







Сварка угольным электродом в домашних условиях. Сварка инвертором угольным электродом
Сварка угольным электродом
Угольные электроды для сварки применяются реже, чем аналоговые со стальным плавящимся стержнем. Но они в некоторых ситуациях просто незаменимы. К тому же с помощью угольного электрода можно проводить большой спектр работ: сварка, резка, плавка. Плюс им обрабатываются практически все виды современных металлов, от тугоплавких и тяжелых, до легких и пористых. Но вначале необходимо разобраться, что собой представляет угольный электрод.

Это стержень, в основе которого лежит уголь (кокс), плюс несколько добавок: в качестве связующего применяется смола, в качестве упрочняющего элемента металлический порошок. Размеры угольного электрода варьируются по диаметру от 1,5 до 25 мм, по длине от 25 до 300 мм. Процесс производства очень прост: изготовление смеси компонентов, формовка и сушка. Может возникнуть вопрос, почему такой большой разброс длины. Все дело в различных проблемах, которые решаются угольными электродами. К примеру, если свариваемые детали расположены в неудобном месте, то применение длинного стержня решает возникшую проблему.
Виды угольных электродов
Сегодня производители предлагают пять видов, которые отличаются друг от друга формой сечения.
- Круглые. Применение неограниченно. Диаметр стержня – 3,2-19 мм.
- Круглые бесконечные. Свое название получили за самый малый расход, то есть, это самые экономичные сварочные электроды этой категории. Диаметр – 8-25 мм. Обычно для проведения сварки применяется специальная машинка.
- Плоские. Сечение стержней прямоугольное (иногда квадратное) размером 8-25 мм. В основном используются для заделки дефектов на поверхностях стальных отливок.
- Полукруглые. Сечение – 10-19 мм. На сегодняшний день это самые востребованные электроды, с помощью которых можно решить любые проблемы, связанные с резкой металлических заготовок. При сварке шов получается необходимой формы. При формировании кромок им равных нет.
- Полые. Редко используются. Отличительная черта – с их помощью можно сформировать U-образную канавку. Диаметр стержня: 5-13 мм.

Чтобы увеличить прочностные характеристики расходников, в технологии их производства стал использоваться метод напыления на электроды медного порошка. Второй метод – электролитический. Это, когда в ванну с электролитов помещают и сам стержень, и медный порошок. Здесь под действием электрического поля медь оседает на плоскости расходника. То есть, получился подвид, который называется – электроды угольные омедненные. По типу разделения он точно такой же, как и обычные угольные электроды.
Режим сварки
Электрод угольного типа относится к категории неплавких элементов. Это и есть его основное отличие от основной категории металлических сварных стержней. Поэтому при сварке с его помощью используется только постоянный ток прямой полярности. То есть, минус присоединяется к электроду, плюс к металлической заготовке.
Получается так, что для сварки металлов с помощью угольного электрода потребуется присадочный элемент. Правда, не всегда. К примеру, по отбортовке тонких металлических заготовок или при некоторых вариантах сварки угловых стыков. Это и выгоднее, и удобнее. Необходимо добавить, что производительность сварочных работ при соединении листов толщиною 1-3 мм с использованием угольных электродов без применения присадочного материала в разы выше, чем при сварке обычными неугольными электродами.
Но тут есть один момент. При сварке две заготовки соединяются между собой путем расплавления самого металла. И такой шов очень прочным назвать нельзя. Поэтому данный вид сваривания лучше всего использовать для сборки неответственных конструкций.
Существует достаточно большая линейка присадочных материалов, которая применяется в этом виде сварки. Все будет зависеть от марки свариваемого металла. К примеру, для сварки меди лучше всего использовать бронзовый присадочный материал.
Очень важен и показатель сечения присадочной проволоки или пластины. Если оно будет большое, то есть вероятность, что сварочный шов будет не проварен, при небольшом сечении может произойти пережог. Поэтому выбор сечение производится в соответствии с толщиною соединяемых заготовок. Вот некоторые соотношения:
| Толщина свариваемых заготовок, мм | Диаметр присадочного прутка, мм |
| 1,5 | 1,5 |
| 1,5-2,5 | 2 |
| 2,5-4 | 3 |
| 4-8 | 5 |
| 8-15 | 8 |
| Больше 15 | 10 |
Конечно, качество шва будет зависеть от того, какой силой тока производится сварка угольным стержнем. Зависимость в нижней таблице.
| Толщина свариваемых заготовок, мм | Сварочный ток, А |
| 2 | 160-200 |
| 3 | 210-260 |
| 4 | 240-280 |
| 5 | 260-300 |
| 6 | 300-350 |
| 7 | 300-360 |
Сварочный режим также зависит и от диаметра используемого электрода. Зависимость в таблице ниже.
| Толщина свариваемых заготовок, мм | Диаметр угольного электрода, мм |
| 2-5 | 15 |
| 5-10 | 18 |
| 10-15 | 25 |
Особенности сварки
Существует два вида сварки.
- Правый. Это когда электрод перемещается слева направо, а присадка за ним следом.
- Левый. Стержень движется справа налево, а присадка перед ним.
Самое удивительное, что правая сварка угольным стержнем эффективнее в плане использования тепловой энергии в зоне сварки. При этом удобнее варить детали большой толщины. Да и скорость процесса больше на 20-25%. Но на практике чаще всего применяется именно левая технология.
И другие особенности.
- Электрическая дуга очень чувствительна к различным внешним воздействиям: к ветру, к потокам разных газов, к магнитному влиянию и так далее. Поэтому сварку угольными электродами нужно проводить в закрытых помещениях.
- КПД этого вида сварки ниже, чем у процессов, где используются металлические плавящиеся электроды.
- Плавку угольными стержнями провести невозможно, потому что температура плавления и температура их кипения практически одинаковы: Тпл=3800С, Ткип=4200С.
Использование угольных электродов для сварки медных проводов – один из основных вариантов применения. Особенно ими производится соединение электрических медных шин в трансформаторных подстанциях. Как показала практика, другие способы малоэффективны. В домашних же мастерских угольные электроды используются в основном для резки металлов. То есть, это происходит чаще, чем сваривание. Все дело в условии и возможностях мастерской.
Поделись с друзьями
1
0
1
0
svarkalegko.com
Сварка угольным электродом в домашних условиях — studvesna73.ru
Алюминиевые сплавы очень широко применяются для монтажа сварных конструкций различного предназначения. Сразу следует выделить основные достоинства данного материала, например высокая удельная прочность, малая плотность и высокая устойчивость к коррозии.
В отдельных случаях чистый алюминий используется для изготовления предметов и деталей в химической, электротехнической и пищевой промышленности. Чистый алюминий с низким содержанием примесей применяется в изготовлении полупроводников и в отраслях новой техники. В качестве конструкционных материалов используются полуфабрикаты, изготовленные из сплавов алюминия.
Деформируемые сплавы разделяются на сплавы, которые не упрочняются термической обработкой. Для проведения сварочных работ с алюминием используются электроды из специального электротехнического угля и из синтетического графита. Электроды для сваривания алюминия имеют форму стержней диаметром от 6 до 25 миллиметров, а их длина составляет 200 – 300 миллиметров. Конец угольного сварочного электрода заточен на конус. Для проведения сварочных работ графитовым электродом следует использовать специальные держатели.
Сварочная дуга для сварки графитовыми электродами, которая питается от обычных сварочных трансформаторов, не совсем подходит для сварки электродами данного типа. Вследствие неоднородности поверхности металла угольная дуга способна быстро отклоняться от нужного положения с помощью магнитных полей.
Для того чтобы стабилизировать сварочный процесс в некоторых случаях применяется продольное магнитное поле, которое создается соленоидом, ось которого должна совпадать с осью сварочного электрода. Данный прием при сваривании в основном применяется для работы с автоматическим сварочными аппаратами.
Чтобы стабилизировать положение сварочной дуги, требуется иногда по сварочной линии наносить пасту или специальный порошкообразный флюс, содержащий качественные ионизаторы для дугового разряда. Данный способ намного лучше и применяется для работы с автоматической и ручной сваркой. Угольная дуга имеет меньшее тепловое КДП и это является одним из отличий от металлической дуги с плавящимся электродом.
Химический состав, а также структура и свойства свариваемого металла при сваривании практически не отличается от металла, который наплавлен металлическим электродом, имеющим тонкую ионизирующую обмазку. Сваривание графитовым электродом может выполняться с подачей присадочного материала в дугу, но в некоторых случаях можно обойтись и без него.
Канал «Николай Чернак» рассказал об интересной самоделке: аппарат для нагрева, пайки и сварки угольным стержнем. На видео показано, как он устроен, он будет разобран и наглядно представлен, также процесс сварки в домашних условиях. Мастер расскажет, как его делал и несколько его возможностей. Температура плавления для угольных электродов 3800 °С и кипения 4200 °С, в связи с этим трудно заметить процесс плавления, а наблюдается медленное испарение.
Таким аппаратом можно разогревать мелкие детали, железные, из меди, латуни и других материалов, проводящих ток. Можно закаливать мелкие инструменты: отвертки, зубила. Напаивать мелкие резцы, пластины. Паять можно свинцом, латунью. И осуществлять сварку медные скрутки. В случае, если на аккумуляторе сгорит плюсовая или минусовая клемма, удастся полностью восстановить стержнем клемму.
Ну а сейчас посмотрим устройство. За основу этого аппарата взят трансформатор от микроволновки. Первичная обмотка на 220 В, она обычно в микроволновке, не выводит из строя, поэтому оставлена родная. Вторичная высоковольтная обмотка на 2000 В была удалена. Не стал вырубать, просто в местах сварки разрезал, разобрал сердечник, удалил вторичную обмотку.

