Большая Энциклопедия Нефти и Газа. Ацетиленовая сварка
Технология газовой сварки - техника, режимы, оборудование
Газовая сварка является одним из видов и способов соединения металлов и их сплавов под действием высокой температуры. Сегодня поговорим об основах, ее технологии способах и приемах, достоинствах и недостатках. Данная статья будет полезна начинающим газосварщикам желающим освоить эту нелегкую профессию, а также опытным мастерам, желающим подкрепить свои знания в этой области.
Технология газовой сварки
Это такой способ сваривания деталей, во время которого оплавление кромок деталей, присадочной проволоки осуществляют при помощи газовой горелки. Пламя образуется от горения смеси кислорода и ацетилена, кстати, его можно заменить на другие газы. Для этого применяют бутан, ацетилен, бензин, водород и другие вещества. В зависимости от применяемых технических газов принято выделять следующие разновидности газовой сварки:
- ацетилено-кислородная;
- керосино-кислородная;
- бензино-кислородная ;
- пропанобутано-кислородная.
Сущность газосварки заключена в следующем — тепло, выделяемое при горении газовой смеси, плавит края заготовки и присадки, таким образом, формируется сварочная ванна.
Пламя, применяемое для сварки можно разделить на следующие составные части:
- нормальную;
- окислительную;
- восстановительную.
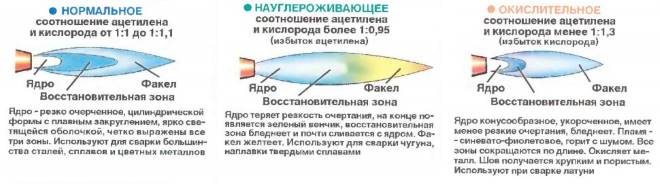
Характеристики пламени газовой горелки
Химический состав присадки для формирования будущего сварочного шва подбирают исходя из того, какой материал сваривают, а его размер зависит от толщины свариваемого металла.
Кислород, находящийся в стальном баллоне, проходит через редуктор, снижающий давление газа и по рукавам, поступает к месту работы. Такой же путь повторяет и горючий газ (ацетилен или его аналоги).
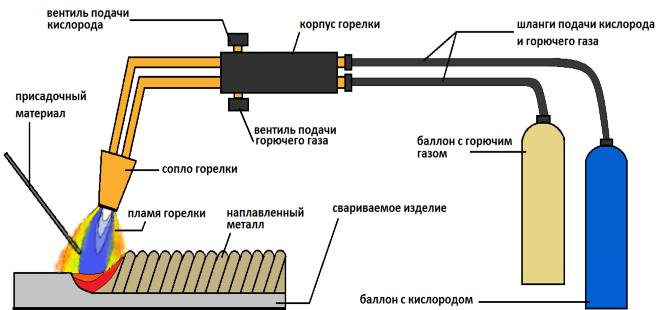
Оборудование и материалы, используемые при газовой сварке
В горелке перемешиваются в нужной пропорции и в момент выхода смеси из нее выполняют розжиг. Пламя в данном случае выполняет сразу три функции:
- Расплавляет металл,
- Плавит материал, выполняющий роль присадки;
- Защищает место, в котором происходит соединение заготовок, от воздействия атмосферного кислорода.
Расход кислорода и газа регулируют с помощью вентилей, установленных на баллонах с газом.
Температура горения достигает своего максимума в восстановительной части пламени. Именно в ней должны располагаться присадка и кромки свариваемых деталей. Если заменить ацетилен, то температура пламени будет снижена.
Подготовка кромок
Важным этапом качественного выполнения шва является правильная разделка кромок, которая зависит от толщины подготавливаемого металла.
| Толщина металла | Форма разделки | Угол, ° | Зазор между торцами заготовок, мм | Дополнительные мероприятия |
| 0,5-2 | не производится | — | — | Торцевание или отбортовка кромок. Сварка без присадки, встык |
| 1-5 | не производится | — | 0,5 — 2 | Сварка с присадкой |
| 4-8 | допускается не производить | — | 1 — 2 | Двусторонний шов |
| 5-10 | V-образная | 70-90 | 2-4 | Притупление кромок 1,5 -3мм |
| свыше 10 | Х-образная | 35-45 | 2-4 | Притупление 2-4 мм |
Необходимо очистить от грязи, краски, окалины область 20-30 мм от свариваемых поверхностей.
Режимы газовой сварки
Главная характеристика газовой сварки, это мощность пламени. Она зависит от типа металла и ряда других его характеристик, например, теплофизических свойств. Другими словами, чем толще металл, тем больше температура плавления металла, тем выше должна быть температура пламени.
Мощность пламени определяет расход горючего газа и кислорода. К, примеру, при обработке стали или чугуна расход количества газа и толщины металла связан следующей пропорцией:
Va (100–150)*S л/ч, где Va -расход горючего газа, S- толщина металла.
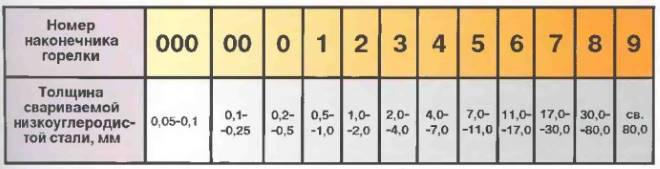
Регулировка данного параметра осуществляется подбором номера наконечника горелки:
Кроме этого, важную роль играет наклон горелки и размер присадки. Таким образом к параметрам и режимам сварки относятся:
- Мощность пламени и ее характер;
- Диаметр присадочной проволоки;
- Скорость сварки, определяемая способами выполнения сварочных швов и положения мундштука относительно плоскости заготовки.
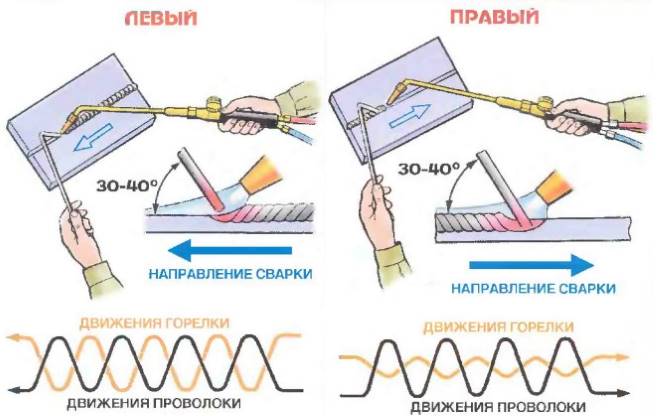
Левый способ
При таком методе сварки деталей, сварщик перемещает горелку справа налево, присадка должна располагаться впереди горелки. Пламя направляется от шва. Это обеспечивает сварщику хороший обзор шва и как результат он может обеспечить равномерность ширины и высоты валика. Такой метод сварки применяют при работе с деталями до 5 мм.
Правый способ
Такой способ предполагает, что сварщик передвигает горелку слева направо. Проволока должна перемещаться за горелкой. Пламя направляется на шов. При таком методе остывание шва длится дольше и качество шва повышается, но вот его внешний вид оставляет желать лучшего, так как сварщик не может толком видеть его формообразование. Такой метод применяют при толщине листа больше 5 мм.
