Способы и параметры закалки стали. Прокаливаемость и закаливаемость. Поверхностная закалка сталей. Закалка сталей
1.3 Технология закалки углеродистой стали
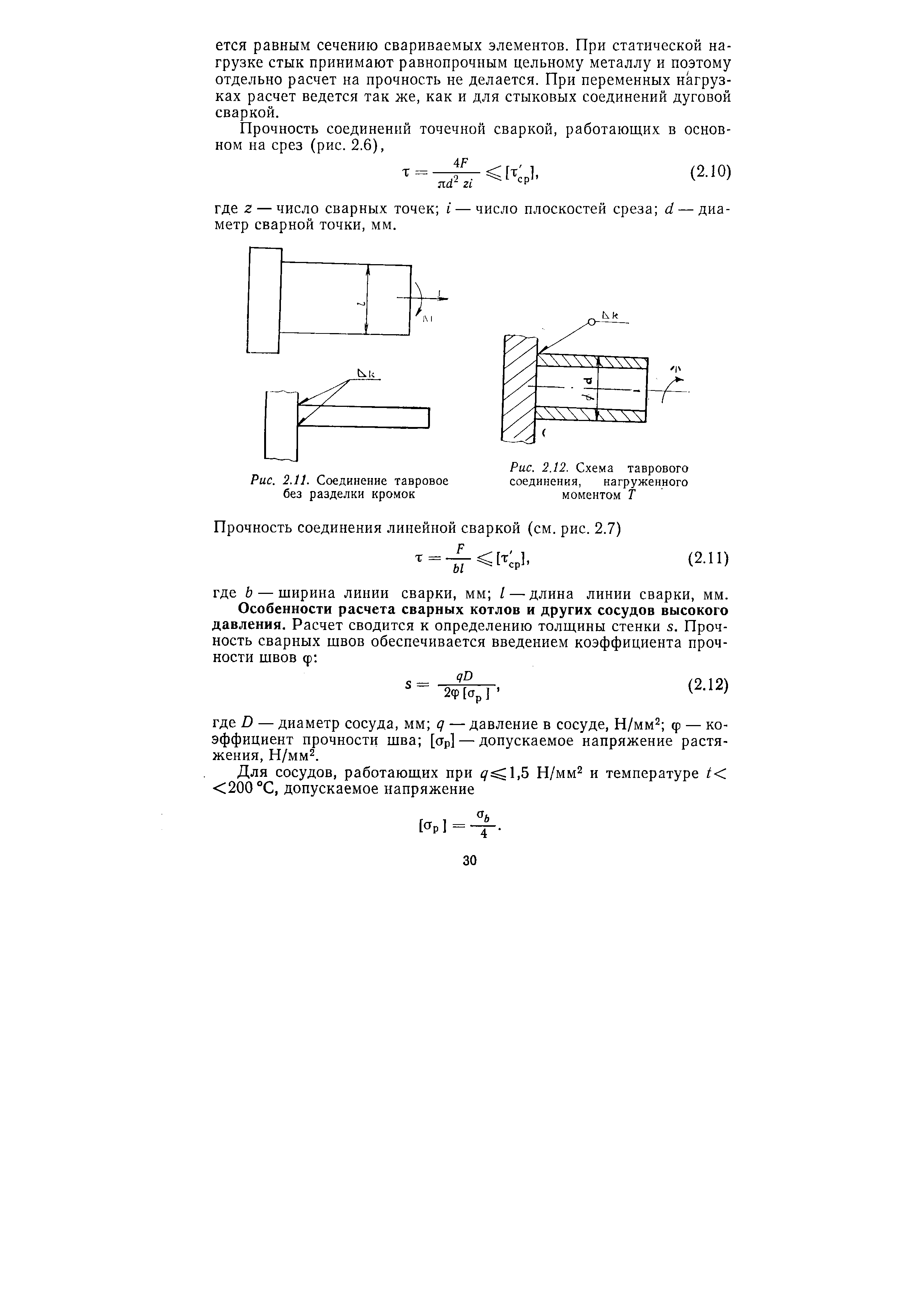
Нагрев стали под закалку
Температура, до которой необходимо нагреть сталь зависит от её состава (содержания углерода), значит от положения критических точек: доэвтектоидные стали нагревают до температуры на 30–50оС выше критической точки А3 – полная закалка (рисунок 10). При этой температуре сталь будет содержать только аустенит. Закалка с температур в интервале А1 – А3 (неполная закалка) недопустима, так как в структуре будет присутствовать избыточный феррит, что значительно снизит твёрдость закалённой стали.
Заэвтектоидныестали подвергаются неполной закалке, т. е. нагреваются до температуры на 35 – 60оС выше критической точки А1. При этом в структуре стали наряду с аустенитом будет присутствовать ивторичный цементит, а его твёрдость превышает твёрдость мартенсита. Нагрев до температур выше Аcmвреден, так как твёрдость при этом не возрастает, но укрупняется аустенитное зерно, обезуглероживается поверхность и растут закалочные напряжения.
Нагрев стали под закалку и выдержка при заданной температуре.
Условия нагрева изделий под закалку определяются имеющимися нагревательными устройствами. С точки зрения производительности его надо осуществлять с максимальной скоростью. При этом быстрый нагрев уменьшает окалинообразование, обезуглероживание и рост аустенитного зерна. Однако необходимо учитывать возникающие перепады температур по сечению изделия, которые могут привести к возникновению значительных термических напряжений, и как следствие, коробление и образование трещин.
Рисунок 10 – Интервал температур нагрева под закалку углеродистых сталей
Допускаемая скорость нагрева может быть тем выше, чем:
а) однороднее микро- и макроструктура стали;
б) менее легирована сталь;
в) проще конфигурация изделия;
г) равномернее подвод тепла.
Из производственного опыта обычно выбирают скорость нагрева в печах 0,8 – 1 мин. на 1 мм сечения изделия. Скорость нагрева легированных сталей уменьшают на 25 – 40% из-за их меньшей теплопроводности.
Продолжительность выдержки при температуре нагрева должна быть таковой, чтобы изделие равномерно прогрелось по всему сечению и прошла гомогенизация аустенита. Из практических данных время выдержки при заданной температуре принимают равным 1/5 от времени нагрева.
Чаще всего нагрев под закалку и выдержку при заданной температуре осуществляют на воздухе. Это влечёт за собой ряд нежелательных процессов:
1. Окисление поверхности детали и образование окалины, что приводит к:
а) изменению размеров и необходимости увеличивать припуски на механическую обработку;
б) вводить дополнительные операции по очистке деталей;
в) препятствует получению высокой и равномерной твёрдости.
2. Обезуглероживание приводит:
а) к появлению на поверхности деталей мягких пятен при закалке;
б) к возникновению растягивающих напряжений в поверхностном слое, которые резко снижают усталостную прочность.
Для предотвращения этих явлений используются контролируемые атмосферы, которые получают при неполном сгорании углеводородных газов. Состав этих атмосфер регулируют используя при горении различные коэффициенты избытка воздуха α = 0,25 – 0,95. Такие атмосферы могут не только защитить от окалинообразования и обезуглероживания, но при необходимости проводить восстановление и науглероживание поверхности изделий.
Охлаждение при закалке.
Охлаждение это наиболее ответственная операция в процессе закалки. Режим охлаждения должен обеспечить необходимую глубину прокаливаемости и не допустить больших закалочных напряжений, приводящих к короблению и образованию трещин.
Закалочные напряжения складываются из термических и структурных напряжений.
Термические напряжения возникают из-за перепада температур по сечению изделия. Их обуславливает разная величина термического сжатия наружных и внутренних слоёв при охлаждении.
Структурные (фазовые) напряжения связаны с процессом образования из аустенита мартенсита. Этот процесс протекает в разных точках изделия не одновременно, к тому же объём мартенсита на несколько процентов больше объёма аустенита.
Суммарные закалочные напряжения растут с увеличением температуры нагрева под закалку и с повышением скорости охлаждения, так как в обоих этих случаях возрастает перепад температур по сечению изделия.