На шаблоне, то есть на деревяшке, намотал вторичку, намотал 8 В. Рекомендуется от 6 В до 9 В. Шина медь 4×5 мм, витки не подсчитывались, сечение 20 квадратных миллиметров (допустимо в 2 раза меньше, и мотать через окна алюминием). Позднее замерим напряжение на вторичной обмотке.
Замотал тряпочной изолентой, предварительно лаком. Назад сжал в тисках, и с одной только стороны, проварил на зад полуавтоматом. Нельзя варить внутри, потому, что если проварится с двух сторон, трансформатор будет греться, т.к. получится короткозамкнутый ток. По трансформатору все.

Корпус подобрал готовый. Делал в домашних условиях одну единственную крышку охлаждения. Поставил переключатель. Провода не длинные, где-то метра 2. Подставка взята готовая с предохранителя высоковольтных линий. В этом аппарате необходимы два держателя. Первый – угольного стержня. Второй – массы. В данном случае с зажимом. Сейчас разберем, и отдельно, по каждому, немного поговорим.Провода взяты медные, резиновые, на конце залужены свинцовым припоем. Диаметр 4 мм.Держатель массы. Выточена деревянная колодка. Просверлены диаметром 6 мм сквозные отверстия.Далее с 5 минуты на видео.
Далее восстановление клемм батареи с помощью данного станка для сварки угольным электродом.
Угольные электроды состоят из аморфного электротехнического угля в виде стержней круглого сечения диаметром 6. 18 мм, длиной 250. 700 мм с гладкой черной поверхностью. Конец электрода затачивают под углом 60. 70°, а для сварки цветных металлов — под углом 20. 40°.
Графитовые электроды состоят из кристаллического углерода-графита. имеют темно-серый цвет с металлическим блеском. Материал электрода мягкий и легко режется. Графитовые электроды при сварке дают лучшие результаты, чем угольные .
Для угольных электродов температура плавления 3800 °С и температура кипения 4200 °С близки, поэтому практически не удается наблюдать процесс плавления, а видно медленное испарение.
Для чистого углерода температура плавления 3500 °С, температура кипения 3467 °С, поэтому он не плавится, а возгоняется.
Процесс сварки угольными электродами имеет особенности:
- сварку можно вести только на прямой полярности (минус на электроде ), а при обратной полярности происходит недостаточно устойчивое горение дуги, плохое формирование шва, науглероживание наплавленного металла, электрод сильно нагревается на большой длине и происходит увеличение его испарения;
- в процессе сварки дуга чувствительна к различным внешним воздействиям: ветру, потокам газов, магнитному дутью;
- коэффициент полезного действия дуги при сварке угольным электродом ниже, чем при сварке металлическим плавящимся электродом .
Угольные электроды могут успешно применяться для сварки тонколистового металла, заварки дефектов металлического литья, сварки цветных металлов и наплавки твердых сплавов.
Сварка угольным электродом тонколистового металла может быть следующими способами: без присадочного металла, с подачей в дугу присадочного металла; с предварительной укладой на место шва присадочного металла.
Сварка без присадочного металла заключается в оплавлении дугой кромок свариваемых деталей. Этот способ получил наибольшее распространение.
Без присадочного металла могут свариваться соединения встык листов толщиной 1. 2 мм с отбортовкой кромок, присоединение штампованного днища к корпусу емкости, угловые соединения, соединения внахлест, различные соединения из уголков, швеллеров, полос.
Сварка с подачей присадочного металла в дугу может производится по одной из двух схем — левый или правый способ по рис. 13,а и б.
Рис. 13. Способы сварки угольным электродом с подачей присадочного металла в дугу:а — «левый» способ; б — «правый» способ
При сварке с подачей присадочного металла в дугу сварщик держит в левой руке присадочный пруток, в правой — держатель с угольным электродом .
При «левом» способе присадочный пруток размещают между электродом и основным металлом, пламя дуги направлено на основной металл (рис. 13,а).
При «правом» способе присадочный пруток размещают между наплавленным валиком шва и угольным электродом. пламя дуги направлено на расплавленный металл. При этом способе нагрев более концентрированный, и сварку можно производить на больших скоростях, но при этом есть вероятность прожогов (рис. 13,б).
«Левый» способ чаще применяется на практике, а «правый» способ используют для сварки металла большой толщины.
Сварка с предварительной укладкой прутков или полосок может применяться для производства стыковых и угловых швов из листов большой толщины (рис. 14). При этом получается усиление шва за счет сплавления кромок свариваемых листов и присадочного прутка или полоски.
Рис. 14. Сварка угольным электродом с предварительной укладкой прутков и полосок:а — односторонний стыковой шов с укладкой прутка; б — то же, с укладкой прутка и подкладкой полоски под шов; в — двухсторонний стыковой шов с укладкой полосок с обеих сторон; г — то же, с укладкой полоски в зазор между свариваемыми листами; д — односторонний угловой шов с укладкой прутка
При сварке угольным электродом сварочный ток подбирают в зависимости от толщины металла и вида сварного соединения, диаметр электрода — в зависимости от толщины свариваемых листов так, чтобы электрод не разогревался по всей длине до светло-красного каления, когда он быстро расходуется.
В табл. 3 приведены примерные режимы сварки угольными электродами .
Таблица 3. Режимы сварки угольными электродами соединений из низкоуглеродистой стали
Когда разговор заходит о сварке меди, то необходимо понимать, что этот металл обладает уникальными свойствами. А именно: отличной пластичностью, высокой теплопроводностью и электропроводностью, высочайшей коррозионной стойкостью. Плюс великолепные эстетические качества. Поэтому медь сегодня используется в самых разных сферах. А так как с ней всем приходится встречаться часто, то велика вероятность, что и процессом сварки этого металла будет интересоваться большой круг людей. Поэтому вопрос, а может ли проводиться сварка меди в домашних условиях, сегодня интересует многих.

