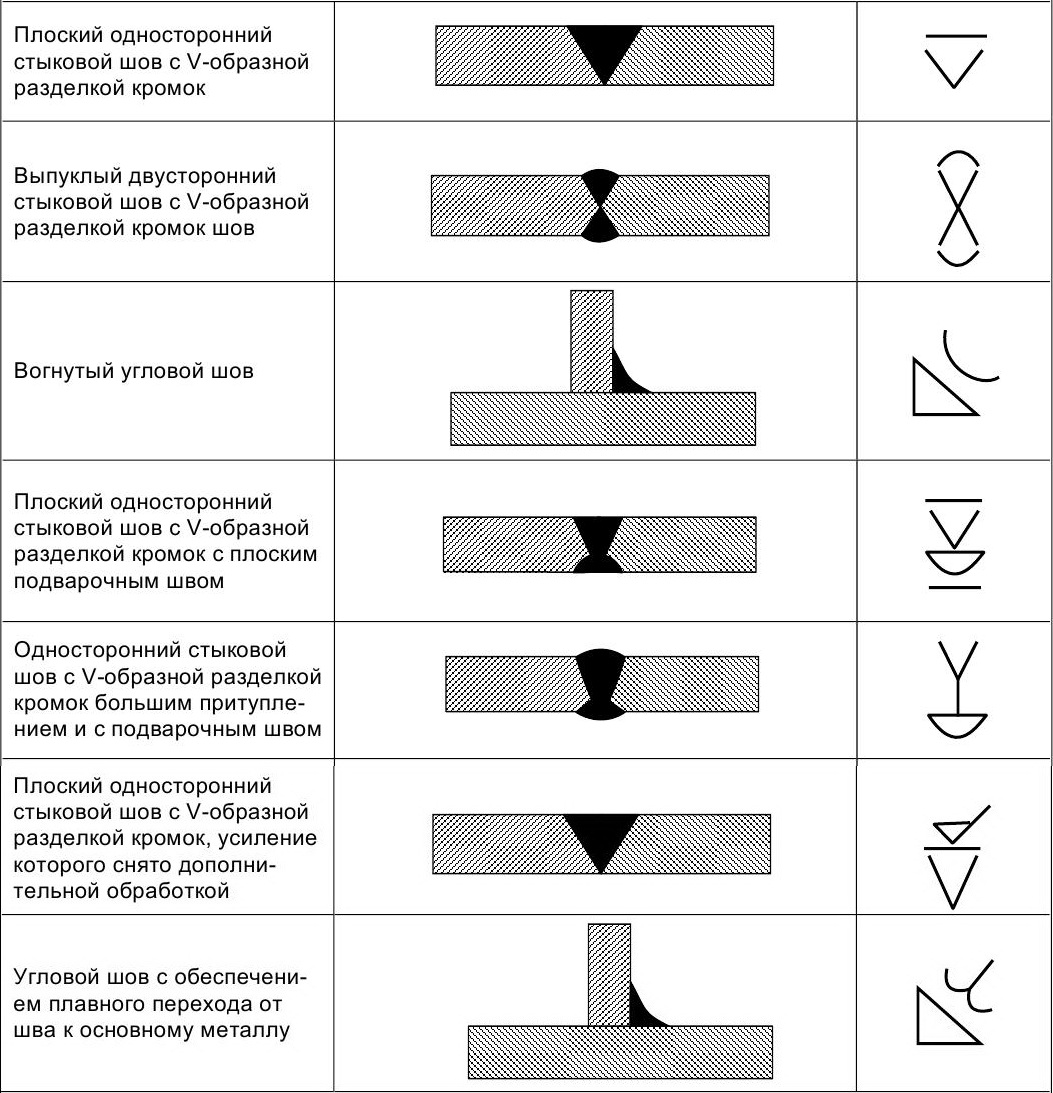
Примеры использования дополнительных символов
РАСПОЛОЖЕНИЕ СИМВОЛОВ НА ЧЕРТЕЖАХ
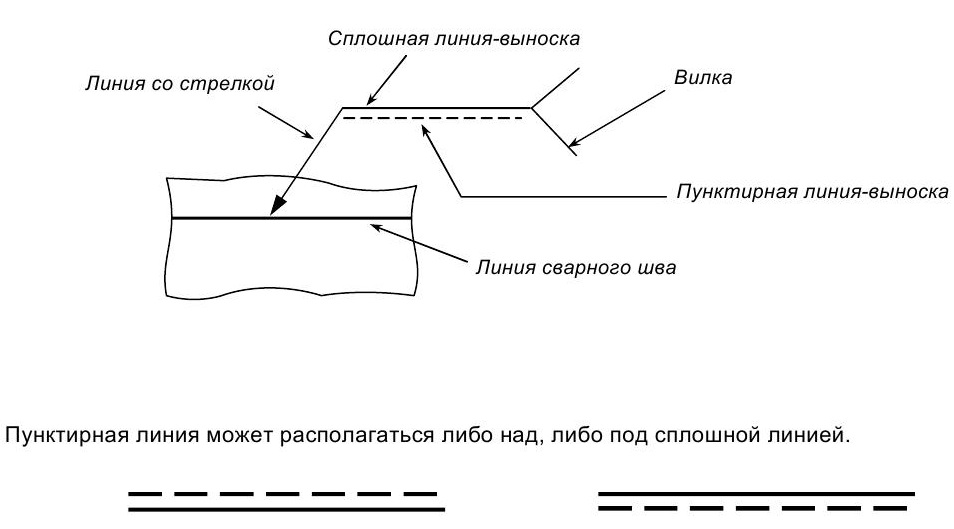
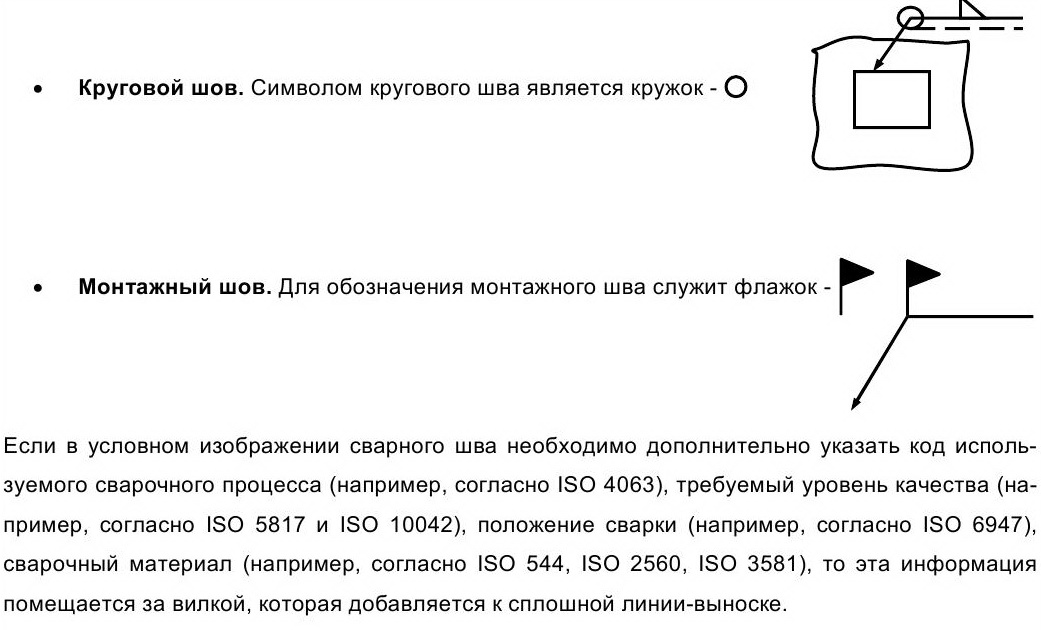
Основные и дополнительные символы образуют только часть полного условного обозначения сварного шва, которое также включает следующие элементы:
- линию со стрелкой;
- двойную линию-выноску, состоящую из двух параллельных линий, а именно из сплошной и пунктирной линий;
- вилку, которой дополняется линия-выноска, и за которой могут быть указаны дополнительные данные необходимые для выполнения сварного шва.
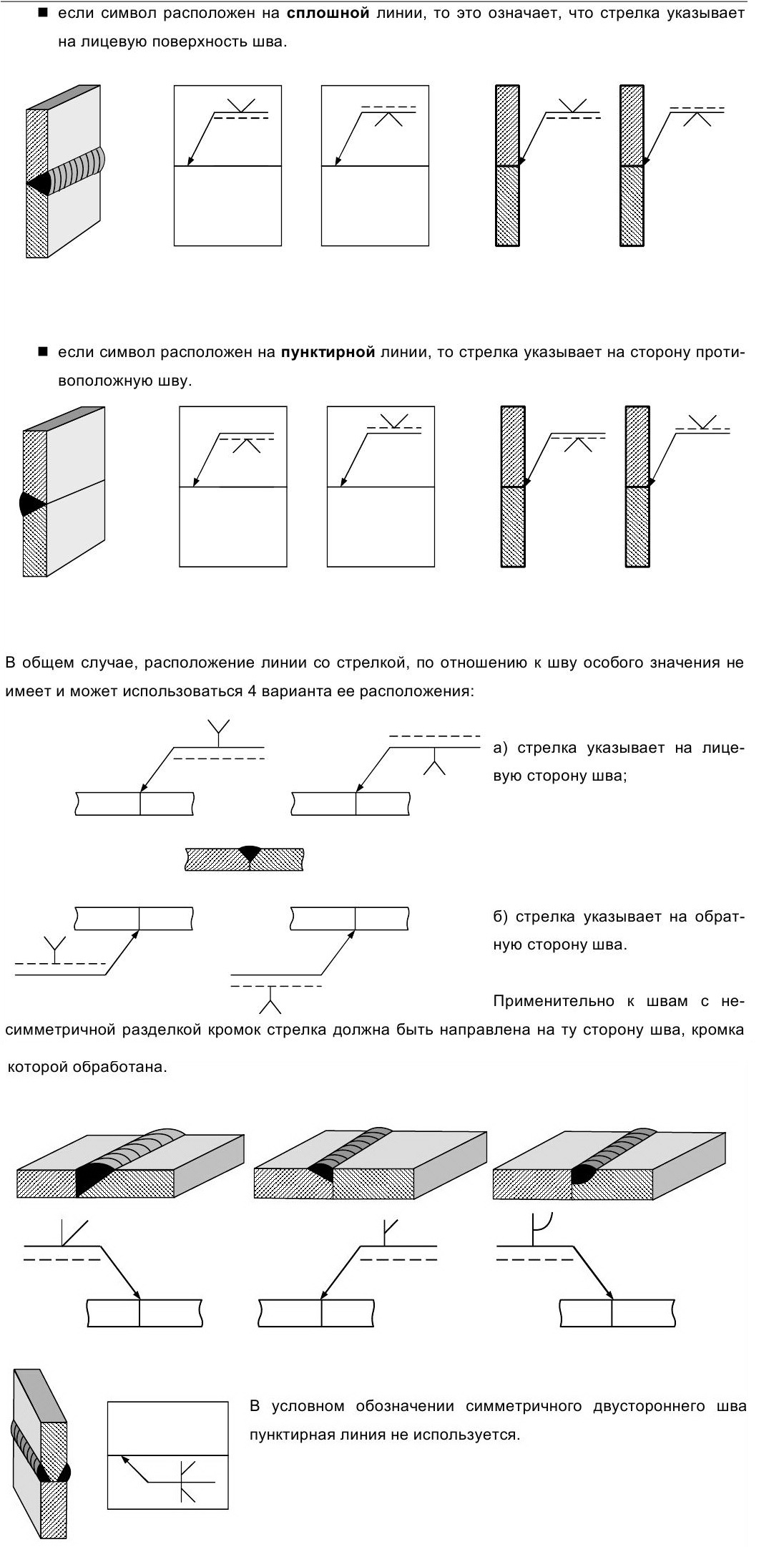
Символ, обозначающий сварной шов, может располагаться на сплошной или на пунктирной линии-выноске в зависимости от того на какую сторону сварного шва указывает стрелка:
Примеры условных изображений сварных швов с использованием основных символов
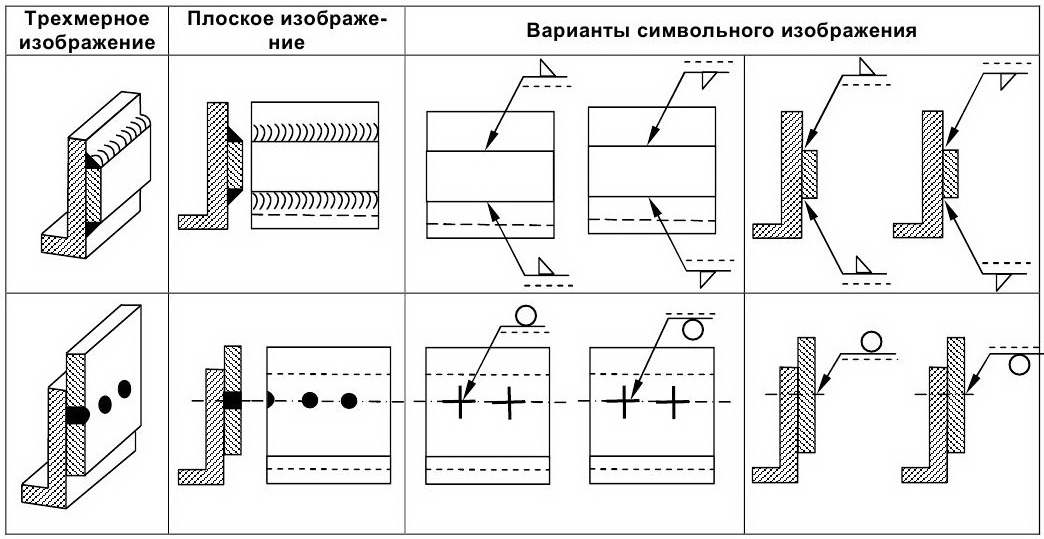
Примеры условных изображений сварных швов с использованием комбинаций основных и дополнительных символов
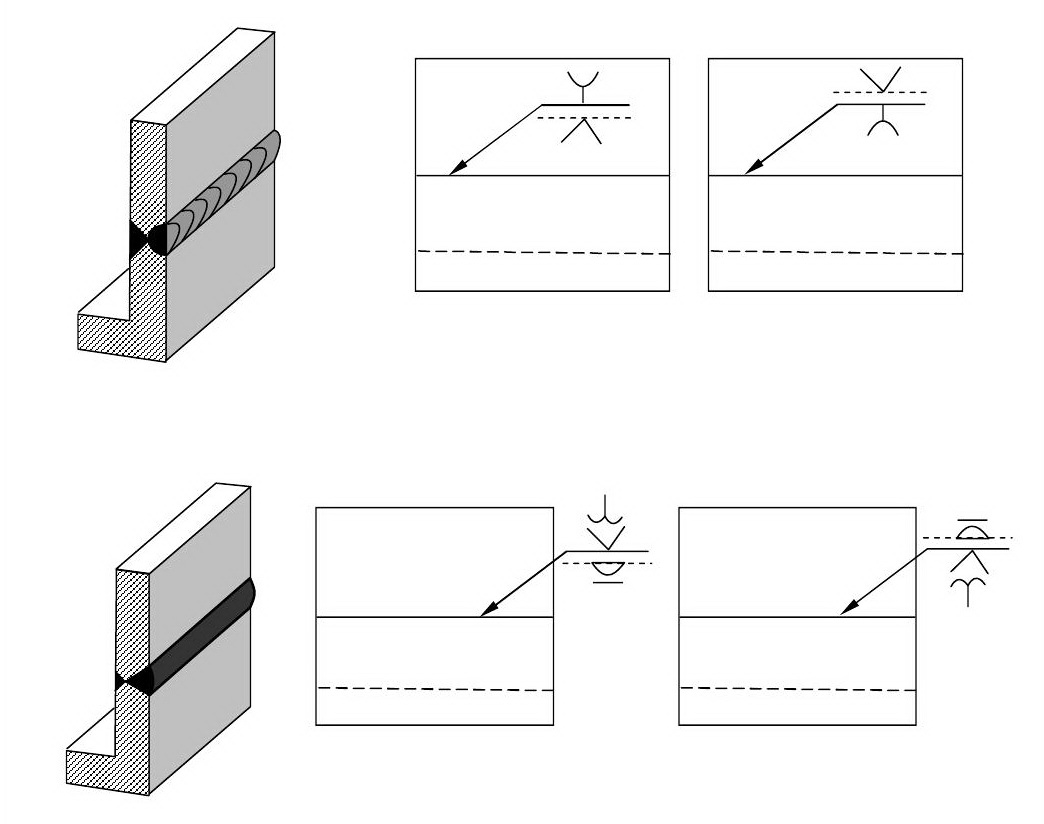
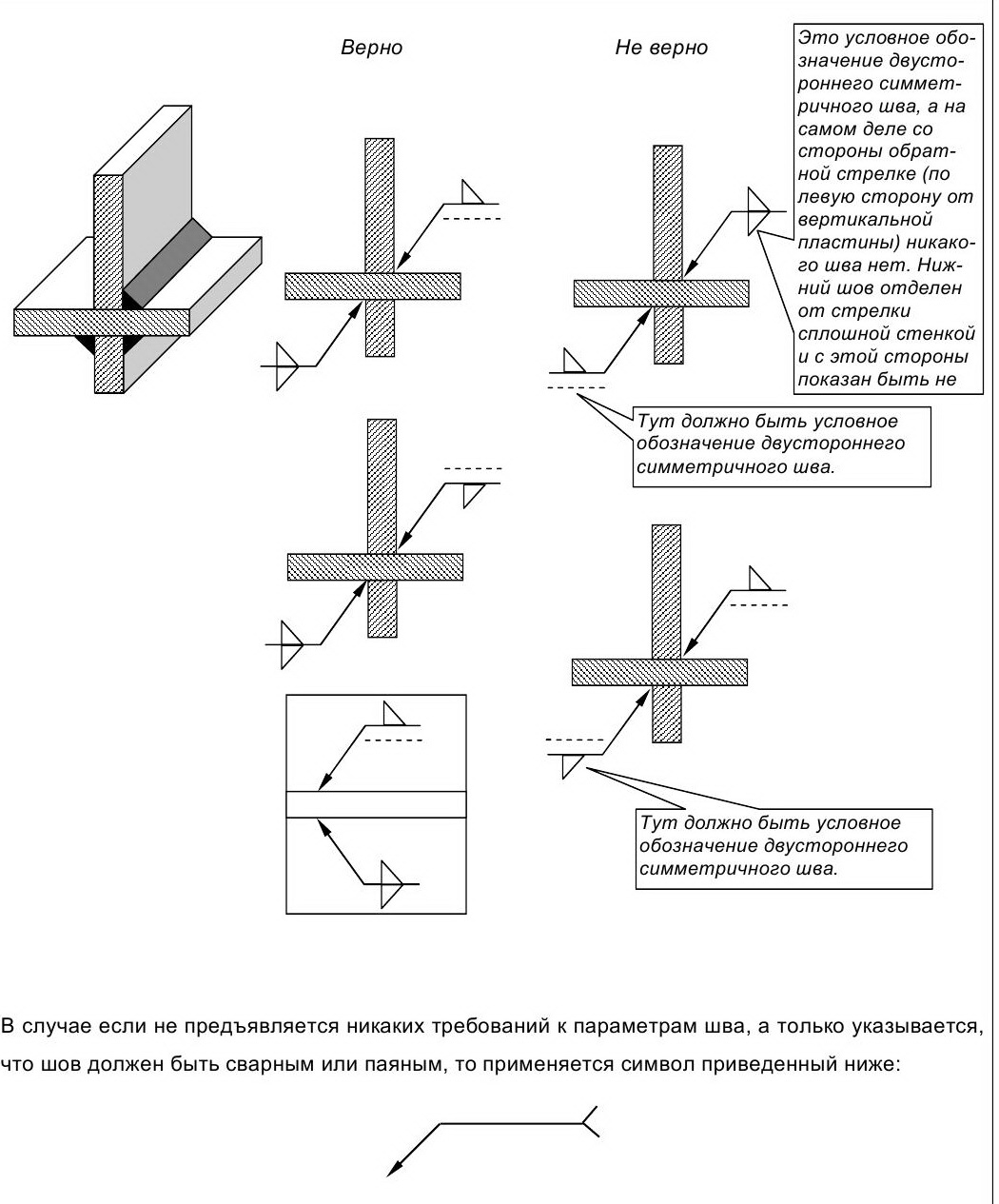
Примеры особых случаев
Внимание: Символьное изображение шва не может быть использовано в тех случаях, когда нельзя указать стрелкой лицевую или обратную сторону шва, например, когда между стрелкой и швом проходит сплошная стенка.
ДОПОЛНИТЕЛЬНЫЕ ДАННЫЕ ШВА
К дополнительным данным относятся следующие характеристики шва:
Сварочные работы Киев
Заказать грузчиков Киев
Установка решеток на окна Киев
svarka-24.info
Обозначение сварных швов на чертежах — виды швов и соединений
Март 23, 2017
При строительстве зданий или сооружении конструкций проектировщик должен обеспечить соблюдение прочности и объяснить последовательность и технологию соединения металлических элементов. Кратко и доходчиво донести до сварщика, как выполнить работу, помогают обозначения сварных швов на рабочих чертежах. Они показывают метод сваривания узлов, задают угол и количество проходов, а также способ стыковки заготовок. В небольшом, но информативном условном обозначении по ГОСТам заключены основные характеристики сварочных швов, их значение мы и постараемся подробно объяснить.
Стандарты и виды швов на чертежах