Диаметр присадочной проволоки
Подбор диаметра присадки(dп) осуществляют в зависимости от толщины свариваемого металла (S), а также от способа сваривания: левый или правый.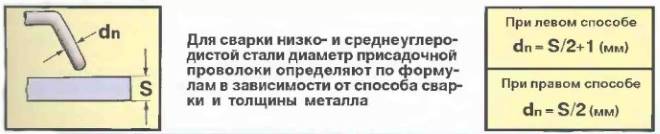
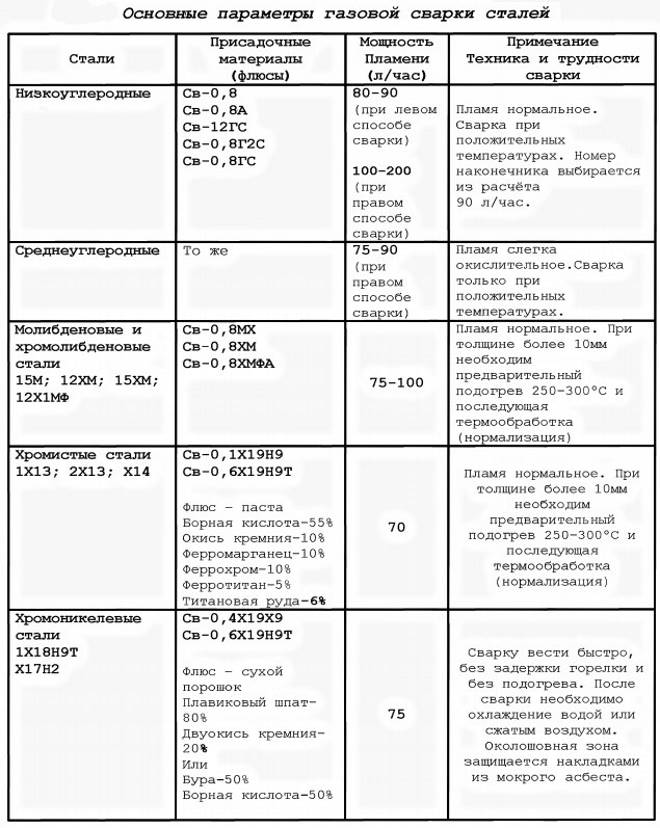
Основные параметры газовой сварки распространенных типов и составов сталей можно представить в виде таблицы
Положение мундштука горелки
Скорость сварки ацетиленом или плавления металла регулируют изменением угла расположения мундштука относительно плоскости свариваемого металла. Он определяется теплопроводностью, толщиной и родом металла. Толстый металл с высокой теплопроводностью требует большего угла наклона горелки ввиду долгого прогрева и приложения наибольшей мощности пламени для формирования сварочной ванны.
Для понимания характера воздействия пламени на металл при различном положении достаточно взглянуть на рисунок, представленный ниже.
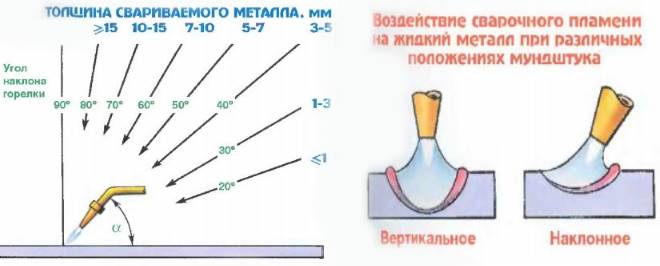
Как видим ,максимальное проплавление происходит при вертикальном положении горелки. Именно поэтому в начале сварки, для лучшего и быстрого прогрева мундштук располагают под углом 90 °, постепенно снижая его в соответствии с толщиной металла.
Важно! Завершающий этап газовой сварки(формирование кратера) совершают на минимальном угле для предотвращения прожига металла.
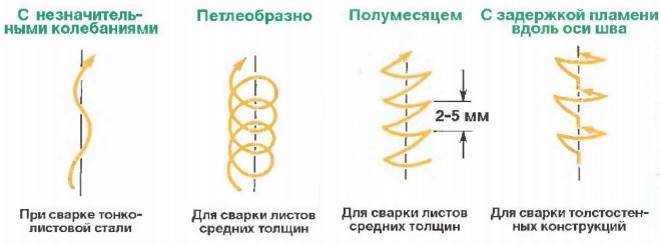
Движения горелки
В процессе работы сварщик совершает продольные и поперечные движения горелкой. Основным типов является продольное, оно направлено вдоль линии шва, предназначено для заполнения шва металлов. Поперечное движение выполняется для равномерного прогрева кромок металла и предназначено для формирования нужной ширины шва.
В свою очередь, движения присадочной осуществляются такие же колебательные движения, но в противоположную сторону движению конца горелки. Чтобы избежать дефектов в сварочном шве, конец присадки не рекомендуется извлекать из сварочной ванны, особенно из восстановительной зоны пламени.
Вид движения зависит от пространственного положения шва, его геометрических размеров, толщины и рода металла.
Техника наложения швов в различных пространственных положениях
Нижнее положение
Сварка в нижнем положении является наиболее простой, контролировать процесс формирования шва в данном случае проще всего. Снижается вероятность непровара и появления других дефектов. По технике выполнения применяют, как правило, спиралеобразные движения конца мундштука автогена. В разогретую сварочную ванну опускают присадку, делают «петлю» и повторяют операцию. Каждый следующий виток должен перекрывать предыдущий на 1/3 диаметра.
Тонкие листы сваривают встык отбортовкой кромок, т.е. края заготовок подгибаются и свариваются без применения присадочной проволоки. Можно использовать как правый, так и левый способы соединения.
Нахлесточные швы
Выполнять работу следует, по возможности, без перерывов. Если сделали паузу — перед повторным процессом переплавьте закристаллизовавшийся в кратере металл . Сварка производится левым способом с присадочным материалом. В работе с данным типом соединения целесообразнее применять дуговые технологи, как менее затратные и более производительные. Особенно это скажется на больших объемах.

Вертикальное положение
Возможные варианты выполнения вертикальных швов как сверху вниз, так и с подъемом снизу вверх. В первом случае применяется правый способ(применяется при малой толщине металла), во втором методе возможны оба варианта. Требуется определенная сноровка по удержанию сварочной ванны, не допуская ее стекания вниз. Она обеспечивается правильным положением мундштука, а также давлением газового пламени.
При значительной толщине деталей (до 20 мм) заполнение шва металлом следует выполнят двойным валиком. Подготовка кромок в данном случае не требуется, зазор между деталями должен составлять половину от толщины свариваемых заготовок.