Идеальная кривая охлаждения представлена на рисунке 11 (кривая 1). На первом этапе скорость охлаждения должна быть по возможности не большой, чтобы не появились значительные термические напряжения. Аустенит при этих температурах достаточно устойчив. Наименьшую устойчивость аустенит имеет в области температур 650 – 400оС, поэтому на второй стадии необходимо быстрое охлаждение, чтобы аустенит не распался на феррито-цементитную смесь – перлит, сорбит, троостит. Твёрдость этих структур значительно меньше твёрдости мартенсита, а отличаются они друг от друга температурой образования и дисперсностью составляющих их фаз. Перлит самая крупнодисперсная, а троостит самая мелкодисперсная структура. Когда температура достигает точки Мн начинается мартенситное превращение и возникают структурные (фазовые) напряжения. Поэтому на третьей стадии скорость охлаждения необходимо снизить, чтобы избежать закалочных дефектов.
1 – идеальный режим охлаждения; 2 – непрерывная закалка в одном охладителе; 3 – прерывистая закалка в двух охладителях; 4 – ступенчатая закалка; 5 – изотермическая закалка
Рисунок 11 – Схема режимов охлаждения при различных способах закалки
Закалочные среды
В качестве закалочных сред широко используют холодную воду, растворы NaOH и NaCl, минеральное масло, однако ни одна из них не является идеальной. В таблице 1 приведены значения относительной интенсивности охлаждения различных закалочных сред.
Таблица 1 – Относительная интенсивность охлаждения закалочных сред
| Охлаждающая среда | Относительная интенсивность охлаждения |
| Вода при 20оС | 1,0 |
| Вода при 40оС | 0,7 |
| Вода при 80оС | 0,2 |
| 10%-ный раствор NaCl в воде при 20оС | 3,0 |
| 10%-ный раствор NaOH в воде при 20оС | 2,0 |
| 50%-ный раствор NaOH в воде при 20оС | 2,0 |
| Минеральное масло при температуре 20 – 200оС | 0,3 |
| Спокойный воздух при 20оС | 0,03 |
Холодная вода – самый дешёвый и весьма энергичный охладитель. Она быстро охлаждает и в перлитном и в мартенситном интервале температур, последнее является её главным недостатком, так как вызывает закалочные дефекты.
Водные растворы NaOH и NaCl – обладают наиболее высокой и равномерной охлаждающей способностью. Её можно менять в широких пределах изменяя концентрацию и температуру растворов.
Минеральное масло – медленно охлаждает и в перлитном и в мартенситном интервале температур. Медленное охлаждение в перлитном интервале является недостатком, а медленное охлаждение в мартенситном интервале – преимуществом этой охлаждающей среды. Перепад температур между поверхностью и центром изделия значительно меньше, чем при охлаждении в воде и в водных растворах. Недостатком масла является повышенная воспламеняемость и стоимость.
Способы закалки
Наиболее широкое распространение получила закалка в одном охладителе – непрерывная закалка (рисунок 11, кривая 2). Во многих случаях во избежании закалочных дефектов, для изделий сложной формы, когда необходимо уменьшить деформации применяют другие методы закалки.
Закалка в двух охладителях (рисунок 11, кривая 3) используют для уменьшения скорости охлаждения в мартенситном интервале температур. Вначале деталь погружают в воду и после короткой выдержке переносят в масло. Быстрое охлаждение в воде предотвращает перлитное превращение, а последующее замедленное охлаждение в масле уменьшает закалочные напряжения в мартенситном интервале.
При таком способе закалки очень трудно определить время выдержке в воде, продолжительность которой необходимо устанавливать для каждого конкретного изделия опытным путём.
Ступенчатая закалка (рисунок 11, кривая 4) также используется для уменьшения скорости охлаждения в области мартенситного превращения. Нагретое по закалку изделие быстро погружают в ванну с горячей средой (например, расплав олова и свинца, расплавы солей), температура которой на 20 – 30оС выше точки Мн. Затем после некоторой выдержки охлаждают на воздухе или в масле. При этом происходит выравнивание температур по сечению изделия при выдержке в горячей среде. После этого мартенситное превращение происходит при медленном охлаждении и по всему объёму, что уменьшает закалочные напряжения. Ступенчатая закалка также более проста в исполнении, чем закалка в двух охладителях.
Основным недостатком ступенчатой закалки является малая скорость охлаждения в горячей среде, поэтому применение её к углеродистым сталям ограничено изделиями небольшого сечения (до 8 – 10-ти мм толщиной).
Изотермическая закалка (рисунок 11, кривая 5) – проводится также как и ступенчатая закалка, но в данном случае предусматривается более длительная выдержка выше точки Мн. При такой выдержке происходит распад аустенита на бейнит (продукт промежуточного превращения). При такой структуре достигается высокая прочность при достаточной вязкости.
В качестве охлаждающей среды, применяют расплавленные соли (KNO3, NaNO3) и щёлочи (NaOH, KOH) в интервале температур 150 – 500оС.
В закалённой стали всегда присутствует остаточный аустенит, который понижает твёрдость, износостойкость, а в результате самопроизвольного превращения в мартенсит при работе в условиях низких температур, приводит к изменению размеров. Для уменьшения количества остаточного аустенита проводят обработку холодом (предложенную
А.П. Гуляевым в 1937 году). Обработка холодом даёт эффект, когда точка Мк лежит ниже нуля, при этом увеличивается твёрдость и стабилизируются размеры изделий. Поэтому обработка холодом проводится для измерительного инструмента, а также для режущего инструмента и штампов. Температура обработки не опускается ниже – 80оС, для этого обычно используют смесь сухого льда (твёрдый СО2) со спиртом.
Обработку холодом необходимо проводить сразу после закалки, так как в случае выдержки при комнатной температуре остаточный аустенит стабилизируется и эффект обработки снижается.
На практике часто возникает необходимость получать стальные детали, обладающие высокой твёрдостью и износостойкостью не по всему сечению, а лишь в отдельных частях, как правило - на поверхности. Для этого используются специальные методы закалки:
закалка с самоотпуском. Изделие выдерживают в закалочной ванне не до полного охлаждения. За счёт тепла, накопленного его внутренним объёмом, закалённая (охлаждённая) его часть вновь разогревается до необходимой температуры отпуска. Это позволяет сочетать в изделиях высокую твёрдость и вязкость (молотки, зубила и т. д.).
поверхностная закалка. Этот вид закалки состоит в том, что осуществляется быстрый разогрев поверхностных слоёв детали, а после охлаждения твёрдый и износостойкий наружный слой сочетается с вязкой сердцевиной. Это обеспечивает изделию высокую динамическую прочность.
Для быстрого поверхностного нагрева могут использоваться ванны с расплавами солей, пламя ацетиленово-кислородных и газовых горелок (пламенная закалка), индукционный и лазерный нагрев. В настоящее время особенно широко используется именно индукционный нагрев -высокочастотная или индукционная закалка. Этот метод отличается высокой производительностью, отсутствием окисления и обезуглероживания, возможностью точно задавать глубину закалённого слоя, минимальным короблением изделия. Недостатком метода является высокая стоимость оборудования и особенно индуктора, который должен приблизительно повторять форму детали. Поэтому индукционная закалка экономична лишь в крупносерийном и массовом производстве. Этого недостатка лишён лазерный нагрев поверхности изделий. Лазерное излучение, благодаря высокой концентрации энергии, поглощаясь поверхностью детали, быстро её нагревает до высоких температур. После прекращения облучения разогретый слой быстро остывает за счёт интенсивного отвода тепла во внутренние холодные области детали. Этот метод наиболее эффективен для поверхностной закалки изделий сложной формы.
studfiles.net
Закалка сталей
Закалка и отпуск проводятся в комплексе с целью повышения механической прочности и твердости и сохранения достаточно вязкой структуры.
Закалка— это нагрев стали на 30–50° Свыше температуры фазовых превращений, выдержка при этой температуре и последующееочень быстроеохлаждение в воде или в масле. Полученные при быстром охлаждении структуры являются нестабильными, они представляют собой различные стадии превращений аустенита (мартенсит, тростит, сорбит).
Процесс закалки сталей всегда был окутан мистикой, т. к. человек не знал процессов, происходящих при этом. Вспомним тайну булата. Еще до новой эры изготовляли булат (дамасская сталь), потом секрет был утерян, и только русский металловед П. П. Аносов в 1833 году в городе Златоусте открыл секрет. Оказывается — здесь комплекс воздействий на металл: нагрев до определенной температуры, выдержка (насыщение поверхности лезвия углеродом в кузнечном горне), поэтапная ковка и закалка в несколько приемов. В итоге получается вязкая середина и высокая поверхностная твердость лезвия клинка из-за насыщения поверхности углеродом и закалки.
