Что дает замена полярности в сварке электродами. Сварка без электродов
Сварка без электродов
5 типов электродов, которые должен знать каждый сварщик
Понятие флюс во многих видах сварочного производства – ключевое, потому как при сгорании он продуцирует появление газовой атмосферы, которая обеспечивает требуемую защиту сварочной ванны. В ЭШС флюс по спец.каналу подается в зону сварки и имеет вид сыпучего порошкообразного вещества, в РДС на электрод наносится обмазка в качестве наружного покрытия, а в приобретающей в последние годы все большую популярность полуавтоматической сварке он помещен внутрь проволоки (FCAW), которая выглядит, как трубка с сердечником из порошка.
Какие главные задачи положены на флюсовую защиту во время сварки? • Удаление вредоносных элементов из металла сварочной ванны • С ее помощью образуется шлак, который всплывает наверх и впоследствии легко удаляется шлакоотбойным молотком • Она препятствует негативному влиянию кислорода и защищает как деталь, так и присадку
Сварочные электроды нужно оберегать от любого мех.воздействия, так как даже слабый удар или неаккуратное обращение может привести к повреждению покрытия, что в свою очередь провоцирует появление дефектов в сварном шве: поры или пористость, подрезы, непровар и т.д. Далее приведены типы обмазок, которые обычно применяют в бытовых/коммерческих/промышленных сварочных операциях.
Целлюлозные электроды
Целлюлозная обмазка, которую получают из различной органики (в 90% случаев древесная мука), позволяет получать тонкий электрод, с помощью которого довольно легко выгоняется шлак. При сгорании целлюлоза выделяет водород и углекислоту (СО2), которая и выступает в роли защитной атмосферы. Сварочный ток – DC, однако, при добавлении некоторых стабилизирующих добавок в покрытие электроды можно жечь и при AC токе. Применяются для позиционной сварки, особенно хороши при прохождении вертикальных швов.
Рутиловые электроды
Как известно, рутил – это минерал, представляющий собой диоксид титана ТiO2 и содержащий примеси Fe и другие: олово, ниобий, танатал. ТiO2 дает кислый шлак и защищает от наводораживания, образования оксидов азота и графитизации углерода. Все это дает возможность кристаллизовать прочные швы с высокими мех.свойствами. Добавление в незначительном количестве целлюлозы в покрытие позволяет увеличить количество газа, что также может положительно сказываться на КПД труда.
«Кислый» электрод
Такой тип обмазки содержит оксиды железа и марганца, силикаты, которые образуют кислый шлак. Такими электродами работают как на токе АС/DC. Однако, сварочная ванна все еще недостаточно защищена от влияния кислорода, что может привести к формированию швов с низкими мех. показателями. Добавление раскислителей позволяет улучшить жидкотекучесть и способствует выводу шлака. Также применяются для позиционной сварки.
Базовые электроды
Обмазка содержит СаСО3 и MgCO3, фториды кальция и др. минералы. Эти электроды необходимо хранить только в сухих проветриваемых помещениях или в плотно запечатанной полиэтиленовой упаковке. Перед применением рекомендуется сушка в электропечи или прокалка. Образуют основной шлак и прочные швы. Применяются для особоответственных конструкций, испытывающих большие нагрузки или температурное воздействие ( резкий нагрев, охлаждение). Газовый щит состоит в основном из углекислоты с малым содержанием Н и О2. Получают швы не склонные к водородному разрушению, что делает эти электроды пригодными для сварки высокопрочных, слаболегированных и углеродистых сталей с содержанием С до 0,3%.
Электрод из порошкового железа
Содержит в своем покрытии до 50% Fe, что позволяет улучшить эффективность сварки и лучше управляться с шлаком
Похожее
svarka-master.ru
Все записи в категории: Сварочные электроды
ДОСТОИНСТВА: Рутил-целлюлозные электроды Стандарт – это прекрасный выбор для тех, кто только учится сварке. Почему? Все очень просто. Электроды не слишком требовательны к условиям хранения и неприхотливы в сварке, работают при отрицательной температуре. Они очень просто поджигаются, обладают низким уровнем гигроскопичности, то есть плохо впитывают влагу – для сварщиков это хорошо! Это значит, что не… Читать далее »
Понятие флюс во многих видах сварочного производства – ключевое, потому как при сгорании он продуцирует появление газовой атмосферы, которая обеспечивает требуемую защиту сварочной ванны. В ЭШС флюс по спец.каналу подается в зону сварки и имеет вид сыпучего порошкообразного вещества, в РДС на электрод наносится обмазка в качестве наружного покрытия, а в приобретающей в последние годы… Читать далее »
Электродов для РДС — ручной дуговой сварки огромное множество. И как-то их классифицировать по единой схеме не представляется возможным. И хотя их делят по: назначению, механическим характеристикам, химическому содержанию наплавленного металла, толщине обмазки. Но.. для многих это больная тема и даже сварщики со стажем стараются обходить ее стороной используя, как говорится, свои, проверенные электроды, которые… Читать далее »
Вопрос: Вычитал в литературе, что УОНИ 13 55 — хорошие сварочные электроды, поэтому решил их купить и спалить, попробовать на практике, правду ли пишут? На деле же все пошло не так, как рисуют в теории. Поясните, пожалуйста, при сварке на обратной полярности, приходится добавлять ток более чем. А УОНИ все-равно залипает, и дуга обрывается. После… Читать далее »
Опыт в сварке небольшой, поэтому и попался на некачественные электроды, которые образуют блестящий стекловидный шлак, очень трудно отделяющийся. Как больше не вляпаться в такие? Боюсь снова не приобрести что-нибудь подобное. Возможно, они как-то маркируются по-особенному или имеют какие-то обозначения? Подскажите, какие электроды лучше всего покупать для сварки? Отбивается шлак легко, если правильно подобран режим сварки.… Читать далее »
По электродам ОЗС-12 отзывы негативные, некоторые сварщики даже пускаются в брань, ругают их как только можно. Хотя есть и другое мнение, что ОЗС-12 лучше, чем те же МР-3. Последними варят только на постоянном токе. Хотя на упаковке написано (АС/DC), что они универсальные, но на самом деле, сварка на «переменке» с ними проблематична. ОЗС-12 же показывают… Читать далее »
В сегодняшней публикации хотелось бы рассказать о небезызвестных электродах для ручной дуговой электросварки МР-3С производства ОАО «Лосиноостровский электродный завод». Реализуются они в килограммовой картонной упаковке, покрытой полиэтиленом для защиты от влаги. Так же на ней написано приблизительно следующее: что данные электроды рекомендуются для сварки различных конструкций как ответственного, так и обычного назначения из «черных» сталей… Читать далее »
В данной статье рассмотрены основные вопросы, задаваемые начинающими сварщиками, по сварке коррозионостойких сталей и даны ответы на них. Варите нержавейку легко и с удовольствием ручной дуговой сваркой покрытым электродом, неплавящимся вольфрамовым электродом в среде защитных газов и, конечно же полуавтоматическим инвертором плавящимся электродом! Сварка ММА Вопрос №1. Варит ли инвертор нержавеющую сталь? Вчера решил испытать… Читать далее »
Данная технология к сварке имеет второстепенное отношение, но в сварочном производстве широко применяется на серьезных предприятиях, которые занимаются металлоконструкциями или литейным производством. Изобретение именуется воздушной строжкой и используется она для того, чтобы выполнять ремонт сварных швов или литейных заготовок в тех случаях, когда они не прошли дефектоконтроль.. Дело все в том, что при сварке больших… Читать далее »
Согласно принятой маркировке красные вольфрамовые электроды WT-20 содержат оксид тория. Они применяются для аргонодуговой сварки и в дуговых ксеноновых лампах. Изотоп тория 232 добавлен в основной сплав для увеличения электронной эмиссии. Попросту говоря, этот элемент облегчает поджиг дуги и делает ее горение стабильной. Данный электрод пользуется большой популярностью среди сварщиков несмотря на то, что используемая… Читать далее »
svarka-master.ru
Электроды для сварочных работ и их разнообразие
9 авг 2013,
Электрод – это стержень из специального металла, покрытого определенным составом, с одной стороны свободным от покрытия концом около 3 см, для соединения с электрододержателем. Его длина составляет 45 см и меньше. Для контакта с изделием и зажигания дуги, другой конец также немного освобожден от покрытия.
Качество проведения электросварочных работ, время и удобство их выполнения напрямую зависят от электродов. Факторы, влияющие на качество изделий, при выполнении сварочных работ:
- электроды низкого качества;
- просроченные электроды;
- ненадлежащее хранение электродов.
Преимущества электросварки
При прохождении электрического тока между деталью и электродом, приводит к возникновению электрической дуги. Во время работы дуговой сваркой, изделия нагреваются до температуры 3000 градусов и свариваются между собой. При этом неразъемные изделия, могут выдерживать большие нагрузки.
Достоинства электросварки:- выполнение ремонтных работ чугунных изделий;
- соединение деталей выполненных из разных марок стали;
- экономия денежных средств.
Виды электродуговой сварки
дуговая сварка.В этом случае требуется использовать электроды со специальным покрытием, при выполнении сварочных работ они создают специфический защитный слой, обеспечивающий защиту от атмосферных воздействий. При этом виде сварки формирование шва получается более правильное, устраняются неметаллические включения, а также обеспечивается стабильность горения дуги. Этот метод сварки, считается наиболее сложным, среди остальных видов электродуговой сварки.
под флюсом.В данном методе под слой флюса подается электрод. При этом за счет газового пузыря, который образуется между свариваемым металлом и слоем флюса возникает горящая дуга. Главным плюсом этого вида сварочных работ, является увеличение глубины плавления и дальнейшей защиты металла от воздействий атмосферы.
плавящимся электродом.При этом методе плавление электрода осуществляется с помощью электрической дуги. От воздействий окружающей среды, при выполнении сварки требуется использовать защитные газы, такие как аргон, гелий и CO2.
Экономия затрат на сварку
Чтобы уменьшить затраты на сварочные работы, требуется уменьшить расход электродов. При этом нужно придерживаться некоторых приемов.
Не во всех случаях нужно использовать сплошной шов, в некоторых его можно заменить прерывистым или точечным. Используя электроды большого диаметра, намного сокращается их расход. Хотя не для всех марок стали они могут подойти, но если, же есть выбор между 3 или 4 мм, то, конечно же, лучше отдать предпочтение электродам диаметром 4 мм, их расход будет экономичней. Так как чем больше диаметр электродов, тем и цена их будет ниже. Да и увеличивается производительность сварочных работ, потому как электроды приходится реже менять.
Состав и марки электродов для сварки
Для различных видов стали требуется использовать электроды соответствующих марок, рекомендуемых производителем.
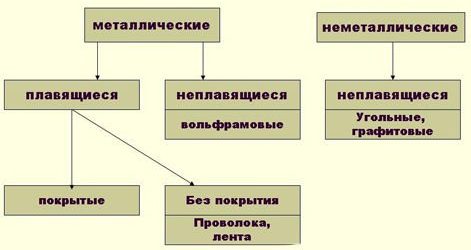
На данный момент существуем около 500 марок разнообразных электродов, они отличаются по химическому составу проволоки, бывают плавящимися или неплавящимися, покрытыми и непокрытыми:
- Покрытые электроды состоят из металлического стержня, который покрывается специальной обмазкой, состоящей из различных порошковых компонентов, связанных между собой специальной клейкой массой;
- Для обеспечения стабильного горения дуги и увеличения сварочного соединения, можно добиться при помощи рутилового покрытия (ОЗС-12, АНО-4, МР-3) в которое входит диоксид титана. Эти электроды имеют огромное преимущество среди остальных марок, хотя они и очень дорого стоят;
- Для работы с обычной сталью или цветными металлами используются сварочные электроды LB 52U. Для углеродистых сталей нужно использовать плавящиеся электроды, которые имеют смешанное или рутиловое покрытие;
- Соединения деоксидов железа и титана имеются в электродах с ильменитовым покрытием (МР-3М, АНО-4И). Шов с такими электродами получается более эластичный и крепкий, в отличии от электродов типа LB 52U;
- Соединения деталей с помощью электродов с основным покрытием (УОНИ-13/45), в составе которых используются соединения карбоната и фтора, хорошо переносят перепады температуры, держат удар и обладают пластичными свойствами. Но наличие ржавчины и масла на кромках деталей ухудшают сварочный процесс, поэтому перед началом сварочных работ следует от них избавиться;
Неплавящиеся электроды, применяются при сварочных работах цветных металлов, для их изготовления, используются материалы с высокой температурой плавления, в основном это вольфрам с различными примесями.
Ручная дуговая сварка для начинающих - видео
www.stroy.ru
Полезные советы в выборе электродов для сварки инвертором
Сварка сложная и ответственная работа, которой должны заниматься опытные профессионалы. Начинающим в сварочном деле стоит поучиться у специалистов и пройти практику вместе с ними, тогда вы сможете в точности определить какими электродами лучше варить инвертором, в сущности все может оказаться проще чем кажется.
Многие кто только открывает для себя сварочные аппараты и принцип их работы, которые не занимались сваркой на практике думают, что осуществлять работы инвертором надо применяя другие электроды, которые будут отличаться от электродов применяемых для сваривания трансформаторов. И вправду есть различия? Для понимания разницы и нахождения ответа на вопрос, надо понять, какие электроды лучше подходят для использования в сварочных работах инвертором. Изучив особенности каждого вида сваривания, электродов мы сможем понять принцип работы аппарата.
Сварочное оборудование
Работают сварочные устройства одинаково, существуют некоторые различия, но они не существенны. Сварочный ток во всех аппаратах регулируется, разница лишь в том, что регулируется он с разными диапазонами, но в общем они не имеют сильного отличия, что позволяет использовать ток в больших пределах. Таким образом, мы увидели, разницы в электродах быть не должно. Ток при сварке может иметь отличия, например, используя трансформаторные сварочные аппараты можно получить постоянный и переменный ток.
Сварочное устройство оснащенное выпрямителем, позволит вам получить как постоянный, так и переменный ток, работая с одним сварочным инвертором. В таком случая при выборе аппарата вам следует обращать внимания на некоторые особенно важные детали. Инверторы без выпрямителя могут давать только постоянный сварочный ток таким, образом мы получаем существенные различия между аппаратами.
Изучив все особенности сварочных аппаратов, вас может интересовать вопрос, существует ли разница между электродами в различный типах устройств, на этот вопрос можно и нужно ответить, чтобы в будущем избежать всех проблем. Приобретая, сварочные электроды ознакомитесь с инструкцией, которая как правила, указана на упаковке товара, там указано для какого сварочного тока можно использовать приобретенный вами вид электродов. Разбираясь в сварочном токе, вы сможете по упаковке электрода, приобрести нужный вам товар.
Электроды для инвертора
Инверторные сварочные аппараты выдающие переменный ток, могут работать от любого типа электродов, которые в свою, очередь созданные для устройств выдающих переменный ток, на упаковке все параметры электрода указаны и вам не составит сложности, выбрать подходящий вашему устройству электрод. Электроды для аппаратов инверторного типа с переменным током могут использовать электроды любой, марке и производства, главное чтобы они были созданы специально для переменного тока.
Работаете с переменным током о полярности можете не думать, так как такого понятия, вообще не существует для производства сварки аппаратом переменного тока. На полярность обращают внимания только тогда, когда работают с постоянным током в таких случаях важно следить за полярностью, чтобы не возникло проблем и перебоев сварочного аппарата. Используя устройство с переменным током думать о полярности вам не нужна.
Для сварочных аппаратов с постоянным током определение полярности очень важно. Установить полярность сварочного тока можно с помощью присоединения проводов к определенным разъемам. Всю информацию в том числе, и про полярность сварочного тока, вы можете узнать с упаковки электрода, упаковка играет важную информативную роль, не выбрасывайте ее до использования электрода.
Вывод
Таким образом, мы можем прийти к некоторым выводам. Например, мы узнали, что существенной разницы между сварочными аппаратами инверторного и трансформаторного типа нет. Бывает, что мастера работающие на разных аппаратах замечали некоторую разницу и утверждали, что на одном аппарате им работается лучше, а на другом не очень. Такое может встречаться каждая модель сварочного аппарата может различаться по комплектации у аппаратов могут быть разные производители, от этого и различия в качестве получаемой работы. Сварочные аппараты могут различаться и по силе тока и по другим параметрам.
Большое значение нужно предавать марке и типу сварочного электрода, от него зависит качество произведенных работ. Для получения хорошего сварочного шва, вам нужно будет выбрать качественный электрод. К выбору электрода относитесь со всей серьезности он должен подходить к металлу. Узнать полную информацию об электроде, как мы уже отмечали можно, прочитав инструкцию на упаковке товара. Новичку в сварочном деле в обязательном порядке нужно научиться выбирать электроды, для получения хорошего конечного результата и качественного шва.
Рекомендуем к просмотру видео по теме:
Тест патон на электродах.avi
Оцените пожалуйста статью:
(4 голосов, средняя оценка: 4,50 из 5)svarkahome.com
www.samsvar.ru
Что дает смена полярности в сварке электродами