Особенности сварки меди
Необходимо отметить тот факт, что чем чище медь, тем лучше она сваривается. Но кроме этого на качество процесса влияют и ниже следующие факторы.
- Как и многие цветные металлы, при соприкосновении с кислородом медь начинает окисляться. Окисел – это тонкая жаропрочная пленка, которая мешает проводить сваривание медных заготовок. Поэтому на стадии подготовки оксидную пленку обязательно удаляют разными способами.
- Медь обладает очень большим коэффициентом линейного расширения. Он в полтора раза больше, чем у стали. Поэтому при охлаждении происходит сильная усадка. Именно этот фактор негативно влияет на качество шва, в котором во время усадки появляются трещины.
- В нагретом состоянии медь поглощает водород и кислород. Первый внутри металла после остывания образует поры. Второй окисел на поверхности.
- При резком нагреве и остывании структура металла меняется. Из мелкозернистой он превращается в крупнозернистую. А это увеличение хрупкости в зоне сварки.
- Коэффициент теплопроводности у меди в семь раз больше, чем у стали. То есть, при нагреве металл быстро расплавляется, при снижении температуры быстро становится твердым. Резкий переход от одной стадии в другую становится причиной образования внутри дефектов.
- Текучесть меди. Этот показатель в 2,5 раза больше, чем у стали. При высоком нагреве, а это иногда требуется для сваривания толстых заготовок, полная проплавка с одной стороны практически невозможна. Поэтому сварка меди и ее сплавов проводится по двусторонней технологии. Когда с одной стороны производится полная сварка шва, а с задней стороны окончательно формируется сварочный шов. Кстати, именно текучесть меди осложняет сварку в вертикальном и потолочном положении.
- Перед тем как варить медь, необходимо понять, что прочность и пластичность материала снижается с повышением температуры. До +200С эти показатели находятся еще в норме, а вот с повышением их значение резко снижается. К примеру, при нагреве в пределах 500-550С пластичность практически падает до нуля. Поэтому высока вероятность появления внутри сварочного шва трещин. При высоком значении тока не стоит проводить двухслойное заполнение зазора между свариваемыми заготовками, даже если детали будут иметь большую толщину. Надо постараться все сделать за один проход.
Как уже было сказано выше, проще всего сваривать чистую медь без примесей или раскисленную, в которой кислорода всего 0,01%. А так как такая медь встречается редко, в основном в промышленности используются ее сплавы, то рекомендуется сварку проводить в защитных газах или флюсах с присадочными материалами, в которые входят раскислители. А именно: кремний, марганец, алюминий и прочие добавки. Кстати, сварку меди электродами (расплавляющимися) также можно проводить. Единственно – это, чтобы в стержень входили раскислители, о которых было упомянуто выше.
Ручная дуговая сварка медных сплавов
Вообще, дуговая электросварка меди используется часто, особенно в домашних условиях. Целесообразность применения зависит от скорости процесса. При этом может использоваться сварка меди полуавтоматом или автоматом.
Технология сварки меди заключается в следующем.
- Производится очистка кромок соединяемых заготовок от загрязнений, для чего используется любой растворитель.
- Затем счищается оксидная пленка с помощью железных щеток, наждачки или другим абразивным инструментом.
- Далее производится сам процесс сваривания электродом.
Но так как толщина медных деталей может варьироваться в больших пределах, то и сам режим сварки будет отличаться. К примеру, для соединения заготовок толщиною 6-12 мм, необходимо разделать кромки так, чтобы образовался V -образный зазор. При этом угол между кромками должен быть в пределах 60-70°. Если используется двусторонняя сварка, то угол можно уменьшить до 50°. Зазор между деталями создается путем сдвига заготовок, чтобы между ними образовалась щель шириною 2,5% от длины самого сварочного шва.
Если раздвижение деталей не производится, то необходимо провести их прихватку. Прихватка проводится неполным проваром шва длиною по 30 мм через каждые 300 мм. При этом должен сохраняться зазор размером 2-4 мм. При самой сварке меди инвертором, доходя до прихватки, ее необходимо удалить, сбив любым ударным инструментом. Потому что двойной провар меди приведет к изменению ее структуры и появлению дефектов внутри сварочного шва.
Если свариваемый металл имеет толщину больше 12 мм, то лучше использовать Х-образную разделку кромок, а соответственно и двустороннюю обварку. Если по каким-то причинам использовать данную разделку невозможно, то можно использовать V -образную. Правда, придется полностью заполнять зазор, на что уйдет больше электродов и времени.
Полезные советы
- Стыковые соединения варить лучше на подкладках, которые будут понижать температуру в зоне сварки и не давать металлу утекать сквозь зазор. Здесь можно использовать подкладки стальные, медные, графитовые и другие. Ширина подкладки 40-50 мм.
- Перед сваркой меди электродом необходимо кромки подогреть до 300-400С.
- Стержень электродов, используемых для сварки медных сплавов, должен изготавливаться из меди или бронзы с легирующими добавками (кремний, марганец и так далее).
Ручная аргонодуговая сварка
Сварка меди аргоном – это еще один вариант соединения медных заготовок. Для этого используется постоянный ток прямой полярности, вольфрамовый неплавящийся электрод и присадочный материал из меди, бронзы или медно-никелевого сплава марки МНЖКТ.
Перед началом работ кромки стыка прогревают до 800С. Сварку ведут справа налево, присадочный пруток впереди горелки. Дуга короткая.
Сваривание угольными и графитовыми электродами
Эта разновидность сварки медных сплавов применяется редко. Угольные электроды используются при соединении заготовок толщиной до 15 мм, графитовые больше данной величины. Режим сварки:
- Ток постоянный.
- Полярность прямая.
- Присадочный стержень в сварочную ванну не погружают. Расстояние 5-6 мм.
- Процесс производится в защитном флюсе. Его наносят на присадочный стержень, который предварительно обмакивается в жидкое стекло.
- Зазор – 0,5 мм.
- Используется подкладка асбестовая или графитовая.
- Медь толщиною до 5 мм варится без предварительного подогрева.
- Сваривание необходимо проводить за один проход.
Сварка меди и алюминия
Два этих металла можно сварить двумя способами: контактной сваркой и замковым соединением. В первом случае необходимо учитывать, что алюминиевый материал обладает низшей температурой плавления, чем медь. Поэтому при стыковке нужно алюминиевую заготовку брать длиною больше, на поправку плавления.
При сварке рекомендуется проводить обдув зоны сваривания, используя для этого азот. Воздух здесь не пойдет, он тут же будет образовывать оксидную пленку. Если свариваются медные и алюминиевые трубки, то их необходимо надеть на стержень, состыковав в одной точке.
Замковое соединение – это когда на пластину из алюминия накладывается плоская деталь из меди. При этом производится сварка медной заготовки по периметру. При этом ширина шва должна быть равна толщине медной накладки. Процесс проводится с использованием графитовых вставок, которые и будут формировать шов соединения.
Сварка меди со сталью
Варить медь со сталью сложно, но можно. Для этого используются все те же методы, что и при сварке двух стальных заготовок. Единственное, на что необходимо обратить внимание, это разная температура плавления металлов. Поэтому при формировании кромок нужно кромку стальную делать более длиной (в 3,5 раза) и тонкой, чтобы в процессе сварки тонкий металл начинал быстрее плавиться.
Если сварка производится угольными электродами, то процесс проводится на постоянном токе прямой полярности. Длина дуги 14-20 мм, ее напряжение 40-55 вольт, а сила тока 300-550 ампер. Сварка проводится в защитном флюсе, который имеет точно такой же состав, как и при сварке медных сплавов. Сам флюс засыпается в зазор между заготовками.
Иногда встречаются ситуации, когда надо приварить медную шпильку к стальной детали. Для этого нужно применять обратную полярность, сам процесс проводится под флюсом без предварительного прогрева кромок. Стальные шпильки к медным деталям привариваются плохо, поэтому на шпильку надевают в натяг медное кольцо, которое и приваривается к медной заготовке.
Вот такие способы сварки медных сплавов и заготовок, которые сегодня применяются в промышленности и в домашних мастерских. Обязательно посмотрите видео, размещенное на этой странице сайта.
Поделись с друзьями
Соединение данного вида метала часто ассоциируется с рядом проблем, которые очень сложно преодолеть, даже имея большой опыт, так как необходим еще набор особых технических средств. Сварка алюминия электродом является одной из самых простых процедур в данной сфере, но она не гарантирует результат высокого качества. Также, как и сварка нержавейки, соединение алюминия выходит за рамки стандартного понятия о свариваемости металла, так как его поведение в расплавленном состоянии заметно отличается от тех же сталей. Здесь нужен особый подход в управлении сварочной ванной и расчете используемого материала.