В целях единого ведения строительной документации существует общая система стандартизации для обозначения типа сварных швов на чертежах. Эти правила помогают конструкторам и производственникам понять друг друга и не оставляют места для двойного толкования идеи проектировщика. Существуют специальные работы, для которых условные обозначения могут видоизменяться, но в основном швы на чертеже выглядят и обозначаются единообразно. В перечне нормативных документов присутствуют стандарты европейских норм и правил, американские стандарты, а также межгосударственные стандарты, называемые ГОСТами и принятые в РФ. Для обозначения сварных швов и способов их изготовления существуют несколько общепринятых норм, а именно:
- единая система конструкторской документации по ГОСТ 2.312-72;
- для сварных соединений при дуговой сварке – ГОСТ 5264-80;
- для сварки в защитных газах имеется ГОСТ 14771-76.
Принятые в этих документах буквенно-цифровые и символьные сочетания определяют способ прохода шва, место и метод сварочных работ, а также угол и тип соединения. Символы стилизованы под стрелки, указывающие места швов, порядок их проведения и способ провара – внутренний или внешний. Шов может быть видимым, и тогда на чертеж он наносится сплошной линией, или невидимым – изображение в виде штриховой линии. Точечную сварку принято обозначать знаком «+». Если она невидима, то ее не обозначают, затем от места соединения проводится односторонняя стрелка с верхней полкой, над которой указывается параметр внешнего шва, а вид внутреннего пишется под верхней полкой односторонней стрелки.
Для разъяснения способа прохождения, съёма фаски или нестандартных швов на чертеже необходимо наносить изображение в разрезе, с указанием конфигурации и точных размеров мест и видов их стыковки. Сварные швы по типу соединения обозначают буквами русского алфавита, и означают они следующее:
- под буквой «С» подразумевается стыковое соединение, продольное или торцовое;
- буква «У» означает угловой способ с внутренним, внешним или двусторонним свариванием;
- символ «Т» говорит о тавровом двустороннем или одностороннем способе сварки;
- под знаком «Н» понимают нахлёсточную сварку.
Следующие за буквенными символами цифровые значения указывают на способ подготовки стыковочных кромок к рабочему процессу, наличие подшовных подкладок, вид чистовой обработки и количество проходов.
Важно понимать, что в буквенно-цифровом символьном сочетании не существует лишних или незначительных обозначений, каждый знак имеет свой смысл и указывает на последовательность технологических операций.