Для того чтобы понять, что же происходит при смене полярности дуги при сварке ручной электросваркой, давайте сначала разберемся со сваркой в целом.
Сварка - это воздействие на соединяемые детали с целью образования неразъёмных соединений.
Классификация сварки:
-термическая - соединение осуществляется после оплавления нагревом слоя свариваемых деталей с последующим их соединением.
- термомеханическая - соединение, которое производится нагревом и механической энергий.
- механическая - это сварка, которая осуществляется под давлением, этот вид сварки называется еще диффузионным. Диффузионная потому что, если сблизить свариваемые детали до состояния (диффузии), чтобы атомы сопрягаемых деталей сблизились до степени перехода электронов от одного атома к другому создавая единый монолит.
Одна из разновидностей термической сварки - дуговая.
Дуговая электросварка
Дуговая сварка или наплавка деталей может производиться в автоматическом режиме с подачей проволоки в среде защитных газов или под слоем флюса. Чтобы зажечь электродугу необходим источник питания постоянного или переменного тока. Минимальный ток, который может это сделать, около 100 Ампер. Поэтому источник питания должен быть довольно мощный. Таким источникам может служить понижающий трансформатор с регулируемым напряжением от 70 до 150 Вольт. Либо выпускаемые промышленностью сварочные аппараты переменной мощности, их еще называют инвертор. Инвертор выдает необходимое напряжение и ток на клеммы, к которым подсоединяется толстые провода, называемые кабель. При стандартном подсоединении кабель по которому течет ток к электроду - это так называемый минусовой провод ( - ) обычно красного цвета, соединяется с держателем электродов. Кабель черного или синего цвета это плюс (+) подсоединяется к зажиму, так называемому "Земля".
Ручная сварка электродами.
Для того чтобы начать сварку еще необходимо огнезащитная одежда и защитная маска со светофильтром. Если вас всё это есть, то можно попробовать сварить две детали. Для того чтобы зажечь дугу необходимо плюсовой кабель с зажимом подсоединить за край металла, обеспечив при этом его надежное соединение, предварительно зачистив защитную окраску или ржавчину, вставить электрод в держак и поднести электрод к поверхности металла с плюсовым проводом на расстояние 2-3 мм.
Если Вы не забыли включить инвертор, тогда между электродом и металлом должна возникнуть электрическая дуга. Электрическая дуга - это дуговой электрический разряд между металлом и обмазанной специальным составом проволокой называемым электродом. В обмазке содержится различный состав, который необходим для поддержки горения дуги или придачи шву различных механических характеристик. Электроды используются диаметром от 3 до 6 мм. длинной 350 мм. (диаметр от 8 мм. и больше это уже специализированные и мы их касаться не будем).
Рассматриваем виды сварочных швов.
Итак, мы научились зажигать дугу, теперь рассмотрим какие виды швов можно сварить ручной электросваркой:
- прямой шов стыкового соединения;
- шов углового соединения;
- шов внахлестку;
- шов таврового соединения;
- шов без скоса кромок, используется при сварке круглых изделий (например пруток к листу железа).
Положение шва бывает:
нижний -его еще называют горизонтальный;
зеркальный - это вертикальный,
потолочный-название говорит само за себя.
Режимы сварки
Выбор режима сварки зависит от типа и вида шва, толщины и свойств свариваемого металла, характеристики электрода. Обычно выбирают силу тока от диаметра электрода. Электрод выбирается от толщины свариваемого металла. Чем толще металл, тем диаметр электрода должен быть больше, соответственно и ток будет больше. При сварке постоянным током, режим сварки можно менять со сменой полярности. Как было уже отмечено, при прямой полярности отрицательный полюс на электроде, положительный на детали. При обратной полярности концы кабелей меняются местами наоборот, плюсовой полюс на электроде минусовой на детали. Так "Что дает смена полярности в сварке электродами".
При прямой полярности сварочный ток идет от электрода на поверхность детали разогревая ее поверхность до плавления, электрическая дуга горит устойчиво и равномерно. При обратной сварочный ток идет от детали к электроду, разогревая его конец, дуга горит неустойчиво " гуляя" по поверхности металла. Это свойство используется для сварки цветных металлов. Когда нужно прожечь поверхностный окисел, у которого плавление значительно выше чем самого металла. Свойство "гуляния" дуги используется для сварки тонких листов железа, практически исключая его от случайных прожогов.
elektrod-3g.ru
Сварка электродом тонкого металла - советы сварщикам
Сварка электродом тонкого металла позволяет собирать легкие конструкции с большим запасом прочности. Также таким способом можно восстанавливать автомобили и чинить многие другие тонкостенные изделия. Однако, такой процесс довольно сложен, очень непросто сделать качественный сварной шов при отсутствии опыта.
В этом материале мы разберем все нюансы сварочных работ по тонколистовому металлу, какие бывают проблемы и способы их избежать.
Проблемы сварки тонкостенных изделий
Основные проблемы, которые возникают в процессе сварки электродами тонкого металла, схожи с обычным браком при некачественном соединении.
- Прожигание заготовки.
- Прилипание электрода.
- Не проваренный шов.
- Деформация материала.
Прожигание — наиболее частое явление в работе с тонкостенными конструкциями. Это следствие неправильно выбранной силы тока. Именно избыток мощности способствует быстрому расплавлению металла и образованию отверстий.
Прилипание электрода возникает в двух случаях: при малой силе тока и близкому подношению кончика расходника к поверхности металла. Эти два негативных фактора способствуют образованию неравномерного соединения и, как следствие, падает качество сварки.
Не проваренный шов — это частая ошибка, допускаемая новичками в сварочном деле. Боясь прожечь металл, кончик электрода удаляется на большое расстояние и расплав попросту растекается по поверхности. В итоге, во время зачистки оказывается, что шов неравномерный и есть не соединенные участки.
Деформации также довольно частое явление при сваривании тонколистового металла. Это следствие воздействия высоких температур.
Как же осуществляется сварка тонкого металла и какие существуют пути решения проблемы брака?
Выбор режимов и электродов
Лучше всего для сварки тонкостенных конструкций воспользоваться инвертором. Такие аппараты имеют более тонкую настройку в отличие от трансформаторных аналогов.
Сила тока, которую используют в таких работах, напрямую зависит от толщины деталей и диаметра электрода.
Тонким металлом принято считать заготовки толщиной до 5 миллиметров. Однако проблемы со сваркой возникают с деталями до 3 мм. В таблице можно посмотреть приблизительное соответствие выбранной мощности к материалу и диаметру электрода.