Сварка алюминия обычным электродом
Несмотря на все сложности соединения, этот металл активно используется в промышленности, так как обладает относительно низким весом и при этом достаточно хорошей прочностью, в особенности это касается его сплавов. Мастерам приходится часто встречаться с его свариванием, причем в различных вариантах, так как из алюминия делаются провода, корпуса, детали, на которые возлагается механическая нагрузка и прочие вещи. Хоть электродами и нельзя достичь того же качества, которое дает сварка алюминия аргоном. но есть способы, которые помогут улучшить результаты соединения.
Свойства и свариваемость алюминия 
В первую очередь следует разобраться со свойствами металла. Когда идет сварка алюминия электродом, то любой мастер сможет заметить, что поведение сварочной ванны заметно отличается от стальных изделий. Это обусловлено высокой жидкотекучестью материала. В расплавленном состоянии алюминий не вязкий, а больше напоминает воду, так что формирование шва в данном случае становится физически сложным процессом. По этой же причине практически невозможно провести нормально потолочную и вертикальную сварку. Даже в горизонтальном положении приходится использовать пониженный ток.
Также стоит отметить главного врага нормальной свариваемости – оксидную пленку. Она постоянно образуется на алюминии, а также скорость ее образования является достаточно высокой. Она вредна тем, что имеет температуру плавления выше, чем у алюминия практически в три раза. Если ее не убрать, то капли расплавленного металла будут обволакиваться ею и не смогут нормально соединиться и шов получается неровный, расплывчатый и не выполняет свою функцию должным образом.

Оксидная пленка при сварки алюминия электродом
К одному из свойств металла можно отнести высокий коэффициент расширения, который обеспечивает усадку, отличающуюся от сталей. Если неправильно действовать, то деталь может получиться деформированной, когда начнет остывать. Для этого следует сделать грамотный расчет расходного материала, чтобы он в должной мере заполнил место соединения. Не стоит забывать и о температурных деформациях, которые нередко встречаются при работе с тонкими листами. Сварка алюминия в домашних условиях должна проводиться с учетом высокой электропроводности и теплопроводности материала.