В середине XVIIвека «по неведению» из Англии возили воду в Америку, чтобы добиться таких же результатов закалки, как и в Англии. И вообще был даже арабский рецепт закалки такого рода: нагреть кинжал до каления, охладить до цвета царского пурпура, погружая его в тело мускулистого раба. Считали, что сила раба перейдет в кинжал и придаст ему твердость. Также были английские патенты с рекомендацией добавления в охлаждающую воду полевых цветов.
Доэвтектоидные стали (конструкционные стали) при закалке нагревают на 30–50° Свыше точкиАс3; феррит и перлит образуют однородный твердый раствор аустенита. Если охлаждение металла проводить медленно, то будут происходить обычные фазовые превращения в соответствии с диаграммой железо–углерод.При очень быстром охлаждении аустенитне успеваетизменить свою фазу при температурах ниже 727° С, а в диапозоне температур 300–350° Си ниже с ним происходят так называемые аустенитные превращения и образуетсямелкоигольчатый мартенсит. Это будет полная закалка. А если нагреть сталь в интервалеАс1–Ас3, то будет неполная закалка (частичная перекристаллизация стали).
Эвтектоидные и заэвтектоидные стали также нагревают до температуры на 30–50° СвышеАс1, выдерживают и быстро охлаждают. В заэвтектоидной стали будет мартенсит, вторичный цементит и остаточный аустенит (неполная закалка).
Нагревать деталь надо постепенно и равномерно, чтобы не было внутренних напряжений, трещин и разрушений. Однако медленный нагрев — это снижение производительности, обезуглероживание и окисление поверхности.
Чем больше углерода и легирующих элементов в стали, чем сложнее форма, тем медленнее надо нагревать деталь.
Предохранение от окисления металла проводится путем использования защитной газовой среды (CO2,N…) или вакуумных печей.
Охлаждение должно иметь большую скорость в пределах 650–500° С(чтобы не было распада аустенита на смесь феррита и цементита) и проходить более медленно при 300–200° С, т. к. в этой области при образовании мартенсита возникают большие внутренние напряжения.
Вода очень хорошо охлаждает деталь в интервале 650–550° С, но и слишком быстро в интервале 300–200° С, поэтому для закалки высокоуглеродистых и легированных сталей применяют минеральные масла.
Изделия сложной формы закаливают в двух различных жидких средах или прерывистой закалкой (перенос в другую охлаждающую среду).
Закалка с самоотпуском. «Главными» инструментами в строительстве пока являются лом, зубило, кувалда и молоток, которые должны иметь высокую твердость на поверхности и сравнительно вязкую сердцевину. Их охлаждение при закалке ведут не до конца, поэтому за счет тепла внутренних слоев детали происходит отпуск (самоотпуск) металла.
Поверхностная закалка. Нагрев поверхности металла проводится токами высокой частоты (т. в. ч.), газовыми горелками и плазмой. При поверхностной закалке уменьшается коробление детали и практически нет окалины. В итоге образуется вязкая середина и твердая поверхность. Причем твердость поверхности будет выше, чем при обычной закалке.
Закалка с последующей обработкой холодомпроводится для высокоуглеродистых сталей, у которых температура мартенситного превращения сталей находится в отрицательной области температур.
При химико-термическойобработке (ХТО) сталей изменяется химический состав, структура и свойства поверхностного слоя. В результате ХТО упрочняется поверхностный слой (повышаются твердость и прочность, износостойкость).
Виды ХТО: цементация (насыщение поверхности углеродом), азотирование (насыщение азотом), цианирование (насыщение азотом и углеродом), металлизация, хромирование, борирование и др.
При цементации науглероживают поверхность на глубину 0,5–2 мм до повышения содержания углерода на 0,75–1,2 %. Цементация проводится в твердых (древесный уголь), газовых (природный газ, смеси газов) и жидких средах.
Азотирование— это насыщение стали или чугуна азотом. Чаще всего оно проводится в атмосфере аммиакаNh4. Процесс азотирования очень длителен, так, насыщение азотом на глубину 0,5 мм надо проводить не менее 60 часов.
Эффективно цианирование(твердое, газообразное и жидкое) мелких и средних деталей (шестерни, поршни, кольца, валики и др.).
studfiles.net
27.Закалка стали, её назначение, технология для до- и заэвтектоидных сталей, выбор закалочных жидкостей. Структура закаленной стали. Виды брака при закалке.
Закалкой стали называется операция термической обработки, заключающаяся в нагреве её по крайней мере выше критической точки Ac1(T.e. до аустенито-ферритного, аустенитного или аустенито-цементитного), выдержке и последующем охлаждении в различных средах с целью получения при комнатной температуре неустойчивых продуктов распада аустенита, а следовательно, повышения твёрдости и прочности.
Технология закалки стали требует быстрого охлаждения в пределах от 650 до 400° С. Длительность нагрева при закалке зависит от вида нагревательного устройства. Опытные данные показывают, что на закалку 1 мм сечения в электрической печи затрачивается от 90 секунд до 2 минут, тогда как в пламенной печи – 1 минута, а в соляной ванне – 30 секунд. Меньше всего времени уходит на закалку в свинцовой ванне ( от 6 секунд).
По температуре нагрева различают два вида закалки – полная и неполная закалка металлов. Неполная закалка используется, как правило, для инструментальных сталей. В процессе полной закалки структура стали становится аустенитной (кристаллическая решетка гранецентрированная, в отличие от объемно-центрированной ферритной решетки).
Охлаждающими средами могут служить различные жидкости (вода, растворы солей, щелочей), технические масла и даже расплавленный свинец. Вода слишком быстро охлаждает, поэтому высока вероятность возникновения внутренних напряжений. Минеральные масла дороги и легко воспламеняются. Одним из лучших охладителей является 8-12% раствор обычной пищевой соли (NaCl – хлорид натрия), или каустической соды (она же гидроксид натрия или едкий натр - NaOH).
Структура закаленной стали состоит не только из мартенсита, но и остаточного аустенита. Заметное количество остаточного аустенита после закалки получается не только в легированной, но и в простой углеродистой стали, содержащей всего 0,2% углерода. Остаточный аустенит оказывает в основном отрицательное влияние на свойства стали.
При закалке появляются следующие наиболее характерные виды брака. Пониженная твердость инструмента и мягкие пятна на его поверхности — результат низкой температуры, недостаточной выдержки, замедленного охлаждения, загрязнения охлаждающих ванн и обезуглероживания. К основным видам брака из-за неправильного охлаждения относятся закалочные трещины, коробление, малая твердость, мягковины, низкие механические свойства. Иногда при закалке на поверхности деталей образуются трещины (фиг. 111). Они образуются в результате возникновения в детали больших внутренних напряжений.
28.Отпуск закаленной стали, его разновидности, назначение, получаемые структуры.
Низкий (низкотемпературный отпуск) проводят при температурах не выше 250...300°С. При таких температурах происходит частичное обезуглероживание мартенсита и выделение из него некоторого количества избыточного углерода в виде частиц е - карбида железа. Образующаяся структура, состоящая из частичного обезуглероженного мартенсита и е-карбидов, называется отпущенным мартенситом. Выход некоторого количества углерода из решетки мартенсита способствует уменьшению её искажения и снижению внутренних напряжений. При таком отпуске несколько повышается прочность и вязкость без заметного снижения твёрдости. В целом изменение свойств при низком отпуске незначительно. Так закалённая сталь с содержанием углерода 0,5... 1,3 % после низкого отпуска сохраняет твёрдость в пределах 58...63 HRC, а следовательно, обладает высокой износостойкостью. Однако такая сталь не выдерживает значительных динамических нагрузок. Низкому отпуску подвергают режущий и мерительный инструмент из углеродистых и низколегированных сталей, работающий без значительного разогрева рабочей части, а такие детали, прошедшие поверхностную закалку или цементацию. Цель такого отпуска - некоторое снижение внутренних напряжений.