Это приблизительные данные, более точную настройку аппарата можно определить опытным путем, попробовав варить металл.
Используя тонкие виды электродов, нужно учитывать, что скорость плавления у них более высокая, а значит нужно быстрее вести шов.
Главные требования к выбору расходников такие же, как и при сварке стандартных конструкций. Обмазка и состав электрода должны соответствовать свариваемому металлу.
Правильная технология
Технологически сварка тонкого металла практически не отличается от процесса соединения более толстых конструкций. Всю работу можно условно разделить на три этапа:
- Подготовка деталей.
- Сварочный процесс.
- Зачистка швов.
Основные отличия в некоторых нюансах, позволяющих качественно варить листовой металл и оцинковку.
Подготовка
Вся подготовка начинается с очистки поверхности материала от загрязнений. Важно более тщательно зачистить место, где будет установлен держатель массы аппарата.
Оцинкованный листовой металл в месте будущей сварки можно очистить болгаркой от защитного покрытия. Но можно варить и прямо по нему, цинковый слой сгорит в процессе работы.
Сварка
Алгоритм сварки по тонкому металлу следующий.
- Электрод на конце можно очистить от обмазки на длину около 5 мм, это поспособствует быстрому поджогу дуги.
- По всей длине будущего шва нужно сделать точечные прихватки материала (чтобы избежать дальнейшей деформации). Для этого делают краткосрочный поджог и приваривают края металла в виде точки или на длину в 10 мм.
- Зажигается дуга просто — это делают двумя способами. Либо постукиванием кончиком электрода по металлу, либо чирканьем. Длина дуги оптимальна в пределах 2-3 миллиметра. Обычно расстояние электрода от металла нужно выдерживать в пределах диаметра расходника!
- После этого образовывают ванну из расплавленного металла и начинают вести шов. В процессе работы сварочная ванна должна иметь вытянутую овальную форму. Это свидетельствует о получении качественного шва.
- Чтобы избежать прилипания электрода не стоит его «утыкать» в поверхность.
Очень удобно в этом плане для начинающих сварщиков пользоваться инвертором с дополнительными функциями антиприлипания и форсирования дуги. При слишком близком приближении электрода к металлу он сбрасывает напряжение. В этом случае не происходит замыкания и электрод не прилипнет. При большом растяжении дуги инвертор дает дополнительное напряжение и сварочный процесс не прерывается.
- Шов ведут, располагая держатель с электродом под углом в 60 градусов. Лучше всего выбирать положение, приближенное к прямому углу, но с сохранением обзора сварочной ванны и самого шва. При слишком остром угле получается выпуклое соединение. Это значит, что шов всплывает и не сваривает металл.
- Электрод можно вести слева направо, или на себя, вертикальные соединения делают снизу вверх. При этом во время сварки нужно делать поперечные движения зигзагами (елочкой).
- Также нужно контролировать скорость движения. Она должна быть поступательной и одинаковой.
После окончания работы нужно сбить шлак и осмотреть соединение на наличие непровара и прожогов на металлической поверхности.
Приемы сварки тонкостенных конструкций
Чтобы избежать негативных последствий в процессе сваривания, можно использовать некоторые подходящие методики.