Оксидная пленка при сварки алюминия электродом
Проблемы возникают в основном в швах уже после того как завершена сварка. Часто приходится иметь дело с трещинами и порами. Металл подвержен образованию напряжений, которые могут получиться из-за имеющегося в сварочной ванне водорода. Он попадает в металл, а затем пытается выбраться наружу, из-за чего через некоторое время в целом шве могут появиться трещины. Если не обеспечить достаточную защиту от кислорода из атмосферы, могут появиться поры на поверхности соединения, так что обмазка электрода перед употреблением должна быть просушена и тщательно подобрана, соответственно особенностям данного процесса. Сварка алюминия обычным электродом, а также его сплавов этого металла, проводится согласно ГОСТ 14806-80.
Преимущества
- Сварка алюминия плавящимся электродом является самым простым и доступным вариантом, который может использовать практически любой сварщик, так как для него требуется минимальный комплект оборудования;
- Подготовительные процедуры проходят достаточно быстро, а также после работы не требуется много времени, чтобы вернуть все в первоначальный вид;
- Расходные материалы, которыми здесь выступают электроды, очень доступны, распространены и имеют относительно невысокую стоимость;
- Себестоимость сварки намного ниже, чем при использовании других методов;
- От мастера не требуется большой опыт владения другим оборудованием, так как все происходит по самой стандартной схеме.
Недостатки
- Качество соединения сильно страдает из-за недостаточной защиты сварочной ванны, которую обеспечивает покрытие электрода;
- Подбор электродов может стать серьезной проблемой, если неизвестно, с каким именно сплавом металла ведется работа;
- Требуется использовать флюс в качестве дополнительного расходного материала;
- Высокая скорость электросварки затрудняет нормальное формирование шва.
Способы сварки электродом
Технология сварки алюминия электродами предполагает использование нескольких различных методов, которые чаще всего встречаются в частной и промышленной сфере.
Сварка обыкновенными плавящимися электродами с покрытием. Здесь используется стандартный сварочный трансформатор, который применяется и для сварки других металлов. В таком случае, технология сваривания ни чем не отличается от стальных швов, но результат может оказаться не высшего качества, так как из-за плохой сварки алюминия возникает ряд проблем.
Сварка алюминия неплавящимся электродом. Здесь уже отпадает проблема с подбором присадочного материала, так как ванна формируется из металла самой заготовки, но для этого сами детали должны иметь толщину, как минимум, 3 мм и вариться встык. Здесь уже имеются свои нюансы проведения работы, так как нужно обеспечивать защиту сварочной ванны.
Сварка алюминия угольным электродом с применением газа. В данном случае, в дополнение к неплавкому электроду используют защитный газ, который подается из специальной горелки. Это может быть сварка алюминия без аргона, к примеру, с ацетиленом или пропаном и прочими газами, так как все зависит от их наличия у мастера.
Выбор электрода и марки электродов сварки алюминия
ОЗАНА-1 — используется при сваривании деталей и конструкций из технического алюминия в чистом виде. Работа ведется с такими марками как А0, А1, А2, А3.

ОЗАНА-2 – применяется для заварки литейного брака и наплавочных работ на деталях, которые сделаны из кремниевых сплавов алюминия. Работа ведется с такими марками как АЛ4, АЛ9 и АЛ11.

ОК 96.10 – данный тип относится к щелочно-солевому покрытию, которое хорошо подходит для сварки технического алюминия. При выборе режима сварки для них следует понижать напряжение, так как скорость плавления этих изделий, примерно, в три раза выше, чем у стальных.

ОК 96.20 – здесь используется щелочно-солевое покрытие, которое хорошо подходит для сварки металлопроката из различных сплавов металла, вы частности, алюминия с марганцем или с магнием. В самом электроде используется стержень из алюминиево-марганцевого сплава. Перед использованием электроды нужно подогреть до 150-300 градусов Цельсия, что выходит из-за высокой гигроскопичности покрытия.

Практически во всех случаях сварка проводится в нижних положениях, лишь за некоторыми исключениями, когда это возможно в вертикальном с ограничениями.»
Подготовка металла к сварке
Перед самим свариванием следует провести подготовительную процедуру, которая поможет улучшить качество соединения. Начинается она с зачистки поверхности металла механическим способом. Металлической щеткой или наждачной бумагой следует снять слой загрязнения, масла и других налетов, В том числе и окислительной пленки, которые будут мешать сварке. После этого можно обработать края деталей растворителем, таким как ацетон, который поможет убрать оставшиеся вещи после механической очистки. Если деталь оказывается слишком толстой, то для нее может потребоваться разделка кромок. Она необходима при толщине о 4 мм и выше.
Инструкция
- Проводится предварительная обработка деталей, как это описано выше;
- После этого на поверхность свариваемых заготовок наносится флюс в местах сварки;
- Подогреваются электроды;
- Металл также иногда нужно подогреть, особенно при большой толщине, чтобы расплавить флюс и испарить влагу;
- Можно приступать к сварке;
- Дать остыть, постепенно подогревая шов пламенем горелки;
- Проверить качество соединения.
Не стоит забывать, что из-за большой скорость плавления электрода скорость сварки алюминия возрастает.»
Чтобы все прошло более точно, следует посмотреть сварка алюминия электродом видео.
Техника безопасности
Требуется использование индивидуальных средств защиты, таких как спецодежда и сварочная маска. Также нужно соблюдать правила элементарной электробезопасности. Не проводить работы, когда процесс идет на открытой местности во время осадков, не использовать неисправное оборудование и следить за надежностью контакта сварочных проводов.