Средний (средне-температурный) отпуск выполняют при температурах 350...500°С и применяют преимущественно для рессор, пружин, некоторых видов штампов. При таких температурах происходит дальнейшее обезуглероживание мартенсита, приводящее к его превращению в обычный а-раствор,т.е. в феррит. Одновременно происходит карбидное превращение по схеме; Fe2C Fе3С, В результате образуется феррито-цементитная смесь, называемая троститом отпуска. Наблюдается снижение твёрдости до величины 40...50 HRC, а также снижение внутренних напряжений. Такой отпуск обеспечивает высокий предел упругости и предел выносливости, что позволяет применять его для различных упругих элементов. Высокий(высокотемпературный) отпуск проводят при 500...600°С. Структурные изменения при таких температурах заключаются в укрупнении (коагуляции) частиц цементита. В результате этого образуется феррито-цементитная смесь, называемая сорбитом отпуска. Также, как и тростит отпуска, эта структура характеризуется зернистым строением в отличии от пластинчатых структур тростита и сорбита закалки. Твёрдость стали после высокого отпуска снижается до 25,,,35 HRC, Однако уровень прочности при этом ещё достаточно высок , В то же время обеспечивается повышенная пластичность и особенно ударная вязкость, практически полностью снимаются внутренние напряжения,, возникшие при закалке. Таким образом, высокий отпуск на сорбит обеспечивает наилучший комплекс механических свойств, позволяющий применять его для деталей, работающих в условиях динамических нагрузок. Такой же отпуск рекомендуется для деталей машин из легированных сталей, работающих при повышенных температурах.
studfiles.net
Способы закалки стали | Мир сварки
Способы закалки стали
Наиболее широкое применение получила закалка в одном охладителе (рис.1). Такую закалку называют непрерывной. Во многих случаях, особенно для изделий сложной формы и при необходимости уменьшения деформации, применяют и другие способы закалки.
 Рис.1. Схема закалки доэвтектоидной стали:а – график закалки; б – термокинетическая диаграмма с указанием скорости охлаждения при закалке Рис.1. Схема закалки доэвтектоидной стали:а – график закалки; б – термокинетическая диаграмма с указанием скорости охлаждения при закалке |
Прерывистая закалка (в двух средах). Изделие, закаливаемое по этому способу, сначала быстро охлаждают в воде до температуры несколько выше точки Мн, а затем быстро переносят в менее интенсивный охладитель (например, в масло пли на воздух), в котором оно охлаждается до 20 °С В результате переноса во вторую закалочную среду уменьшаются внутренние напряжения, которые возникли бы при быстром охлаждении в одной среде (воде), в том числе и в области температур мартенситного превращения.
Закалка с самоотпуском. В этом случае охлаждение изделия в закалочной среде прерывают, с тем чтобы в сердцевине изделия сохранилось еще некоторое количество теплоты. Под действием теплообмена температура в более сильно охлаждающихся поверхностных слоях повышается и сравнивается с температурой сердцевины. Тем самым происходит отпуск поверхности стали (самоотпуск).
Закалку с самоотпуском применяют, например, для таких инструментов, как зубила, кувалды, слесарные молотки, керны, которые работают с ударными нагрузками и должны сочетать высокую твердость на поверхности с повышенной вязкостью в сердцевине.
Ступенчатая закалка. При выполнении закалки по этому способу (рис.2а) сталь после нагрева до температуры закалки охлаждают в среде, имеющей температуру несколько выше точки Мн (обычно 180–250 °С), и выдерживают в ней сравнительно короткое время. Затем изделие охлаждают до комнатной температуры на воздухе. В результате выдержки в закалочной среде достигается выравнивание температуры по сечению изделия, но это не должно вызывать превращения аустенита с образованием бейнита.
 Рис.2. Схема ступенчатой закалки стали, содержащей 0,8 % С (а) и изотермической закалки легированной стали (б) Рис.2. Схема ступенчатой закалки стали, содержащей 0,8 % С (а) и изотермической закалки легированной стали (б) |
Мартенситное превращение протекает при охлаждении на воздухе, но менее полно, чем при непрерывной закалке, вследствие чего сталь сохраняет больше остаточного аустенита. При ступенчатой закалке уменьшаются объемные изменения вследствие присутствия большего количества остаточного аустенита и возможности самоотпуска мартенсита; коробление в результате протекания мартенситного превращения почти одновременно во всех участках изделия и опасность появления трещин.
Во время фазовых превращений, в том числе и мартенситного, снижается прочность стали и повышается пластичность. Это своеобразное разупрочнение, наблюдающееся только в момент превращения (в данном случае мартенситного), используется при ступенчатой закалке для правки изделий, склонных к короблению. Правку (чаще под прессом) выполняют в период охлаждения изделий на воздухе после извлечения их из закалочной среды.
Ступенчатая закалка углеродистых сталей может быть применена лишь для изделий диаметром не более 8–10 мм. Скорость охлаждения более крупных изделий в среде с температурой выше точки Мн оказывается ниже критической скорости закалки, и аустенит претерпевает распад при высоких температурах.
Изотермическая закалка. Закалку по этому способу (рис.2б) выполняют в основном так же, как и ступенчатую, но в данном случае предусматривается более длительная выдержка выше точки Мн. При такой выдержке происходит распад аустенита с образованием нижнего бейнита. Для углеродистых сталей изотермическая закалка не дает существенного повышения механических свойств по сравнению с получаемыми обычной закалкой и отпуском.
У большинства легированных сталей распад аустенита в промежуточной области не идет до конца. Если аустенит, не распавшийся при изотермической выдержке, не претерпевает мартенситного превращения при дальнейшем охлаждении, то сталь получает структуру бейнит +10–20 % остаточного аустенита, обогащенного углеродом. При такой структуре достигается высокая прочность при достаточной вязкости. Для многих сталей изотермическая закалка, обеспечивает значительное повышение конструктивной прочности, т. е. прочности образцов сложной формы.
Если же большая часть аустенита, не распавшегося после окончания промежуточного превращения, при последующем охлаждении претерпевает мартенситное превращение, то изотермической закалкой нельзя получить высокие механические свойства. В этом случае резко снижается пластичность.
Конструкционные легированные стали (0,3–0,5 % С) приобретают оптимальные механические свойства в результате изотермической закалки с выдержкой в нижней части промежуточной зоны изотермического распада аустенита (несколько выше точки Мн). Продолжительность выдержки в закалочной среде зависит от устойчивости аустенита при температурах выше точки Мн, определяемых диаграммой изотермического распада аустенита для данной стали.
В качестве охлаждающей среды, при ступенчатой и изотермической закалке чаше применяют расплавленные соли в интервале температур 150–500 °С, например 55 % KNO3 и 45 % NaNО2 (или NaNO3), а также расплавленные щелочи (20 % NaOH и 80 % КОН). Чем ниже температура соли (щелочи), тем выше скорость охлаждения в ней. Поскольку расплавленные соли охлаждаются только вследствие теплоотдачи, то охлаждающая способность их возрастает при перемешивании: Добавление воды (3–5 %) в расплавы едких щелочей (с помощью специального приспособления) при погружении в них нагретого для закалки изделия вызывает кипение и увеличение скорости охлаждения в области температур перлитного превращения. Скорость охлаждения возрастает при 400–450 °С в 4–5 раз, а при 300 °С – в 2 раза.
Охлаждение в расплавах едких щелочей, если предварительно детали нагревались в жидких солях (т. е. солях, не вызывающих окисления), позволяет получить чистую поверхность светло-серого цвета. Закалку но этому способу называют светлой.
weldworld.ru
Закалка углеродистой стали
ЗАКАЛКА УГЛЕРОДИСТОЙ СТАЛИ
ЦЕЛЬ РАБОТЫ
Изучить процесс закалки стали; исследовать влияние массовой доли углерода на закаливаемость стали.
ПРИБОРЫ И МАТЕРИАЛЫ
Прибор для определения твердости, муфельные лабораторные печи, оснащенные приборами для контроля температур, закалочные баки с охлаждающими средами, шлифовальный станок, образцы стали в отожженном состоянии.
ОСНОВНЫЕ ПОЛОЖЕНИЯ
Мартенситное превращение в стали
Распад аустенита на феррито-карбидную смесь – диффузионный процесс, связанный с перераспределением углерода и железа, т.е. с диффузионным перемещением атомов на значительные расстояния, намного превышающие период решетки аустенита.
При охлаждении углеродистой стали с достаточно большой скоростью (сотни градусов в секунду) аустенит настолько сильно переохлаждается, что не распадается на смесь двух фаз, так как подвижность атомов при сильном охлаждении ниже точки А1 слишком мала. Но фиксации аустенита при комнатной температуре не происходит, так как в углеродистой стали, начиная с некоторой температуры, может существовать железоуглеродистая фаза, обладающая свободной энергией меньше, чем аустенит. Эта фаза называется мартенситом.