Сварка внахлест
Внахлест. Если позволяет конструкция, листы можно расположить один на другой. В этом случае главное — не прожечь поверхность, располагающуюся снизу.
Точечное соединение. Технологически такой шов выполняется в виде местечковых прихваток. Дугу поджигают, проваривают металл в нужном месте и гасят. И далее, на всем протяжении соединения с шагом в 3 диаметра электрода, все повторяют.
По электроду. Если есть опасность прожечь тонкий металл, можно очистить один электрод от обмазки и уложить его вдоль будущего шва. В процессе сварки нужно хорошо проваривать эти места. Таким же образом можно заваривать прожженные дыры.
Также для сварки тонкостенных конструкций можно установить обратную полярность. Когда кабель держателя ставят на плюс, а массу на минус. Обратная полярность снижает количество тепла на кончике электрода и это поможет избежать прожогов.
Если нужно сварить массивную деталь с тонким металлом, то дугу поджигают на толстостенной заготовке и в процессе переносят сварочный шов на стык.
Для отвода излишнего тепла под тончайшие детали можно подложить медную полосу. Медь очень теплоемкий материал и позволит избежать прожигания и протекания расплавленного металла.
А что вы думаете по поводу такого вида работ, как сварка тонколистового металла? Если у Вас в наличии большой опыт сварных соединений из тонкого материала, поделитесь им в комментариях к этой статье.
wikimetall.ru
Электроды для сварки
Прежде чем начинать сварочные работы, необходимо подобрать подходящие материалы. Главнейшими считаются электроды для сварки. Когда правильно выбраны марки электрода, качество шва всегда будет на высоте.