studvesna73.ru
• Сварка угольным электродом - что это и зачем | ImhoDom.Ru
В настоящее время сварка угольной дугой имеет второстепенное значение по сравнению со сваркой плавящимся металлическим электродом. Однако сварка угольной дугой все же имеет свое применение.
Использование угольного электрода имеет множество преимуществ над общепринятыми способами резки типа кислородной или пильным полотном. В этом простом и комфортном методе используются углерод, сжатый воздух и электрический ток, что позволяет осуществить поверхностную резку и удаление металла. Электрод позволяет работать с широким диапазоном материалов: от малоуглеродистых сталей до нержавеющей стали, чугуна, меди и легких сплавов. Способ резки угольным электродом основывается на взаимодействии электрической дуги и сжатого воздуха. Металл, расплавленный электрической дугой, удаляется при помощи воздушной струи.
Обычно применяются постоянный ток и прямая полярность (минус на угольном электроде). Угольный электрод не плавится в дуге, его конец разогревается до очень высокой температуры, создающей мощную термоэлектронную эмиссию. Теплопроводность материала угольных электродов мала, потому возможно поддерживать высокую температуру катода и получать вполне устойчивую дугу уже при токах 3—5 а. Угольная дуга горит очень устойчиво и может вытягиваться до значительной длины (30—50 мм). Электрод сгорает медленно и не прилипает к основному металлу, поэтому работать угольной дугой сравнительно легко и необходимые навыки для выполнения простейших работ приобретаются быстро.
Вид угольной дуги и ее свойства резко изменяются при обратной полярности, когда угольный стержень становится анодом, а основной металл — катодом. Электрод на большом протяжении разогревается до очень высокой температуры; наблюдается усиленное испарение его материала; заостренный конец электрода притупляется и становится плоским. Дуга обратной полярности имеет повышенное напряжение, малоустойчива и не может быть растянута более чем на 10—12 мм при питании от нормальных сварочных генераторов. Дуга прямой полярности практически не науглероживает основной металл, содержание углерода в наплавленном металле даже уменьшается, т. е. происходит выгорание углерода.
Угольная дуга переменного тока, питающаяся от нормальных сварочных трансформаторов, недостаточно устойчива и на практике редко применяется. Угольная дуга легко отклоняется от нормального положения магнитными полями, потоками воздуха, вследствие неоднородности поверхности металла. Для стабилизации положения дуги иногда применяют вспомогательное продольное магнитное поле, создаваемое соленоидом, ось которого совпадает с осью электрода. Этот прием используется главным образом в автоматах.
Для стабилизации положения дуги иногда по линии сварки наносят пасту или порошкообразный флюс, содержащие хорошие ионизаторы дугового разряда; этот способ успешно применяется как при автоматической, так и при ручной сварке. Угольная дуга обладает меньшим тепловым к. п. д., чем дуга металлическая с плавящимся электродом.
Химический состав, структура и механические свойства металла, наплавленного угольной дугой при сварке низкоуглеродистой стали, существенно не отличаются от металла, наплавленного металлическим электродом с тонкой ионизирующей обмазкой. Качество наплавленного металла сможет быть улучшено применением специальных флюсов, наносимых на основной или присадочный металл, но этот метод еще мало разработан. Сварка уголь-ной дугой может быть выполнена с подачей присадочного металла в Дугу (в этом случае у сварщика заняты обе руки) или же без подачи присадочного металла в дугу (у сварщика занята только одна рука). В обоих случаях сварщик работает в шлеме-маске.
Занятость обеих рук в процессе сварки создает неудобства Для сварщика и снижает производительность труда. Поэтому угольная дуга применяется почти исключительно в тех случаях, когда можно обойтись без подачи присадочного металла в дугу. Это возможно при образовании шва за счет расплавления кромок основного металла или же при помещении присадочного металла на кромки шва до сварки. В этом случае при сварке стали малых толщин (1—3 мм) сварщики достигают рекордной для ручной сварки производительности труда — до 50—70 м/ч сварного шва (рис. 1).
Для сварки угольной дугой применяются электроды из электротехнического угля и из синтетического графита. Нормальные электроды имеют форму стержней круглого сечения диаметром 6—25 мм и длиной 200—300 мм с концом, заточенным на конус. Графитные электроды во всех отношениях лучше угольных, и их следует предпочитать. Для угольных или графитных электродов требуются специальные держатели.
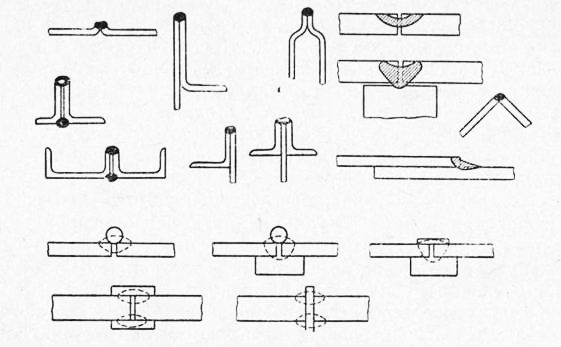
Рис. 1. Формы соединений для сварки угольной дугой
Материал электрода расходуется на испарение и сгорает под действием кислорода воздуха; сгорание идет на довольно значительной длине разогретого электрода. Примерные максимально допустимые токи для графитных электродов хорошего качества даны ниже.
Напряжение дуги 25—35 в. Небольшие изменения длины дуги не оказывают заметного влияния на качество сварки. Угольный электрод сгорает довольно медленно, не более 5 мм1мин\ дуга весьма устойчива, поэтому сварка угольным электродом очень удобна для механизации процесса. Ток к электроду подводится скользящим контактом; электрод проходит по оси соленоида, создающего магнитное поле, параллельное оси электрода. Магнитное поле обжимает дугу, уменьшает диаметр столба дуги, делает ее более жесткой и устраняет ее отклонения. Для защиты наплавленного металла применяются защитные флюсы в форме шнура, скрученного из бумаги и пропитанного растворами различных солей, или в форме пасты, в форме порошка, наносимых на металл до сварки. Шнур непрерывно подается в дугу. В автоматах часто применяется непрерывная подача присадочной проволоки в дугу. В полуавтоматах подача электрода чаще производится периодически вручную, механизируется же перемещение дуги по линии сварки.
Институт электросварки им. Е. О. Патона успешно применил углекислый газ С02 для защиты угольной дуги. Полученные удовлетворительные результаты могут быть объяснены образованием окиси углерода СО при взаимодействии углекислого газа с твердым углеродом. Окись углерода является весьма эффективным защитным газом, — она не растворима в металле, восстанавливает окислы и не влияет на углерод,‘содержащийся в металле. Достаточно небольшого содержания СО в газовой смеси, чтобы заметно улучшить качество наплавленного металла. Угольный электрод можно применять для сварки стали, чугуна, алюминия, меди, бронзы и других металлов.
Угольный электрод успешно используется для наплавки порошкообразных твердых сплавов. Он может найти применение для некоторых случаев пайки, резки, термообработки металлов.
http://pereosnastka.ru
imhodom.ru
Как варить нержавейку угольным и графитовым электродом?