Мартенситное превращение не связано с диффузионным перераспределением углерода и железа в решетке аустенита. Химический состав кристаллов мартенсита и исходного аустенита одинаков. Мартенсит отличается от аустенита только кристаллической решеткой; у аустенита гранецентрированная решетка -железа, а у мартенсита – тетрагональная, близкая объемно центрированной кубической решетке -железа.
Таким образом, мартенсит является пересыщенным твердым раствором внедрения углерода в -железе.
Превращение аустенита в мартенсит при охлаждении начинается и заканчивается при определенных для каждой марки стали температурах – температуре начала (МH) и конца (МК) мартенситного превращения.
Рис. 1. Диаграмма изотермического распада переохлажденного аустенита
эвтектоидной стали.
А – устойчивый аустенит, Ап – переохлажденный аустенит, Аост – остаточный аустенит, М – мартенсит, Ф – феррит, Ц – цементит.
Температура начала мартенситного превращения в отличие от температуры начала перлитного превращения, не зависит от скорости охлаждения. На положение мартенситной точки (МH) влияет содержание углерода в стали, с увеличением которого снижается МH. При температуре мартенситной точки МH превращение только начинается, появляются первые кристаллы мартенсита. Чтобы мартенситное превращение развивалось, необходимо непрерывно охлаждать сталь ниже мартенситной точки. Если охлаждение приостановить и выдерживать углеродистую сталь при постоянной температуре ниже мартенситной точки МH, то образование мартенсита почти сейчас же прекращается. Эта особенность наиболее ярко отличает кинетику мартенситного превращения от перлитного, которое всегда доходит до конца при постоянной температуре ниже точки А1 т.е., оканчивается полным исчезновением аустенита.
Мартенситный кристалл (пластина) образуется только в пределах аустенитного зерна и не переходит границу между его зернами. В плоскости шлифа мартенситные пластины, как правило, попадают поперечным сечением и наблюдаются под микроскопом в виде игл. Так как размеры первых пластин мартенсита определяются размерами аустенитного зерна, то все факторы, приводящие к его укрупнению, делают более грубоигольчатым сам мартенсит. Поэтому сильный перегрев стали при закалке дает крупноигольчатый мартенсит.
При закалке на мартенсит углеродистой стали резко возрастает ее твердость и снижается пластичность. Например, твердость эвтектоидной стали в отожженном состоянии равна HB180, а в закаленном – НВ650, т.е. примерно в 3,5 раза выше. Высокая твердость углеродистых сталей, закаленных на мартенсит, обусловлена, в первую очередь, возникновением сильных искажений решетки пересыщенного раствора за счет внедрения атомов углерода.
Структура и зависящие от нее механические свойства, металлических сплавов изменяются в результате термической обработки. Существуют различные виды термической обработки, к одному из которых относится закалка, приводящая к существенному изменению структуры и свойств сплавов. Применительно к углеродистым сталям закалка обеспечивает значительное повышение твердости и прочностных характеристик (пределов прочности и текучести).
Закалкой называется вид термической обработки, заключающийся в нагреве стали до температуры выше критической точки, выдержке и последующем быстром охлаждении со скоростью не ниже критической.
Критические точки – это температуры фазовых превращений. Различают равновесные (теоретические) и фактические критические точки. Равновесные критические точки лежат на линиях диаграмм состояния и показывают температуры фазовых переходов в условиях чрезвычайно медленного изменения температур (нагрева или охлаждения).
Равновесные критические точки углеродистых сталей можно определять по метастабильной диаграмме "железо - цементит". На этой диаграмме равновесные точки, лежащие на линии PSK, обозначаются А1 и показывают температуру превращения перлита в аустенит при нагреве и обратного превращения при охлаждении. Равновесные точки, находящиеся на линии GS, обозначаются А3 и показывают температуры окончания растворения феррита в аустените при нагреве и начала его выделения из аустенита при охлаждении. Равновесные точки линии SE обозначаются Acm и показывают температуры окончания растворения цементита (вторичного) в аустените при нагреве и начала его выделения из аустенита при охлаждении.
Фактические критические точки при нагреве смешаются вверх по температурной шкале и обозначаются аналогично равновесным точкам с добавлением буквы “с”, например, АС1-АС3.
При охлаждении происходит смещение фактических критических точек относительно равновесных в сторону уменьшения температуры, это смещение отмечается буквой “r” (Ar1 – Ar3)
Нагрев при закалке производится для перевода всей исходной структуры или определенной ее части в аустенит, который является исходной фазой для получения конечной структуры закаленной стали.
Выдержка необходима для выравнивания температуры по сечению детали и для полного установления необходимого фазового состояния.
Охлаждение при закалке должно производиться со скоростью не меньше критической для того, чтобы предотвратить протекание диффузионных процессов и переохладить весь исходный аустенит до температурного интервала мартенситного превращения.
Критическая скорость охлаждения (закалки) – это минимальная скорость охлаждения, при которой предотвращается диффузионный распад переохлажденного аустенита.
Выбор технологических параметров закалки
Фактическая скорость печного нагрева определяется температурой, до которой нагрето печное пространство, и массой помещенной в него детали.
Температура закалки определяется исходя из массовой доли углерода в стали и соответствующего ей значения критической точки. Практически критические точки выбирают по справочникам или по диаграмме состояния "железо - цементит".
Температура нагрева при закалке доэвтектоидных сталей определяется следующим образом:
tзак = Ас3+ (30 – 50), °С
Заэвтектоидные и эвтектоидную стали нагреваются при закалке до температуры:
tзак = Ас1+ (30 – 50), °С
Исходя из этого определяется положение оптимального интервала температур закалки углеродистых сталей на диаграмме состояния Fe – Fe3C (рис. 2).
Продолжительность нагрева и выдержки определяется размерами и конфигурацией деталей и способом их укладки в печи. Она должна быть такой, чтобы прошло выравнивание концентрации углерода в аустените. Обычно общее время нагрева и изотермической выдержки составляет 1 - 1,5 мин на мм наибольшего поперечного сечения.
Охлаждение при закалке должно производиться в такой охлаждающей среде, которая обеспечивает скорость охлаждения не менее критической.
Закалочные напряжения складываются из термических и структурных напряжений. При закалке всегда возникает перепад температуры по сечению изделия. Разная величина термического сжатия наружных и внутренних слоев в период охлаждения обуславливает возникновение термических напряжений.
Рис. 2. Фрагмент диаграммы состояния Fe–Fe3Ccнанесенным оптимальным интервалом температур закалки
Мартенситное превращение связано с увеличением объема на несколько процентов. Поверхностные слои раньше достигают мартенситной точки, чем сердцевина изделия. Мартенситное превращение и связанное с ним увеличение объема около 1%, происходит в разных точках сечения изделия не одновременно, что приводит к возникновению структурных напряжений.
Суммарные закалочные напряжения растут с увеличением температуры нагрева под закалку и с повышением скорости охлаждения, так как в обоих этих случаях увеличивается перепад температур по сечению изделия. Наиболее опасным в отношении закалочных напряжений является интервал температур ниже мартенситной точки (МH), так как в этом интервале возникают структурные напряжения и образуется хрупкая фаза мартенсит. Выше мартенситной точки возникают только термические напряжения, причем сталь находится в аустенитном состоянии, а аустенит пластичен. Охлаждающая способность наиболее распространенных закалочных сред увеличивается в следующей последовательности: минеральное масло,вода, водные растворы солей и щелочей.
Углеродистые стали обладают большой критической скоростью охлаждения (закалки) и поэтому для них, как правило, в качестве охлаждающей среды выбирают воду при нормальной температуре.
Закалочное охлаждение эвтектоидной и доэвтектоидных сталей происходит из однофазной аустенитной области, поэтому структура этих сталей после закалки будет представлять мартенсит с небольшим количеством остаточного аустенита.
Заэвтектоидные стали охлаждаются из двухфазной аустенито-цементитной области и структура этих сталей после закалки представляет собой мартенсит с небольшим количеством остаточного аустенита и цементит вторичный.