Качество сварки зависит от того, насколько правильно подобраны электроды.
Эти изделия могут быть:
- металлическими;
- неметаллическими.
- неплавящимися;
- плавящимися.
Если стержень электрода сделан не из металла, он считается неплавящимся. Пока еще не разработали электрод для сварки комбинированного типа. Каждый вид подходит для сварки конкретного материала. Он требует определенных условий работы с получением конкретного шва.
Признаки классификации электродов
Все типы электродов маркируются буквами, цифровым обозначением, каждое из которых соответствует определенному параметру. Классификация электродов придерживается следующих критериев:

Классификация видов сварки.
- марка металла;
- технология получения сварочных швов;
- толщина покрытия;
- вид тока;
- химический состав;
- состояние покрытия;
- присутствие вредных примесей.
В соответствии с ГОСТ 9467-75 материалы для дуговой сварки регламентируется определенным обозначением. Основными характеристиками, указанными в стандарте, являются:
- тип;
- марка;
- назначение;
- размер;
- материал покрытия;
- толщина;
- применение;
- вид тока.
Вернуться к оглавлению
Основные виды электродов

Схема сварочного электрода.
Металлические стержни, используемые для сварки, называются электродами. Они имеют много характерных отличий. Прежде всего, их подразделяют на металлические и неметаллические.
К неметаллическим относятся сварочные электроды:
- угольные;
- графитовые.
Стальные изделия также подразделяются на несколько групп:
- неплавящиеся;
- плавящиеся.
Первая группа делится на:
- торированные;
- нитрированные;
- лантанированные;
- вольфрамовые.
Плавящиеся электроды подразделяются на:
- покрытые;
- непокрытые.

Виды покрытия электрода для сварки.
Покрытые изготавливаются из:
- стали;
- чугуна;
- меди;
- алюминия;
- бронзы.
Непокрытые виды использовались очень давно, когда только начиналось применение этих изделий. Сегодня они представляют собой проволоку, которой варят с применением защитных инертных газов.
В основном электроды всегда считались сварочными материалами различных видов:
- сварочный флюс;
- проволока;
- присадочные прутки;
- инертные газы.
Изделия подразделяются на следующие базовые группы:
- электроды для сварки высоколегированных сталей;
- для работы с разными конструкционными сталями;
- наплавки металла;
- сварочных работ с цветными сплавами;
- сварки чугунных изделий.
Вернуться к оглавлению
Электроды для сварки труб
Чем отличаются изделия для сварки труб? В основном это обыкновенный металлический стержень, сделанный из специальной сварочной проволоки, диаметр которой максимально достигает 5 мм. Стержень покрыт обмазкой слоем разной толщины.
Когда обмазка наносится тонким слоем, то ее масса не превышает одного процента от веса стержня. Когда слой очень толстый, масса достигает 30%.
Обмазка необходима для образования шлака.