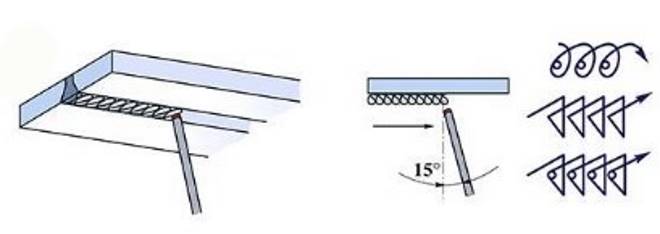
Потолочное положение
Требует аккуратности и максимальной сосредоточенности. Перед подачей проволоки разогревают кромки. Когда они начинают плавится, в зон сварочной ванны вводят проволоку. Конец присадки быстро плавится, образуя сварной шов. Удержание металла в сварочной ванне происходит давлением пламени. Варят правым способом в несколько приемов, каждый слой делают небольшим по толщине. Чтобы металл не стекал по прутку, его следует держать ближе к горизонтальной плоскости потолочного шва.
Достоинства и недостатки
Сварка ацетиленом применяется в производстве различного оборудования вот уже порядка ста лет. И надо отметить, что эта технология актуальна, до сих пор несмотря на то, существует множество оборудования для выполнения электрической сварки, в том числе и с применением защитных газов.
Технология газовой сварки обладает рядом преимуществ:
- для выполнения сварки нет необходимости применять сварочные аппараты;
- доступность газовой смеси, ее можно приобрести в специализированных организациях;
- при выполнении сварки газом нет необходимости в источнике энергии и наличия защитной среды, пламя с успехом выполняет эту функцию;
- возможность регулировки расхода газа и соответственно температуры пламени.
- отсутствие сильного разбрызгивания металла;
- отсутствие УФ-излучения — работу выполняют в специальных очках газосварщика.
Между тем, газовая сварка обладает и рядом серьезных недостатков:
- низкая скорость нагрева свариваемых металлов;
- тепло от газовой горелки, в отличие от электродуговой имеет широкое рассеивание по поверхности свариваемых деталей и обладает низкой концентрацией в одной точке.
Экономическая составляющая газовой сварки
Нередки случаи, когда инженер технолог делает выбор в пользу газовой сварки, искренне полагая, что, таким образом, он достигнет экономии денежных средств. Но не все так просто. Да, электродуговая сварка потребляет большое количество энергии, но выполнив простые арифметические расчеты можно убедиться, что расходы на электросварку, при том же объеме работ ниже, чем на газовую. Поэтому перед тем как варить газосваркой, имеет подсчитать во сколько обойдется один метр шва.
Слабая концентрация тепла в процессе газовой сварки оказывает отрицательное влияние на ее результативность. Так, при работе с листовой сталью толщиной в 1 мм, средняя скорость сварки составляет 10 метров в час, в то время как при толщине листа 10 мм, скорость упадет до 2 метров в час. Именно поэтому газовую сварку применяют при работе со сталью толщиной до 5 мм. В остальных случаях применяют электросварку.
Ацетилено-кислородная сварка практически не механизируется. Автоматическая сварка используется при работе с трубами, обладающими тонкой стенкой. Для этого применяют горелки, на которых установлено несколько мундштуков.
Сферы использования сварки
Сварка этого типа отличается от электродуговой плавным разогревом металла. Пожалуй, это и определило сферы ее использования. Сварка газом показывает максимальный эффект при работе со сталью толщиной до пяти миллиметров. Эта технология сварки с успехом используется при обработке цветных металлов. Сварку газом используют для работы с материалами, требующими предварительного прогрева. При выборе газовой сварки, проектировщик должен руководствоваться требованиями ГОСТ.
Сварку газом применяют при проведении ремонтных работ, пайке. С ее помощью проводят восстановление изношенных деталей, например, коленчатых валов. Для этого, на изношенную поверхность наплавляют слой металла. Впоследствии место наплава будет отшлифовано и доведено до необходимого размера.
svarkagid.ru
Сварка ацетиленом
 На сегодняшний день более популярны баллоны, которые заправляются ацетиленом на заправочных станциях, что позволяет меньше мучаться с получением ацетилена и не стравливать остатки газа после окончания работ. Отпавшая необходимость обслуживать относительно капризный генератор значительно повышает производительность труда сварщика, а также снижает трудозатраты. Технология сварки ацетиленом достаточно проста, однако требует внимательности и терпения. Для сварки ацетиленом используются специальные горелки, промаркированные номерами от 0 до 5. Самая малая 0, соответственно, наибольшая — 5. В зависимости от толщины свариваемых деталей используется своя горелка, причем чем больше номер, тем больше и расход газа и шире получаемый шов. Для проведения сварочных работ необходимо подобрать необходимый размер горелки и отрегулировать ее. Внимательно осмотреть горелку, убедиться, что номер наконечника соответствует номеру подающей горючий газ форсунки, установленной ближе к рукоятке горелки под массивной гайкой, а все уплотнения надежны. Далее горелка продувается горючим газом до появления ощутимого запаха ацетилена. После этого, поджигается горючий газ и понемногу добавляется кислород, до получения устойчивого пламени. Стоит отметить, что давление ацетилена на выходе из редуктора должно составлять примерно 2-4 атм и около 2 атм для кислорода. Повышение давления затрудняет правильную регулировку горючей смеси. Для сварки обычных «черных» металлов необходимо приготовить нейтральное пламя. Такое пламя имеет четко очерченную корону и состоит из ярко выделенных трех частей. Первая — ядро пламени — имеет ярко-голубую, с небольшим зеленоватым отливом окраску, вторая — восстановительное пламя — окрашено в бледно-голубой цвет — именно эта область является рабочей. И третья — факел пламени — также является рабочей. Для сварки ацетиленом поверхности тщательно очищают и подгоняют как можно ближе друг к другу. При работе газовой горелкой используют правый и левый способы. При правом пламя направлено на получающийся шов, что обеспечивает его медленное остывание, а, соответственно, большую прочность и эластичность. Присадочный материал при этом перемещается следом за горелкой. При левом способе пламя направлено от получающегося шва, а присадочный материал вносится в сварочную ванну после того, как горелка переместится на следующую позицию. Качество швов, полученных сваркой ацетиленом достаточно велико. Таким образом получают наиболее надежные соединения, однако следует учитывать, что зона нагрева достаточно велика, поэтому свариваемые материалы должны быть пожаробезопасны и не бояться коробления при остывании.