Температуры критических точек при нагреве
сталей и их твердость после закалки
| Марка стали | Массовая доля углерода, % | Температура, ˚C | Твердость правильно закаленной стали, HRC | |
| АС1 | АС3 | |||
| Углеродистые конструкционные стали | ||||
| 20 25 30 35 40 45 50 55 60 | 0,17 – 0,24 0,22 – 0,30 0,27 – 0,35 0,32 – 0,40 0,37 – 0,45 0,42 – 0,50 0,47 – 0,55 0,52 – 0,60 0,57 –0,65 | 735 735 730 730 730 730 725 725 725 | 850 835 820 810 790 770 760 755 750 | 34 – 40 42 – 48 48 – 51 54 – 60 60 – 62 |
| Углеродистые инструментальные стали | ||||
| У7 У8 – У13 | – – | 725 730 | 765 – | 62 – 64 63 – 65 |
СОДЕРЖАНИЕ ОТЧЕТА
Титульная часть.
Цель работы
Выбор технологических параметров закалки заданных образцов углеродистых сталей в виде таблицы, представленной ниже.
| Исходные данные | Режим закалки | ||||||
| Марка стали | Массовая доля углерода, % | Твердость | Критические точки | Выдержка, мин | Охлаждаю-щая среда | ||
| HRB | HB | ||||||
4. Результаты закалки.
| Марка стали | Массовая доля углерода, % | Твердость | Структура | |
| HRС | HB | |||
5. Зависимость твердости закаленной стали от массовой доли углерода.
6. Выводы.
КОНТРОЛЬНЫЕ ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
Что такое закалка?
Как изменяются механические свойства в результате закалки?
Равновесные критические точки, их смысл и обозначение.
Обозначение и отличие фактических критических точек от равновесных.
5. Назначение нагрева, выдержки и охлаждения при закалке.
6. Что такое критическая скорость закалки?
7. От чего зависит и как практически определяется общее время выдержки при закалке?
8. Структура доэвтектоидной закаленной стали.
9. Структура заэвтектоидной закаленной стали.
10. Что такое мартенсит?
11. От чего зависят свойства мартенсита?
12. Основная структурная составляющая закаленной стали.
13. Влияние массовой доли углерода на закаливаемость стали.
14. В чем сущность мартенситного превращения?
15. Почему размер аустенитных зерен влияет на размер пластин мартенсита?
16. Каковы условия получения крупноигольчатого и мелкоигольчатого мартенсита?
17. Чем отличается мартенситное превращение от перлитного?
18. Чем вызывается образование закалочных напряжении?
19. До каких температур нагревают до- и заэвтектоидные стали под закалку?
65
studfiles.net
Как осуществляется закалка и отпуск стали
Закалка и отпуск стали проводятся с целью придания сплаву максимальной твердости, прочности и упругости. Обработанный металл обладают лучшими свойствами, чем обыкновенный материал, лучше переносит работу в неблагоприятных условиях и в агрессивных средах. Основной способ закалки состоит в нагревании стали до определенной температуры и поддержании достигнутого уровня в течение установленного времени, а затем резком охлаждении материала. Это позволяет подготовить металл к последующей эксплуатации.
Структура стали после закалки приобретает аустенитный вид. Это означает, что атомы углерода внедряются в кристаллическую решетку железа, что придает сплаву максимальную устойчивость связей и, как следствие, повышенную прочность на износ. Такой способ обработки является одним из самых дешевых методов продления эксплуатационного цикла использования стальных изделий. Он не требует применения дорогостоящих материалов, которые внедряют в сплав для улучшения физических и химических свойств.
Закалка стали производится на том же оборудовании, что и выплавка, поэтому нет необходимости в покупке новых производственных линий или открытии дополнительных заводов. Этот метод был открыт человечеством еще в древние времена. Кузнецы, изготавливая различные изделия, нагревали их при помощи простейших плавильных печей, а затем резко опускали в емкость с холодной водой. Это делало продукцию намного прочнее. Современные виды закалки стали сделали огромный скачок в плане технологий, но суть осталась прежней.
Режимы закалки сталей
Существует несколько режимов закалки сталей. Каждый режим используется для обработки металла под конкретную отрасль производства. Все способы имеют свои достоинства и недостатки, и на текущий момент нет какого-либо универсального метода, лишенного слабых сторон. Поэтому рассмотрим все варианты. Первый подразумевает закалку углеродистой стали с применением одного охладителя. Это самый простой способ, так как не требует соблюдения каких-либо особых условий. Его недостатком является очень сильное закалочное напряжение, которое испытывает металл при обработке. Если неправильно рассчитать температурный режим, то закалка может привести к разрушению сплава.
Второй метод подразумевает охлаждение металла в двух разных средах. Сначала нагретую сталь кладут в воду, где охлаждают до 300 градусов по Цельсию, а затем переносят в масло, где она проходит окончательное охлаждение. Это позволяет значительно снизить напряжение, но метод имеет сложную реализацию, так как трудно рассчитать, когда именно необходимо менять среду охлаждения.
Ступенчатая закалка применяется для небольших предметов. Она делается в несколько этапов. На первом горячее изделие помещают в расплав солей или металлов, который имеет температуру на 50 градусов выше точки начала мартенситного превращения. А когда температуры сплава и среды уравняются, сталь переносят в воду, где она окончательно остывает. Этот метод дает очень хорошие результаты, но требует дополнительных затрат на создание технологических условий.
Изотермическая закалка также подразумевает использование в качестве охлаждающей среды не воды или масла, а расплава солей или щелочей. Но в отличие от предыдущего метода здесь материал проходит полный цикл охлаждения в расплаве. Твердость стали после закалки такого типа является наивысшей, так как аустенит переходит в состояние цементита. Это означает, что атомы углерода еще более глубоко внедряются в структуру железа, создавая очень прочные межмолекулярные связи.
Последний способ - закалка с самоотпуском. Он подразумевает, что нагретую деталь помещают в охлаждающую среду, но не дают ей полностью остыть. Изделие вынимают из охладителя, вследствие чего поверхность снова нагревается за счет сохраненной внутренней теплоты. Такой способ позволяет получать особый вид стали, который сочетает твердость на поверхности и вязкость внутри. Все перечисленные режимы закалки стали используются в равной мере в зависимости от необходимости.
Частичная закалка стали
Также существуют методы частичной закалки одного изделия, когда определенная часть должна быть тверже остального металла. В частности такой обработке подвергается лезвие катаны и многих других режущих инструментов. Для правильной закалки очень важным условием является соблюдение правильного температурного режима на всех технологических этапах. Его выбор зависит от марки обрабатываемой стали и процентном соотношении различных примесей в сплаве.
Температура закалки стали должна быть на 30-50 градусов выше точки мартенситного превращения. Такой уровень позволяет достичь оптимальной активности атомов углерода, которые начинают перемещаться и внедряться в железо на межмолекулярном уровне. Быстрое охлаждение используется, чтобы сохранить этот эффект, так как при постепенной потере температуры углерод постепенно возвращается в исходное состояние и закалка не сохраняется.
Кроме перечисленных режимов существуют также отдельные виды обработки. Один из них - это поверхностная закалка стали. Она подразумевает обработку лишь верхних слоев металла без манипуляций с внутренним строением. Технология абсолютно идентична полной закалке, но необходимость нагрева лишь поверхностного слоя заставляет корректировать способы.
Способы повехностной закалки стали
Существует 4 основных метода поверхностной закалки: с индукционным нагревом при помощи высокочастотного тока, с электроконтактным нагревом, с нагревом при помощи газопламенных горелок и закалку при помощи использования электролитического раствора. Для обработки мелких деталей зачастую используют последний метод.
Для средних изделий применяются первые два, а для крупногабаритных элементов лучше всего подходит нагрев при помощи газовых горелок. Для охлаждения используют те же жидкости, что и при полной закалке. В редких случаях, для особо крупных конструкций применяются газовые холодильные установки. И последний вид обработки называется неполной закалкой стали. Он подразумевает медленное охлаждение нагретого материала, в результате чего часть атомов углерода успевают покинуть молекулярную сетку железа и вернуться к нормальному состоянию.
Таким образом, образуется частично закаленный металл. Такой тип обработки применяется, когда необходимо специально оставить в структуре материала слабые места. Этот подход используется в автомобильной промышленности для создания так называемой контролируемой деформации при аварии. Он разработан специально для уменьшения травматизма пассажиров и снижения количества смертельных случаев.
promplace.ru
Способы и параметры закалки стали. Прокаливаемость и закаливаемость. Поверхностная закалка сталей.
Закалка – темрообработка, включающая нагрев стали выше критических температур, выдержку и охлаждение со скоростью выше критической. Под критической скоростью закалки понимают минимальную скорость охлаждения, обеспечивающую бездиффузионное превращение аустенита в мартенсит. Цель закалки – повышение твердости, прочности и износостойкости.