Таблица выбора электрода от толщины металла и силы тока.
Иначе говоря, неметаллического сплава, масса которого меньше веса металла. При сварочных работах шлак поднимается вверх. В результате образуется защитное покрытие, закрывающее зону сварки. Такая защита уменьшает поглощение из воздушного пространства азота, от которого зависит качество получаемого шва.
Чтобы правильно выбрать материал, необходимо учесть характеристики материала трубы. Чтобы сварить высокоуглеродистые трубы, применяют виды электродов, имеющих рутиловое покрытие. Чтобы сварить оцинкованные трубы, лучше подобрать специальные электроды, которыми можно варить такие трубы.
Когда проводятся сварочные работы с оцинкованной поверхностью, цинк начинает закипать намного раньше стали. В результате происходит его сильное испарение во время нагрева. Вот почему производство швов на таких оцинкованных деталях требует особого типа электродов. Разработан специальный технологический процесс сварки.
Точно так же требуется специальная технология, когда необходимо сварить чугунные трубы. С этой работой прекрасно справляются электроды, основой которых является:
- медь:
- железо;
- никелевые сплавы.
Вернуться к оглавлению
Изделия для сварки высоколегированных сталей
Чтобы варить подобные стали, были разработаны специальные электроды, работающие с:

Схема сварки металла.
- жаростойкими сталями;
- жаропрочными сплавами;
- никелевой основой.
Сегодняшняя классификация всех высоколегированных сталей включает в эту группу сплавы, где:
- 45% железа;
- 10% легирующих добавок.
Сплав, имеющий никелевую основу, содержит более 55% никеля. Между этими сплавами промежуточное место отдано материалам, имеющим железоникелевую основу.
Надо сказать, что элементы для сварки высоколегированных сталей должны иметь рутиловое покрытие. Эти материалы имеют:
- малую теплопроводность;
- высокое электрическое сопротивление скорости плавки.
Вернуться к оглавлению
Дополнительное деление
- Электроды для дуговой сварки.
Для таких изделий сварочным материалом является:

Способы зажигания электрода.
- штучный электрод;
- сварочная проволока.
- Штучные электроды.
Данные материалы также подразделяются на две группы: плавящиеся и неплавящиеся. Плавящиеся обязательно имеют покрытие. Их широко применяют в быту. Когда делаются сварочные работы, например, в гараже, их используют чаще всего.
Стержни, для того чтобы варить сталь, изготавливают из специальной сварочной проволоки. Она может быть:
- низкоуглеродистой;
- легированной;
- высоколегированной.
Государственным стандартом классифицируется 77 разновидностей стальной проволоки, предназначенной для производства штучных электродов самых разных диаметров.
Абсолютно различным действием обладает покрытие электродов:
- образование защитного слоя;
- стабилизация горения дуги;
- удаление вредных примесей;
- легирование.
Чтобы сварить цветные металлы и разные сплавы, для сварки подходят электроды плавящегося типа, которые изготавливают из:

Положение электрода при сварке деталей.
- алюминия;
- меди;
- никеля;
- бронзы;
- латуни.
Для того чтобы классифицировать все существующие группы электродов, за основу были взяты определенные признаки:
- назначение;
- технологические особенности;
- вид покрытия;
- химический состав;
- механические свойства;
- вид тока;
- полярность
- минимальное напряжение;
- качество;
- состояние поверхности;
- наличие вредных веществ.
В маркировке каждый параметр помечен соответствующей цифрой, имеет буквенное обозначение. Если электрод сваривает углеродистые стали, в обозначение включена буква У. При средней толщине рутилового покрытия обозначение выглядит СР. Предпоследняя единица сообщает, что такой электрод подходит для работы в любом положении. Если последней цифрой в маркировке стоит ноль, значит, электрод предназначен для постоянного тока.
Вернуться к оглавлению
И немного практических моментов

Таблица характеристик электродов.
Сегодня в основном строителями используются железобетонные конструкции, имеющие сборную технологию. Для этого применяют арматуру разного сечения. Она может быть:
- круглой;
- винтообразной.
Данный профиль арматуры дает возможность добиться лучшего сцепления бетона со сталью. Стержни приобретают увеличенную несущую способность.
На практике получила широкое распространение арматура, имеющая винтообразный профиль, изготовленная из Ст. 5. Применяются различные низколегированные стали.
Очень редко применяется в железобетоне арматура из термообработанной стали. Напряженная арматура изготавливается из стали особой прочности, которая обычно не варится.
Для соединения стержней разного диаметра стыковым способом применяется контактная сварка. Получаются сварные соединения, по прочности одинаковые с основным металлом. Однако для получения таких параметров необходимо, чтобы соотношение диаметров стержней сохранялось в диапазоне 1,25-1,50.
Когда выполняется сварка арматуры, изготовленной из Ст. 5, которая имеет высокое содержание углерода, точечные соединения получаются иногда достаточно хрупкими. Причем хрупкость соединения начинает сильно возрастать, когда увеличивается количество стержней, пересечение которых происходит в одном стыковочном узле.
Чтобы уменьшить хрупкость таких соединений, используют специальные технологические процессы, например, термическую обработку. Узел нагревается на машине точечной сварки, когда происходит замыкание электродов.
Полученные точечные соединения испытываются на прочность, для чего берутся специальные образцы, которые проходят испытания на разрывных устройствах.
expertsvarki.ru
Какие электроды лучше для сварки?

Опыт в сварке небольшой, поэтому и попался на некачественные электроды, которые образуют блестящий стекловидный шлак, очень трудно отделяющийся. Как больше не вляпаться в такие? Боюсь снова не приобрести что-нибудь подобное. Возможно, они как-то маркируются по-особенному или имеют какие-то обозначения? Подскажите, какие электроды лучше всего покупать для сварки?
Отбивается шлак легко, если правильно подобран режим сварки. Любой профессиональный сварщик, сжегший не одну тысячу электродов, вам это подтвердит. Для начала, попробуйте предварительно просушить электроды в печи (читайте статью на эту тему здесь). Некоторые сильно отсыревшие электроды, из которых воду можно «выкручивать» как из постиранного белья, неопытные сварщики сразу засовывают в печь на высокую температуру градусов двести. Результат получается печальный, вода закипает внутри и улетучивается, оставляя на поверхности обмазки известковый налет.
Сварочный ток берется «не с потолка», а подбирается в зависимости от толщины металла. Так же, попробуйте поменять полярность.
«Стеклянная корка», если ток правильный, отходит сама собой, по крайней мере, в некоторых марках, таких как ОК 53.70.
Если вы приобретаете электроды «для себя», для домашней сварки, берите те, которыми вам комфортнее всего варить. Электроды, оставляющие блестящий «стеклянный» шлак имеют основное покрытие. Наиболее популярные электроды отечественного производства для прочных швов и профессиональной сварки – это УОНИ 13\55, зарубежный аналог LB52U, или KOBELCO от компании Kobe Steel, Ltd. Japan. УОНИ13/55 много-кто выпускает здесь, но не все производители, к сожалению, обеспечивают заявленный высокий уровень качества. Вы можете попробовать варить рутиловыми электродами, такими, например, как АНО-21, МР-3С, ОЗС-12, или со смешанным покрытием ОК 46. Но учиться Вам все-же стоит на основных электродах.
Р.S Не советуем брать ЭА395, 400, 981 и пр. Качество обмазки у них оставляет желать лучшего. Говорят, из-за того, что сделаны они по ГОСТ 60-х годов, а технологии ведь не стоят на месте. Но дело, по нашему глубокому убеждению, не в ГОСТах, а в том, что выпускаются они по ТУ, в этих технических условиях можно допустить любое отклонение от качества по своему усмотрению (ТУ у каждого производителя свое). Некоторые сварщики сбивают обмазку и варят металлическим стержнем РАДС. Только тогда получается хороший шов.
svarka-master.ru
Сварка меди угольным электродом, сварка проводов (видео)
Все чаще монтаж электропроводки не обходится без угольного электрода для сварки медных проводов. Такой способ — альтернатива спаиванию медных скруток, для которого необходимо использование флюса и припоя. Как и у пайки, задача сварки заключается в обеспечении надежного контакта между проводами, которого невозможно добиться их обычным скручиванием, ведь на медной поверхности со временем обязательно появится пленка окисления. Правда, после сваривания неразъемное соединение скрутки получается не по всей ее поверхности, как при спаивании, а только на кончике, который оплавляется в течение 1-2 секунд, однако и такой контакт предотвращает перегрев кабелей при повышении нагрузки.