Условные обозначения и их структура
Сочетание символов, букв и цифр для сварщика является руководством к действию и соблюдению параметров и последовательности производственного процесса. Для проектировщика обозначение сварных швов имеет основополагающее значение, это результат конструкторского расчёта, от которого зависит прочность здания или сооружения. Поэтому на чертежах указывается вид сварки, состоящий из следующих буквенных обозначений:
- символ «З» означает сварку в среде защитного газа;
- буквы «Кт» говорят о контактном способе сварочных работ;
- сварка автоматическая без использования подкладок, но под флюсом − «А», на подушке флюса − «Аф»;
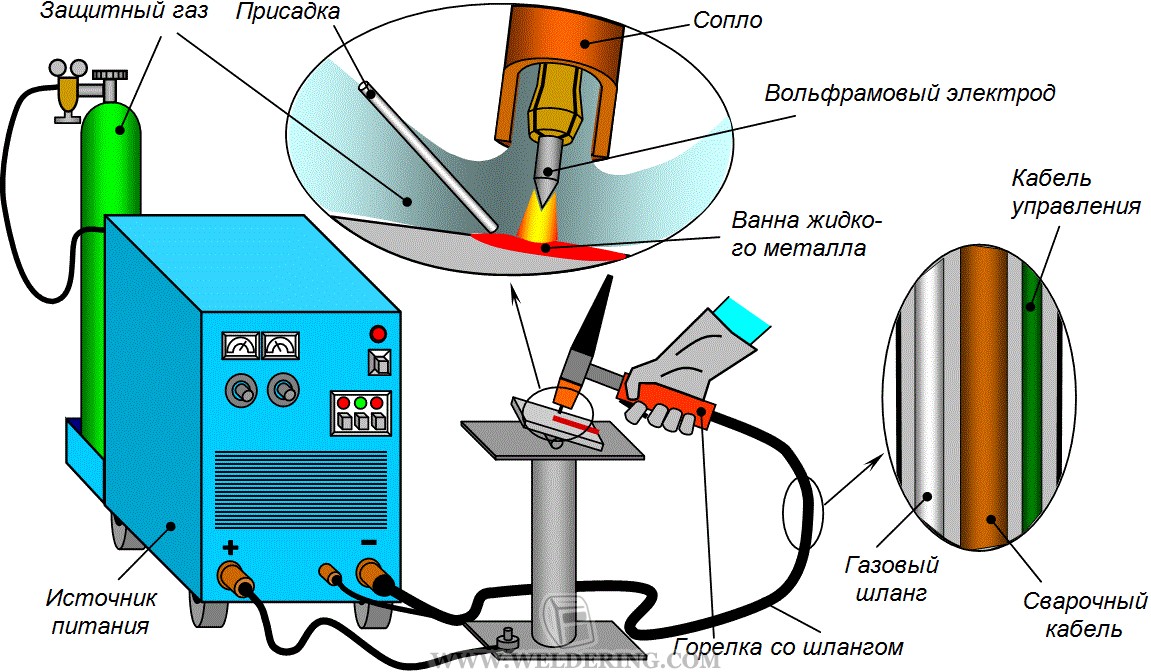
- работа в инертном газе TIG без присадочного металла − «ИН», а с присадкой − «ИНп»;
- сварка плавящимся электродом в среде инертного газа − «ИП», а в углекислом газе − «УП»;
- газовую сварку обозначают символом «Г»;
- буква «Э» символизирует электродуговую сварку.
Кроме вида сварки в условном обозначении присутствует и ряд других параметров, который можно отнести к способам обработки заготовок и характеру шва с зачисткой наплывов и неровностей. Иногда обозначение многократного прохождения шва служит для снятия остаточной термической деформации заготовок и используется для повышения качества соединяемого стыка. Запись имеет вид:
Запись имеет вид:
❶ ❷-❸-❹-❺-❻-❼
Условно структура обозначения сварочного шва выглядит таким образом и обозначает порядок выполнения сварочных операций, заключающихся в следующем.
❶ − Здесь косая односторонняя стрелка или линия-выноска с горизонтальной полкой и размещением на ней информации о способе сварки по замкнутой линии «О» или монтажу по месту стыковки «┌».
❷-❸-❹ − Информация о способе стыковки и сварки по стандарту, например ГОСТ 5264-80-Т7, означает, что это тавровое соединение с двусторонним угловым швом и со скосом одной кромки.
❺ − Параметры шва, выполненные в виде прямоугольного треугольника с размерами катетов по стандартам.
❻ − Указывается длина провариваемого участка для прерывистой сварки «/» или шахматного порядка «Z», а также параметры их разновидностей, например 50Z100.
❼ − Размещаются вспомогательные знаки, которые указывают способ зачистки и чистоту обработки лицевого и внутреннего шва.
В структуре условного обозначения на чертеже могут присутствовать указания на точечную сварку или газосварку с соответствующими буквенными сокращениями.