На сегодняшний день более популярны баллоны, которые заправляются ацетиленом на заправочных станциях, что позволяет меньше мучаться с получением ацетилена и не стравливать остатки газа после окончания работ. Отпавшая необходимость обслуживать относительно капризный генератор значительно повышает производительность труда сварщика, а также снижает трудозатраты. Технология сварки ацетиленом достаточно проста, однако требует внимательности и терпения. Для сварки ацетиленом используются специальные горелки, промаркированные номерами от 0 до 5. Самая малая 0, соответственно, наибольшая — 5. В зависимости от толщины свариваемых деталей используется своя горелка, причем чем больше номер, тем больше и расход газа и шире получаемый шов. Для проведения сварочных работ необходимо подобрать необходимый размер горелки и отрегулировать ее. Внимательно осмотреть горелку, убедиться, что номер наконечника соответствует номеру подающей горючий газ форсунки, установленной ближе к рукоятке горелки под массивной гайкой, а все уплотнения надежны. Далее горелка продувается горючим газом до появления ощутимого запаха ацетилена. После этого, поджигается горючий газ и понемногу добавляется кислород, до получения устойчивого пламени. Стоит отметить, что давление ацетилена на выходе из редуктора должно составлять примерно 2-4 атм и около 2 атм для кислорода. Повышение давления затрудняет правильную регулировку горючей смеси. Для сварки обычных «черных» металлов необходимо приготовить нейтральное пламя. Такое пламя имеет четко очерченную корону и состоит из ярко выделенных трех частей. Первая — ядро пламени — имеет ярко-голубую, с небольшим зеленоватым отливом окраску, вторая — восстановительное пламя — окрашено в бледно-голубой цвет — именно эта область является рабочей. И третья — факел пламени — также является рабочей. Для сварки ацетиленом поверхности тщательно очищают и подгоняют как можно ближе друг к другу. При работе газовой горелкой используют правый и левый способы. При правом пламя направлено на получающийся шов, что обеспечивает его медленное остывание, а, соответственно, большую прочность и эластичность. Присадочный материал при этом перемещается следом за горелкой. При левом способе пламя направлено от получающегося шва, а присадочный материал вносится в сварочную ванну после того, как горелка переместится на следующую позицию. Качество швов, полученных сваркой ацетиленом достаточно велико. Таким образом получают наиболее надежные соединения, однако следует учитывать, что зона нагрева достаточно велика, поэтому свариваемые материалы должны быть пожаробезопасны и не бояться коробления при остывании. Видео: сварка ацетиленом - техника безопасности.
Кроме статьи "Сварка ацетиленом" смотрите также:
nanolife.info
Ацетиленовая сварка - Большая Энциклопедия Нефти и Газа, статья, страница 3
Ацетиленовая сварка
Cтраница 3
Для ацетиленовой сварки употребляется присадочная проволока ( присадочные стержни) марок Св - 08А и Св-08 диаметром от 1 до 12 мм. Технология ручной ацетиленовой сварки труб сводится к следующему. Поворотные стыки свариваются за один проход при постепенном поворачивании трубы, которое производится после того, как будет сварен участок трубы в 60 - 70 в полувертикальном положении. Пламя при сварке должно быть нейтральным. [31]
Соединение труб внутренней газовой разводки производят на сварке. Мелкие диаметры сваривают ацетиленовой сваркой, крупные - электросваркой. [33]
Получается при взаимодействии окиси углерода с тонко измельченным железом. В малых количествах может образовываться при ацетиленовой сварке. Может загрязнять окись углерода, содержащуюся в стальных цилиндрах, образуясь при действии СО на металл. [34]
Трубы внутренней газовой разводки соединяют сваркой. Мелкие диаметры ( до 57 мм) сваривают ацетиленовой сваркой, крупные диаметры сваривают электросваркой. [36]
Наиболее важным применением этого раствора является удаление пригоревших графитовых смазывающих веществ с горячекованых деталей из листового магния. Раствор служит также в качестве очищающего средства перед дуговой ли ацетиленовой сваркой деформированных деталей из магния, а также для удаления прокатной окалины. [37]
Швы стыковых соединений листового никеля толщиной 2 мм, рекомендуется выполнять с применением арго-но-дуговой сварки, обеспечивающей высокое качество сварных соединений. Для листов большей толщины применяют преимущественно автоматическую сварку под слоем керамического флюса, ручную электродуговую и ацетиленовую сварку. [38]
Одним из источников отравления рабочих при взрывных работах в подземных выработках является выделение в шахтный воздух окислов азота и других продуктов взрыва. Двуокись азота в опасных концентрациях встречается также в воздухе промышленных предприятий, преимущественно при процессах получения азотной кислоты, при нитровании, в сернокислотном производстве, при электро - и ацетиленовой сварке. [40]
Ацетиленовая сварка сталей применяется в химическом аппаратостроении ограниченно в силу присущих ей недостатков. Значительный разогрев основного металла, обусловливаемый более длительным воздействием источника тепла, вызывает повышенную деформацию свариваемых узлов и способствует перегреву и росту зерна в сварном соединении. По сравнению с другими сварочными процессами ацетиленовая сварка является малопроизводительным и неэкономичным процессом. Она применяется лишь при отсутствии источников тока и в других случаях, обусловленных конструктивными соображениями или технологией изготовления. [41]
Ручную электродуговую сварку применяют для соединения стальных труб диаметром от 25 мм и более. Ручную газовую ( ацетиленовую) сварку осуществляют пламенем, образующимся в результате сжигания смеси кислорода с ацетиленом; температура пламени при этом достигает 3150 С. Пламя расплавляет кромки свариваемых труб и проволоку - присадочного металла, из которого формируется сварной шов. Для ацетиленовой сварки употребляют присадочную проволоку ( присадочные стержни) марок Св08А и Св08 ( ГОСТ 2246 - 70), которую поставляют в бухтах. Перед использованием ее очищают от грязи и ржавчины. [42]
Производится в восстановительном пламени ипжекционной горелки. Присадочным материалом служат проволока и прутки из металла, близкого по составу I к металлу свариваемых деталей. Кислородно - ацетиленовую сварку используют преимущественно для соединения деталей из углеродистых сталей в мелкосерийном производстве, а также в полевых условиях. [43]
Пустой бак очищают от осадков, грязи и парафина. Его сначала промывают, а затем ополаскивают теплым маслом. Проверяют исправность работы спускного крана. Места течи подваривают ацетиленовой сваркой, предварительно тщательно очистив места сварки от масла и краски и просушив его постепенным и равномерным нагревом горелкой паяльной лампы. [45]
Страницы: 1 2 3 4
www.ngpedia.ru
Ацетиленовая сварка - Большая Энциклопедия Нефти и Газа, статья, страница 2
Ацетиленовая сварка
Cтраница 2
Для кислородной резки ацетиленом используют оборудование для ацетиленовой сварки, но вместо сварочной горелки применяют газовый резак Пламя-62 или другие резаки. [16]
ГОСТ 5264 - 58-в случае ручной электродуговой или ацетиленовой сварки. Для двухслойных сталей скос кромки в этом случае осуществляется со стороны основного слоя углеродистой стали. [17]
Каким же способом его доставляют к месту так называемой ацетиленовой сварки. [18]
В первую очередь были усилены сварные соединения труб, которые при начальной укладке трубопровода соединились ацетиленовой сваркой. [19]
Проволоку используют для сварки под слоем флюса и в среде защитных газов, а также как присадочную проволоку при ацетиленовой сварке. [20]
При горении ацетилена в кислороде развивается очень высокая температура ( до 3000), поэтому ацетилен широко применяется для так называемой ацетиленовой сварки и резки металлов. [21]