Сварка угольным электродом выполняется дугой прямого воздействия, то есть дуга проходит между свариваемым металлом и электродом. Сварка угольными электродами сопровождается, как правило, испарением самого электрода.
Сам процесс сваривания происходит постоянным током при прямой полярности. Вследствие того, что температура кипения и плавления электродов из угля имеет разницу примерно в 400 градусов.
При сварке угольными электродами процесс ведется без присадочного материала. Иногда он может проводиться и с присадочным материалом. Также сварку Вы можете проводить сваривание, предварительно уложив присадочный материал в разделку кромок. Сваривание без присадочного материала заключается в том, что происходит оплавление дугой кромок деталей будущего изделия. Сварку металлов с использованием подачи присадочного материала можно выполнять правым и левым способом.
Сварочный ток подбирают на основании толщины и вида покрытия электродов. Также в этом случае важно брать во внимание толщину свариваемых листов или деталей. В наше время сваривание графитовыми электродами достаточно распространено, однако многие профессиональные сварщики решают использовать другие электроды для сварки нержавеющей стали.
Все-таки многие используют угольные или графитовые электроды и с их помощью без проблем исправляют дефекты литья материала или готового изделия. Такую особенность многие профессиональные сварщики оценивают по достоинству, ведь не каждым видом электродов можно без проблем исправить дефекты литья или механические повреждения.
Если сварка нержавейки происходит внахлест, то качество сварки только поднимается. Многие профессиональные сварщики сваривают нержавейку стык в стык. Они это делают из эстетических соображений или по желанию заказчика. Никто не должен осуждать кого-то, если тот человек сваривает металла тем или иным способом. Разумеется, для более высокого качества и прочности сварного шва нужно сваривать внахлест. Однако если Вы профессиональный сварщик, то Вам уже можно производить сваривание стык в стык, потому что только профессионал может качественно сварить при таком сложном стыке деталей изделия.
Нержавеющая сталь очень востребована, поэтому если Вы хотите превратиться из новичка-сварщика в профессионала, Вам нужно обязательно научиться варить нержавейку. Без такого полезного умения Ваши услуги будут не сильно востребованы, ведь нержавейка применяется во многих отраслях производства.
Для более комфортного обучения Вам нужно сразу купить качественные электроды, которые будут обеспечивать высокую скорость работы и долговечность изделия. Для того чтобы купить по выгодным ценам электроды Вам нужно перейти на страницу нашего сайта «Контакты». Там Вы увидите ссылки на сайты заводов изготовителей наших партнеров, которые известны высоким качеством продукции и самыми выгодными ценами в России.
elektrod-3g.ru
Сварка медных проводов графитовым электродом
Июнь 18, 2017
Сварка — это самая надежная методика соединения медных проводов, благодаря которой эксплуатация изделий возможна не один десяток лет. Для быстрого и качественного соединения применяются медные электроды, предназначенные для сварки, специальные трансформаторы, спецификой работы которых является непостоянность их нагрузки. Такой инструмент вполне можно изготовить в бытовых условиях. При этом сварочные работы может выполнять даже еще недостаточно опытный сварщик.
Какие электроды можно использовать для соединения кабеля из меди
Для соединения проводов из меди, как правило, подходят не все электроды. В данном случае используются угольные, графитовые электроды. В бытовых условиях при выполнении сварочных работ своими руками в качестве таких электродов вполне могут быть:
- щетки коллекторных двигателей;
- стержни батареек;
- прочие похожие инструменты, сделанные из графита.
Графитовые стержни — прекрасная альтернатива заводским электродам, но они не имеют омеднения, поэтому при их использовании нужно усовершенствовать держатель проводников.
Чтобы немного подкорректировать держатель под стержни из графита, нужно приспособить для соединения массы аналогичный «крокодил», который используется под электроды. Они будут более компактными, чем заводские, соответственно, в электрощитах работать намного комфортней. Нужно также не забыть про дополнительную изоляцию самих ручек.Угольные, графитные электроды имеют общее сходство: их температура плавления намного выше температуры плавления чистой меди в четыре раза, в результате чего расход электродов достаточно небольшой.
Необходимо обратить внимание! Электроды для сварки медных проводов нагреваются до максимальных температур мгновенно, в результате чего существует риск перегревания соединяемого материала, а это может способствовать повреждению изоляции медного кабеля.
Сварщик должен учитывать эти моменты в процессе выполнения работ с электрической проводкой.
Чем отличаются между собой графитные, угольные электроды
Несмотря на сходство данных инструментов, их некоторые характеристики немного отличаются:
- Стоимость. Графитовые электроды дешевле.
- Цвет. Электроды из графита имеют темно-серый цвет, металлический отблеск, а угольные абсолютно черного цвета.
- Стержень из угля формирует дугу достаточно большой температуры, поэтому с таким инструментом должен работать уже опытный сварщик, чтобы не допустить разрушения кабеля. Но, есть и положительная сторона — высокая температура достигается при низком токе, поэтому угольные электроды можно использовать для маломощных сварочных трансформаторов.
- Графитовые стержни больше подходят для сварки инверторного типа с регуляторами тока. Они идеальны для начинающих сварщиков, любителей. При использовании данного инструмента сварные шва лучшего качества, чем выполненные угольными электродами.
Технология сварки
Чтобы не допустить оплавления изоляции медного кабеля, нужно к основанию скрутки подсоединить металлический радиатор. Отведение лишней тепловой энергии от скрутки будет осуществлять зажим с плоскостью большей площади, за счет которой и происходит тепловой обмен.
Сварка медных электродов предполагает предварительную подготовку:
- Провода необходимо зачистить — снять оболочку, изоляционный слой. При этом длина оголенных проводов должна получиться не меньше 10 см, в результате сама скрутка будет не меньше 5 см.
При скрутке оголенных проводов нужно добиваться максимальной плотности их соприкосновения. Торцы должны в итоге находиться на одинаковом уровне, чтобы случайно один из проводов не оказался вне соединения. Если нужно, конец скрутки можно откусить плоскогубцами.
К скрутке возле радиатора подсоединяется зажим-масса, к окончаниям свариваемых проводов подносится электрод. Для контактной сварки период контакта должен составлять не более двух секунд. В результате такой пайки на скрутке формируется небольшой наплыв, имеющий сферическую форму. Аналогично соединяются следующие скрутки.Одним из самых надежных способов соединения проводов из меди считается ручная дуговая сварка медными электродами, предназначенными для сварки. Главное преимущество этой технологии — максимальное приближение значения сопротивления на участке соединения к сопротивлению свариваемого материала. Благодаря отсутствию коррозии соединение получается высочайшего качества, с достаточно продолжительным эксплуатационным периодом.
electrod.biz