Разновидности швов и примеры обозначения на чертежах
Многообразие соединений металлов, включая нестандартное, должно иметь чёткое и ясное обозначение сварного шва, которое включает в себя чертёж разреза узла стыковки. Детали разной толщины при сварке приобретают внутреннее напряжение. Чтобы это явление не приводило к деформации заготовок, либо используют несколько проходов, либо срезают кромки стыка под разными углами перед проведением работ. Соединительные кромки бывают следующих видов:
- прямоугольные при одно- и двусторонней сварке и толщине заготовок до 8 мм;
- с асимметричной или симметричной V-образной кромкой для листов от 8 до 25 мм толщиной;
- кромки, обработанные Х-образно с двух сторон при заготовках от 15 до 45 мм;
- снятие кромок с углами от 40 до 65о при условии толщины больше 25 мм, с подложкой или без неё.
Важно, чтобы чертёж разреза сварного соединения был снабжён точными размерами с указанием углов и характеристик шва.
Буквенно-цифровое символьное написание включает в себя все необходимые для производственного процесса данные. Например, запись «ГОСТ 5264-80-Н2-Э-Z-6х50/100» обозначает сварку нахлёстом, с двойным швом, электродуговой сваркой, в шахматном порядке. Проваривается с шириной в 6 мм, длина шва 50 мм, через 100 мм.Следующим примером может послужить запись «ГОСТ 15164-78-У2-А», которая означает угловое соединение с применением автоматической сварки под флюсом. Соединение деталей производится двусторонним швом без предварительной обработки кромок и при отсутствии дополнительных требований к зачистке готового изделия. Таким образом, вся необходимая информация доводится до исполнителей монтажно-строительных работ, которые могут по чертежам правильно проделать весь процесс.
Заключение
Требования стандартизации меняются со временем, и в ГОСТы вносятся изменения и дополнения, поскольку прогресс не стоит на месте. Необходимые новые данные находят отражение в проектной документации, а конструкторы вносят изменения в обозначение сварных швов на монтажных чертежах. Опытный сварщик всегда сможет грамотно воспользоваться информацией и безошибочно провести работу.
electrod.biz
Правильное обозначение сварки на чертежах и схемах
Условное обозначение сварки на чертежах и схемах сборочной и строительной документации регламентирует ГОСТ 2.312-72, государственная и международная ЕСКД.