При горении ацетилена в кислороде развивается очень высокая температура ( до 3000 С), поэтому ацетилен широко применяется для так называемой ацетиленовой сварки и резки металлов. [22]
При горении ацетилена в кислороде развивается очень высокая температура ( до 3000 С), поэтому он широко применяется для так называемой ацетиленовой сварки и резки металлов. [23]
При горении ацетилена в токе кислорода развивается очень высокая температура ( около 3000 С), что широко используют для так называемой ацетиленовой сварки. [24]
Мировое производство карбида кальция в 1913 г. составляло 400 тыс. т; большая часть полученного из него ацетилена пошла на нужды освещения и не более четверти - на нужды ацетиленовой сварки. [25]
В 1929 г. было выработано 1400 тыс. т карбида кальция; из них 650 тыс. т было израсходовано на производство цианамида кальция, 648 5 тыс. т на нужды ацетиленовой сварки и резки, остальное - для целей органического синтеза и другие нужды. [26]
В штате ( Миссури был произведен ремонт газопровода длиной 24 км, построенного 30 лет назад из шестиметровых труб 559X7 9 мм, сваренных в трехтрубные секции при помощи ацетиленовой сварки поворотных стыков. [27]
Значительный практический интерес представляет триметил-борат - как исходное сырье для синтеза различных соединений бора ( боргидриды натрия и калия, триметоксибороксол и др.) и в качестве флюса при ацетиленовой сварке металлов. [28]
Перед началом сварочных работ необходимо: проверить исправность изоляции сварочных проводов и элект-рододержателей, а также надежность всех контактных соединений; отсутствие соприкосновения сварочных проводов со стальными тросами, шлангами ацетиленовой сварки, газопламенной аппаратуры и горячими трубопроводами; отсутствие напряжения на корпусе сварочного аппарата; отсутствие в месте производства сварочных работ хранения или использования огнеопасных материалов: бензина, ацетона, спирта, уайт-спирита и т.п. Включать электросварочный аппарат в сеть разрешается только закрытым рубильником. [29]
Перед началом сварочных работ необходимо проверить: исправность изоляции сварочных проводов и электродо-держателей, а также надежность всех контактных соединений; отсутствие соприкосновения сварочных проводов со стальными тросами, шлангами ацетиленовой сварки, газопламенной аппаратуры и горячими трубопроводами; отсутствие напряжения на корпусе сварочного аппарата; отсутствие в месте производства сварочных работ хранения или использования огнеопасных материалов: бензина, ацетона, спирта, уайт-спирита и т.п. Включать электросварочный аппарат в сеть разрешается только закрытым рубильником. [30]
Страницы: 1 2 3 4
www.ngpedia.ru
Сварка ацетиленом - Сварочные работы дома - Каталог статей

Ацетилен – это горючий газ, атомная масса которого составляет 26,04, при этом он легче воздуха. Газ бесцветный и имеет резкий запах. Ацетилен имеет свойство самовоспламеняться , при этом смесь воздуха и ацетилена или смесь кислорода и ацетилена также могут воспламениться. Из вышеуказанного вытекает, что если соединение поддать высокой температуре , оно может воспламениться.
Ацетилен взрывоопасен, поэтому следует обращаться с ним очень бережно. В случае если ацетилен взорвется, последствия будут тяжелей чем, если взорвать такое же количество тротила или нитроглицерина. Поэтому следует обращаться к установленным правилам безопасности при работе с ацетиленом. А именно придерживаться следующего:
1. Контроль с помощью автоматических приборов уровня ацетилена в воздухе в радиусе рабочей зоны. Допустимая норма – 0,46%.
2. Не должно быть открытого пламени поблизости, в случае если происходит работа с баллонами. Запрещено работать с баллонами, расположенными горизонтально, с баллонами, которые неисправны.
3. В случае если замечена утечка газа, необходимо немедленно перекрыть вентиль баллона.
4. В случаях, когда возможно перегревание баллонов, периодически охлаждать нагретые баллоны с помощью холодной воды.
Следует заметить, что ацетилен – это основное горючее, которое еще с давних времен используется в газосварке. Температура пламени этого газа достигает 3300 градусов по Цельсию. Благодаря ацетилену достигается высокий уровень производительности сварки и качество готового изделия. Только высококвалифицированные мастера смогут получить всю корысть газовой сварки в своих «творениях», поскольку именно они специально обучены сварочному мастерству и знают все тонкости своего нелегкого дела.
Сварка алюминия газом ацетиленом
Наслышен что сварить алюминий ацетиленом при помощи флюса с нормальными руками просто. Поодскажите как сделать флюс в домашних условиях. P.S Руки на месте ) четвертый год работаю сварщиком но в частности с черным металом очень заинтерисован
кислородно-ацетиленовая сварка. Для работы такой сварки вам потребуется кислород, который в свою очередь хранится в специальном баллоне, выдерживающем высокое давление и ацетилен. Подача этих двух газов осуществляется по резиновым шлангам в газовую горелку, суть которой заключается в смешение кислорода с ацетиленом.
Ацетилен & горючий газ, который вырабатывается по средством химической реакции взаимодействия карбида и воды. Данный газ, не то чтобы горюч, он еще в довесок взрывоопасен и любая его утечка вблизи открытого огня, может обернуться взрывом. Ацетилен вырабатывается в специальном генераторе, который служит и накопителем данного газа и уже от него непосредственно по шлангам поступает в горелку и смешивается с кислородом, образуя необходимое по температуре пламя.
Кислород, как известно очень хорошо поддерживает горение. Ацетиленовое пламя само по себе не имеет достаточной температуры для плавления металла, а вот при смешение с кислородом такая температура как раз и достигается.
Процесс сварки металлов заключается в нагреве последнего до температуры плавления и парралельно с нагревом сваривоемого металла греется и специальная проволка присадка, конец которой под действием температы так же начинает плавится и смешиваясь с расплавленным металом свариваемой части кузова образует шов. Чем толще проволка присадка, тем толще и сам сварной шов.
Неоспоримый плюс кислородно-ацителеновой сварки в том, что вы сами, по средством перемещения газовой горелки, будете регулировать температуру нагрева металла, а значит исключается возможность прожигания последнего. Конечно для получения качественного конечного результата вам нужно набраться опытом, но все таки технология и скорость преобретения необходимых навыков, с такой сваркой можно получить гораздо быстрее, чем с той же электродуговой .
Но кроме плюсов, есть так же и существенный минус. В силу того, что температура пламени недостаточно велика, необходимо больше времени тратить на прогрев металла до плавкого состояния, плюс так же увеличивается площадь прогрева, что сказыватется на нарушении свойств самого металла. Но несмотря на это, кислородно-ацителеновая сварка до сих пор пользуется популярностью среди автомастеров жестянщиков для ремонта автомобилей.
СОДЕРЖАНИЕ
Введение
Ацетилен – химическое газообразное соединение углерода с водородом, без цвета, со слабым эфирным запахом и сладковатым вкусом.
Ацетилен в газосварочном производстве получил наибольшее распространение благодаря важным для сварки качествам . Так, при разложении 1 кг ацетилена выделяется 8473,6 кДж теплоты. Это единственный газ, горение которого возможно при отсутствии кислорода .
Выделение тепла при сгорании ацетилена обусловлено следующими процессами:
Ацетилен легче воздуха, масса 1 м 3 ацетилена при температуре 20 °С и нормальном атмосферном давлении составляет 1,09 кг. При нормальном давлении и температуре от –82,4 °С до –84,0 °С ацетилен переходит в жидкое состояние, а при температуре –85 °С затвердевает, образуя кристаллы.
Технический ацетилен выпускается двух видов: растворенный и газообразный.