| Алюминиевые сплавы очень широко применяются для монтажа сварных конструкций различного предназначения. Сразу следует выделить основные достоинства данного материала, например высокая удельная прочность, малая плотность и высокая устойчивость к коррозии. В отдельных случаях чистый алюминий используется для изготовления предметов и деталей в химической, электротехнической и пищевой промышленности. Чистый алюминий с низким содержанием примесей применяется в изготовлении полупроводников и в отраслях новой техники. В качестве конструкционных материалов используются полуфабрикаты, изготовленные из сплавов алюминия. Алюминиевые сплавы разделяются на литейные и деформирование. Их разделение производится по пределу растворимости составляющих в твердом растворе. В сварочных конструкциях применяются полуфабрикаты из деформируемых сплавов. Большинство элементов, которые входят в состав алюминиевых сплавов, имеют ограниченную растворимость, с изменяющейся температурой. Деформируемые сплавы разделяются на сплавы, которые не упрочняются термической обработкой. Для проведения сварочных работ с алюминием используются электроды из специального электротехнического угля и из синтетического графита. Электроды для сваривания алюминия имеют форму стержней диаметром от 6 до 25 миллиметров, а их длина составляет 200 – 300 миллиметров. Конец угольного сварочного электрода заточен на конус. Для проведения сварочных работ графитовым электродом следует использовать специальные держатели. Сварочная дуга для сварки графитовыми электродами, которая питается от обычных сварочных трансформаторов, не совсем подходит для сварки электродами данного типа. Вследствие неоднородности поверхности металла угольная дуга способна быстро отклоняться от нужного положения с помощью магнитных полей. Для того чтобы стабилизировать сварочный процесс в некоторых случаях применяется продольное магнитное поле, которое создается соленоидом, ось которого должна совпадать с осью сварочного электрода. Данный прием при сваривании в основном применяется для работы с автоматическим сварочными аппаратами. Чтобы стабилизировать положение сварочной дуги, требуется иногда по сварочной линии наносить пасту или специальный порошкообразный флюс, содержащий качественные ионизаторы для дугового разряда. Данный способ намного лучше и применяется для работы с автоматической и ручной сваркой. Угольная дуга имеет меньшее тепловое КДП и это является одним из отличий от металлической дуги с плавящимся электродом. Химический состав, а также структура и свойства свариваемого металла при сваривании практически не отличается от металла, который наплавлен металлическим электродом, имеющим тонкую ионизирующую обмазку. Сваривание графитовым электродом может выполняться с подачей присадочного материала в дугу, но в некоторых случаях можно обойтись и без него. |
www.samsvar.ru
Угольный электрод для сварки медных проводов
Июнь 8, 2017
Не следует путать расходные материалы для сварки угольного и графитового типа, так как они серьезно отличаются друг от друга по составу обмазки, сфере применения. Сварку угольной продукцией используют не только для соединения различных элементов, выполненных из меди, но и для подготовки отверстий, наплавки металла и ряда других технологических процессов. Эти расходные материалы отличаются универсальностью использования.
С какими металлами используются электроды угольного типа?
Профессиональные сварщики говорят, что угольные расходники разрешается использовать не только с медью, но и с рядом других изделий.
- Сталь различных сортов, в том числе нержавеющая, низколегированная, с незначительным содержанием углерода и так далее.
- Сплавы тяжелого и легкого типа, например бронза, чугун и некоторые другие, однако в этом случае кончик электрода нужно будет заточить под углом 65 градусов.
- Различные цветные металлы, причем в этом случае получается довольно прочное соединение, гораздо лучше по сравнению с обыкновенной пайкой, к тому же сварочные работы занимают значительно меньше времени.
Сварка угольным электродом подразумевает использование переменного тока в наиболее редких случаях, в основном в промышленных условиях. Это связано с тем, что при такой подаче электричества дуга получается крайне нестабильной, соответственно, данный момент будет сильно сказываться на качестве сварных соединений. Избавиться от такого недостатка не представляется возможным — только в промышленных условиях, там применяют специальные соленоиды повышенной мощности, которые будут формировать сильное магнитное поле.Когда производится ручная сварка за счет данных расходников, иногда можно добиться стабильности дуги за счет нанесения вдоль линии формируемого сварного соединения флюса или паст.
При работе с угольными электродами нужно пользоваться устройствами постоянного тока, подключенными по прямой полярности, причем не придется использовать чересчур большую силу тока — достаточно всего лишь порядка 5 А, чтобы длина дуги составляла около 5 см.
Обратную полярность применять не рекомендуется, так как это вызывает перегрев расходного материала, который станет сильно выгорать, из-за чего качество работы будет значительно ниже, так как острый кончик стержня начнет затупляться, длина дуги получится не слишком большой — порядка 1.5 см, в металл будет попадать чрезмерное количество углерода.
Особенности проведения сварных работ
Угольные расходники для сварки медных проводов можно вести по одному из двух ключевых методов:
- правый, когда электрод начинают проводить слева направо, а присадочный материал перемещается сразу же за ним;
- левый — в этом случае электрод движется в обратном направлении, причем присадка перемещается перед ним.
Стоит отметить, что правый метод соединения медных проводов при помощи угольного электрода является наиболее эффективным в области применения тепловой энергии, которая будет подаваться в район сварки. Этой технологией удобно пользоваться, если требуется соединить между собой провода с крупным сечением, к тому же скорость выполнения работ будет значительно выше — примерно на 25 %. Однако на практике чаще всего используют вторую технологию, так как она позволяет получить более качественный шов. Есть еще ряд немаловажных особенностей, связанных с применением угольных расходных материалов для сварки.
Есть еще ряд немаловажных особенностей, связанных с применением угольных расходных материалов для сварки.
- Дуга весьма чувствительна по отношению к воздействиям разного рода: к ветру, газам разной природы, магнитному полю и так далее. В связи с этим опытные сварщики рекомендуют пользоваться данными материалами исключительно в закрытых помещениях, где воздействие внешних факторов сведено к минимуму.
- Коэффициент полезного действия в этом случае значительно ниже по сравнению с электродами, сделанными из обыкновенного металла с нанесенной обмазкой.
- Плавку при помощи угольных расходников осуществить не удастся. Это связано с тем, что температуры плавления и кипения угольного электрода находятся примерно на одинаковом уровне — 3 800 и 4 200 градусов соответственно.
Угольными расходниками зачастую сваривают шины из медных проводов, расположенные в трансформаторных будках. При этом, как выясняется на практике, использование других технологий не слишком эффективно. В домашних условиях данными электродами пользуются для того, чтобы качественно и точно разрезать металл.
Обычно материал самого электрода тратится на испарение, которое происходит при соединении с кислородом воздуха. Среднее напряжение, подающееся на электрическую дугу, составляет не больше 35 В. В связи с тем, что максимальная величина дуги составляет 5 см, ее незначительные изменения в плане длины не будут оказывать существенного влияния на качество формируемого соединения.Электрический ток подается на электрод при помощи так называемого скользящего контакта, то есть сам электрод идет по оси соленоида, который формирует магнитное поле, находящееся в параллельной плоскости к оси электрода. Это поле снижает диаметр дуги и увеличивает ее температуру, не допускает отклонений.
Чтобы защитить расплавленные элементы проводов от непосредственного контакта с кислородом воздуха и образования оксида меди (он не позволяет сформировать качественное соединение), берут различные флюсы, выполняемые в форме бумажного шнура, который пропитывается солевыми растворами различных типов.
Может использоваться и автоматическая технология, когда флюс постоянно подается в зону сварки. Не слишком давно была разработана технология сварки угольным электродом, когда сварная ванна помещается в среду из углекислого газа. Так соединение получается более качественным и надежным, к тому же в процессе применения такого метода не возникает большого количества отходов.
electrod.biz