Благодаря своим техническим характеристикам графитовые электроды медленнее расходуются, легко режутся, не растрескиваются при сварке.
Как правило, сварка проводов ведется в распределительных коробках. Расположены они довольно высоко, поэтому для работы нужно использовать переносное сварочное оборудование. Существуют промышленные аппараты для этой цели, использование которых целесообразно на профессиональном уровне. Можно изготовить самодельный сварочный трансформатор, однако для сварки отлично подходят инверторные аппараты, которые сегодня есть у многих. Они мобильны и к тому же обладают возможностью настройки нужного тока сварки.
Виды электродов для сварки медных проводов

Классификация электродов для сварки.
Сварка меди должна осуществляться специализированными электродами. Об угольном уже упоминалось. Кроме него, существуют графитовые электроды. Нужно сказать, что в этом качестве могут выступать угольные щетки коллекторных двигателей, стержни элементов питания и подобные им изделия. Они полноценно заменяют электроды из магазина, разве что на них нет омеднения, но для этих приспособлений придется сконструировать более удобные держатели. Самодельные зажимы типа «крокодил» и для электрода, и для подключения массы не будут так громоздки, как штатные, поэтому ими гораздо легче пользоваться при работе в распределительных коробках. Конечно же, необходимо позаботиться и о надежной изоляции их ручек.
Угольные и графитовые электроды обладают сходством в главном: и у тех, и у других температура плавления более чем в 3 раза превышает температуру плавления меди. Благодаря этому обстоятельству их расход при монтаже электропроводки крайне низок. В то же время электроды нагреваются до высоких температур практически мгновенно, поэтому существует опасность перегрева свариваемого материала, что может привести к нарушению изоляции в кабелях. Все эти факторы необходимо учитывать сварщику, чтобы быть достаточно расторопным при выполнении работы, ведь нескольких мгновений хватит и для того, чтобы надежно скрепить скрутку, и для того, чтобы привести в негодность часть проводки.
Вернуться к оглавлению
Различия угольных и графитовых электродов

Сварка угольным электродом с подачей присадочного металла в дугу: а — «левый» способ; б — «правый» способ.
Несмотря на схожесть угольных и графитовых стержней в области применения, характеристики их несколько различаются:
- Первое различие — цена. Графитовые изделия более доступны.
- Если стержни из угля абсолютно черные, то электроды из графита обладают темно-серым цветом с металлическим отливом.
- Сварка угольным электродом требует от сварщика определенного опыта, так как этот стержень создает дугу очень высокой температуры, которая может стать причиной разрушения скрутки. В то же время высокие температурные значения достигаются при минимальном токе, поэтому электроды из угля пригодятся обладателям слабых трансформаторных устройств.
- Владельцам инверторных аппаратов, оснащенных регуляторами силы тока, лучше использовать графитовые стержни. Они менее требовательны к квалификации мастера. Кроме того, сварное соединение после их использования отличается лучшим качеством, большей прочностью, повышенной сопротивляемостью к окислению, нежели после сварки углем.
Вернуться к оглавлению
Регулирование тока сварки
Что касается регулировки силы тока, то сварка проводов осуществляется в диапазоне от 30 до 120 А (в этих пределах работают практически все инверторные сварочные аппараты). В любом случае точный ток сварки придется подбирать опытным путем, так как:

Технология сварки медных скруток угольным электродом.
- Каждому инвертору присущи свои особенности.
- Напряжение сети может отличаться от 220 В.
- Химический состав медных проводов разных производителей может отличаться.
К тому же сварщику не помешает потренироваться, чтобы работа велась как можно быстрее и качественнее.
Тем не менее следует знать о значениях силы тока, при которых ведется соединение проводов различных сечений:
- При сваривании 2-х проводков диаметром 1,5 мм2 инвертор настраивается на 70 А.
- 3 провода такого же сечения варятся при токе от 80 до 90 А.
- Ток для сварки 3-х проводков диаметром 2,5 квадрата — 80-100 А.
- 4 провода по 2,5 мм2 свариваются с выставленной на аппарате силой тока от 100 до 120 А.
Вернуться к оглавлению
Как сваривать скрутки?
Чтобы предотвратить возможное оплавление изоляции кабеля, к основанию скрутки необходимо прикрепить металлический радиатор. Отводить избыток тепла от скрутки поможет зажим с большой поверхностью, улучшающей теплообмен. Желательно, чтобы радиатор был сделан из меди, так как у нее высокая теплопроводность.