При перенесении сварочных работ на бумагу в виде чертежа, необходимо придерживаться условных обозначений согласно ГОСТу 2.312-72.
Это связано с тем, что сваривание деталей — довольно сложный и ответственный вид работ, который задействован практически во всех отраслях промышленности. Электросварка позволяет создать более крепкие, долговечные и надежные металлические конструкции.
Общие моменты отображения

Рисунки 1-6. Схемы обозначения сварных швов.
Различают несколько способов отображения сварных сопряжений:
- Видимый шов, что показывается сплошной чертой (Рисунок 1а, 1в).
- Невидимый шов изображают штрихпунктирными рисками (Рисунок 1г).
При точечной электросварке изображение точек выполняют с использованием знака «+» (Рисунок 1б). Знак чертится по правилам сплошными линиями (Рисунок 2). Невидимую точечную сварку не показывают.
Согласно стандарту от сварочного шва или точки проводится линия-выноска. Линия должна заканчиваться односторонней стрелкой (Рисунок 1). Линию проводят по направлению от видимого шва.
При отображении продольных и горизонтальных разрезов и сечений многопроходных сварочных швов необходимо показывать контур каждого прохода отдельно. Проходы сварочных швов маркируют с использованием кириллицы.
Обозначения сварки с нестандартными размерами отображают с обязательным указанием геометрических размеров элементов шва (Рисунок 3).