Доэвтектоидные углеродистые и легированные стали подвергают полной закалке с нагревом на 30-50ºС выше Ac3, выдержкой и охлаждением скоростью выше критической. Ленированные стали охлаждают в минеральном масле, углеродистые – в воде.
Заэвтектоидные стали подвергают неполной закалке, выдержке, и охлаждению скоростью выше критической. Время нахождения в печи зависит от габаритов детали, а также формы и положения в печи (1 минута на 1 мм критического размера). Критический размер – минимальный размер максимального сечения. Цилиндрические детали нагреваются быстрее. Выдержка даётся примерно 1/5 от времени нагрева. Если греют в расплавах солей, время выдержки уменьшается в 2 раза. В расплавах металлов время меньше в 4 раза.
Индукционный нагрев с ТВЧ обеспечивает нагрев только поверхности, где концентрируются токи высокой частоты. Чем больше частоты, тем тоньше разогреваемый слой. Индукционный нагрев – высокоскоростной. Нагрев под закалку на 100-150ºС выше, чем при печном нагреве. При поверхностной закалке ТВЧ образуется мелкое зерно (выше твёрдость, меньше хрупкость).
Прокаливаемость – глубина закалённого слоя, зависящая от количества легирующего элемента. Все легирующие элементы (кроме кобальта) увеличивают прокаливаемость.
Закаливаемость – способность воспринимать максимальную твёрдость после закалки (зависит от содержания углерода). Чем больше углерода (до 0,7-0,8% углерода), тем больше твёрдость. Если содержание углерода <0,3%, то сталь подвергают насыщению (цементации). После цементации выполняют закалку с низким отпуском. В результате поверхностный слой – твердый, сердцевина – мягкая.
Отжиг и нормализация стали, их назначение и способы осуществления. Дефекты, возникающие при термообработке стали, их причины и методы устранения.
Отжиг выполняют чаще всего применительно к заготовкам. Основная задача – улучшение обрабатываемости. Отжиг – операция предварительной термообработки.
Рекристаллизационный отжиг применяют после пластической деформации для снятия наклёпа. t рекристаллизационного отжига для сталей 500…550ºС, медленное охлаждение.
Для доэвтектоидных сталей для измельчения зерна, снятия внутренних напряжений применяют полный отжиг. Нагрев на 30-50ºС выше Ас3, охлаждение с печью до 500…600ºС, затем на воздухе. Скорость охлаждения с печью – 50ºС/час.
Низкоуглеродистые (<0,3% углерода) стали подвергаются нормализации вместо отжига. Охлаждение на воздухе. После нормализации сталь более твёрдая и прочная, чем после полного отжига.
Заэвтектоидные стали подвергают неполному отжигу. Нагрев на 30-50ºС выше Ас1, выдержка, охлаждение до с печью до 500…600ºС, далее на воздухе.
Иногда используют диффузионный (гомогенизирующий) отжиг. Нагрев до 1050…1200ºС с длительной выдержкой. Цель: устарнение ликваций. При диффузионном отжиге происходит рост зерна (уменьшается комплекс механических свойств). После диффузионного отжига для измельчения зерна применяют полный или неполный отжиг.
Дефекты:
1) Перегрев
Дефект связан с укрупнением зерна после термообработки. Крупное зерно снижает ударную вязкость. Укрупнение зерна происходит чаще из-за завышенной t нагрева для термообработки. Устранение – повторный нагрев под закалку до необходимой t.
2) Пережог
В пережога резка увеличивается хрупкость из-за длительного нагрева при повышенной t. В окислительной среде кислород диффундирует внутрь изделия, границы зерён окисляются. Дефект неустраним.
3) Повышенная твёрдость
Возникает из-за заниженной t отпуска. Устранение – дополнительный отпуск при более высокой t.
4) Пониженная твёрдость
Возникает из-за низкой t нагрева под закалку, неверно выбранной среды охлаждения, завышенной t отпуска. Устранение – повторно выполнить закалку с соблюдением всех необходимых условий.
5) Трещины после окончательной термообработки
Возникают из-за неправильно выполненного охлаждения (легированные, высокоуглеродистые стали в воде).
6) Чрезмерное окисление и обезуглероживание поверхности (пониженная твёрдость)
Возникает из-за чрезмерной длительности нагрева. Устранение – нагрев в соляных ваннах.
Химико-термическая обработка сталей. Цементация, азотирование, борирование, хромирование, алитирование, силицирование. Двухкомпонентное еасыщение сталей (углеродом и азотом – нитроцементация, цианирование и др.).
Цементация – самый распространённый процесс (насыщение углеродом). Подвергают цементации низкоуглеродистые стали. Цементация осуществляется в газовых и твёрдых порошковых средах. Проводят при 900…950ºС. Диффузия углерода идёт в аустенит, причём в аустените может раствориться до 2,14% углерода. Чем выше t, тем больше должно быть углерода. Длительность цементации – 8-12 часов. После остывания детали содержание углерода на поверхности максимальное, далее – плавное уменьшение (в сердцевине менее 0,3%). Структура на поверхности – П+ЦII. Сталь 20 практически не упрочняется закалкой, но при содержании углерода >0,4% эффект от закалки значительный. После цементации детали подвергают закалке и низкому отпуску. После закалки твёрдость поверхности – более 60 HRC, сердцевины – менее 25 НRC. Сочетание высокой твёрдости и мягкой сердцевины увеличивают надёжность, если стали работают в условиях ударной вязкости. При возникновении трещин, они задерживаюся в вязкой и пластичной сердцевине. Разовая цементация осуществляется в среде углеродосодержащих газов, которые при 900…950ºС диссоциируют (СnHm→С+Н). Цементация в твёрдом карбюраторе: сталь с порошком помещают в огнеупорный ящик и ставят в печь с t 900…950ºС. Затем охлаждение, закалка и низкий отпуск. Применяют для изготовления деталей зубчатых зацеплений и др.
Азотирование – второй по распространённости процесс. t около 500…600ºС (на уровне высокого отпуска). Азотирование деталей проводят после закалки, после азотирования термообработку не проводят. Для азотирования используют специальные печи, в которые подают аммиак. Азот абсорбируется на поверхности и внедряется внутрь детали. Твёрдость меньше, чем у мартенсита. Азотирование углеродистых сталей проводят крайне редко. Нитриды хрома, алюминия, вольфрама значительно твёрже мартенсита, и после азотирования твёрдость существенно увеличивается в случае легированных сталей. Под азотирование есть специальные стали с определённым комплексом легирующих элементов – нитраллои (38Х2МЮА). Длительность азотирования – не менее 20 часов (до 70 часов). Процесс очень длительный – диффузия при низкой t проходит крайне медленно. За 20 часов образуется азотированный слой 0,2 мм. Твёрдость измеряют прибором микротвёрдости. После закалки твёрдость максимальна – 8 ГПа, после азотирования – 11 ГПа. Твёрдость углеродистых сталей после азотирования – 6 ГПа. На крупных заводах иногда используют ионно-плазменное азотирование. В случае ионного азотирования процесс идёт на 20-30% быстрее. Азотирование используется для повышения износостойкости деталей. Реже используют антикоррозионное азотирование. Для этого по специальным режимам на поверхности получают коррозионностойкую фазу.
Борирование (насыщение бором) – наиболее эффективный процесс для повышения износосиойкости. Твёрдость на поверхности: FeB (внешняя зона) – 17-19 ГПа, Fe2B (внутренняя зоня) – 13-15 ГПа. Износостойкость увеличивается в 10 раз. При малых давлениях с большими скоростями скольжения борирование очень эффективно. Бориды FeB, Fe2B очень хрупкие (Fe2B в 2 раза более хрупкий, чем FeB). Более эффективно проводить борирование Fe2B (будет менее хрупкая деталь). Проводят при 900…950ºС около 4-6 часов с получением слоев 0,1-0,15 мм. При более значительной толщине слоев возможно выкрашивание (это плохо) – т.к. слои хрупкие. Твёрдость боридов не зависит от термообработки. Закалку борированных деталей делают для упрочнения сердцевины (неборированной). Борировать можно в порошковых средах с использованием герметичных контейнеров из окалиностойкой стали. Есть жидкостное борирование, электролизное, безэлектролизное. Элктролизное – более высокая скорость образования слоёв. В случае крупногабаритных деталей используются борирующие «обмазки». Обмазки защищают сталь от окисления и обезуглероживания. Борирование можно совмещать с нагревом под закалку. Стойкость детали увеличивается в 2-3 раза. Затраты на обмазку – незначительные.