Правила техники безопасности при сварочных работах.
Процесс сваривания скрутки предваряет подготовительный этап, во время которого провода освобождаются от оболочек и изоляции. Длина оголенных сердечников должна быть не менее 10 см, тогда скрутка получится не короче 5 см.
Скручивая проводки, необходимо добиться, чтобы они как можно плотнее прилегали друг к другу. Также нужно следить за тем, чтобы их торцы в результате оказались на одном уровне, иначе какой-нибудь из проводков окажется вне сварного соединения. При необходимости конец скрутки откусывается бокорезами.
Вблизи радиатора к скрутке прикрепляется зажим «массы», после чего к кончику проводков подносится электрод. Время контакта не должно превышать 2 секунд. После его прерывания на скрутке получается небольшой наплыв сферической формы. Таким же образом свариваются остальные скрутки.
Вернуться к оглавлению
Техника безопасности
При работе необходимо соблюдать меры безопасности:
- Линия, на которой ведется сварка медных проводов, должна быть обесточена.
- Обязательно применение средств защиты (перчаток, спецодежды, спецобуви, маски).
- Место проведения работ должно быть очищено от предметов, которые могут загореться.
В распределительной коробке находятся как минимум 2 скрутки. Не стоит торопиться со сваркой следующей.
Чтобы не получить ожог, лучше дождаться, когда первая остынет.
После сваривания скрутки следует изолировать. Это можно сделать изолентой или термоусадочной трубкой. Последняя надевается на провода и подогревается феном. В результате трубка плотно облегает жилы проводки, создавая вокруг них надежную оболочку.
expertsvarki.ru
Сварочные электроды | Сварка своими руками

Многие спрашивают, можно ли изготовить электрод для сварки черных металлов своими руками в домашних условиях? Ответ нет. Нормальный электрод для сварки самостоятельно вы не сделаете. Потому, что это достаточно наукоемкий процесс, а компоненты, входящие в состав обмазки, не всегда можно приобрести в ближайшем магазине. Что предлагает нам великий и ужасный интернет в этом плане? Многочисленные… Читать далее »
Категории : Самоделки Сварочные электроды Метки: Электроды своими руками
ДОСТОИНСТВА: Рутил-целлюлозные электроды Стандарт – это прекрасный выбор для тех, кто только учится сварке. Почему? Все очень просто. Электроды не слишком требовательны к условиям хранения и неприхотливы в сварке, работают при отрицательной температуре. Они очень просто поджигаются, обладают низким уровнем гигроскопичности, то есть плохо впитывают влагу – для сварщиков это хорошо! Это значит, что не… Читать далее »
Категории : Сварочные электроды Метки: Электроды стандарт
Понятие флюс во многих видах сварочного производства – ключевое, потому как при сгорании он продуцирует появление газовой атмосферы, которая обеспечивает требуемую защиту сварочной ванны. В ЭШС флюс по спец.каналу подается в зону сварки и имеет вид сыпучего порошкообразного вещества, в РДС на электрод наносится обмазка в качестве наружного покрытия, а в приобретающей в последние годы… Читать далее »
Категории : Сварочные электроды Метки: виды покрытий электродов, кислый электрод, основной электрод, покрытие электродов, рутиловый электрод, целлюлозный электрод
Электродов для РДС — ручной дуговой сварки огромное множество. И как-то их классифицировать по единой схеме не представляется возможным. И хотя их делят по: назначению, механическим характеристикам, химическому содержанию наплавленного металла, толщине обмазки. Но.. для многих это больная тема и даже сварщики со стажем стараются обходить ее стороной используя, как говорится, свои, проверенные электроды, которые… Читать далее »
Категории : Без рубрики Ручная дуговая сварка Сварочные электроды Метки: какие электроды, какие электроды выбрать, какие электроды какой сварки, каким электродом какой металл, какими электродами варить
Вопрос: Вычитал в литературе, что УОНИ 13 55 — хорошие сварочные электроды, поэтому решил их купить и спалить, попробовать на практике, правду ли пишут? На деле же все пошло не так, как рисуют в теории. Поясните, пожалуйста, при сварке на обратной полярности, приходится добавлять ток более чем. А УОНИ все-равно залипает, и дуга обрывается. После… Читать далее »
Категории : Без рубрики Сварочные электроды Метки: Сварка уони, уони, уони 13, уони 13 55, уони 55, электроды уони, электроды уони 13, электроды уони 13 55, электроды уони 55
Опыт в сварке небольшой, поэтому и попался на некачественные электроды, которые образуют блестящий стекловидный шлак, очень трудно отделяющийся. Как больше не вляпаться в такие? Боюсь снова не приобрести что-нибудь подобное. Возможно, они как-то маркируются по-особенному или имеют какие-то обозначения? Подскажите, какие электроды лучше всего покупать для сварки? Отбивается шлак легко, если правильно подобран режим сварки.… Читать далее »
Категории : Сварочные электроды Метки: какие электроды лучше, какими электродами лучше варить
По электродам ОЗС-12 отзывы негативные, некоторые сварщики даже пускаются в брань, ругают их как только можно. Хотя есть и другое мнение, что ОЗС-12 лучше, чем те же МР-3. Последними варят только на постоянном токе. Хотя на упаковке написано (АС/DC), что они универсальные, но на самом деле, сварка на «переменке» с ними проблематична. ОЗС-12 же показывают… Читать далее »
Категории : Сварочные электроды Метки: ОЗС-12, электроды озс, электроды озс 12
В сегодняшней публикации хотелось бы рассказать о небезызвестных электродах для ручной дуговой электросварки МР-3С производства ОАО «Лосиноостровский электродный завод». Реализуются они в килограммовой картонной упаковке, покрытой полиэтиленом для защиты от влаги. Так же на ней написано приблизительно следующее: что данные электроды рекомендуются для сварки различных конструкций как ответственного, так и обычного назначения из «черных» сталей… Читать далее »
Категории : Сварочные электроды Метки: лэз мр 3с, МР-3С, электроды мр 3, электроды мр 3с
В данной статье рассмотрены основные вопросы, задаваемые начинающими сварщиками, по сварке коррозионостойких сталей и даны ответы на них. Варите нержавейку легко и с удовольствием ручной дуговой сваркой покрытым электродом, неплавящимся вольфрамовым электродом в среде защитных газов и, конечно же полуавтоматическим инвертором плавящимся электродом! Сварка ММА Вопрос №1. Варит ли инвертор нержавеющую сталь? Вчера решил испытать… Читать далее »
Категории : Аргонодуговая сварка Полуавтоматическая сварка Ручная дуговая сварка Сварочные электроды Метки: сварка для начинающих, сварка нержавейки, сварка нержавейки полуавтоматом, электроды для сварки, электроды по нержавейке
Данная технология к сварке имеет второстепенное отношение, но в сварочном производстве широко применяется на серьезных предприятиях, которые занимаются металлоконструкциями или литейным производством. Изобретение именуется воздушной строжкой и используется она для того, чтобы выполнять ремонт сварных швов или литейных заготовок в тех случаях, когда они не прошли дефектоконтроль.. Дело все в том, что при сварке больших… Читать далее »
Категории : Без рубрики Сварочные электроды Метки: графитовый электрод, строжка, угольный электродsvarka-master.ru