Таблица 1. Основные знаки и способы маркировки сварки.
Все границы сварки на чертежах показывают сплошными линиями, а конструкцию кромочной части — тонкой сплошной линией.
Основные знаки и способы маркировки сварки приведены ниже в таблице 1.
Лицевой частью сварного шва считается сторона, с которой выполняется сваривание. В двусторонней проектной схеме с несимметрично разделенными кромками берут за лицевую часть ту, по которой выполняют проход основного соединения.
При симметричных кромках за лицо можно взять любую из сторон. Условное обозначение показано на рисунке 4. За основу взято стандартное соединение или одна сварная точка.
Обозначение сварки с нестандартным соединением показано на рисунке 5.
При составлении машиностроительных требований конструкторского или строительного документа нужно указать способ сваривания нестандартного шва.
Правильный порядок вычерчивания линий-выносок показан на рисунках 6а и 6б. На рисунке 6а показано соединение с лицевой стороны, а на рисунке 6б — с оборотной стороны.
Вернуться к оглавлению
Маркировка пределов шероховатостей, типовые примеры маркировки

Рисунки 7-11. Условные обозначения шероховатостей швов и их маркировок.
Предельную шероховатость стыка указывают на полке линии-выноски или под ней (Рисунок 7). Разрешается указывать шероховатость в сводной таблице или включать в технические условия.
Требования по неразрушающему контролю сварного стыка можно указывать под линией-выноской (Рисунок 8). В технических условиях указывается норматив, который регламентирует данные требования. Электроды и другие электросварочные материалы для выполнения ремонтных работ указывают в технических условиях. Можно материалы не отображать. Это не будет грубым нарушением.
Всем одинаковым стыкам присваиваются одинаковые маркировки сварки и общий порядковый номер, что ставят на линии-выноске (Рисунок 9). Равноценные швы должны иметь один тип, равное поперечное сечение шовной зоны и одни технические условия. Среди типов соединений можно выделить тавровое, стыковое, угловое, внахлест, торцевое.
Если на чертеже нужно указать стыки, которые будут выполняться по одному стандарту, то их обозначение можно отобразить в технических требованиях работы или на схеме. Однозначащие односторонние соединения и симметричные стыки можно обозначить линиями-выносками, которые не имеют полок (Рисунок 10). Равнозначные конструкторские нормы к одной группе швов нужно указывать на чертеже только один раз.
Ниже, на рисунке 11 показано двустороннее стыковое сопряжение с разными кромками. Стык выполнен ручной дуговой сваркой при проведении монтажных работ. Лицевая шероховатость на данном обозначении сварки составляет 20 микрометров, предельная оборотная шероховатость — 80 микрометров.
Особой сложности при чертежном и схематическом обозначении сварки возникнуть не должно. Главное, соблюдать точное расположение объектов, придерживаться нормативной, сборочной документации, ГОСТ и унифицированной ЕСКД.
expertsvarki.ru
Типы сварных швов. Обозначение сварных швов
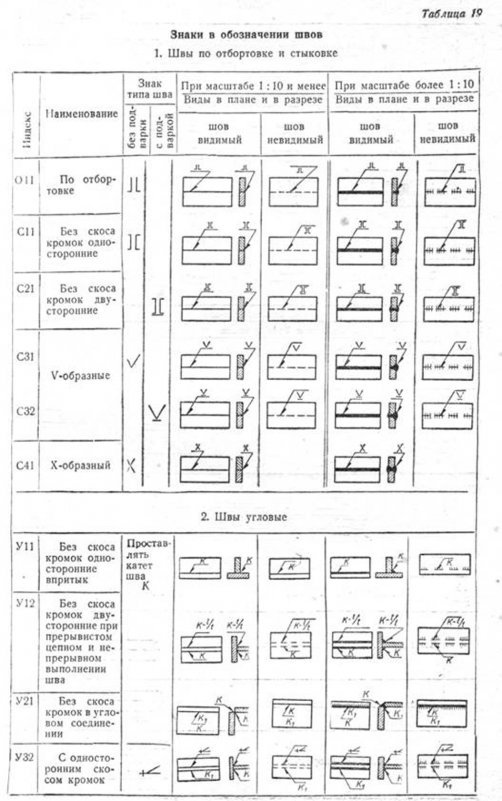
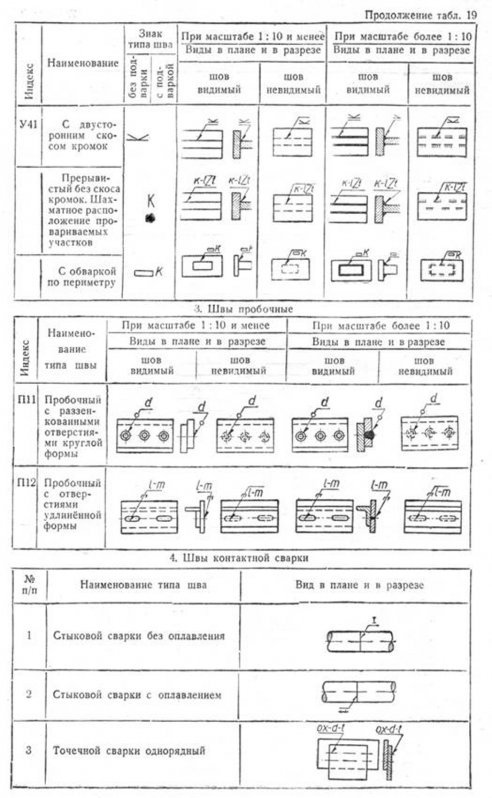
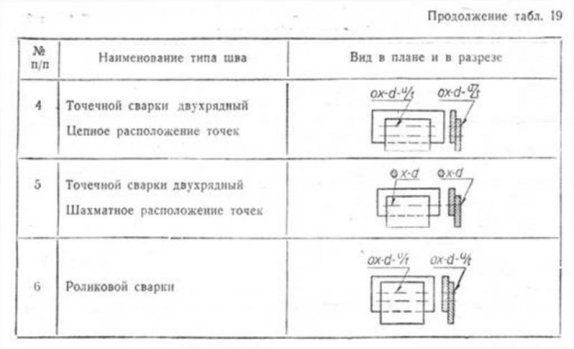
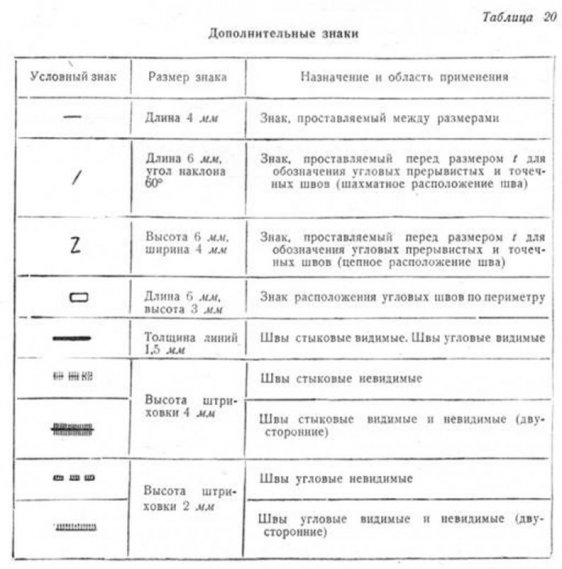
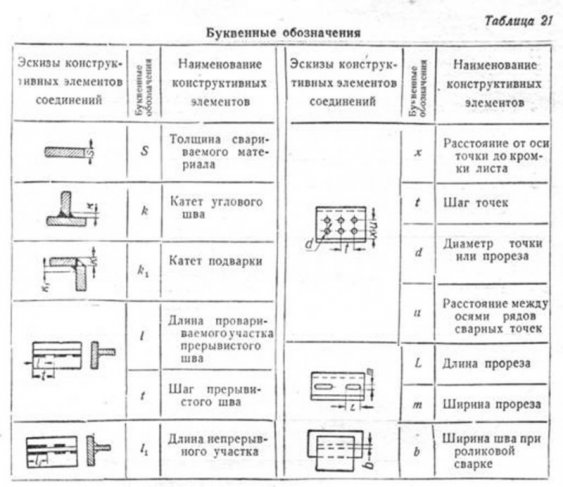
Общесоюзным стандартом ГОСТ 5263-50 установлены условные обозначения сварных швов и правила обозначения их на чертежах (табл. 18, 19, 20 и 21).
1. Сварные швы обозначаются на чертежах ломаной линией, состоящей из горизонтального и наклонного участка, который заканчивается односторонней стрелкой, указывающей место расположения шва.