Технический растворенный ацетилен марки А предназначается для питания осветительных установок, технический растворенный ацетилен марки Б и технический газообразный ацетилен предназначаются в качестве горючего газа при газопламенной обработке металлов.
Технический ацетилен получают из карбида кальция путем разложения последнего водой. При этом из карбида кальция в ацетилен переходят вредные примеси, загрязняющие ацетилен: сероводород, аммиак, фосфорный водород, кремнистый водород. Эти примеси могут ухудшать свойства наплавленного металла и поэтому удаляются из ацетилена промывкой в воде и химической очисткой. Особенно нежелательна примесь фосфористого водорода, содержание более 0,7 % в ацетилене повышает взрывоопасность последнего.
Свойства ацетилена
Основные свойства ацетилена приведены в таблице 1.
Таблица 1 — Основные свойства ацетилена
Основы газопламенной сварки

Газопламенной сваркой металлов называют процесс, при котором плавление основного и присадочного материалов происходит в пламени открытой горелки. Поддержание пламени горелки осуществляют подачей одного или нескольких горючих газов или жидкостей в смеси с кислородом. И хотя газопламенная сварка не позволяет достичь той же скорости и простоты, как дуговая сварка, многие отдают ей предпочтение из-за больше мобильности и универсальности. При газовой сварке происходит сплавление двух заготовок с образованием сварного шва, который после остывания имеет такую же прочность, как исходный металл. Металл, соприкасаясь с пламенем и окружающими воздухом, подвергается структурным изменениям, характер которых зависит от свойств самого металла и режимов газопламенной обработки. При газопламенной обработке происходит изменение структуры металла, содержания в нем примесей и легирующих добавок, обогащение кислородом и другими газами, что, в свою очередь, может вызывать окислительные процессы.
В результате плавления металла под воздействием пламени образуется жидкая сварочная ванна, внутри которой происходят сложные физические и химические процессы. Одним из таких процессов является образование оксида железа , который реагирует с примесями, содержащимися в металле и в первую очередь с кремнием и марганцем. При этом вредные примеси, содержащиеся в сварочной ванне, частично выводятся в сварочный шлак, а частично испаряются в атмосферу в виде газов. Для защиты сварочной ванны от атмосферного воздействия применяют те же методы, что и при дуговой сварке в первую очередь флюсы. Расплавленные флюсы вместе с вредными примесями образуют на поверхности сварочной ванны пленку, которая предохраняет жидкий металл от контакта с атмосферным воздухом и газами, содержащимися в пламени горелки, а остывая, превращается в корку шлака.
Газопламенная обработка металла, выполняемая при газовой сварке, способствует повышению температуры основного и присадочного материалов, достаточной для плавления металлов в пределах границ раздела со сварочной ванной. В результате этого в сварочной ванне присутствуют два вида металлов , которые перемешиваются между собой, а под действием флюсов и газов, содержащихся в пламени и атмосферном воздухе, взаимодействуют с ними, изменяя свои свойства и состав. По мере удаления от эпицентра пламени температура металла снижается и возникают процессы кристаллизации, образуя сварочный шов. При этом структура металла шва имеет вытянутые укрупненные и направленные к центру кристаллы. Рассмотрим же более подробно процессы, происходящие в зоне действия открытого пламени горелки.
АЦЕТИЛЕНОВАЯ СВАРКА это:
Смотреть что такое "АЦЕТИЛЕНОВАЯ СВАРКА" в других словарях:
Воздушная ацетиленовая сварка — Air acetylene welding Воздушная ацетиленовая сварка. Метод газовой сварки, при котором соединение получается путем нагрева газовым пламенем, образующимся при сжигании ацетилена в воздухе, без приложения давления и без использования& … Словарь металлургических терминов
Технология авиастроения — область технологии машиностроения, включающая процессы, методы, способы и технические средства изготовления изделий авиационной техники. В начальный период развития авиационной техники Т. а. располагала ограниченными средствами, которые& … Энциклопедия техники
Air acetylene welding — Air acetylene welding. См. Воздушная ацетиленовая сварка. … Словарь металлургических терминов
AAW — AAW. См. Воздушная ацетиленовая сварка. … Словарь металлургических терминов
АЦЕТИЛЕН — АЦЕТИЛЕН, имеет химич. формулу С2Н2 и представляет собой при обыкновенных условиях бесцветный ядовитый газ, при 0° и 26 атм. сгущающийся в жидкость. 1 л А. при 0° и 760 мм весит 1,165 г. При обыкновенной& … Большая медицинская энциклопедия
технология авиастроения — технология авиастроения & область технологии машиностроения, включающая процессы, методы, способы и технические средства изготовления изделий авиационной техники.В начальный период развития авиационной техники Т. а. располагала ограниченными … Энциклопедия «Авиация»
технология авиастроения — технология авиастроения & область технологии машиностроения, включающая процессы, методы, способы и технические средства изготовления изделий авиационной техники.В начальный период развития авиационной техники Т. а. располагала ограниченными … Энциклопедия «Авиация»
Дуговая лампа — Ксеноновая дуговая лампа Дуговая лампа& общий термин для обозначения класса ламп, в которых источником света является электрическая дуга. Дуга горит между двумя электродам … Википедия
- Резак ацетиленовый Gce Jetsoud ace. Назначение: сварка, Тип: горелка, Тип горелки/резака: ацетиленовая, Тип газа/топлива: ацетилен, Гарантия: 24& Подробнее Купить за 2420 руб
- Горелка ацетиленовая Krass Г 2 С-М тип МАЛЮТКА. Назначение: сварка, Тип: горелка, Тип горелки/резака: ацетиленовая, Тип газа/топлива: ацетилен, Гарантия: 24& Подробнее Купить за 1875 руб
- Руководство по сварке. Иллюстрированное пособие. Изложены методы и способы, которые может использовать каждый человек, располагающий основным комплектом сварочного инструмента. - Кислородно-ацетиленовая сварка/резка. - Электродуговая& Подробнее Купить за 565 руб
Источники: zastropi.narod.ru, www.chipmaker.ru, weldering.com, remont-vaz2106.ru, weldworld.ru, build.novosibdom.ru, dic.academic.ru
sovet.clan.su
Кислородно-ацетиленовая сварка

Традиционно популярная сварка, которая практически всегда применяется мастером при различного рода кузовных работах в том числе и для ремонта ваз 2106 — кислородно-ацетиленовая сварка. Для работы такой сварки вам потребуется кислород, который в свою очередь хранится в специальном баллоне, выдерживающем высокое давление и ацетилен. Подача этих двух газов осуществляется по резиновым шлангам в газовую горелку, суть которой заключается в смешение кислорода с ацетиленом.
Ацетилен — горючий газ, который вырабатывается по средством химической реакции взаимодействия карбида и воды. Данный газ, не то чтобы горюч, он еще в довесок взрывоопасен и любая его утечка вблизи открытого огня, может обернуться взрывом. Ацетилен вырабатывается в специальном генераторе, который служит и накопителем данного газа и уже от него непосредственно по шлангам поступает в горелку и смешивается с кислородом, образуя необходимое по температуре пламя.