Хромирование проводят диффузионным путём при 1000…1200ºС в порошковой среде в жаростойких контейнерах. На поверхности стали образуются карбиды хрома Cr23C6, Cr7C6 (наиболее высокотвёрдые соединения). Микротвёрдость 18-20 ГПа. Диффузионный слой 0,03 мм. Хромирование обеспечивает износостойкость, коррозионностойкость и окалиностойкость. Твёрдость хромированного слоя не зависит от термообработки. Но термообработку проводят для повышения свойств сердцевины.
Алитирование (насыщение алюминием) в основном проводят для повышения окалиностойкости (наиболее эффективный метод). Реже используется для коррозионной защиты. Окалиностойкость 1100ºС. Твёрдость небольшая 5 ГПа. Высокие защитные показатели свойств за счёт образования на поверхности Al2O3 с плотной кристаллической решёткой (защитная плёнка). Проводят при 900…950ºС около 4-6 часов в порошковых смесях в герметичных контейнерах.
Силицирование (насыщение кремнием) проводится для повышения окалиностойкости и коррозинностойкости. t насыщения 900…950ºС в порошковых смесях.
В промышленности часто используют двухкомпонентное насыщение – нитроцементация, цианирование, карбонитрация, никотрирование.
Нитроцементация – наиболее распространенный процесс, наиболее близкий к цементации. Проводится при 870…880ºС. В поверхность диффундируют углерод (в основном) и азот (ускоряет диффузию углерода). Толщина слоёв такая же, как и после цементации. После нитроцементации проводят закалку и низкий отпуск. В основном нитроцементации подвергают низкоуглеродистые стали. На крупных заводах процесс осуществляют в газовых средах на основе углеродосодержащих газов с небольшим количеством аммиака. Длительность около 10 часов. Но его сложнее осуществить из-за строго количества газа (двух газов).
Цианирование – насыщение углеродом и азотом при 500ºС, диффундируют азот (в основном) и немного углерод. По структуре близко азотирование. Преимущества – диффузионные слои сильнее сопротивляются выкрашиванию,хрупкому разрушению (меньше хрупкость). Осуществляют в расплавах цианистых солей. КCN – цианистый калий, NaCN – цианистый натрий. При производстве требуются серьёзные меры защиты человека.
Карбонизация – то же, что и цианирование, только соли не ядовитые. Добавляются карбонаты калия, натрия. Есть способы порошкового насыщения азотом и углеродом. Очень эффективны боросилицирование, борохромирование (двухкомпонентное). Двухкомпонентное насыщение – лучший комплекс свойств деталей, но проводится более сложным образом. Боросилицирование проводят для повышения износостойкости.
Распределение легирующих элементов в стали, их влияние на свойства структурных составляющих, полиморфизм железа, кинетику распада аустенита, мартенситное превращение, рост зерна аустенита, превращение при отпуске.
Легирующие элементы могут образовывать в сталях твёрдые растворы различных типов (растворяются в Ф, А, Ц). Могут образовывать специальные карбиды. Всегда карбид железа (цементит), если образуются карбиды ванадия, вольфрама, хрома и т.д. Может образовываться соединение металлов с металлами (редко встречается). Легирующие элементы есть в чистом виде, но это очень редко.
Все легирующие элементы, растворяясь в Ф, повышают твёрдость и прочность, но снижается пластичность и вязкость (кроме никеля, он повышает всё). Сильно упрочняет феррит – кремний. Листовые стали для штамповки не должны содержать кремния (стали не расщепляют). Растворяясь в Ц, легирующие элементы также повышают твёрдость и прочность (влияние не сильно заметно, Ц сам по себе твёрдый и прочный). Образование специальных карбидов очень важно для свойств сплава (Cr2C3, WC, W6C, Mo6C, VC, T6C). Карбид железа – микротвёрдость 10 ГПа (самая большая в диаграмме Fe-C). Специальные карбиды намного твёрже. Наиболее твёрдые – карбиды ванадия и титана (до 23 ГПа). Карбиды хрома – 18-20 ГПа. Чем больше специальных карбидов, тем выше износостойкость (эффект увеличивается, если карбид мелкозернистый и равномерно распределён). В реальных условиях образуются сложные карбиды. Элементы, образующие в сталях специальные карбиды – карбидообразующие (кроме кремния и бора, бор не образует). Интерметаллиды – соединения металлов с металлами (в дорогостоящих особых высоколегированных сталях: мартенситно-стареющие, жаропрочные и др.).
Растворение в А – также упрочняющее воздействие. А – высокотемпературная составляющая.
Влияние на полиморфизм железа.
Железо имеет 2 полиморфные модификации – А(ГЦК) и Ф(ОЦК). Ленирующие элементы можно разделить на 2 группы по влиянию на свойства:
а) расширяют область образования А (азот, марганец, кобальт)









б) сужают область образования А (вольфрам ванадий, титан, кремний)

При большом содержании азота, марганца сталь может быть аустенитной при 20ºС. Также влияет содержание углерода. Аустенит не обладает ферромагнитыми свойствами (детали не притягиваются магнитом). Наиболее распространённые нержавейки – аустенитные стали.
Кинетика распада аустенита.








1-2 – преврашение
Мп – начало мартенситного превращения
Vкр – критическая скорость охлаждения.
Все (кроме кобальта) легирующие элементы сдвигают с-образные кривые вправо. Уменьшается критическая скорость. Уменьшение критической скорости позволяет проводить закалку с меньшей скоростью охлаждения. В сталях меньше деформаций и напряжений, меньше коробление. Легированные стали охлаждаются в масле, углеродистые – в воде (вода охлаждает на 70% быстрее). Уменьшение критической скорости увеличивает прокаливаемость (глубину закалённого слоя). Из легированных сталей можно делать более крупные изделия с мартенситной структурой. Если легирующих элементов очень много, то закалка может проходить на воздухе. Стали этого класса – мартенситные (более 10% легирующих элементов).
Мартенситное превращение.
Все (кроме кобальта и алюминия) легирующие элементы снижают температуры начала и конца образования мартенсита. У углеродистых сталей температура конца образования М равно 0 (0,5% углерода). При большем содержании углерода, температура меньше 0. Снижение температур начала и конца образования М приводит к увеличению аустенита остаточного в структуре стали.
А – мягкий, пластичный. Снижает твёрдость и прочность после закалки. При очень большом содержании легирующих элементов температура начала образования М может быть отрицательной. После закалки – сталь аустенитная (мягкая и пластичная). Её можно резать, прессовать. Готовые детали потом обрабатывают холодом (до температур ниже конца образования мартесита). Есть установки, где охлаждение проводят в жидком азоте (t испарения -196ºС).
Рост зерна аустенита.
Легирующие элементы в большинстве случаев растворяются в аустените, образуя твердые растворы замещения. Легированные стали требуют более высоких температур нагрева и более длительной выдержки для получения однородного аустенита, в котором растворяются карбиды легирующих элементов.
Малая склонность к росту аустенитного зерна – технологическое преимущество большинства легированных сталей. Все легирующие элементы снижают склонность аустенитного зерна к росту, кроме марганца и бора. Элементы, не образующие карбидов (кремний, кобальт, медь, никель), слабо влияют на рост зерна. Карбидообразующие элементы (хром, молибден, вольфрам, ванадий, титан) сильно измельчают зерно.
Превращения при отпуске.
Анализ превращений при отпуске – делатометрическая кривая.







Все легирующие элементы сдвигают стадии I-IV в область более высоких температур. Наиболее существенно сдвигают стадии карбидообразоющие элементы (хром, вольфрам, молибден, титан). Увеличивается красностойкость стали (сохраняется твёрдость при высоких температурах нагрева).
Высоколегированные стали при 500…550ºС могут иметь такую же твёрдость, как после закалки (60-62 HRC). Углеродистые стали (У8) после закалки – 62-64 HRC, после отпуска при 550ºС – 30 HRC. Для углеродистых сталей 180…250ºС – низкий отпуск, для высоколегированных – 550ºС (быстрорежущие стали: 4% хрома, 1,5% ванадия, 0,8% углерода). Твёрдость 60-62 HRC.
infopedia.su