2. Угол наклона стрелки к линии шва рекомендуется принимать от 30 до 60°.
3. Допускается двойной излом линии стрелки, а также сведение нескольких стрелок, указывающих одинаковые швы, к общему горизонтальному участку.

4. Все условные знаки и размеры швов, кроме пробочных, а также швов со сквозным проплавлением без прорези, проставляются: у видимого шва над горизонтальным участком стрелки, у невидимого шва— под ним.

5. Швы пробочные, а также швы со сквозным проплавлением без прорези обозначаются знаками, указанными в табл. 19, проставленными на наклонном участке стрелки.


6. Швы, подлежащие выполнению при монтаже, обозначаются дополнительно буквой M над наклонным участком стрелки.
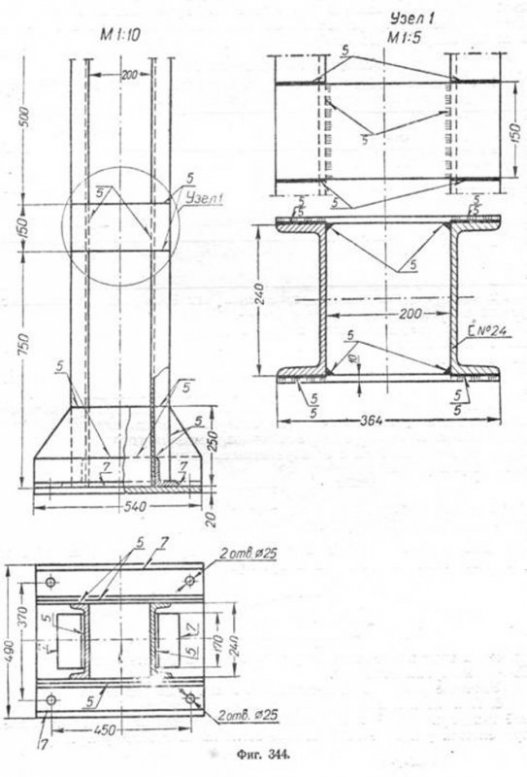
7. На чертежах, выполненных в масштабе более 1: 10, допускается для обозначения швов помимо стрелок применять штриховку или утолщение линии в плане и фасаде, а также заливку тушью контуров шва в разрезе.
8. При выполнении всех швов изделия или узла сваркой одного и того же вида последний указывается в примечании к чертежу или в технических условиях. В случае применения для одного и того же изделия или узла различных видов сварки, на горизонтальном участке стрелки проставляются:
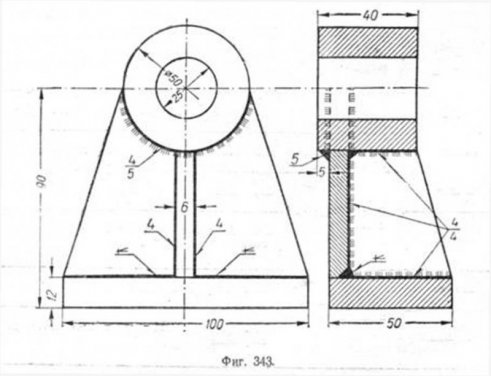
На фиг. 343 и 344 даны примеры выполнения сварных швов для стойки и колонны.
Далее: Соединение заклепками, отверстия под болты. Условное изображение заклепок, болтов и отверстий
2. Угол наклона стрелки к линии шва рекомендуется принимать от 30 до 60°.
|
6. Швы, подлежащие выполнению при монтаже, обозначаются дополнительно буквой M над наклонным участком стрелки. |
3. Допускается двойной излом линии стрелки, а также сведение нескольких стрелок, указывающих одинаковые швы, к общему горизонтальному участку.
www.nacherchy.ru
Обозначение сварных швов на чертежах
 Любая деталь или конструкционный элемент, прежде чем получить выражение «в железе», разрабатывается в виде чертежа. Чертеж является исчерпывающим информационным ресурсом, позволяющим воссоздать определенный элемент, не прибегая к дополнительным источникам информации.
Любая деталь или конструкционный элемент, прежде чем получить выражение «в железе», разрабатывается в виде чертежа. Чертеж является исчерпывающим информационным ресурсом, позволяющим воссоздать определенный элемент, не прибегая к дополнительным источникам информации.
Очевидно, что грамотный чертеж – это 50% в деле создания качественной детали, если не больше.
Именно поэтому, необходимо точно соблюдать стандарты, принятые для разработки чертежей. Это в полной мере относится и к отображению на чертежах сварных соединений.
Сварка металлов – важная конструкционная операция, позволяющая добиться надежного соединения двух элементов для обеспечения конкретного инженерного замысла. Обозначение сварных швов на чертежах рекомендуется выполнять, опираясь на ГОСТ 2.312-72.
В соответствии с данным документом, независимо от того, какой тип сварки используется, шов может быть видимым (расположен на лицевой стороне проекции) и невидимым (расположен на внутренней стороне проекции). В первом случае, швы отображаются сплошной линией (основной), во втором – штриховой.
Если необходимо отразить одиночную сварную точку, то используют знак креста. Конкретный метод сварки так же не играет роли. Однако стоит заметить, что невидимые сварные точки на чертежах не обозначаются.
Для уточнения определенных параметров сварки, от линии шва или одиночной точки проводят выноску с односторонней стрелкой.
Для лицевых и внутренних швов различается так же способ вывода условных обозначений. Линия выноски для лицевого (видимого) шва дополняется односторонней стрелкой, развернутой наружу, а все условные обозначения пишутся над линией выноски. Если речь идет о внутреннем шве (невидимом), то условные обозначения располагают над линией выноски, а ее односторонняя стрелка развернута внутрь.
Рекомендуется делать выноски на видимых чертежах, если есть такая возможность.
Обозначение сварных швов на чертежах может меняться, в случае наличия особых параметров шва.
Если в процессе производства детали (элемента) необходим нестандартный шов, то на чертеже, сплошной линией, отображается его контур. Так же указываются размеры шва и остальные данные, необходимые для его выполнения. Части деталей, скрытые данным швом, отображаются тонкими сплошными линиями.
Многопроходные сварные швы так же изображаются на чертеже посредством нанесения контуров каждого прохода. Учтите, что каждый контур должен быть обозначен прописной буквой кириллицы (по порядку прохода).
На чертежах так же обозначается вид сварного соединения, определяемый расположением соединяемых деталей:
- «С» - стыковое соединение, где детали совмещаются торцами;
- «У» - угловое, где детали совмещаются под углом;
- «Т» - тавровое, где торец одной детали соединяется с боковой стороной другой;
- «Н» - нахлесточное, где одна деталь частично перекрывает другую.
Кроме того, для обозначения непосредственного типа сварки, используются следующие буквенные индексы:
- «Э» - электродуговая сварка;
- «Г» - газовая;
- «З» - выполняемая в среде защитных газов;
- «Кт» - контактная.