Кислород, как известно очень хорошо поддерживает горение. Ацетиленовое пламя само по себе не имеет достаточной температуры для плавления металла, а вот при смешение с кислородом такая температура как раз и достигается.
Процесс сварки металлов заключается в нагреве последнего до температуры плавления и парралельно с нагревом сваривоемого металла греется и специальная проволка присадка, конец которой под действием температы так же начинает плавится и смешиваясь с расплавленным металом свариваемой части кузова образует шов. Чем толще проволка присадка, тем толще и сам сварной шов.
Неоспоримый плюс кислородно-ацителеновой сварки в том, что вы сами, по средством перемещения газовой горелки, будете регулировать температуру нагрева металла, а значит исключается возможность прожигания последнего. Конечно для получения качественного конечного результата вам нужно набраться опытом, но все таки технология и скорость преобретения необходимых навыков, с такой сваркой можно получить гораздо быстрее, чем с той же электродуговой.
Но кроме плюсов, есть так же и существенный минус. В силу того, что температура пламени недостаточно велика, необходимо больше времени тратить на прогрев металла до плавкого состояния, плюс так же увеличивается площадь прогрева, что сказыватется на нарушении свойств самого металла. Но несмотря на это, кислородно-ацителеновая сварка до сих пор пользуется популярностью среди автомастеров жестянщиков для ремонта автомобилей.
remont-vaz2106.ru
Сварка и сварочные аппараты
При сварке тех или иных металлов в настоящее время наибольшей популярностью пользуются дуговая и ацетиленовая сварки, о которых мы расскажем в этой статье.
Дуговая сварка
При самом распространенном способе сварки – электрическо-дуговом – энергия, необходимая для образования и поддержания дуги, поступает от источников питания постоянного или переменного тока.
Дуговая сварка отличается тем, что при ее использовании основная часть теплоты, необходимая для нагрева и плавления металла, получается за счет дугового разряда, который возникает между свариваемым металлом и электродом.
При сварке плавящийся электрод и дуги кромки свариваемых деталей под воздействием высоких температур расплавляются, при этом образуется сварочная ванна. Когда расплавленный металл затвердевает, появляется сварной шов. В этом случае сварной шов получается за счет основного металла и металла электрода.
Дуговая сварка – пожалуй, самый распространенный способ соединения металлических конструкций. Она эффективна, ее можно использовать в работе с металлами различных видов.
При горении дуги и плавлении свариваемого и электродного металлов необходима защита сварочной ванны от воздействия атмосферных газов – кислорода, азота и водорода, так как они могут проникать в жидкий металл и ухудшать качество металла шва.
Приборы для дуговой сварки
Трансформаторы для дуговой сварки выпускаются по ГОСТ 95-77 на номинальные силы тока 160, 250, 315, 400 и 500 А.
Конструктивно трансформаторы ТДМ относятся к группе трансформаторов стержневого типа. Для них характерны малый расход активных материалов, простота конструкции, высокие сварочные и энергетические показатели, широкие пределы регулирования тока.
Одним из распространенных трансформаторов является ТДМ-317. В нижней части сердечника такого трансформатора размещается первичная обмотка, состоящая из двух катушек, расположенных на двух стержнях. Катушки обмотки закреплены неподвижно. Вторичная обмотка расположена на значительном расстоянии от первичной. Катушки обмоток соединены параллельно. Вторичная обмотка перемещается по сердечнику с помощью винта и рукоятки.
Сварочный ток регулируется изменением расстояния между первичной и вторичной обмотками Трансформаторы ТДМ-165 ТДМ-254 выпускаются в переносном исполнении. Они предназначены для ремонтных и монтажных работ.
Трансформаторы ТДМ-317, ТДМ-401 и ТДМ-401-1, ТДМ-503-1 снабжены устройством снижения напряжения холостого хода. В зависимости от способа регулирования тока эти трансформаторы можно подразделить на две группы – с механическим и электрическим регулированием. В первую группу входят устройства, связанные с применением подвижных обмоток и секций магнитопроводов. Во вторую – устройства, связанные с подмагничиванием магнитопроводов постоянным током и тиристорным регулированием.
Трансформаторы для автоматической сварки под флюсом выпускаются по ГОСТ 12-77 на номинальные токи 1000 и 2000 А. Они выпускаются в стационарном исполнении, рассчитаны на продолжительный режим работы; имеют два варианта климатического исполнения – УЗ и Т4.
Подобные приборы предназначены для сварки на автоматах с постоянной скоростью подачи электродной проволоки. Они имеют тиристорное регулирование и работают в режиме прерывистого тока. В трансформаторах применена система импульсной стабилизации повторного возбуждения дуги.
В быту наибольшее распространение получила ручная дуговая сварка или сокращенно РДС. Она сопровождается плавлением электрода в форме металлического стержня со специальным покрытием при использовании переменного или постоянного тока. В России ее еще называют сваркой плавящимся одиночным электродом, а за рубежом – сокращенно ММА. Ручной сварку называют потому, что зажигание дуги и поддержание ее стабильной длины, перемещение электрода по мере расплавления на соединяемые детали с образованием шва полностью осуществляет сам сварщик.
Температура в зоне дуги таких аппаратов обычно доходит до 6000–7000 °С и определяется силой сварочного тока, которая при ограниченном весе сварочного аппарата не превышает 160–200 А. Для достижения такой силы тока напряжение на выходе сварочного аппарата снижают до 48–90 В (напряжение холостого хода Uхх), этого достаточно для зажигания дуги и безопасно для жизни сварщика.
Ацетиленовые генераторы
Согласно ГОСТ 5190-78 ацетиленовые генераторы классифицируют по давлению вырабатываемого ацетилена, по производительности, по конструкции, по применяемой системе регулирования взаимодействия карбида кальция с водой.
Генераторы низкого давления изготавливают на давление ацетилена до 0,01 МПа (0,1 кгс/см2). Генераторы среднего давления изготавливают на давление ацетилена от 0,01 до 0,07 МПа (0,1–0,7 кгс/см2).
Выпускают также генераторы на давление ацетилена от 0,07 до 0,15 МПа (0,7–1,5 кгс/см2), они относятся к генераторам среднего давления, но имеют большую производительность. Генераторы выпускают по расчетной производительности на 0,5; 0,75; 1,25; 2,5; 3,5; 10; 20; 40; 30; 160 и 320 м3/ч.
По конструкции генераторы изготавливают передвижными и стационарными.
По системе регулирования взаимодействия с водой генераторы изготавливают с количественным регулированием взаимодействующих веществ и с регулированием продолжительности контакта кальция с водой, которое называется повременным регулированием. В генераторах с количественным регулированием применяют дозировку карбида кальция или воды.
Если дозируется карбид кальция, а вода в зоне реакции находится в постоянном количестве, то система называется «карбид в воду». При дозировке воды и одновременной загрузке всего количества кальция система называется «вода на карбид».
Применяют также комбинированную систему, при которой дозируют оба вещества.
В генераторах с повременной системой регулирования контакт карбида кальция с водой происходит периодически, с определенными перерывами. Подвижным веществом обычно является вода, такие генераторы относятся к работающим по системе вытеснения. Применяют также комбинацию двух указанных систем в одном генераторе с целью получения более плавного регулирования газообразования и уменьшения выброса газа в атмосферу.
Генераторы по способу взаимодействия карбида кальция с водой принято кратко обозначать следующим образом:
- KB – «карбид в воду»;
- ВК – «вода на карбид»;
- ВК и ВВ – комбинированные «вода на карбид» и вытеснение воды.
В соответствии с ГОСТ519-78 промышленностью выпускаются передвижные ацетиленовые генераторы типа АСП-10 – это ацетиленовый генератор среднего давления, передвижной, производительностью 1,25 м3/ч и стационарные генераторы типов АСК-3, АСК-4, АСК-5, ГНД-20, ГНД-40.
Каждый тип ацетиленового генератора имеет свои достоинства и недостатки, поэтому не все типы генераторов находят равноценное применение. Однако можно применять любой генератор, находящийся в исправном рабочем состоянии.
Плюсы ацетиленовой сварки в ее портативности (она не зависит от проводов) и сравнительно недорогой стоимости. К минусам можно отнести – взрывоопасность и достаточно высокую стоимость работ
Наиболее предпочтительным типом генератора является генератор комбинированной системы «вода на карбид» и вытеснения.
Всем начинающим сварщикам необходимо знать основные требования, которые предъявляет к себе ацетиленовая сварка. Производительность генератора должна соответствовать режиму предполагаемого процесса газовой сварки. Генератор представляет собой вертикальный цилиндрический аппарат, состоящий из корпуса, крышки с мембраной, корзины для карбида кальция, предохранительного клапана, вентиля, предохранительного жидкостного затвора и других элементов.
Корпус состоит их трех частей: верхней – газообразователя, средней – вытеснителя и нижней – промывателя и газосборника. Верхняя часть с нижней соединены между собой переливной трубкой. В газообразователе происходит разложение карбида кальция водой с выделением ацетилена.
В вытеснителе находится воздушная подушка и вода, которая сообщается с водой в газообразователе в процессе работы генератора.
В промывателе происходит охлаждение ацетилена, и отделение его от частичек извести. В верхней части промывателя скапливается ацетилен. Эта часть аппарата называется газосборником.
Вода в газообразователь заливается через горловину. При достижении уровня переливной трубки вода поступает из газообразователя в промыватель. Заполнение промывателя происходит до уровня контрольной пробки.
Карбид загружают в корзину, закрепляют поддон, устанавливают, прижимают крышку с мембраной усилием, создаваемым винтом. Образующийся в газообразователе ацетилен по трубке поступает в промыватель, проходит через слой воды, охлаждается и промывается. Из промывателя ацетилен проходит через вентиль по шлангу и поступает через предохранительный затвор на потребление.
Регулирование процесса разложения карбида кальция в газообразователе происходит одновременно двумя способами: вертикальным движением корзины с карбидом кальция в воду и за счет работы вытеснителя.
По мере повышения давления в газообразователе корзина с карбидом, связанная с пружиной мембраны, перемещается вверх, уровень замочки карбида уменьшается, ограничивается выработка ацетилена, и повышение давления прекращается.
При снижении давления в газообразователе усилием пружины мембрана и корзина с карбидом опускаются в воду. Таким образом, с помощью мембраны с пружиной осуществляется автоматическое регулирование давления ацетилена в аппарате.
Наряду с широко применяемым генератором типа АСП-10 выпускаются передвижные ацетиленовые генераторы, в которых имеются некоторые конструкционные улучшения. Вместо жидкостных предохранительных затворов ЗСГ-1,25-4 устанавливаются затворы ЗСП-8 или сухие предохранительные затворы мембранного типа ЗСН-1,25 или ЗСУ-1.
Затвор состоит из корпуса, в котором установлена мембрана с коническим утолщением, разделяющая полость корпуса на газоподводящий коллектор и взрывную камеру, соединенные петлевым трубопроводом. Пружина опирается на мембрану и поджимает коническое утолщение к седлу.
Подводящийся из генератора газ отжимает мембрану и от газоподводящего коллектора через петлевой трубопровод поступает в камеру и к потребителю.
Когда происходит воспламенение газа, под действием взрывной волны мембрана перекрывает газоподводящий коллектор раньше, чем пламя достигает его по петлевому трубопроводу. Таким образом, обеспечивается надежное перекрытие газовой магистрали при обратном ударе.
При установке сухих предохранительных затворов возможно загружать генератор более мелким карбидом в количестве до 5% от общей массы грануляции карбида 25–80 мм.
При подготовке генератора к работе необходимо:
- Снять крышку и поддон с корзины.
- Убедиться, что в корпусе генератора нет посторонних предметов, что он тщательно промыт и очищен от ила.
- Проверить закрепление вентиля и предохранительного клапана на генераторе и наличие сетки в месте присоединения ее к корпусу.
- Открыть контрольную пробку в генераторе и контрольную пробку в водяном затворе.
- Залить водой затвор до уровня контрольной пробки, залить генератор через горловину до уровня контрольной пробки. При отрицательной температуре в предохранительный затвор залить морозоустойчивый раствор.
- Закрыть контрольные пробки после слива избытка воды из генератора и затвора.
- Закрепить ниппельный отвод затвора.
- Соединить шлангом вентиль и предохранительный затвор.
- Загрузить карбид грануляции 25–80 мм не более 3,5 кг в сухую и очищенную от извести корзину. При малом расходе ацетилена разрешается неполная загрузка корзины карбидом кальция.
- Закрепить поддон на корзине.
В процессе работы с генератором необходимо выполнять следующие действия:
- Опустить загруженную карбидом корзину в горловину корпуса и быстро уплотнить крышку с помощью траверсы, крюка и винта.
- Плавно открыть вентиль.
- Нажать кольцо клапана 9 для предупреждения прилипания прокладки.
- Продуть ацетиленом предохранительный затвор, шланги и сварочный инструмент (горелку, резак) в течение 1 минуты.
- Проследить за повышением давления газа в генераторе по манометру. Если давление газа становится выше 0,15 МПа, а предохранительный клапан не срабатывает, то необходимо выпустить газ через предохранительный клапан принудительно, нажав пальцем на кольцо клапана (открыть). После этого можно зажигать горелку или резак и приступать к работе.
- Проверять уровень жидкости в предохранительном затворе перед каждой новой зарядкой генератора или после каждого обратного удара. Перенос генератора в заряженном состоянии допускается только в вертикальном положении, избегая резких толчков или встряхиваний.
- После окончания работы тщательно промыть корзину, газообразователь и промыватель от ила, слить конденсат из генератора через открытые штуцеры.
Сварочная проволока
Сварочная проволока выпускается в мотках – так называемых бухтах. Ее выправляют и нарезают на части требуемой длины. Как правило, при газовой сварке применяют присадочную проволоку, близкую по своему химическому составу к свариваемому металлу.
Нельзя применять для сварки случайную проволоку неизвестной марки и неизвестного химического состава. Поверхность проволоки должна быть гладкой и чистой, без следов окалины, ржавчины, масла, краски и прочих загрязнений. Температура плавления проволоки должна быть равна или несколько ниже температуры плавления свариваемого металла.
library.stroit.ru