Все указанные индексы относятся к условным обозначениям, и указываются с помощью линии-выноски по правилам, рассмотренным выше. В зависимости от вида сварного соединения по методу расположения деталей, в перечень условных обозначений могут добавляться различные параметры: значение катета угла при угловой сварке, например.
www.hugebuilding.ru
Правильное бозначение сварных швов на чертежах
Если вы думали, что сварщики сварят как им того захотелось или так сказать на глаз, вы глубоко ошибаетесь. Сварщики делают все так, как казано на рабочем чертеже и поверьте, в их работе существует немалое количество обозначений.  Обозначение сварных швов на чертежах обычно рисуют инженеры, которые проектируют ту или иную сварочную конструкцию.
Обозначение сварных швов на чертежах обычно рисуют инженеры, которые проектируют ту или иную сварочную конструкцию.
И так, начнем с самого начала и по порядку. Все то, что подлежит сварке, называется сварочным, а полученные в конце результаты, называются сварными. Это самое элементарное, что вам стоит для начала запомнить. Если не знать подобной мелочи, то в глазах опытного сварщика, вы будете выглядеть глупо, и работу вам доверять не станут. Стыковыми, угловыми, тавровыми и нахлесточными — называют сварные соединения. Это как раз те самые швы, которые остаются после того, как по металлу прошлись сварочным аппаратом.
Если начать расшифровывать каждый тип, то картина такова: части деталей, которые находятся на одной плоскости или поверхности, соединенные с помощью сваривания называются стыковыми. Угловым свариванием называется сваривание деталей под углом друг к другу. Если одна деталь расположена под углом, примыкая ко второй, и приварена к ней, то такое сваривание называется тавровым. В каждом виде сваривания, хватает своих и плюсов и минусов.
Теперь можно перейти к тому, как это все обозначается на чертеже. Все видимы швы на детали, обычно обозначаются сплошным контуром. Все, что заштриховано, обозначает то, что этих швов не видно. Размеры на чертеже обознаются по государственным стандартам, которые ни в коем случае нельзя нарушать и тем более, пририсовывать то, что вам самим захотелось.
Если в поперечных сечениях, границу шва показывают сплошными полужирными линиями, то сплошными тонкими линиями обозначают кромки свариваемой детали. Так же, на чертеже, ведется линия, с так называемой полкой, на которой пишут условные обозначения. И кстати, если обозначения написаны над полочкой, то этот шов видимый, а если под полкой, то наоборот. Многие чертежные обозначения, зашифрованы цифрами, от одного до двенадцати. Но помимо цифр, есть еще множество различных символов, которые состоят из палочек, полочек, кружочков, ромбиков, треугольников и прочих геометрических фигур. Чтобы стать сварщиком, нужно не только умело пользоваться сварочным аппаратом, но еще и грамотно читать чертежи.
Оцените пожалуйста статью:
Еще материалы по теме:
 19.05.2014 Что такое сварочная дуга — читаем здесь Процесс сварки - это расплавление металла в месте соединения металлических заготовок. После этот расплавленный металл остывает и прочно соединяет их. При соблюдении технологии сварки […]
19.05.2014 Что такое сварочная дуга — читаем здесь Процесс сварки - это расплавление металла в месте соединения металлических заготовок. После этот расплавленный металл остывает и прочно соединяет их. При соблюдении технологии сварки […] 17.06.2014 Проводим организацию рабочего места сварщика Как обеспечить качество и безопасность сварочных работ
Качество выполнения сварочных работ во многом зависит от условий, в которых работает сварщик. Рабочее место такого специалиста не […]
17.06.2014 Проводим организацию рабочего места сварщика Как обеспечить качество и безопасность сварочных работ
Качество выполнения сварочных работ во многом зависит от условий, в которых работает сварщик. Рабочее место такого специалиста не […] 04.06.2014 Условное обозначение сварных швов на чертежах Самой распространенной технологией обработки металла является сварка. Она применяется на многих производственных предприятиях, для получения крепких соединенных деталей. Все изделия […]
04.06.2014 Условное обозначение сварных швов на чертежах Самой распространенной технологией обработки металла является сварка. Она применяется на многих производственных предприятиях, для получения крепких соединенных деталей. Все изделия […] 06.05.2014 Делаем сварочный аппарат постоянного тока своими руками Не редки те случаи, когда в работе требуется сварочный аппарат, но такового не имеется под рукой. Увы, не всегда такие агрегаты имеются и у соседей. Если же вам все чаще начинает […]
06.05.2014 Делаем сварочный аппарат постоянного тока своими руками Не редки те случаи, когда в работе требуется сварочный аппарат, но такового не имеется под рукой. Увы, не всегда такие агрегаты имеются и у соседей. Если же вам все чаще начинает […]
svarkahome.com
- Контактная сварка своими руками

- Сварка вольфрама
- Какую температуру выдерживает сварочный шов
- Прессовая сварка

- Свариваемость чугуна

- Сварка комбинированная

- Травление алюминия перед сваркой tig

- Что значит сварка
- Сварка лазерная это

- Почему при сварке металлических деталей

- Как варить сваркой точечной
